Спосіб одержання полих довжиномірних циліндричних біметалевих заготовок
Номер патенту: 22275
Опубліковано: 03.02.1998
Автори: Соя Володимир Іванович, Кругленко Володимир Андрійович, Ніколаєв Генадій Андрійович, Матюхін Олександр Васильович, Матвеева Марина Олегівна, Лепіхов Леонід Сергійович, Реп'ях Сергій Іванович, Сабанський Микола Володимирович
Формула / Реферат
Способ получения полых длинномерных цилиндрических биметаллических заготовок, включающий последовательную заливку внешнего и внутреннего слоев заготовки, ее затвердевание, извлечение и последующее охлаждение, отличающийся тем, что охлаждение заготовки в интервале области упругих деформаций до температуры окружающей среды осуществляют в режиме:
где a1 и a2 - линейные коэффициенты термического расширения металлов внутреннего и внешнего слоев биметаллической заготовки, соответственно;
T1 и T2- среднемассовая температура внутреннего и внешнего слоев биметаллической заготовки, соответственно;
охлаждение заготовки проводить в регулярном режиме до помещения ее в среду с температурой T3 ³T2>Т4, где T4 - температура окружающей среды.
Текст
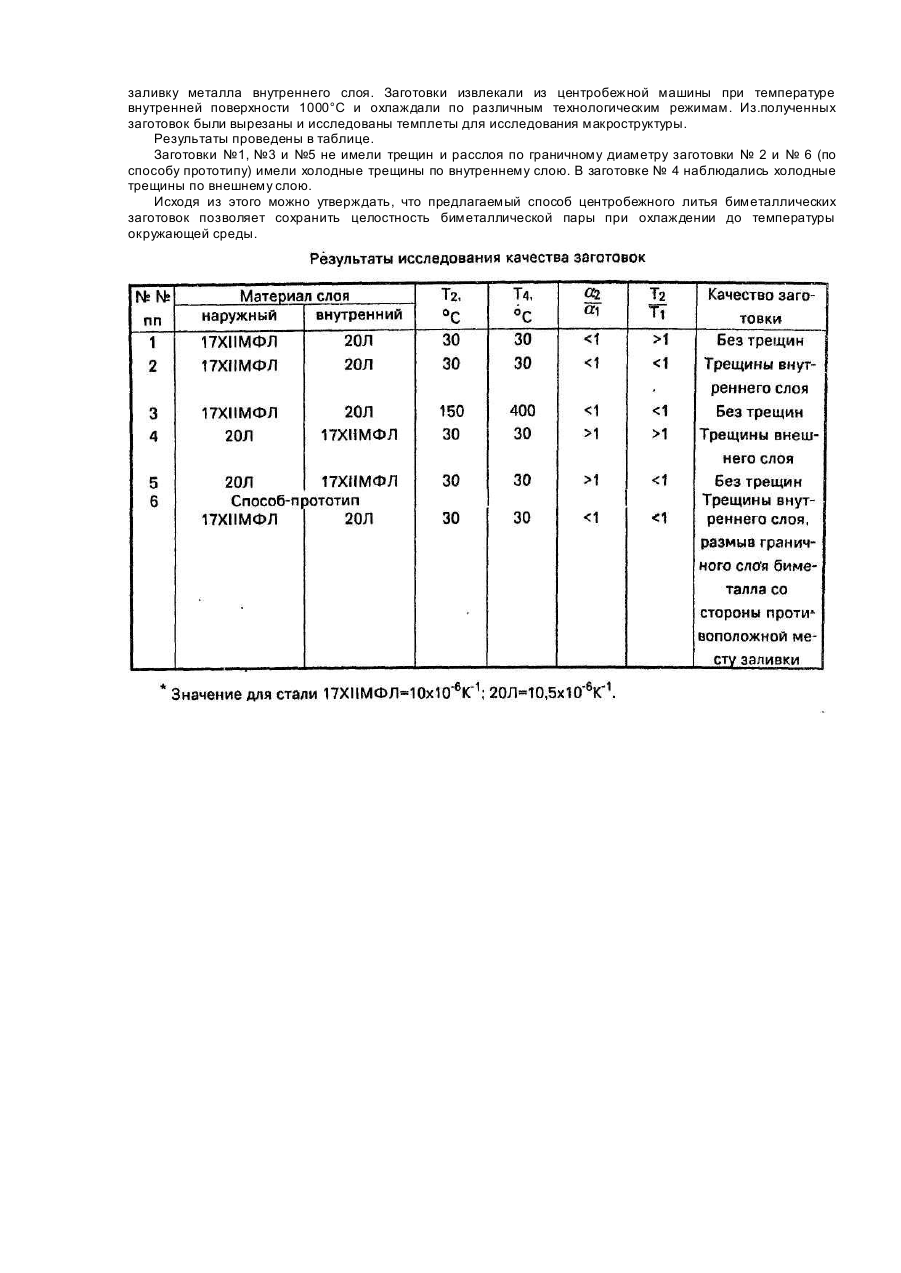
Изобретение относится к литейному производству, а именно к способам изготовления литых полых, длинномерных, цилиндрических, биметаллических заготовок. Известен способ центробежного литья биметаллических труб, включающий последовательную заливку в изложницу первого металла, а второй металл заливается порциями: сначала 10-50% его массы, а при достижении свободной поверхностью этого слоя температуры солидус ±20°С заливают следующую порцию второго металла [Авт.св. СССР № 643228, кл. В 22 D 13/00, 1979]. Воспроизведение этого способа затруднено, так как температурные параметры свободной поверхности первого металла зависят от массы первой порции второго металла. Кроме того, этот способ не обеспечивает качественное соединение слоев при литье заготовок длиной более одного метра, так как он не учитывает неравномерность охлаждения свободной поверхности металла по длине трубы. В известном способе центробежной отливки биметаллических изделий длиной более четырех метров, выбранном в качестве прототипа [Авт.св. СССР № 1215852, кл. В 22 D 13/02], последовательно заливают внешний и внутренний слой изделия, заливку вн утреннего слоя производят через 40...50 с после окончания заливки внешнего слоя. Недостатком указанного способа является отсутствие учета силового взаимодействия слоев биметаллической заготовки в области температур упр уги х состояний. В основу изобретения поставлена задача усовершенствования способа получения биметаллических, полых, цилиндрических, длинномерных заготовок путем создания определенных температурных условий охлаждения заготовки 'в области температур упруги х деформаций в результате чего получены заготовки без внутренних напряжений с целостной биметаллической парой. Сущность изобретения заключается в том, что о хлаждение заготовки в интервале области упругих деформаций до температуры окружающей среды осуществляют в режиме: где a 1и a 2 - линейные коэффициенты термического расширения металлов внутреннего и внешнего слоев биметаллической заготовки, соответственно; Т2 и T1 - среднемассовая температура внутреннего и внешнего слоев биметаллической заготовки, соответственно, охлаждение заготовки проводить в регулярном режиме до помещения ее в среду с температурой T3 ³T2>Т1 , где Т4 - температура окружающей среды. Область упругого состояния сплавов выбрана потому, что, вследствие различия величин термических деформаций и фазовых превращений в ней происходит формирование внутренних напряжений, которые приводят к образованию трещин. Соотношение величин различных термических деформаций наиболее полно характеризуется линейным коэффициентом термического расширения сплавов «[Яворский Б.