Секція біметалевого радіатора
Номер патенту: 35679
Опубліковано: 25.09.2008
Формула / Реферат
1. Секція біметалевого радіатора, що містить сталеву арматуру, яка складається з вертикального трубчастого стояка, різьбових втулок, закріплених в горизонтальних осях по краях стояка, і алюмінієвий суцільнолитий корпус зовні сталевої арматури, який має уздовж трубчастого стояка плоску вертикальну основу, забезпечену по краях бобишками навколо різьбових втулок, переднім, заднім і радіусним контурними ребрами, внутрішніми ребрами, розташованими з кожного плоского боку основи, яка відрізняється тим, що секція забезпечена виступом по замкнутому контуру, уздовж осі в площині роз'єму, при цьому периферійна ділянка плоскої основи, що сполучає нижню частку переднього контурного ребра з діаметром нижньої бобишки, виконана прямолінійною, а торцеві поверхні бобишок, розташовані по один бік осі, містять кільцеві виточки глибиною, рівною величині пружності прокладки, і діаметром, рівним величині зовнішнього діаметра прокладки, причому трубні різьби у втулках містять кільцеві проточки глибиною, рівною подвійній величині катета фаски трубної різьби, і діаметром, відповідним зовнішньому діаметру трубної різьби, при цьому ділянки плоскої основи, розташовані біля периферійного контура, оснащені ребрами жорсткості, а верхня бобишка оснащена по дотичній горизонтальним контурним ребром.
2. Секція біметалевого радіатора за п. 1, яка відрізняється тим, що ширина виступу дорівнює подвійній товщині основи, а висота - половині товщини основи, над основою контурного ребра.
3. Секція біметалевого радіатора за п. 1, яка відрізняється тим, що висота ребер жорсткості дорівнює подвійній товщині основи, а товщина ребер дорівнює товщині основи.
Текст
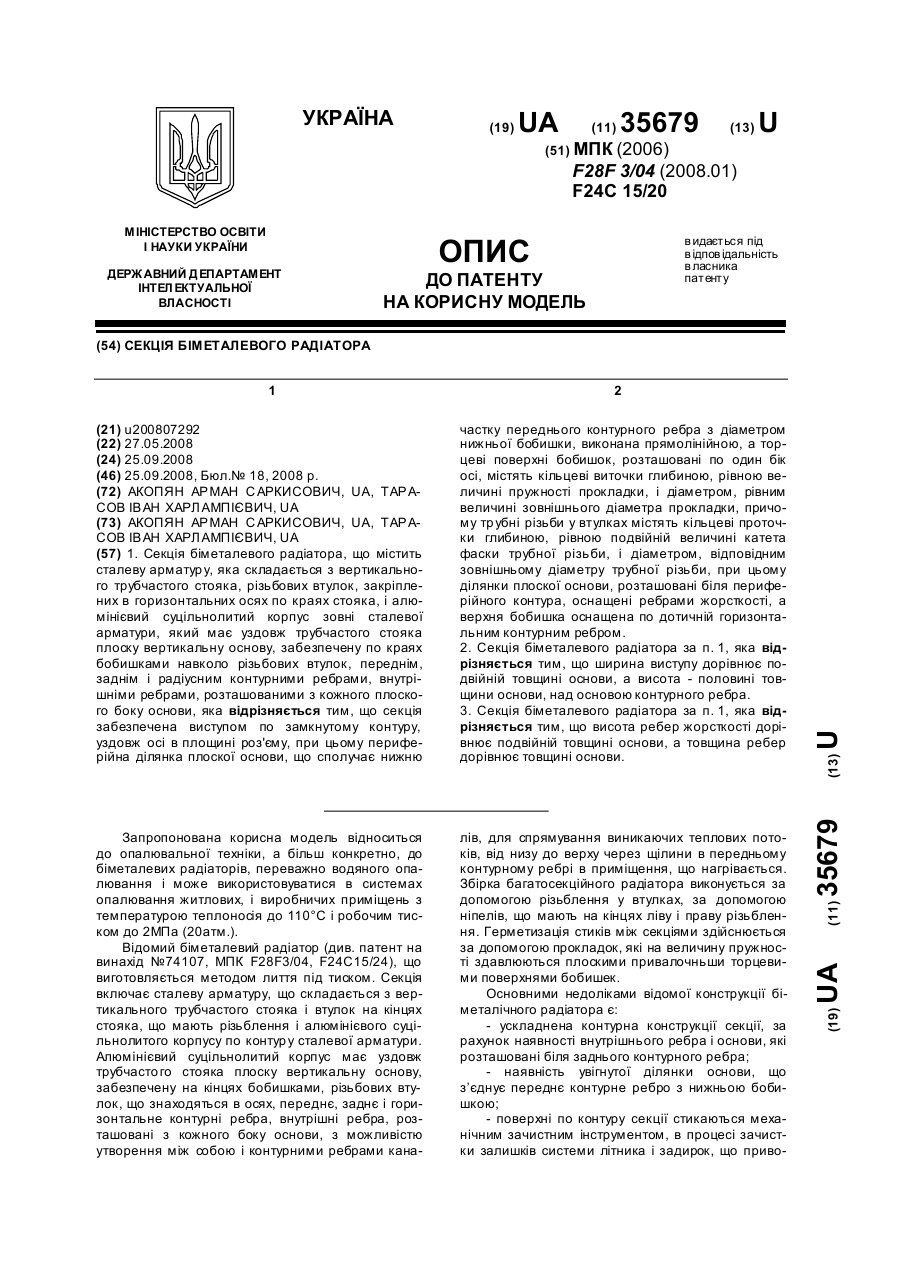
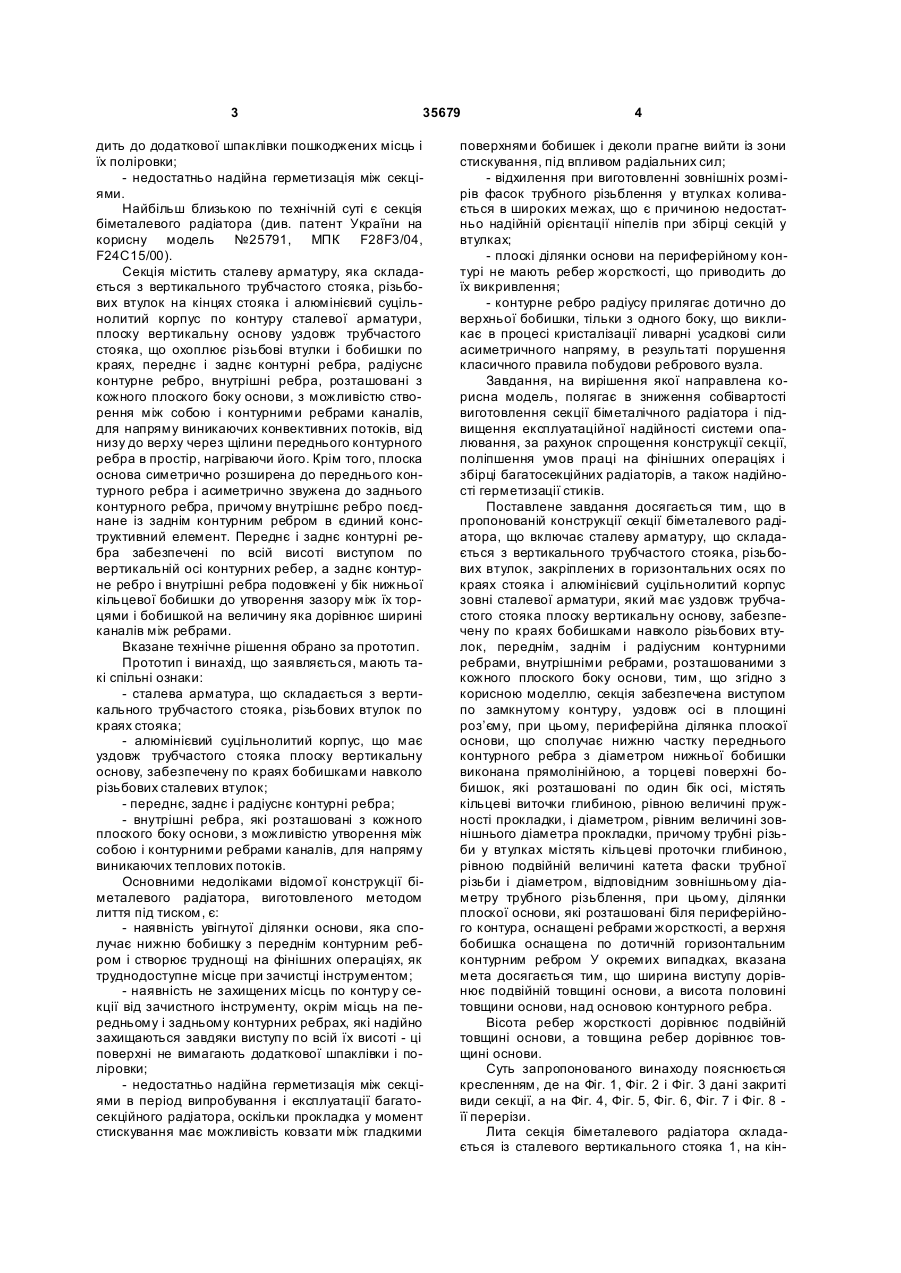
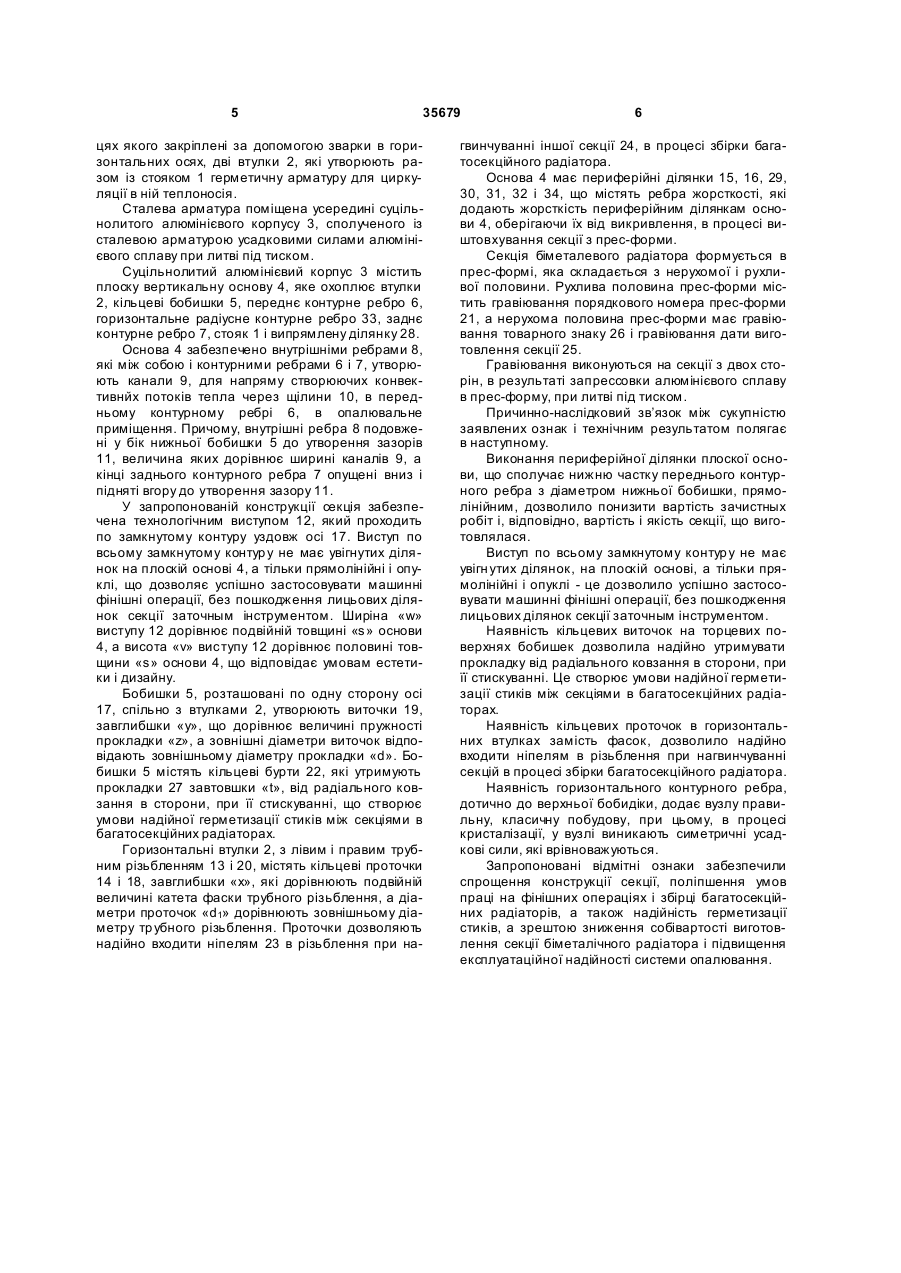
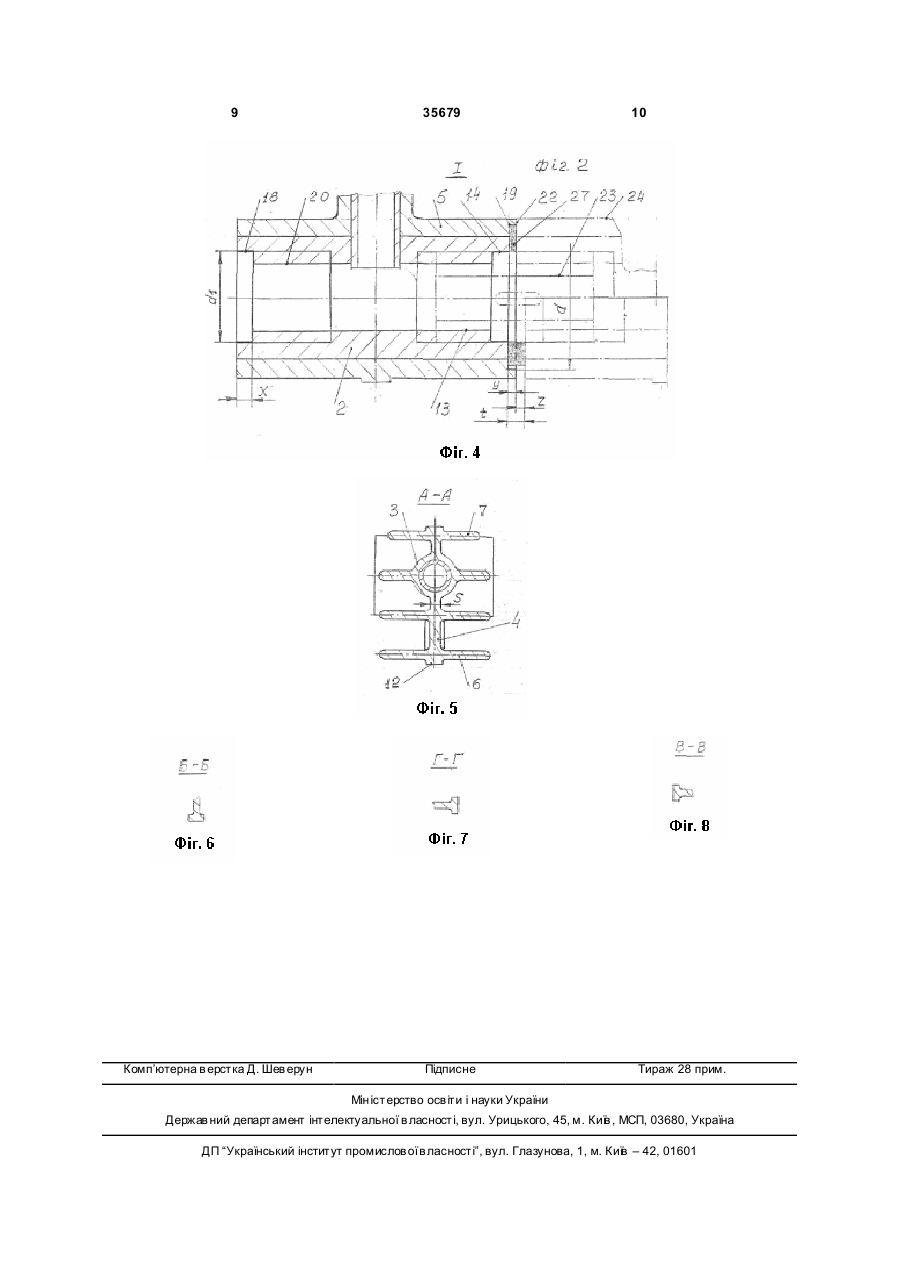
