Спосіб виготовлення труб із композиційних матеріалів
Номер патенту: 24485
Опубліковано: 15.03.2002
Автори: Савчук Володимир Васильович, Голованевський Аркадій Ізраільович, Шопен Олександр Борисович, Данільцев Володимир Григорович, Божко Борис Миколайович

Формула / Реферат
Способ изготовления труб из композиционных материалов, включающий перемещение формируемой трубы с помощью самоподающей оправки, намотку армирующего материала и нанесение связующего, частичное и окончательное отверждение связующего, при этом намотку осуществляют на предварительно сформированной и частично отвержденной трубе, отличающийся тем, что предварительно на самоподающей оправке формируют трубу путём нанесения чистого связующего, затем слоя, армированного смолоёмким поверхностным стекломатом, далее слоя, армированного рубленным стекловолокном, при этом полностью сформированную трубу, после окончательной намотки армирующего материала и нанесения связующего, окончательно отверждают путём её перемещения с помощью той же самоподающей оправки из зоны с максимальной температурой термообработки в зону с минимальной температурой термообработки.
Текст
Изобретение относится и области производства композиционных армированных материалов, в частности стеклопластиков, и может быть использовано при изготовлении многослойных труб. Успехи в области полимеров и технологии получения высокопрочных, коррозионностойких, негорючих, водо- и грибостойких композитов с малым удельным весом обусловили широкое применение стеклопластиков. Эти материалы, как известно, отличаются высокой удельной прочностью, низкой теплопроводностью, и высокими электроизоляционными характеристиками. Однако для получения высококачественных изделий необходимо использовать специальные технологии. И чем выше требования к качеству изделий из стеклопластиков, тем больше Факторов, влияющих на качество изделий, необходимо учитывать при производстве тех или иных изделий [1]. Известен способ изготовления толстостенных намоточных изделий, включающий намотку на оправку пропитанного связующим волокнистого материала, выдержку каждого слоя при определённой температуре, отверждение отформованных слоев и удаление оправки [2], при этом уплотнение каждого слоя осуществляют усилием 15 - 50кг, а выдержку при температуре 15 – 40°С до достижения трансверсальной жёсткости слоя, равной 1,75 - 20,5 величины исходной жёсткости материала на стадии намотки. Использование предлагаемого способа позволяет устранить трещинообразование, значительно снизить технологические остаточные напряжения и повысить прочность и качество толстостенных изделий. Однако такой способ мало производителен, так как предполагает термообработку в течение 16 - 24 часов и охлаждение со скоростью 7 8град/ч на оправке, что не гарантирует отсутствие остаточных напряжений вследствие значительного перепада температуры между оправкой и сформированными слоями. Известен также способ изготовления тостостенных оболочек из слоистых пластиков путём намотки материала на оправку и его нагрева до температуры отверждения [3], при котором намотку осуществляют материалами с различной температурой отверждения, укладывая внутреннюю часть заготовки оболочки из материала с более низкой температурой отверждения, а наружный - из материала с более высокой температурой отверждения, после чего производят нагрев с последовательной выдержкой при температуре отверждения внутренней, а затем наружной частей заготовки. Использование предлагаемого способа снижает образование расслоений при изготовлении толстостенной слоистой оболочки. Однако полученные таким образом изделия имеют в целом пониженную прочность вследствие того, что мигрирующие пузырьки гaзa из внутреннего слоя частично задерживаются в верхней спое. Кроме того, производительность такого способа также не высокая, так как формирование изделия и его отверждение происходит на одной и той же оправке. Известен также способ изготовления труб из композиционных материалов, включающий послойную намотку изделия и последовательное отверждение каждого намотанного слоя при нагревании [4]. При этом вначале оправку нагревают до температуры полимеризации связующего в первом слое намотанного материала, затем нагрев прекращают и каждый последующий слой наматывают во время полимеризации связующего в предыдущем. Такая последовательность операций намотки и полимеризации связующего позволяет, по мнению авторов, обеспечить равномерное распределение температуры по всему объёму наматываемого изделия, что резко снижает