Спосіб установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета

Формула / Реферат
1. Спосіб установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета, з'єднаного пневмолінією з вакуумним насосом, при проведенні якого поверхнево-монтовані компоненти установлюють на друковані плати в місця їх установки, що частково перекривають попередньо покриті шаром флюсу або паяльної пасти зони пайки цих компонентів на друкованій платі, а на всмоктувальній головці вакуумного пінцета створюють вакуум, достатній для надійного захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента, при цьому захоплені за допомогою вакуумного пінцета окремі поверхнево-монтовані компоненти по одному переносять і установлюють на друковану плату в місця їх установки, після чого їх відокремлюють від вакуумного пінцета, який відрізняється тим, що на вакуумному пінцеті створюють вакуум, величина якого спричиняє на всмоктувальній головці вакуумного пінцета силу всмоктування, яка достатня для надійного захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента, але яка менша, ніж сила адгезійного зчеплення останнього з флюсом або паяльною пастою, якою покриті на друкованій платі зони пайки цього компонента, при цьому кожний захоплений вакуумним пінцетом поверхнево-монтований компонент відокремлюють від вакуумного пінцета на місці установки цього компонента на друкованій платі за рахунок різниці між сумарною силою адгезійного зчеплення поверхнево-монтованого компонента з флюсом або паяльною пастою, що присутня на поверхні друкованої плати в зонах пайки цього компонента на друкованій платі, та силою всмоктування, що діє на цей компонент з боку всмоктувальної головки вакуумного пінцета.
2. Спосіб установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета за п. 1, який відрізняється тим, що при установленні на друковану плату за допомогою пінцета різних видів поверхнево-монтованих компонентів, що різняться за розмірами і масою, установлення на друковані плати поверхнево-монтованих компонентів одного виду здійснюють при однаковій величині вакууму на вакуумному пінцеті, а перед установлюванням на друковані плати іншого виду поверхнево-монтованих компонентів на вакуумному пінцеті установлюють відповідну більшу або меншу величину вакууму, який спричиняє на всмоктувальній головці вакуумного пінцета силу всмоктування, яка забезпечує надійне захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента цього виду, але яка менша, ніж величина сумарної сили адгезійного зчеплення останнього з флюсом або паяльною пастою, якою покриті на друкованій платі зони пайки цього компонента.
3. Спосіб установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета за п. 2, який відрізняється тим, що потрібну величину вакууму на всмоктувальній головці вакуумного пінцета установлюють за допомогою регульованого дроселя з ручним керуванням, установленого в пневмолінії, що з'єднує вакуумний пінцет з вакуумним насосом.
Текст
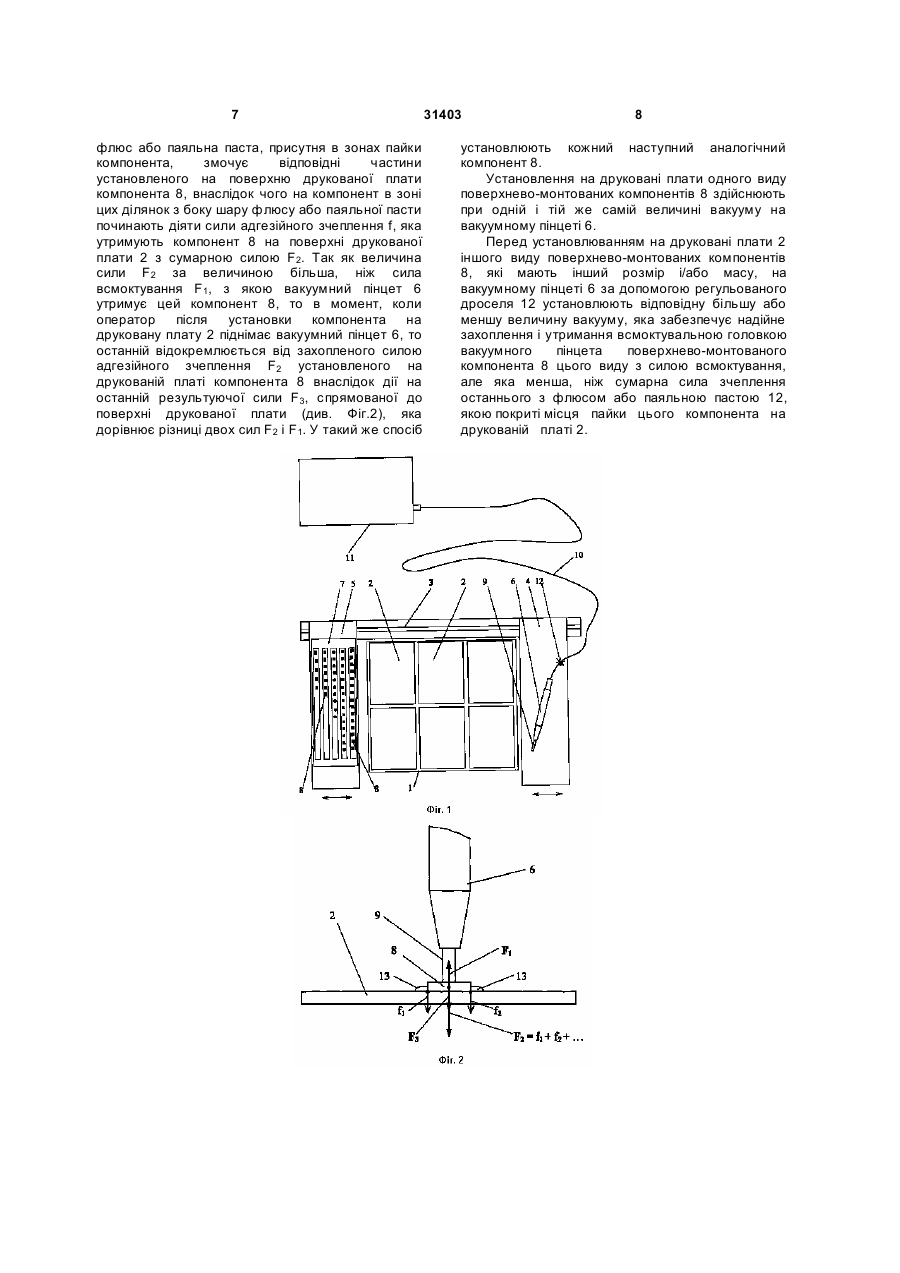