1. Секція біметалевого радіатора, що містить сталеву арматур у, яка складається з вертикального трубчастого стояка, різьбових втулок, закріплених в горизонтальних осях по краях стояка, і алюмінієвий суцільнолитий корпус зовні сталевої арматури, який має уздовж трубчастого стояка плоску вертикальну основу, забезпечену по краях бобишками навколо різьбових втулок, переднім, заднім і радіусним контурними ребрами, внутрішніми ребрами, розташованими з кожного плоского боку основи, яка відрізняється тим, що секція забезпечена виступом по замкнутому контуру, уздовж осі в площині роз'єму, при цьому периферійна ділянка плоскої основи, що сполучає нижню U 2 (19) 1 3 35679 дить до додаткової шпаклівки пошкоджених місць і їх поліровки; - недостатньо надійна герметизація між секціями. Найбільш близькою по технічній суті є секція біметалевого радіатора (див. патент України на корисну модель №25791, МПК F28F3/04, F24C15/00). Секція містить сталеву арматуру, яка складається з вертикального трубчастого стояка, різьбових втулок на кінцях стояка і алюмінієвий суцільнолитий корпус по контуру сталевої арматури, плоску вертикальну основу уздовж трубчастого стояка, що охоплює різьбові втулки і бобишки по краях, переднє і заднє контурні ребра, радіуснє контурне ребро, внутрішні ребра, розташовані з кожного плоского боку основи, з можливістю створення між собою і контурними ребрами каналів, для напряму виникаючих конвективних потоків, від низу до верху через щілини переднього контурного ребра в простір, нагріваючи його. Крім того, плоска основа симетрично розширена до переднього контурного ребра і асиметрично звужена до заднього контурного ребра, причому внутрішнє ребро поєднане із заднім контурним ребром в єдиний конструктивний елемент. Переднє і заднє контурні ребра забезпечені по всій висоті виступом по вертикальній осі контурних ребер, а заднє контурне ребро і внутрішні ребра подовжені у бік нижньої кільцевої бобишки до утворення зазору між їх торцями і бобишкой на величину яка дорівнює ширині каналів між ребрами. Вказане технічне рішення обрано за прототип. Прототип і винахід, що заявляється, мають такі спільні ознаки: - сталева арматура, що складається з вертикального трубчастого стояка, різьбових втулок по краях стояка; - алюмінієвий суцільнолитий корпус, що має уздовж трубчастого стояка плоску вертикальну основу, забезпечену по краях бобишками