уровень внутренних напряжений. Совмещение операций способствует также утилизации выделяемого в процессе полимеризации экзотермического тепла. Однако процесс нельзя назвать производительным, так как намотку последующих слоев производят после полимеризации предыдущего слоя и т. д. до набора полной толщины изделия. Только после этого снимают готовое изделие с оправки и начинают новый цикл формования на оправке. Таким образом, обобщенно способ изготовления труб из полизфирных стеклопластиков включает покрытие антиадгезионной плёнкой вращающегося дорна, нанесение на неё армированного слоя с высоким содержанием связующего, отверждение его, намотку соответствующего количества слоев стеклохолста и стеклоткани с одновременной пропиткой этих материалов связующим, обогрев пакета при помощи инфракрасных излучателей, прикатывание пакета для удаления воздушных включений, выдержку на дорне до отверждения связующего, извлечение дорна из готовой трубы, извлечение антиадгезионной плёнки [5]. Как видно из изложения обобщённой характеристики способов изготовления многослойных химически стойких стеклопластиковых труб, они могут обеспечить необходимое качество, однако рассмотренные способы малопроизводительны, поскольку предполагают завершение Формирования каждой отдельной трубы на дорне. Наиболее близким по назначению, технической сущности и достигаемому результату при использовании является способ изготовления труб из композиционных материалов, включающий намотку изделия на рабочую часть самоподающей оправки и пропитку армирующего материала связующим в зоне формовки, частичное отверждение связующего первой ступени в первой полимеризационной камере, укладку на них слоев второй ступени и термообработку а дополнительных камерах окончательной полимеризации [6]. Производительность такого способа, по мнению авторов, может быть повышена за счёт увеличения количества укладчиков армирующего материала и использования частично отверждённых слоев первой ступени для формования на них слоев второй ступени. Однако производительность описанного выше способа не превышает 20п.м/ч, и лимитируется скоростью полимеризации связующего, которым пропитывают слои косослойной продольнопоперечной укладки армирующего материала, выполняемой одним или несколькими укладчиками. При этом химическая стойкость однослойных труб оказывается, в конечном счёте, ниже, чем многослойных. Целью предлагаемого технического решения является повышение производительности процесса изготовления труб из композиционных материалов при обеспечении высокой химической стойкости. В основу изобретения поставлена задача усовершенствования способа изготовления труб из композиционных материалов, в котором, вследствие предварительного формирования на самоподающей оправке трубы путём нанесения вначале слоя чистого связующего, затем слоя армированного смолоёмким поверхностным стекломатом и далее слоя армированного рубленным стекловолокном, их последовательного частичного отверждения, а после намотки армирующего материала и нанесения связующего конструкционного слоя окончательное отверждение полностью сформированной трубы путём её перемещения с помощью той же самоподающей оправки из зоны с максимальной температурой термообработки в зону с минимальной температурой термообработки, обеспечиваются условия, при которых полимеризация связующего во всех слоях происходит в условиях релаксации технологических напряжений, и за счёт этого оказывается возможным вести процесс получения многослойной трубы с большей производительностью при одновременном обеспечении необходимой химической стойкости. Формирование на самоподающей оправке слоев с различным содержанием связующего (от 100 до 75%) и частичное их отверждение позволяет получить на первой стадии трубу, которая при сходе с самоподающей оправки имеет, с одной стороны, достаточную жёсткость, чтобы сохранять форму и служить основой для формирования конструкционных слоев, а, с другой стороны, степень отверждения связующего всех предварительно сформированных слоев не должна препятствовать релаксации технологических напряжений, возникающих при Формировании последующих слоев. Эти условия выполнимы, если при сходе с самоподающей оправки отверждение связующего всех слоев составит 60 – 70%. Предлагаемый способ предусматривает обеспечение возможности релаксации технологический напряжений на разных этапах формирования трубы, вплоть до завершения окончательной термообработки. Уровень технологических напряжений, в конечном счёте, будет низким, если