Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині
Номер патенту: 36495
Опубліковано: 27.10.2008
Автори: Сіренко Олександр Олександрович, Сіренко Василь Олександрович, Клименко Сергій Анатолійович, Новіков Микола Васильович, Мановицький Олександр Степанович
Формула / Реферат
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині, згідно з яким здійснюють процес різання та вимірюють параметри обробленої поверхні в заданих точках, за якими обчислюють дійсну площу перерізу шару, що зрізується, який відрізняється тим, що як параметри обробленої поверхні вимірюють радіуси поверхні заготовки до і після різання, за якими обчислюють дійсну глибину різання, подачу на оберт у відповідності з кутом нахилу твірної конічної поверхні деталі, що оброблюється, а дійсну площу перерізу шару, що зрізується, обчислюють за наступною залежністю:
де ![]() - дійсна площа перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині;
- дійсна площа перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині;
![]() - подача на оберт вздовж осі X;
- подача на оберт вздовж осі X;
![]() - проекція подачі на оберт деталі на твірну конічної поверхні, що оброблюється;
- проекція подачі на оберт деталі на твірну конічної поверхні, що оброблюється;
![]() - кут нахилу деталі, що оброблюється;
- кут нахилу деталі, що оброблюється;
![]() - радіус різця при вершині;
- радіус різця при вершині;
![]() - поточний радіус поверхні заготовки, що оброблюється, в заданій точці з абсцисою
- поточний радіус поверхні заготовки, що оброблюється, в заданій точці з абсцисою ![]() ;
;
![]() - поточний радіус обробленої конічної поверхні деталі в заданих точках з абсцисою
- поточний радіус обробленої конічної поверхні деталі в заданих точках з абсцисою ![]() ;
;
![]() - поточна глибина різання, перпендикулярна до твірної конічної поверхні в заданій точці з абсцисою
- поточна глибина різання, перпендикулярна до твірної конічної поверхні в заданій точці з абсцисою ![]() ;
;
![]() - поточна абсциса заданої точки.
- поточна абсциса заданої точки.
Текст
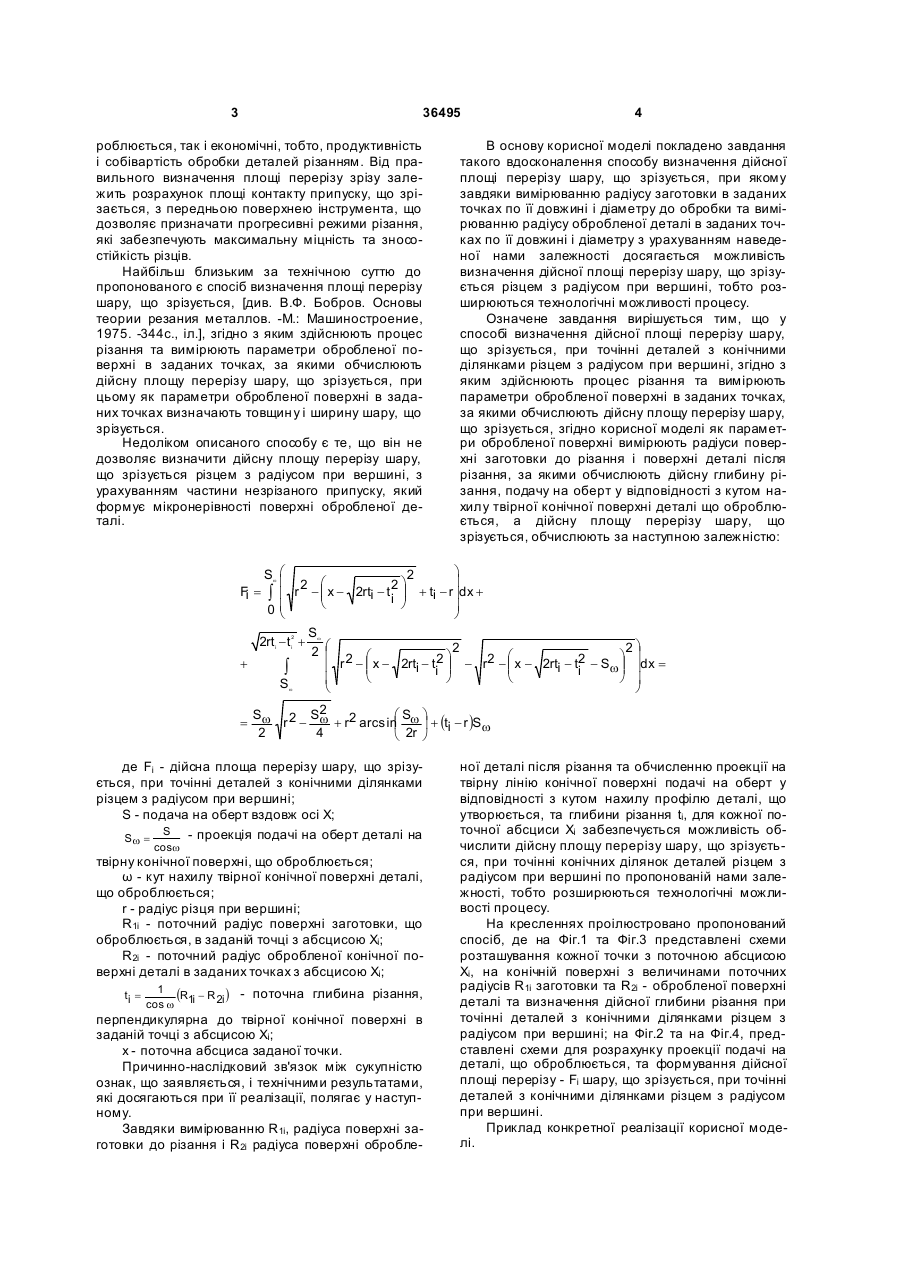
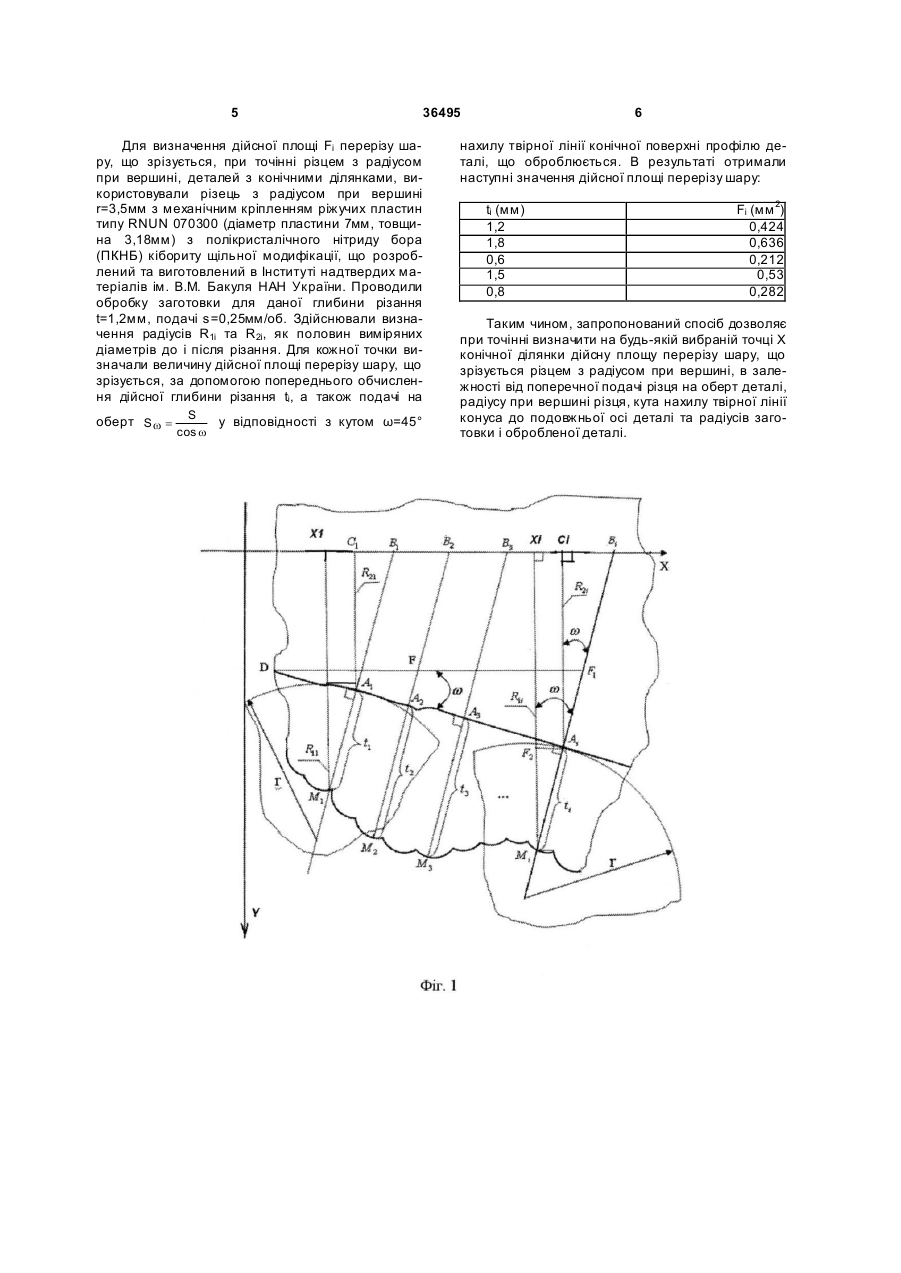
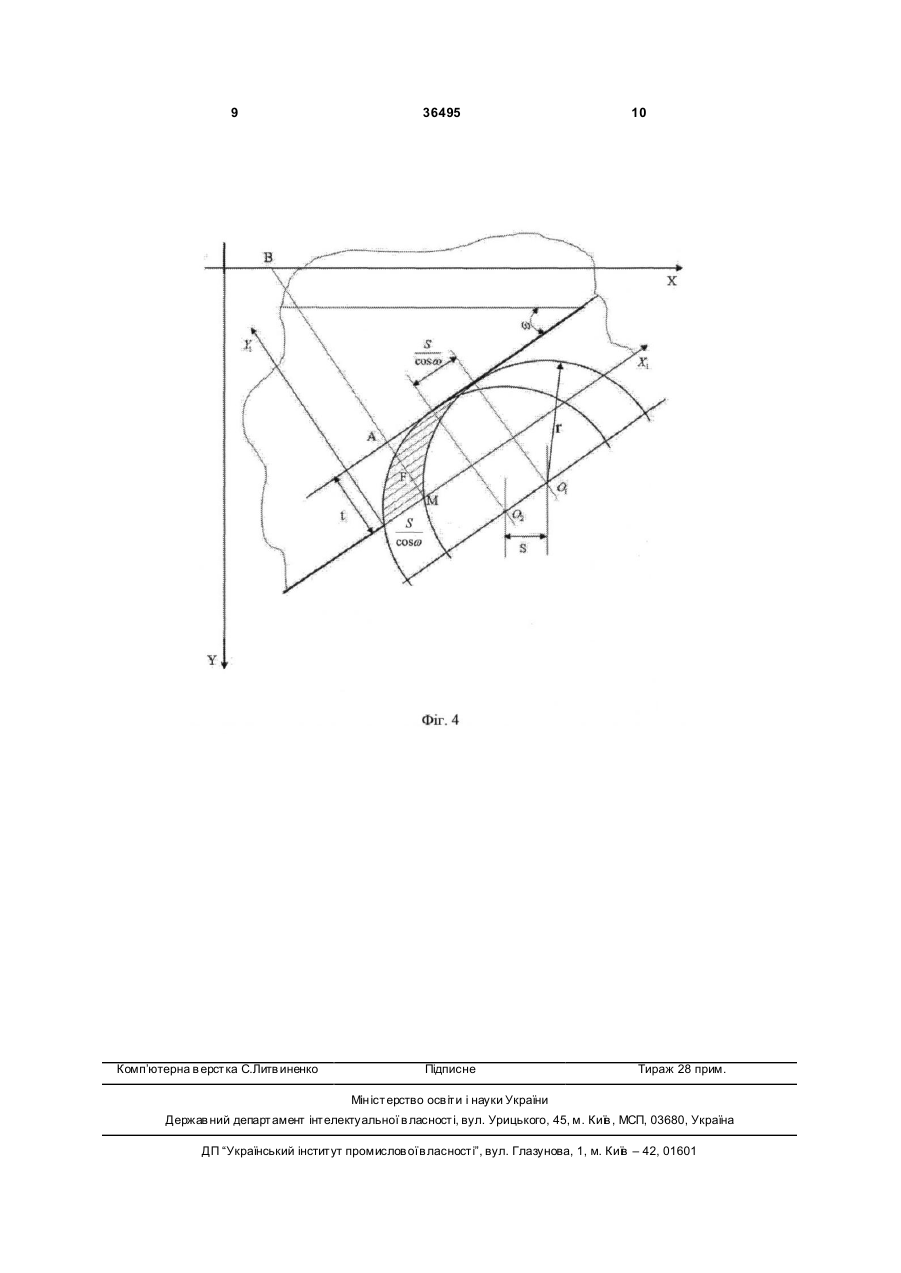