навколо різьбових сталевих втулок; - переднє, заднє і радіуснє контурні ребра; - внутрішні ребра, які розташовані з кожного плоского боку основи, з можливістю утворення між собою і контурними ребрами каналів, для напряму виникаючих теплових потоків. Основними недоліками відомої конструкції біметалевого радіатора, виготовленого методом лиття під тиском, є: - наявність увігнутої ділянки основи, яка сполучає нижню бобишку з переднім контурним ребром і створює труднощі на фінішних операціях, як труднодоступне місце при зачистці інструментом; - наявність не захищених місць по контур у секції від зачистного інструменту, окрім місць на передньому і задньому контурних ребрах, які надійно захищаються завдяки виступу по всій їх висоті - ці поверхні не вимагають додаткової шпаклівки і поліровки; - недостатньо надійна герметизація між секціями в період випробування і експлуатації багатосекційного радіатора, оскільки прокладка у момент стискування має можливість ковзати між гладкими 4 поверхнями бобишек і деколи прагне вийти із зони стискування, під впливом радіальних сил; - відхилення при виготовленні зовнішніх розмірів фасок трубного різьблення у втулках коливається в широких межах, що є причиною недостатньо надійній орієнтації ніпелів при збірці секцій у втулках; - плоскі ділянки основи на периферійному контурі не мають ребер жорсткості, що приводить до їх викривлення; - контурне ребро радіусу прилягає дотично до верхньої бобишки, тільки з одного боку, що викликає в процесі кристалізації ливарні усадкові сили асиметричного напряму, в результаті порушення класичного правила побудови ребрового вузла. Завдання, на вирішення якої направлена корисна модель, полягає в зниження собівартості виготовлення секції біметалічного радіатора і підвищення експлуатаційної надійності системи опалювання, за рахунок спрощення конструкції секції, поліпшення умов праці на фінішних операціях і збірці багатосекційних радіаторів, а також надійності герметизації стиків. Поставлене завдання досягається тим, що в пропонованій конструкції секції біметалевого радіатора, що включає сталеву арматуру, що складається з вертикального