1. Спосіб установлювання поверхневомонтованих компонентів на друковані плати за допомогою вакуумного пінцета, з'єднаного пневмолінією з вакуумним насосом, при проведенні якого поверхнево-монтовані компоненти установлюють на друковані плати в місця їх установки, що частково перекривають попередньо покриті шаром флюсу або паяльної пасти зони пайки цих компонентів на друкованій платі, а на всмоктувальній головці вакуумного пінцета створюють вакуум, достатній для надійного захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента, при цьому захоплені за допомогою вакуумного пінцета окремі поверхнево-монтовані компоненти по одному переносять і установлюють на друковану плату в місця їх установки, після чого їх відокремлюють від вакуумного пінцета, який відрізняється тим, що на вакуумному пінцеті створюють вакуум, величина якого спричиняє на всмоктувальній головці вакуумного пінцета силу всмоктування, яка достатня для надійного захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента, але яка менша, ніж сила адгезійного зчеплення останнього з флюсом або паяльною пастою, якою покриті на друкованій платі зони пайки цього компонента, при цьому кожний захоплений вакуумним пінцетом поверхнево-монтований компонент відокремлюють від вакуумного пінцета на місці U 2 (19) 1 3 вакуумного пінцета, що з'єднаний з вакуумним насосом, в умовах експериментального, дослідного і дрібносерійного багато номенклатурного виробництва. Відомий спосіб для установлювання поверхнево-монтованих компонентів на друковані плати за допомогою маніпулятора для ручного установлювання поверхнево-монтованих компонентів, що містить закріплений на установочній головці рухомої руки маніпулятора вакуумний пінцет, що з'єднаний пневмолінією (вакуумним шлангом) з вакуумним насосом, та ручку для переміщення руки маніпулятора, що установлена на рухомій каретці [див. Operating Instructions Manipulator LM 900. FRITSCH GmbH. November 1996]. Використання маніпулятора забезпечує відключення і включення вакууму на вакуумному пінцеті, відповідно під час торкання компонентом друкованої плати і при поверненні установочної головки у верхнє положення. Під час роботи вмикається вакуумний насос, який створює вакуум на вакуумному пінцеті та на всмоктувальній головці вакуумного пінцета. Для захоплення компонента вакуумний пінцет за допомогою ручки на установочній головці підводять до компонента. Завдяки постійної присутності вакууму в вакуумному пінцеті всмоктувальна головка вакуумного пінцета захоплює компонент. Це може відбуватись, навіть без торкання пінцетом компонента за рахунок величини вакууму, що створює вакуумний насос на вакуумному пінцеті. Після захоплення компонента вакуумним пінцетом руку маніпулятора відводять у позицію установлення компонента на друкованій платі. В місці установки компонента головку маніпулятора опускають до тих пір, поки компонент не торкнеться друкованої плати. Під час торкання компонента друкованої плати спрацьовує механізм маніпулятора, який вимикає вакуум, завдяки чому компонент відокремлюється від вакуумного пінцета. При поверненні руки маніпулятора у верхню позицію повторно спрацьовує механізм маніпулятора і вакуум вмикається знову. Поверхні друкованих плат перед