дополнительную термообработку полностью сформированной трубы вести так, чтобы на выходе из указанной зоны полимеризация всех слоев была не более 95%. Поставленная задача решается тем, что в известном способе изготовления труб из композиционных материалов, включающем перемещение формируемой трубы с помощью самоподающей оправки, намотку армирующего материала и нанесение связующего, частичное и окончательное отверждение связующего, при этом намотку осуществляют на предварительно сформированной и частично отверждённой трубе, согласно изобретению, предварительно на самоподающей оправке формируют трубу путём нанесения чистого связующего, затем слоя армированного смолоёмким поверхностным стекломатом, далее слоя армированного рубленным стекловолокном, при этом полностью сформированную трубу, после окончательной намотки армирующего материала и нанесения связующего, окончательно отверждают путём её перемещения с помощью той же самоподающей оправки из зоны с максимальной температурой термообработки в зону с минимальной температурой термообработки. Основной технический результат, который достигают предлагаемым техническим решением заключается в максимальной релаксации технологических напряжений в многослойной композиции путём установления последовательности формирования слоев на самоподающей оправке, и вне её, а также степени отверждения связующего на разных этапах формирования трубы. Снижение уровня технологических напряжений позволяет увеличивать скорость Формирования трубы, повышать производительность процесса. Как видно из изложения сущности заявляемого решения, оно отличается от прототипа и, следовательно, является новым. Решение также обладает изобретательским уровнем. Известны способы непрерывного изготовления стеклопластиковых труб [1, 6]. Однако при использовании способа вертикального формирования требуются значительные капитальные затраты. При этом формование осуществляют на оправках, которые периодически извлекают из отдельных отрезков готовой трубы. При этом только тщательный контроль температуры позволяет решить проблему образования трещин, повысить герметичность труб [1]. Известен также способ непрерывного изготовления стеклопластиковых труб с использованием самоподающей оправки [6]. Однако известный способ предусматривает укладку одного слоя. Производительность его, как отмечено выше, сравнительно низкая, а химическая стойкость не удовлетворяет современным требованиям. Рассматриваемый способ предполагает изготовление многослойной трубы не менее пяти слоев). В этом случае нельзя утверждать, что "производительность установки лимитируется только временем отверждения (т. е. зависит только от химического состава смолы) и в меньшей степени температурой печи». Именно характер распределения температуры в зоне окончательной термической обработки наружных слоев, установленный таким образом, чтобы максимально обеспечить релаксацию технологических напряжений во всех слоях сформированной трубы, позволяет повысить производительность способа получения многослойных труб из композиционных материалов без снижения их химической стойкости. Предлагаемое решение промышленно применимо, так как может быть использовано на уже работающих устройствах после их реконструкции не требующей значительных капитальных вложений. Изготовление пятислойных труб было выполнено при продольной подаче 4.112мм/мин, и частоте вращения оправки 29об/мин, что обеспечивает производительность 7,5м/час, при подаче 25мм/об и частоте вращения 15об/мин, что обеспечивает производительность 22,5м/час, а также 28мм/об и частоте вращения 15об/мин, что обеспечивает производительность 30,24м/час. При этом в зависимости от типа связующего градиент температуры изменяли в пределах от 10 °/м до 14 °/м. Способ осуществляют следующим образом. Вначале на оправку навивают слой ленты из кабельной бумаги, выполняющей в дальнейшем роль промежуточной прослойки. На этот слой укладывают слой лавсановой ленты. Оба слоя укладывают с нахлёстом для того, чтобы защитить оправку от попадания на неё связующего. На слои, предназначенные для защиты оправки, наносят слой связующего толщиной 0,5 + / - 0,1мм, который в дальнейшем будет первым внутренним слоем стенки трубы. Это может быть гелькоутный слой, и наносят его на вращающуюся оправку под небольшим давлением через специальную насадку. В дальнейшем этот слой обеспечит коррозионную стойкость трубы. Термообработку гелькоутного слоя осуществляют с помощью инфракрасных нагревателей, расположенных по обеим сторонам