трубчастого стояка, різьбових втулок, закріплених в горизонтальних осях по краях стояка і алюмінієвий суцільнолитий корпус зовні сталевої арматури, який має уздовж трубчастого стояка плоску вертикальну основу, забезпечену по краях бобишками навколо різьбових втулок, переднім, заднім і радіусним контурними ребрами, внутрішніми ребрами, розташованими з кожного плоского боку основи, тим, що згідно з корисною моделлю, секція забезпечена виступом по замкнутому контуру, уздовж осі в площині роз’єму, при цьому, периферійна ділянка плоскої основи, що сполучає нижню частку переднього контурного ребра з діаметром нижньої бобишки виконана прямолінійною, а торцеві поверхні бобишок, які розташовані по один бік осі, містять кільцеві виточки глибиною, рівною величині пружності прокладки, і діаметром, рівним величині зовнішнього діаметра прокладки, причому трубні різьби у втулках містять кільцеві проточки глибиною, рівною подвійній величині катета фаски трубної різьби і діаметром, відповідним зовнішньому діаметру трубного різьблення, при цьому, ділянки плоскої основи, які розташовані біля периферійного контура, оснащені ребрами жорсткості, а верхня бобишка оснащена по дотичній горизонтальним контурним ребром У окремих випадках, вказана мета досягається тим, що ширина виступу дорівнює подвійній товщині основи, а висота половині товщини основи, над основою контурного ребра. Вісота ребер жорсткості дорівнює подвійній товщині основи, а товщина ребер дорівнює товщині основи. Суть запропонованого винаходу пояснюється кресленням, де на Фіг. 1, Фіг. 2 і Фіг. 3 дані закриті види секції, а на Фіг. 4, Фіг. 5, Фіг. 6, Фіг. 7 і Фіг. 8 її перерізи. Лита секція біметалевого радіатора складається із сталевого вертикального стояка 1, на кін 5 35679 цях якого закріплені за допомогою зварки в горизонтальних осях, дві втулки 2, які утворюють разом із стояком 1 герметичну арматуру для циркуляції в ній теплоносія. Сталева арматура поміщена усередині суцільнолитого алюмінієвого корпусу 3, сполученого із сталевою арматурою усадковими силами алюмінієвого сплаву при литві під тиском. Суцільнолитий алюмінієвий корпус 3 містить плоску вертикальну