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині, згідно з яким здійснюють процес різання та вимірюють параметри обробленої поверхні в заданих точках, за якими обчислюють дійсну площу перерізу шару, що зрізується, який відрізняється тим, що як параметри обробленої поверхні вимірюють радіуси поверхні заготовки до і після різання, за якими обчислюють дійсну глибину різання, подачу на оберт у відповідності з кутом нахилу твірної конічної поверхні деталі, що оброблюється, а дійсну площу перерізу шару, що зрізується, обчислюють за наступною залежністю: 2 3 36495 роблюється, так і економічні, тобто, продуктивність і собівартість обробки деталей різанням. Від правильного визначення площі перерізу зрізу залежить розрахунок площі контакту припуску, що зрізається, з передньою поверхнею інструмента, що дозволяє призначати прогресивні режими різання, які забезпечують максимальну міцність та зносостійкість різців. Найбільш близьким за технічною суттю до пропонованого є спосіб визначення площі перерізу шару, що зрізується, [див. В.Ф. Бобров. Основы теории резания металлов. -М.: Машиностроение, 1975. -344с., іл.], згідно з яким здійснюють процес різання та вимірюють параметри обробленої поверхні в заданих точках, за якими обчислюють дійсну площу перерізу шару, що зрізується, при цьому як параметри обробленої поверхні в заданих точках визначають товщин у і ширину шару, що зрізується. Недоліком описаного способу є те, що він не дозволяє визначити дійсну площу перерізу шару, що зрізується різцем з радіусом при вершині, з урахуванням частини незрізаного припуску, який формує мікронерівності поверхні обробленої деталі. 4 В основу корисної моделі покладено завдання такого вдосконалення способу визначення дійсної площі перерізу шару, що зрізується, при якому завдяки вимірюванню радіусу заготовки в заданих точках по її довжині і діаметру до обробки та вимірюванню радіусу обробленої деталі в заданих точках по її довжині і діаметру з урахуванням наведеної нами залежності досягається можливість визначення дійсної площі перерізу шару, що зрізується різцем з радіусом при вершині, тобто розширюються технологічні можливості процесу. Означене завдання вирішується тим, що у способі визначення дійсної площі перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині, згідно