установленням на них поверхнево-монтованих компонентів попередньо покривають в зонах пайки цих компонентів шаром флюсу або паяльної пасти, які потрібні для проведення операції пайки друкованих плат, що виконують після установки на них компонентів. Спільними ознаками відомого способу для установлювання поверхнево-монтованих компонентів на друковані плати і способу, що заявляється, є "Спосіб установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета, з'єднаного пневмолінією з вакуумним насосом, при проведенні якого поверхнево-монтовані компоненти установлюють на друковані плати в місця їх установки, що частково перекривають зони пайки цих компонентів, поверхні яких попередньо покриті шаром флюсом або паяльної пасти, а на всмоктувальній головці вакуумного пінцета створюють вакуум, достатній для надійного захоплення і утримання вакуумним 31403 4 пінцетом поверхнево-монтованого компонента, при цьому захоплені за допомогою вакуумного пінцета окремі поверхнево-монтовані компоненти переносять по одному на друковану плату в місце їх установки, після чого їх відокремлюють від вакуумного пінцета". Недоліки відомого способу полягають в тому, що він потребує використання маніпулятора зі складним механізмом, призначеним для періодичного багаторазового вмикання і вимикання вакуумного пінцета під час установлення поверхнево-монтованих компонентів. Так як, вказаний механізм маніпулятора дорого коштує, його використання для здійснення відомого способу приводить до подорожчання собівартості операцій установлення поверхнево-монтованих компонентів на друковані плати. Крім того, використання маніпулятора для керування вакуумним пінцетом обмежує діапазон робочих рухів оператора, що не дозволяє використовувати відомий спосіб для установлювання поверхнево-монтованих компонентів на нестандартні друковані плати значної довжини. Технічною задачею корисної моделі, що заявляється, є створення способу установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета, при проведенні якого використовують властивості адгезійного зчеплення поверхнево-монтованих компонентів з флюсом або паяльною пастою, що попередньо наносяться на друковані плати в зонах пайки поверхнево-монтованих компонентів, що дозволяє спростити сам спосіб, зменшити собівартість операцій установлення поверхневомонтованих компонентів на друковані плати, а також дає змогу оператору легко установлювати поверхнево-монтовані компоненти на друковані плати різної довжини. Поставлена задача досягається за допомогою способу установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета, з'єднаного пневмолінією з вакуумним насосом, при проведенні якого поверхнево-монтовані компоненти установлюють на друковані плати в місця їх установки, що частково перекривають зони пайки цих компонентів, поверхні яких на друкованій платі попередньо покриті шаром флюсу або паяльні пасти, а на всмоктувальній головці вакуумного пінцета створюють вакуум, достатній для надійного захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента, при цьому захоплені за допомогою вакуумного пінцета окремі поверхнево-монтовані компоненти