основу 4, яке охоплює втулки 2, кільцеві бобишки 5, переднє контурне ребро 6, горизонтальне радіусне контурне ребро 33, заднє контурне ребро 7, стояк 1 і випрямлену ділянку 28. Основа 4 забезпечено внутрішніми ребрами 8, які між собою і контурними ребрами 6 і 7, утворюють канали 9, для напряму створюючих конвективнйх потоків тепла через щілини 10, в передньому контурному ребрі 6, в опалювальне приміщення. Причому, внутрішні ребра 8 подовжені у бік нижньої бобишки 5 до утворення зазорів 11, величина яких дорівнює ширині каналів 9, а кінці заднього контурного ребра 7 опущені вниз і підняті вгору до утворення зазору 11. У запропонованій конструкції секція забезпечена технологічним виступом 12, який проходить по замкнутому контуру уздовж осі 17. Виступ по всьому замкнутому контур у не має увігнутих ділянок на плоскій основі 4, а тільки прямолінійні і опуклі, що дозволяє успішно застосовувати машинні фінішні операції, без пошкодження лицьових ділянок секції заточным інструментом. Ширіна «w» виступу 12 дорівнює подвійній товщині «s» основи 4, а висота «v» виступу 12 дорівнює половині товщини «s» основи 4, що відповідає умовам естетики і дизайну. Бобишки 5, розташовані по одну сторону осі 17, спільно з втулками 2, утворюють виточки 19, завглибшки «у», що дорівнює величині пружності прокладки «z», а зовнішні діаметри виточок відповідають зовнішньому діаметру прокладки «d». Бобишки 5 містять кільцеві бурти 22, які утримують прокладки 27 завтовшки «t», від радіального ковзання в сторони, при її стискуванні, що створює умови надійної герметизації стиків між секціями в багатосекційних радіаторах. Горизонтальні втулки 2, з лівим і правим трубним різьбленням 13 і 20, містять кільцеві проточки 14 і 18, завглибшки «х», які дорівнюють подвійній величині катета фаски трубного різьблення, а діаметри проточок «d1» дорівнюють зовнішньому діаметру тр убного різьблення. Проточки дозволяють надійно входити ніпелям 23 в різьблення при на 6 гвинчуванні іншої секції 24, в процесі збірки багатосекційного радіатора. Основа 4 має периферійні ділянки 15, 16, 29, 30, 31, 32 і 34, що містять ребра жорсткості, які додають