з яким здійснюють процес різання та вимірюють параметри обробленої поверхні в заданих точках, за якими обчислюють дійсну площу перерізу шару, що зрізується, згідно корисної моделі як параметри обробленої поверхні вимірюють радіуси поверхні заготовки до різання і поверхні деталі після різання, за якими обчислюють дійсну глибину різання, подачу на оберт у відповідності з кутом нахилу твірної конічної поверхні деталі що оброблюється, а дійсну площу перерізу шару, що зрізується, обчислюють за наступною залежністю: ö Sw æ 2 ç 2 æ ÷ 2ö r - ç x - 2rti - t ÷ + ti - r ÷dx + òç ç i ÷ è ø ÷ 0ç è ø Sw 2 2rt i - t i + æ 2 2ö 2 ç æ ö æ ö ÷ + r 2 - ç x - 2rti - t 2 ÷ - r2 - ç x - 2rti - t2 - Sw ÷ ÷dx = ç ò ç ç ÷ i ÷ i è ø è ø ÷ ç Sw è ø Fi = = Sw 2 S2 æS ö r - w + r2 arcsin w ÷ + (ti - r )Sw ç 2 4 è 2r ø де Fі - дійсна площа перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині; S - подача на оберт вздовж осі X; S - проекція подачі на оберт деталі на Sw = cosw твірну конічної поверхні, що оброблюється; ω - кут нахилу твірної конічної поверхні деталі, що оброблюється; r - радіус різця при вершині; R1i - поточний радіус поверхні заготовки, що оброблюється, в заданій точці з абсцисою Хi; R2i - поточний радіус обробленої конічної поверхні деталі в заданих точках з абсцисою Хi; ti = 1 (R - R 2i ) - поточна глибина різання, cos w 1i перпендикулярна до твірної конічної поверхні в заданій точці з абсцисою Хi; х - поточна абсциса заданої точки. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється, і технічними результатами, які досягаються при її реалізації, полягає у наступному. Завдяки вимірюванню R1i, радіуса поверхні заготовки до різання і R2i радіуса поверхні обробле ної деталі після різання та обчисленню проекції на твірну лінію конічної поверхні подачі на оберт у відповідності з кутом нахилу профілю деталі, що утворюється, та глибини різання ti, для кожної поточної абсциси Xi забезпечується можливість обчислити дійсну площу перерізу шару, що зрізується, при точінні конічних ділянок деталей різцем з радіусом при вершині по пропонованій нами залежності, тобто розширюються технологічні можливості процесу. На кресленнях проілюстровано пропонований спосіб, де на Фіг.1 та Фіг.3 представлені