переносять на друковану плату в місце їх установки, після чого їх відокремлюють від вакуумного пінцета, в якому згідно з корисною моделлю на вакуумному пінцеті створюють вакуум, величина якого спричиняє на всмоктувальній головці вакуумного пінцета силу всмоктування, яка достатня для надійного захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента, але яка менша, ніж сумарна сила адгезійного зчеплення останнього з флюсом або паяльною пастою, якою 5 покриті на друкованій платі зони пайки цього компонента, при цьому кожний захоплений вакуумним пінцетом поверхнево-монтований компонент відокремлюють від вакуумного пінцета на місці установки цього компонента на друкованій платі за рахунок різниці між силою адгезійного зчеплення поверхнево-монтованого компонента з флюсом або паяльною пастою, що присутня на поверхні друкованої плати в зонах пайки цього компонента, та силою всмоктування, що діє на цей компонент з боку всмоктувальної головки вакуумного пінцета. Використання вищезазначеної сукупності суттєвих ознак дозволяє установлювати поверхнево-монтовані компоненти на друковані плати без використання будь-якого механізму, що вимикає або вмикає вакуум на вакуумному пінцеті, або без вмикання і вимикання вакууму на пінцеті в будь-який іншій спосіб, що дозволяє зменшити собівартість операцій установлення поверхневомонтованих компонентів на друковані плати, а також дає змогу оператору установлювати поверхнево-монтовані компоненти на друковані плати різної довжини. Використання запропонованого способу на відміну від його аналога не потребує використання будь-яких пристроїв для відключення і включення вакууму під час установлення поверхнево-монтованих компонентів. При установленні на друковану плату за допомогою пінцета різних видів поверхневомонтованих компонентів, що різняться за розмірами і масою, установлення на друковані плати поверхнево-монтованих компонентів одного виду здійснюють при однаковій величині вакууму на вакуумному пінцеті, а перед установлюванням на печатну плату іншого виду поверхневомонтованих компонентів на вакуумному пінцеті установлюють відповідну більшу або меншу величину вакууму, який спричиняє на вакуумній головці вакуумного пінцета силу всмоктування, яка забезпечує надійне захоплення і утримання вакуумним пінцетом поверхнево-монтованого компонента цього виду але яка менша, ніж величина сумарноїсили адгезійного зчеплення останнього з флюсом або паяльною пастою, якою покриті на друкованій платі місця пайки цього компонента. Використання вказаної сукупності додаткових суттєвих ознак дозволяє використовувати запропонований спосіб для установлення на друкові плати поверхнево-монтованих компонентів, які відрізняються один від одного розмірами і масою.