жорсткість периферійним ділянкам основи 4, оберігаючи їх від викривлення, в процесі виштовхування секції з прес-форми. Секція біметалевого радіатора формується в прес-формі, яка складається з нерухомої і рухливої половини. Рухлива половина прес-форми містить гравіювання порядкового номера прес-форми 21, а нерухома половина прес-форми має гравіювання товарного знаку 26 і гравіювання дати виготовлення секції 25. Гравіювання виконуються на секції з двох сторін, в результаті запрессовки алюмінієвого сплаву в прес-форму, при литві під тиском. Причинно-наслідковий зв’язок між сукупністю заявлених ознак і технічним результатом полягає в наступному. Виконання периферійної ділянки плоскої основи, що сполучає нижню частку переднього контурного ребра з діаметром нижньої бобишки, прямолінійним, дозволило понизити вартість зачистных робіт і, відповідно, вартість і якість секції, що виготовлялася. Виступ по всьому замкнутому контур у не має увігн утих ділянок, на плоскій основі, а тільки прямолінійні і опуклі - це дозволило успішно застосовувати машинні фінішні операції, без пошкодження лицьових ділянок секції заточным інструментом. Наявність кільцевих виточок на торцевих поверхнях бобишек дозволила надійно утримувати прокладку від радіального ковзання в сторони, при її стискуванні. Це створює умови надійної герметизації стиків між секціями в багатосекційних радіаторах. Наявність кільцевих проточок в горизонтальних втулках замість фасок, дозволило надійно входити ніпелям в різьблення при нагвинчуванні секцій в процесі збірки багатосекційного радіатора. Наявність горизонтального контурного ребра, дотично до верхньої бобидіки, додає вузлу правильну, класичну побудову, при цьому, в процесі кристалізації, у вузлі виникають симетричні усадкові сили, які врівноважуються. Запропоновані відмітні ознаки забезпечили спрощення конструкції секції, поліпшення умов праці на фінішних операціях і збірці багатосекційних радіаторів, а також надійність герметизації стиків, а зрештою зниження собівартості виготовлення секції біметалічного радіатора і підвищення експлуатаційної надійності системи опалювання. 7 35679 8 9 Комп’ютерна в ерстка Д. Шев ерун 35679 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSection of bimetal radiator