оправки, при непрерывном её вращении. Для этого могут быть использованы иодно—кварцевые инфракрасные лампы мощностью 1000Вт. Термообработку гелькоутного слоя ведут таким образом, чтобы при выходе из зоны термообработки перед нанесением следующего слоя он был в гелеобразном состоянии. Далее на гелькоутный слой наносят футеровочный слой, представляющий собой слой связующего армированного смолоёмким поверхностным стекломатом так, что содержание стекла в слое не превышает 10 – 13%, при этом сухой стекломат укладывают на гельноутный слой, находящийся в фазе гелеобразования и покрытый свежим связующим с небольшим натяжением и с нахлёстом. При этом происходит пропитка стекломата и выдавливание содержащегося в нём воздуха. Толщина первого футеровочного слоя составляет 0,5·+·/ 0,1мм. Второй футеровочный слой толщиной 1,5 + / - 0,15мм представляет собой слой связующего, армированного хаотически расположенными отрезками стеклоровинга длиной 15 - 20мм, при этом содержание стекла в слое составляет не более 25% формирование этого слоя осуществляют путём напыления предварительно рубленного стеклоровинга марки РБР 13-2640-9 на слой связующего, которым пропитывают также предварительно уложенный слой смолоёмкого поверхностного стекломата с одновременной подачей связующего для второго футеровочного слоя. Сформированные первый и второй футеровочные слои поступают в зону воздействия инфракрасных нагревателей, образующих три зоны нагрева, температуру в которых устанавливают с учётом экзотермии сформированных слоев. Интенсивность нагрева по зонам устанавливают также с таким расчётом, чтобы в отформованной на этом этапе трубе полимеризация составляла 60 – 70% и жёсткость её была таковой, чтобы после схода с оправки эта труба могла быть использована в качестве лайнера для формирования на ней следующих слоев. При продольной подаче 28мм/об и частоте вращения 18об/мин длительность термообработки составляет 5мин. После прохождения третьей зоны термообработки труба ещё примерно 250мм движется по оправке. Следующий слой – конструкционный. Это силовой слой, несущий нагрузки, возникающие при эксплуатации трубы. Слой Формируют, как отмечено выше, на той части трубы, которая играет роль лайнера. Формирование этого слоя начинают на участке непосредственно примыкающем к концу оправки, непосредственно после схода лайнера с оправки, методом косослойной продольно-поперечной намотки стеклоровинга марки РБН-13-1260-41. Конструкционный слой имеет толщину 1,5 + / - 0,15мм, при этом содержание стекла составляет в нём не менее 50%. Вслед за конструкционным слоем на лайнере формируют наружный защитный слой, который образуют путём намотки поверхностного стекломата и пропитки его за счёт избытка связующего конструкционного слоя. При нормировании защитного слоя избыток связующего с его поверхности не удаляют, а уплотняют лавсановой лентой, что позволяет, в конечном счёте, получить на поверхности трубы тонкий слой связующего, придающего поверхности трубы законченный товарный вид. Сформированную таким образом трубу направляют в последовательно расположенные 6 полимеризационных камер конвекционного типа общей длиной 4,8 метра. В каждой зоне поддерживают заданную температуру. Например, при использовании в качестве связующего стиролсодержащей полиэфирной смолы температуру в соответствующих зонах устанавливают следующую 120, 110, 110, 100, 80, 60°С (+ / - 5%), что обеспечивает необходимый градиент температуры в зоне дополнительной термообработки в целом. Общая продолжительность термоообработки в конвекционных камерах составляет 10 мин. В результате получены трубы, которые могут быть использованы для транспортировки агрессивных сред при рабочем давлении Р = 0,6МПа (для Ду = 150мм) и температуре t = < 80°С. Как видно из описания примера конкретного выполнения, способ позволяет получать химически стойкие трубы высокого качества с производительностью порядка 30 м/час. Література: 1. Морган Φ. Стеклопластики - М.: Изд-во ИЛ, 1961. - С. 241 - 244. 2. Описание к авторскому свидетельству СССР № 988574, М. кл. В89D23/18, от 04.13.80. 3. Описание и авторскому свидетельству СССР № 861081, М. кл. В29D23/12, от 26.12.79. 4. Описание к авторскому свидетельству СССР № 914299, M. кл. В29D23/12, от 09.04.80. 5. Малинсон Дж. Применение изделий в стеклопластиков в химических производствах. - М.: Изд-во «ХИМИЯ», 1973. - стр. 46. 6. Андреев Г. Я., Шержуков Г. Е., Шевченко В. Я., Дардык Я. И. Изготовление стеклопластиковых труб. – Харьков: Изд-во ХГУ, 1964. - С. 58 - 94.