величину Потрібну вакууму на всмоктувальному кінці вакуумного пінцета установлюють за допомогою регульованого дроселя з ручним керуванням, установленого в пневмолінії, що з'єднує вакуумний пінцет з вакуумним виконання запропонованого способу Таке насосом. дозволяє досить легко і швидко, без застосування складних пристроїв, переналагоджувати вакуумний пінцет для установлення поверхневомонтованого компонента іншого розміру і/або маси. Спосіб, що заявляється, більш детально буде описаний нижче з посиланням на креслення, де: 31403 6 на Фіг.1 зображений пристрій для установлювання поверхнево-монтованих компонентів на друковані плати; на Фіг.2 зображені сили, що діють на поверхнево-монтований компонент, встановлений на друковану плату, в момент його відокремлення від вакуумного пінцета. Пристрій для установлювання поверхневомонтованих компонентів на друковані плати (див. Фіг.1) містить опору 1 для розміщення друкованих плат 2, що установлена на столі оператора, напрямну рейку 3, на якій установлені з можливістю примусового переміщення над опорою 1 пересувні каретки 4 і 5. Каретка 4 має зверху м'яке пружне покриття і служить опорою для руки оператора, яка під час роботи тримає вакуумний пінцет 6. Каретка 5 служить опорою для магазина 7 з набором поверхнево-монтованих компонентів 8. Вакуумний пінцет 6 містить всмоктувальну головку 9 і за допомогою пневмолінії 10, утвореної гнучким шлангом, з'єднаний з вакуумним насосом 11. В пневмолінії 10 установлений регульований дросель 12 з ручним керуванням. Установлення поверхнево-монтованих компонентів на друковані плати 2 за допомогою пропонованого способу здійснюють наступним чином. Перед початком роботи на опору 1 установлюють друковані плати 2, поверхня яких в зонах пайки компонентів 8 попередньо покрита шаром флюсу або паяльної пасти 13 (див. Фіг.2), а на каретку 5 зверху установлюють магазин 7 з набором поверхнево-монтованих компонентів 8. Включають вакуумний насос 11, який постійно створює вакуум в вакуумному пінцеті 6 і на його всмоктувальній головці 9. Спочатку оператор за допомогою регульованого дроселя 12 встановлює на вакуумному пінцеті 6 величину вакууму, який спричиняє на всмоктувальній головці 9 вакуумного пінцета силу всмоктування F1, яка достатня для надійного захоплення з магазину 7 і утримання вакуумним пінцетом поверхнево-монтованого компонента 8, але яка менше, ніж сумарна сила F2 адгезійного зчеплення компонента 8 з флюсом або паяльною пастою 13, якою покриті поверхні зон пайки цього компонента на друкованій платі 2, на яку він установлений. Під час роботи оператор опирається ліктем руки, що тримає вакуумний пінцет, на поверхню каретки 4. Для захоплення з магазину 7 компонента 8 оператор підносить всмоктувальну головку 9 вакуумного пінцета до поверхні цього компонента 8, внаслідок чого всмоктувальна головка вакуумного пінцета 6 захоплює компонент 8 і оператор за допомогою вакуумного пінцета переносить його у відповідне місце його установки на друкованій платі 2, що частково перекриває зони пайки цього компонента, поверхня яких на друкованій платі попередньо покрита шаром флюсу або паяльної пасти. Після торкання компонентом 8 поверхні друкованої плати 2 в місці його установки, окремі ділянки його поверхні (які служать його виводами), що є суміжними до зон його пайки, торкаються шару флюсу або паяльної пасти 13, якою покриті ці зони. В наслідок чого 7 флюс або паяльна паста, присутня в зонах пайки компонента, змочує відповідні частини установленого на