Автори англійськоюAkopian Armen Sarkysovych, Tarasov Ivan Kharlampievych
Назва патенту російськоюСекция биметаллического радиатора
Автори російськоюАкопян Арман Саркисович, Тарасов Иван Харлампиевич
МПК / Мітки
МПК: F24C 15/20, F28F 3/04
Мітки: біметалевого, секція, радіатора
Код посилання
<a href="https://ua.patents.su/5-35679-sekciya-bimetalevogo-radiatora.html" target="_blank" rel="follow" title="База патентів України">Секція біметалевого радіатора</a>
Секція біметалевого радіатора
Номер патенту: 25791
Опубліковано: 27.08.2007
Автор: Маційчук Валерій Васильович
МПК: F28F 3/04, F24C 15/00
Мітки: радіатора, біметалевого, секція
Формула / Реферат:
1. Секція біметалевого радіатора, що містить сталеву арматуру, яка складається з вертикального трубчастого стояка, різьбових втулок по краях стояка, і алюмінієвий суцільнолитий корпус зовні сталевої арматури, який має уздовж трубчастого стояка плоску вертикальну основу, забезпечену по краях бобишками навколо різьбових втулок, переднім і заднім контурними ребрами, внутрішніми ребрами, розташованими з кожної плоскої сторони основи, з можливістю...
Секція радіатора водяного опалення
Номер патенту: 66036
Опубліковано: 15.04.2004
Автори: Нестеренко Юрій Олегович, Карбовський Йосип Ілліч, Коральський Герман Євгенович
МПК: F24C 15/00
Мітки: секція, радіатора, опалення, водяного
Формула / Реферат:
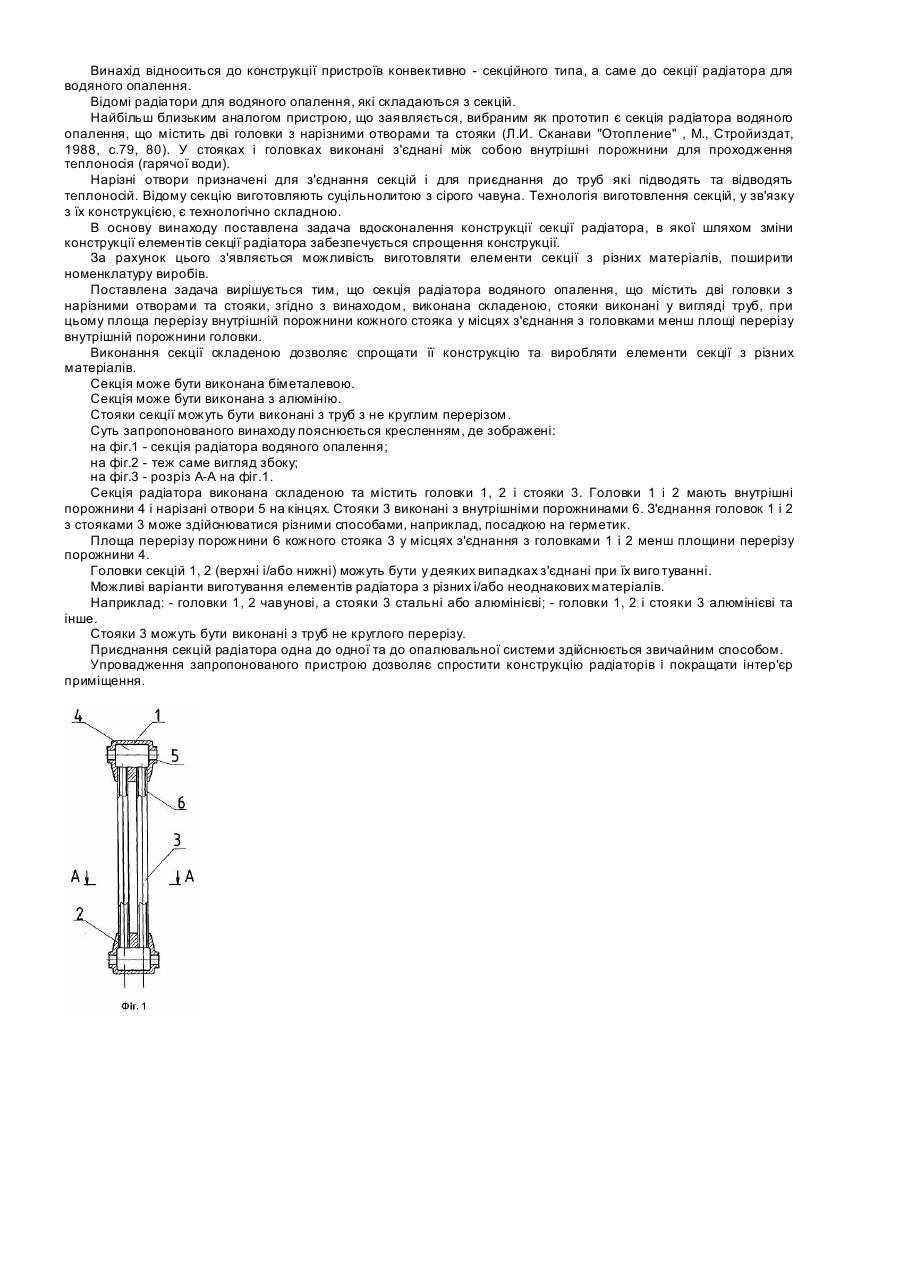
1. Секція радіатора водяного опалення, що містить дві головки з нарізними отворами та стояки, яка відрізняється тим, що вона виконана складеною, стояки виконані у вигляді труб, при цьому площа перерізу внутрішньої порожнини кожного стояка у місцях з'єднання з головками менша від площі перерізу внутрішньої порожнини головки.2. Секція за п. 1, яка відрізняється тим, що вона виконана біметалевою.3. Секція за п. 1, яка відрізняється...
Секція опалювального радіатора
Номер патенту: 1471
Опубліковано: 15.10.2002
Автори: ВРЯШНИК ОЛЕКСАНДР АНДРІЙОВИЧ, Канов Геннадій Лаврентійович
МПК: F23D 3/00
Мітки: секція, радіатора, опалювального