ДивитисяДодаткова інформація
Автори англійськоюDaniltsev Volodymyr Hryhorovych, Bozhko Borys Mykolaiovych, Holovanevskyi Arkadii Izrailiovych, Savchuk Volodymyr Vasyliovych, Shopen Oleksandr Borysovych
Автори російськоюДанильцев Владимир Григорьевич, Божко Борис Николаевич, Голованевский Аркадий Израилевич, Савчук Владимир Васильевич, Шопен Александр Борисович
МПК / Мітки
МПК: B29D 23/00
Мітки: матеріалів, виготовлення, спосіб, композиційних, труб
Код посилання
<a href="https://ua.patents.su/5-24485-sposib-vigotovlennya-trub-iz-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення труб із композиційних матеріалів</a>
Спосіб виготовлення замкнутих конструкцій з композиційних матеріалів
Номер патенту: 15605
Опубліковано: 30.06.1997
Автор: Ніколаєв Олександр Сергійович
МПК: B32B 37/00, B29C 41/02, B29L 9/00
Мітки: замкнутих, спосіб, конструкцій, виготовлення, композиційних, матеріалів
Формула / Реферат:
Способ изготовления замкнутых конструкций из композиционных материалов, включающий формование частей конструкции на неразъемной оправке с образованием в зоне их разъема торцевых выступов и установкой между ними в процессе формования разделительной пленки, отверждение частей конструкции, съем их с оправки и соединение, отличающийся тем, что вначале формуют на оправке одну часть конструкции на ней в зоне образования разъема и на части оправки...
Лопать вітрового колеса з композиційних матеріалів та спосіб його виготовлення
Номер патенту: 13177
Опубліковано: 28.02.1997
Автори: Жагунов Юрій Валерійович, Решетняк Микола Максимович, Поляков Борис Миколайович, Ладікова Лідія Борисівна, Євсєєва Людмила Миколаївна, Мазур Володимир Максимович
МПК: B64C 27/32
Мітки: композиційних, виготовлення, колеса, лопать, матеріалів, спосіб, вітрового
Формула / Реферат:
(57) 1. Лопасть ветрового колеса из композиционных материалов, содержащая коробчатый лонжерон переменного поперечного сечения, закладной элемент со стыковочным фланцем, заполнитель из легкого материала пористой структуры, между лонжероном наружной оболочкой с декоративным покрытием, отличающаяся тем, что лонжерон выполнен из спиральных слоев стеклопластика с переменной толщиной стенки, уменьшающейся с увеличением радиуса лопасти.2....
Спосіб виготовлення кільцевих деталей з композиційних матеріалів, переважно, на основі алюмінієвих сплавів
Номер патенту: 13310
Опубліковано: 28.02.1997
Автори: Кладницький Євгеній Іванович, Афонін Володимир Михайлович, Голдовська Галина Валентинівна, Дробчик Володимир Максимович, Банас Федір Павлович, Трутнєв Володимир Володимирович, Дешко Олександр Володимирович
МПК: B22D 19/02, C22C 49/00
Мітки: основі, сплавів, виготовлення, переважно, матеріалів, алюмінієвих, спосіб, кільцевих, композиційних, деталей
Формула / Реферат:
(57) Способ изготовления кольцевых дета лей из композиционных материалов, пре имущественно, на основе алюминиевых сплавов, включающий размещение на цилиндрической подложке армирующего эле мента, размещение на нем углеродной ткани, помещение подложки с армирующим элементом в литейную форму, вакуумирование, подачу расплавленного алюминиевого сплава в литейную форму, пропитку армирующего элемента алюминиевым сплавом под избыточным давлением,...