поверхню друкованої плати компонента 8, внаслідок чого на компонент в зоні цих ділянок з боку шару флюсу або паяльної пасти починають діяти сили адгезійного зчеплення f, яка утримують компонент 8 на поверхні друкованої плати 2 з сумарною силою F2. Так як величина сили F2 за величиною більша, ніж сила всмоктування F1, з якою вакуумний пінцет 6 утримує цей компонент 8, то в момент, коли оператор після установки компонента на друковану плату 2 піднімає вакуумний пінцет 6, то останній відокремлюється від захопленого силою адгезійного зчеплення F2 установленого на друкованій платі компонента 8 внаслідок дії на останній результуючої сили F3, спрямованої до поверхні друкованої плати (див. Фіг.2), яка дорівнює різниці двох сил F2 і F1. У такий же спосіб 31403 8 установлюють кожний наступний аналогічний компонент 8. Установлення на друковані плати одного виду поверхнево-монтованих компонентів 8 здійснюють при одній і тій же самій величині вакууму на вакуумному пінцеті 6. Перед установлюванням на друковані плати 2 іншого виду поверхнево-монтованих компонентів 8, які мають інший розмір і/або масу, на вакуумному пінцеті 6 за допомогою регульованого дроселя 12 установлюють відповідну більшу або меншу величину вакууму, яка забезпечує надійне захоплення і утримання всмоктувальною головкою вакуумного пінцета поверхнево-монтованого компонента 8 цього виду з силою всмоктування, але яка менша, ніж сумарна сила зчеплення останнього з флюсом або паяльною пастою 12, якою покриті місця пайки цього компонента на друкованій платі 2. 9 Комп’ютерна верстка А. Рябко 31403 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMounting method of superficially-mounted components on printed-circuit boards by means of vacuum pincers
Автори англійськоюKharybin Oleksandr Heorhiiovych
Назва патенту російськоюСпособ установки поверхностно-монтируемых компонентов на печатные платы с помощью вакуумного пинцета
Автори російськоюХарибин Александр Георгиевич
МПК / Мітки
МПК: B25J 15/06, B25J 11/00
Мітки: поверхнево-монтованих, плати, компонентів, вакуумного, допомогою, друковані, спосіб, установлювання, пінцета
Код посилання
<a href="https://ua.patents.su/5-31403-sposib-ustanovlyuvannya-poverkhnevo-montovanikh-komponentiv-na-drukovani-plati-za-dopomogoyu-vakuumnogo-pinceta.html" target="_blank" rel="follow" title="База патентів України">Спосіб установлювання поверхнево-монтованих компонентів на друковані плати за допомогою вакуумного пінцета</a>
Пристрій для установлювання за допомогою пінцета поверхнево-монтованих компонентів на друковані плати
Номер патенту: 30138
Опубліковано: 11.02.2008
Автор: Харибін Олександр Георгійович
МПК: B25J 11/00, B25J 15/06
Мітки: пристрій, поверхнево-монтованих, установлювання, допомогою, плати, компонентів, друковані, пінцета
Формула / Реферат:
1. Пристрій для установлювання за допомогою пінцета поверхнево-монтованих компонентів на друковані плати, що містить принаймні опору для розміщення друкованих плат, подовжній напрямний пристрій, на якому установлена з можливістю примусового переміщення над опорою для розміщення друкованих плат пересувна каретка, що служить опорою для руки оператора, і магазин з поверхнево-монтованими компонентами, який відрізняється тим, що подовжній...