схеми розташування кожної точки з поточною абсцисою Xi, на конічній поверхні з величинами поточних радіусів R1i заготовки та R2i - обробленої поверхні деталі та визначення дійсної глибини різання при точінні деталей з конічними ділянками різцем з радіусом при вершині; на Фіг.2 та на Фіг.4, представлені схеми для розрахунку проекції подачі на деталі, що оброблюється, та формування дійсної площі перерізу - Fi шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині. Приклад конкретної реалізації корисної моделі. 5 Для визначення дійсної площі Fi перерізу шару, що зрізується, при точінні різцем з радіусом при вершині, деталей з конічними ділянками, використовували різець з радіусом при вершині r=3,5мм з механічним кріпленням ріжучих пластин типу RNUN 070300 (діаметр пластини 7мм, товщина 3,18мм) з полікристалічного нітриду бора (ПКНБ) кібориту щільної модифікації, що розроблений та виготовлений в Інституті надтвердих матеріалів ім. В.М. Бакуля НАН України. Проводили обробку заготовки для даної глибини різання t=1,2мм, подачі s=0,25мм/об. Здійснювали визначення радіусів R1i та R2i, як половин виміряних діаметрів до і після різання. Для кожної точки визначали величину дійсної площі перерізу шару, що зрізується, за допомогою попереднього обчислення дійсної глибини різання tі, а також подачі на оберт S w = S у відповідності з кутом ω=45° cos w 36495 6 нахилу твірної лінії конічної поверхні профілю деталі, що оброблюється. В результаті отримали наступні значення дійсної площі перерізу шару: ti (мм) 1,2 1,8 0,6 1,5 0,8 Fi (мм 2) 0,424 0,636 0,212 0,53 0,282 Таким чином, запропонований спосіб дозволяє при точінні визначити на будь-якій вибраній точці Х конічної ділянки дійсну площу перерізу шару, що зрізується різцем з радіусом при вершині, в залежності від поперечної подачі різця на оберт деталі, радіусу при вершині різця, кута нахилу твірної лінії конуса до подовжньої осі деталі та радіусів заготовки і обробленої деталі. 7 36495 8 9 Комп’ютерна в ерстка C.Литв иненко 36495 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determining actual sectional area of being cut layer during grinding of components with conical sections by cutter with radius at apex