Пристрій для неперервного виготовлення труб з армованих пластмас
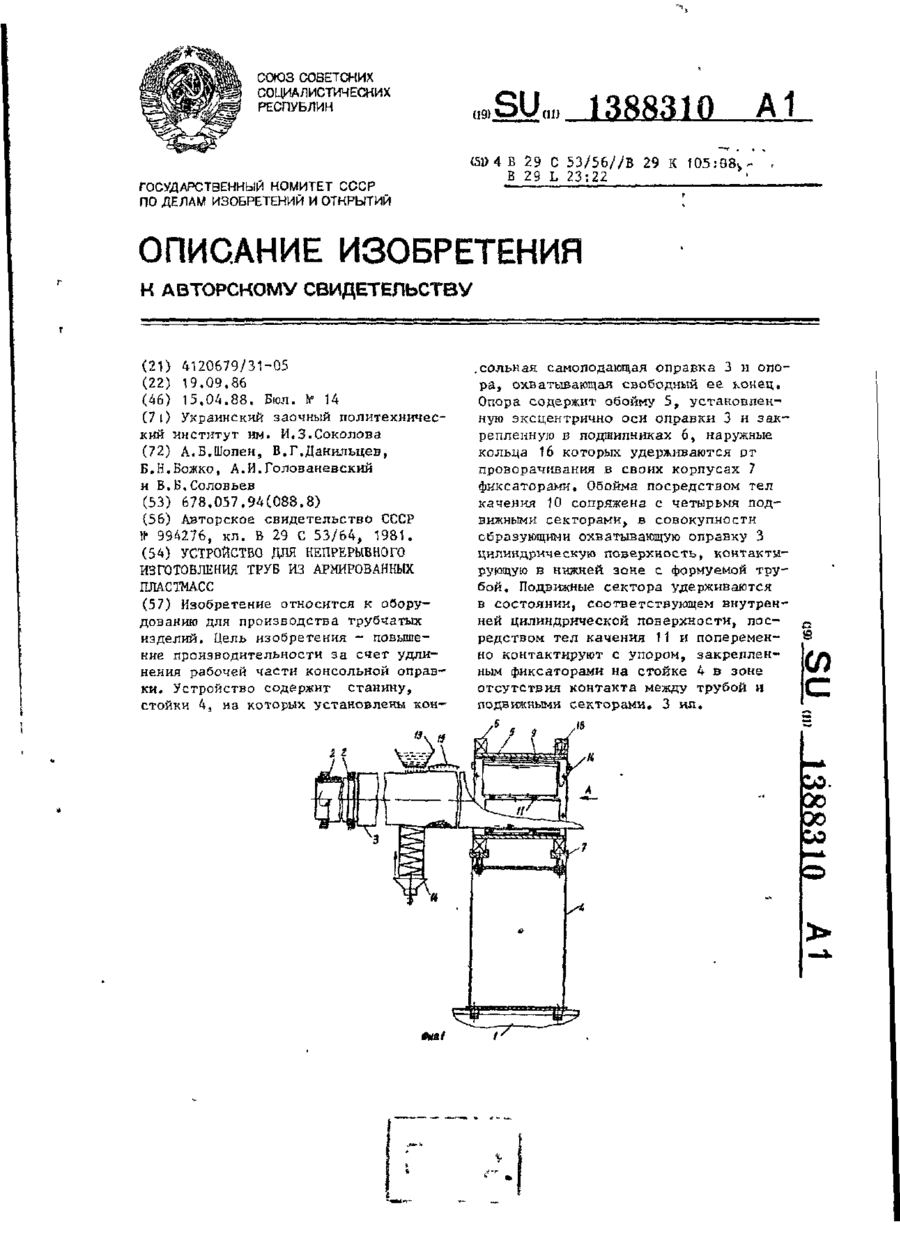
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Шопен Олександр Борисович, Голованевський Аркадій Ізрайлевич, Божко Борис Миколайович, Данільцев Володимир Григорович, Соловйов Валерій Борисович
МПК: B29K 105/08, B29L 23/20, B29C 53/00
Мітки: неперервного, пластмас, армованих, труб, виготовлення, пристрій
Формула / Реферат:
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Спосіб виготовлення багатошарових листових композиційних матеріалів
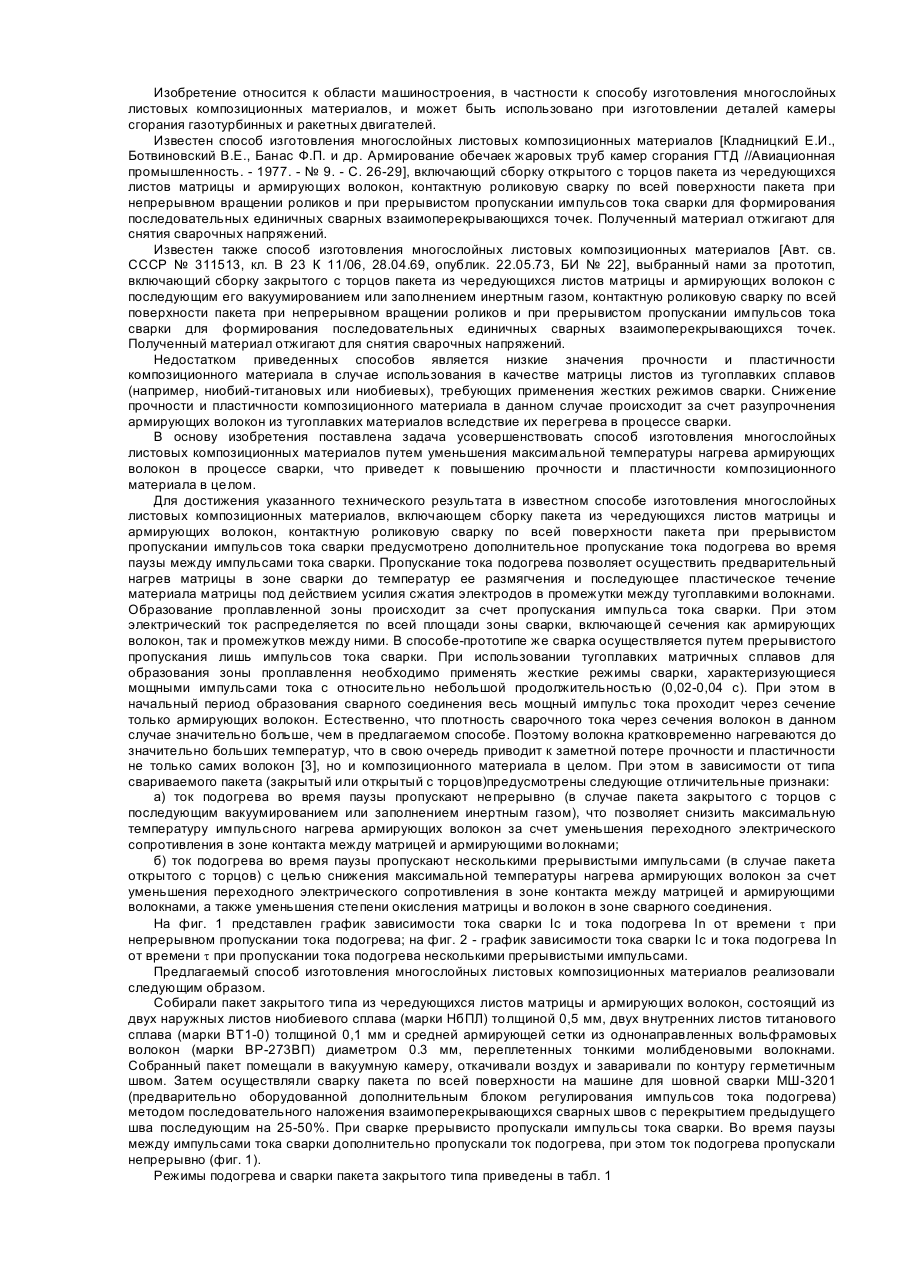
Номер патенту: 22799
Опубліковано: 21.04.1998
Автори: Вініченко Валерій Степанович, Рябов Володимир Рафаілович, Кухарь Леонід Володимирович, Ковбасенко Костянтин Станіславович, Коробко Олександр Вікторович, Рубан Валентина Тарасівна, Кулик Валентин Миколайович, Лавренко Анатолій Степанович
МПК: B23K 11/06, B21C 37/00
Мітки: листових, спосіб, матеріалів, композиційних, виготовлення, багатошарових
Формула / Реферат:
1. Способ изготовления многослойных листовых композиционных материалов, при котором собирают пакет из чередующихся листов матрицы и армирующих волокон, проводят контактную роликовую сварку по всей поверхности пакета при прерывистом пропускании импульсов тока сварки, отличающийся тем, что дополнительно. пропускают ток подогрева во время паузы между импульсами тока сварки.2. Способ по п. 1, отличающийся тем, что ток подогрева пропускают...
Попередній патент: Спосіб очищення внутрішньої поверхні трубопроводу і пристрій для його здійснення
Наступний патент: Спосіб одержання зливків в електронно-променевій установці
Випадковий патент: Засіб посиленої протизапальної дії для лікування хвороб суглобів