Пристрій для установки на друковані плати радіоелементів, переважно мікросхем
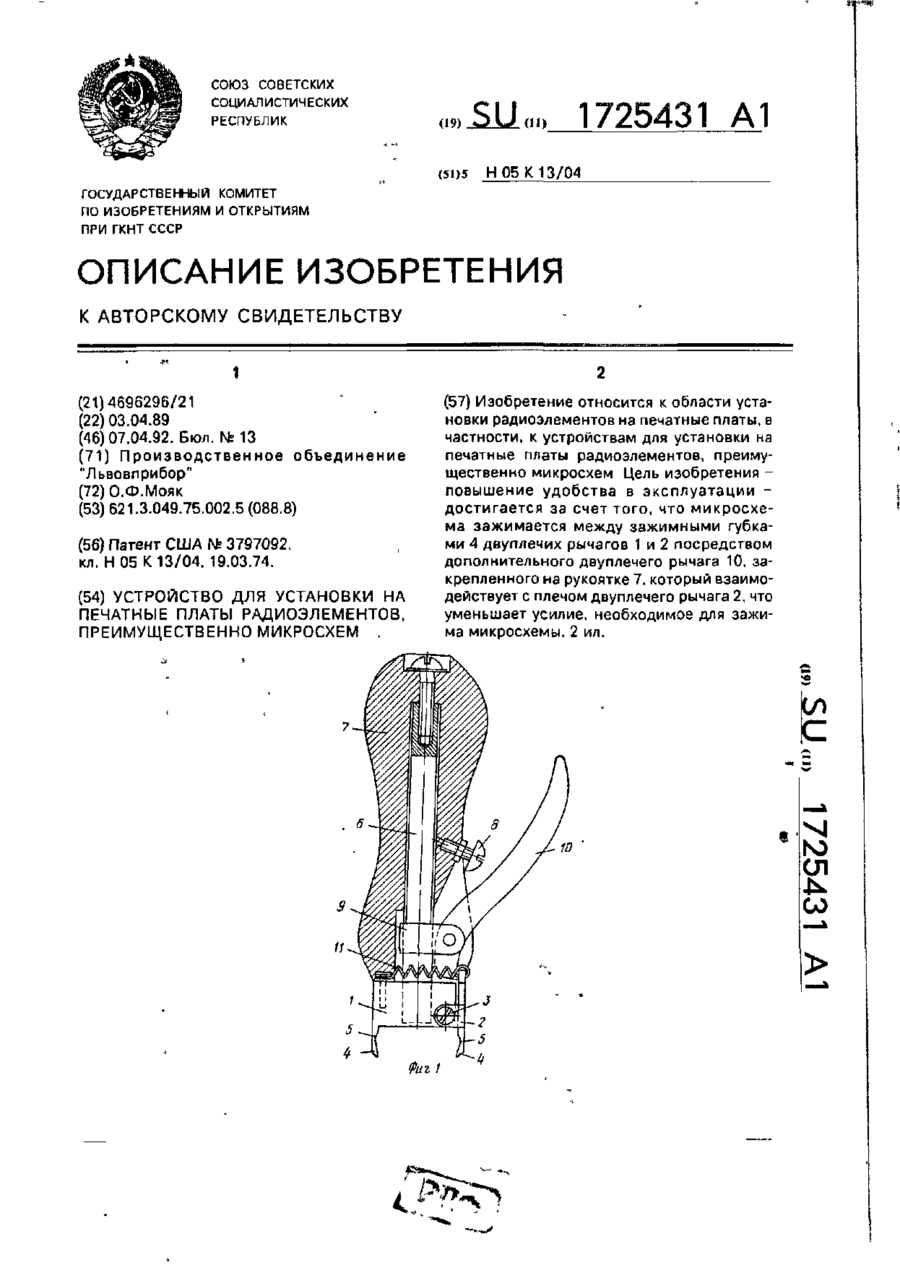
Номер патенту: 4533
Опубліковано: 28.12.1994
Автор: Мояк Олег Федорович
МПК: H05K 13/04
Мітки: друковані, пристрій, переважно, установки, радіоелементів, мікросхем, плати
Формула / Реферат:
Устройство для установки на печатные платы радиоэлементов, преимущественно микросхем, содержащее два шарнирно соединенных двупле-чих рычага, свободный конец одного из плеч каждого из рычагов выполнен в виде зажимной губки, а другие плечи рычагов подпружинены, при этом одно из подпружиненных плеч рычагов выполнено в виде рукоятки, на которой установлен регулировочный винт, отличающееся тем, что, с целью повышения удобства в эксплуатации,...
Спосіб виготовлення друкованої плати з термокомпенсацією
Номер патенту: 72844
Опубліковано: 15.04.2005
Автори: Бондарук Артур Богданович, Гринькович Орест Степанович, Іванов Володимир Іванович, Мелех Георгій Степанович, Татарінов Костянтин Костянтинович, ОЛІЯРНИК БОГДАН ОЛЕКСІЙОВИЧ
МПК: H05K 1/00, H05K 7/20, H05K 1/05
Мітки: спосіб, друкованої, термокомпенсацією, плати, виготовлення
Формула / Реферат:
1.Спосіб виготовлення друкованої плати з термокомпенсацією, який включає утворення її структури шляхом нанесення щонайменше на одну сторону металевої основи еластичного матеріалу з наступним розміщенням на ньому матеріалу з високими діелектричними параметрами, формування рисунка друкованої плати на електропровідному матеріалі, який відрізняється тим, що формування рисунка здійснюють окремо щонайменше на односторонній друкованій платі з...
Спосіб контролю густини парів під час вакуумного нанесення покриттів
Номер патенту: 42902
Опубліковано: 15.11.2001
Автори: Коваленко Олександр Самуїлович, Устименко Володимир Миколайович, Боревська Марина Володимирівна, Северін Володимир Іванович
МПК: C23C 14/54
Мітки: контролю, густини, покриттів, вакуумного, парів, нанесення, спосіб
Текст:
Установка для заливу відцентрового та вакуумного насосів
Номер патенту: 7897
Опубліковано: 15.07.2005
Автори: Маковський Анатолій Михайлович, Маковський Дмитро Анатолійович, Філіпович Олег Юрійович, Філіпович Юрій Юрійович
МПК: F04D 9/00
Мітки: відцентрового, заливу, вакуумного, установка, насосів
Формула / Реферат:
Установка для заливу відцентрового та вакуумного насосів, що містить вакуумний котел, оснащений вакуумною комунікацією та водокільцевим вакуумним насосом, датчиками верхнього та нижнього рівнів, живильну трубу, комунікацію, яка живить водою відцентровий насос, всмоктувальний та напірний трубопроводи і джерело води, яка відрізняється тим, що у верхній частині живильної труби встановлена електрозасувка та додаткова вакуумна комунікація, яка...
Попередній патент: Палець подвійний штампозварювальний для різального апарата
Наступний патент: Система керування територіальним фондом засобами штучного інтелекту
Випадковий патент: Таблетка з муколітичними та антигістамінними властивостями