Автори англійськоюNovikov Mykola Vasyliovych, Klymenko Serhii Anatoliiovych, Manovytskyi Oleksandr Stepanovych, Sirenko Oleksandr Oleksandrovych, Sirenko Vasyl Oleksandrovych
Назва патенту російськоюСпособ определения действительной площади сечения срезаемого слоя при точении деталей с коническими участками резцом с радиусом при вершине
Автори російськоюНовиков Николай Васильевич, Клименко Сергей Анатольевич, Мановицкий Александр Степанович, Сиренко Александр Александрович, Сиренко Василий Александрович
МПК / Мітки
МПК: B23B 1/00
Мітки: ділянками, визначення, радіусом, різцем, конічними, точінні, спосіб, зрізується, шару, перерізу, дійсної, вершини, деталей, площі
Код посилання
<a href="https://ua.patents.su/5-36495-sposib-viznachennya-dijjsno-ploshhi-pererizu-sharu-shho-zrizuehtsya-pri-tochinni-detalejj-z-konichnimi-dilyankami-rizcem-z-radiusom-pri-vershini.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні деталей з конічними ділянками різцем з радіусом при вершині</a>
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні циліндричних деталей
Номер патенту: 36273
Опубліковано: 27.10.2008
Автори: Сіренко Василь Олександрович, Клименко Сергій Анатолійович, Сіренко Олександр Олександрович, Мановицький Олександр Степанович, Новіков Микола Васильович
МПК: B23B 1/00
Мітки: деталей, спосіб, циліндричних, зрізується, площі, визначення, дійсної, точінні, шару, перерізу
Формула / Реферат:
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні циліндричних деталей, згідно з яким здійснюють процес різання та вимірюють параметри обробленої поверхні в заданих точках, за якими обчислюють дійсну площу перерізу шару, що зрізується, який відрізняється тим, що як параметри обробленої поверхні вимірюють радіуси поверхні заготовки до і після різання, за якими обчислюють глибину різання, а дійсну площу перерізу шару,...
Спосіб обточування (розточування) деталей з припуском перемінного перерізу
Номер патенту: 26156
Опубліковано: 10.09.2007
Автор: Безуглий Леонід Іванович
МПК: B23B 1/00
Мітки: обточування, спосіб, перемінного, деталей, перерізу, розточування, припуском
Формула / Реферат:
Спосіб обточування деталей з припуском перемінного перерізу, при якому частоту обертання деталі поступово змінюють, підтримуючи постійність швидкості різання, який відрізняється тим, що під час обробки змінюють не тільки частоту обертання деталі, але і величину подачі на її оберт за законом, який забезпечує постійність площі поперечного перерізу шару металу, зрізуваного за оберт деталі.
Спосіб визначення площі прохідного перерізу лопатного апарата осьової турбомашини
Номер патенту: 53001
Опубліковано: 16.01.2006
Автори: Шепурев Микола Миколайович, Дзюрило Анатолій Анатолійович, Бендарик Олег Борисович, Бондаренко Олександр Євгеньович
МПК: F01D 9/02, G01C 11/00
Мітки: лопатного, площі, турбомашині, спосіб, прохідного, осьової, апарата, перерізу, визначення
Формула / Реферат:
Спосіб лікування хворих з агресивними та резистентними лімфомами шляхом хіміотерапії, яка містить циклофосфан 750 мг/м 2 внутрішньовенне 1-й день, вінкристин 2 мг внутрішньовенне 1-й день, доксорубіцин 60 мг/м 2 внутрішньовенна інфузія в 200 мл фізіологічного розчину 1-й день, преднізолон 60 мг/м2 усередину 1-5 день, який відрізняється тим, що призначають ліпосомальну форму доксорубіцину препарат «Ліподокс», курси повторюють кожного 21...
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні
Номер патенту: 48447
Опубліковано: 15.08.2002
Автори: Пасечник Анатолій Андрійович, Баннов Генадій Михайлович, Кузьменко Анатолій Григорович
МПК: G01L 1/00
Мітки: повздовжньому, різального, визначення, сіль, точінні, спосіб, контактних, інструмента, поверхнях
Формула / Реферат:
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні, що включає вимірювання складових сил різання при зрізанні стружки із зразка і визначення результуючих по їх сумі, який відрізняється тим, що попередньо у зразку виконується отвір, який заповнюється матеріалом, границя пружності якого значно менша границі пружності матеріалу зразка, вимірювання складових сили різання виконується при різанні...
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Тивончук Петро Опанасович, Роговський Іван Леонідович
МПК: B23K 9/16
Мітки: шару, сталевого, спосіб, наплавленням, чавунних, відновлення, деталей
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Попередній патент: Вагонний уповільнювач
Наступний патент: Цифровий датчик кутового переміщення рульової поверхні літака
Випадковий патент: Тонізуючий напій