Формула / Реферат:
Секція опалювального радіатора, що включає чавунний корпус з наскрізними отворами для повітря, втулки і фланці для з'єднання секцій, подачі і відводу гарячої води, внутрішні канали для циркуляції рідини в корпусі, ребра для тепловідводу і направлення циркуляції повітря, яка відрізняється тим, що внутрішні канали виконані каліброваними відносно один одного з гладкою поверхнею, а ребра виконані різної висоти, при чому висота щодо корпусу...
Секція регістрового радіатора водяного опалювання
Номер патенту: 7959
Опубліковано: 15.07.2005
Автори: Амбарцумянц Карен Робертович, Коральський Герман Євгенович, Нестеренко Юрій Олегович
МПК: F24C 15/00
Мітки: водяного, радіатора, секція, регістрового, опалювання
Формула / Реферат:
1. Секція регістрового радіатора водяного опалювання, що містить два горизонтальні колектори та вертикальну колонку, яка відрізняється тим, що колонка виконана з труби з некруглим перемінним перерізом.2. Секція регістрового радіатора водяного опалювання за п. 1, яка відрізняється тим, що місця з'єднання колекторів з колонкою залиті іншим металом.
Секція радіатора
Номер патенту: 49474
Опубліковано: 16.08.2004
Автори: Шишкін Олександр Олексійович, Дорохін Володимир Іванович, Шинський Олег Йосипович, Шеремет Олексій Миколайович, Кравцов Микола Серафимович
МПК: F24H 3/00, F28F 1/12, F28F 1/10, F28F 1/02
Формула / Реферат:
1. Секція радіатора, що складається з горизонтальних каналів та вертикального каналу для проходу теплоносія, передньої і задньої панелей, тепловіддавальних ребер, розташованих між панелями, яка відрізняється тим, що вертикальний канал секції має форму, близьку до прямокутної, а її горизонтальні канали розташовані на довших стінках вертикального каналу зі зміщенням до задньої панелі, причому передня і задня панелі секції утворені меншими...
Попередній патент: Спосіб інтенсивної терапії психопатичних нападів-фаз у хворих з органічним розладом особистості з агресивною поведінкою
Наступний патент: Склад полімерно-піщаної суміші для виготовлення будівельних матеріалів
Випадковий патент: Установка для розфасовки пастоподібних заморожених харчових продуктів