М. Детла ф A.A. Справочник по физике. М., 1977]. Соотношение температур выбрано на основании того, что температура является единственным технологическим параметром, который определяет термонапряженное состояние отливки, на которые возможно активно влиять и который доступен контролю. то силовое взаимодействие между слоями биметаллической пары приводит к возникновению растягивающих напряжений под воздействием которых биметаллическая пара разрушится со стороны внутреннего слоя. то силовое взаимодействие между слоями биметаллической пары приводит к возникновению растягивающих напряжений, под действием которых биметаллическая пара разрушается со стороны наружного слоя. Регулярный режим охлаждения принят для снижения силового взаимодействия между слоями биметаллической заготовки. Помещение заготовки в среду с температурой Т3 обусловлено тем, что эти условия исключают возможность развития максимальных величин растягивающих напряжений в биметаллической заготовке. Пример конкретного выполнения. В идентичных условиях Никопольского южнотрубного завода был проведен сопоставительный анализ предлагаемого способа и способа-прототипа. На центробежной машине с горизонтальной осью вращения отливали биметаллические заготовки размерами: наружный диаметр 330 мм, длина 3600 мм, диаметр внутреннего отверстия 180 мм. Рабочий слой толщиной 30 мм. Металл выплавляли в дуговы х электропечах. По способу-прототипу последовательно заливали металл наружного и внутреннего слоя, с выдержкой между заливкой металлов 50 с, при достижении температуры 800°С отливку извлекали из изложницы и охлаждали на воздухе до температуры окружающей среды. По заявляемому способу заливали металл наружного слоя, после выдержки в течение 160 с производили заливку металла внутреннего слоя. Заготовки извлекали из центробежной машины при температуре внутренней поверхности 1000°С и охлаждали по различным технологическим режимам. Из.полученных заготовок были вырезаны и исследованы темплеты для исследования макроструктуры. Результаты проведены в таблице. Заготовки №1, №3 и №5 не имели трещин и расслоя по граничному диаметру заготовки № 2 и № 6 (по способу прототипу) имели холодные трещины по внутреннему слою. В заготовке № 4 наблюдались холодные трещины по внешнему слою. Исходя из этого можно утверждать, что предлагаемый способ центробежного литья биметаллических заготовок позволяет сохранить целостность биметаллической пары при охлаждении до температуры окружающей среды.
ДивитисяДодаткова інформація
Автори англійськоюSabanskyi Mykola Volodymyrovych, Repiakh Serhii Ivanovych, Kruhlenko Volodymyr Andriiovych, Matveeva Maryna Olehivna, Nikolaiev Hennadii Andriiovych, Matiukhin Oleksandr Vasyliovych, Lepikhov Leonid Serhiiovych
Автори російськоюСабанский Николай Владимирович, Репьях Сергей Иванович, Кругленко Владимир Андреевич, Матвеева Марина Олеговна, Николаев Геннадий Андреевич, Матюхин Александр Васильевич, Лепихов Леонид Сергеевич
МПК / Мітки
МПК: B22D 13/02
Мітки: біметалевих, довжиномірних, полих, заготовок, циліндричних, спосіб, одержання
Код посилання
<a href="https://ua.patents.su/2-22275-sposib-oderzhannya-polikh-dovzhinomirnikh-cilindrichnikh-bimetalevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання полих довжиномірних циліндричних біметалевих заготовок</a>
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Мельникова Вікторія Валер'янівна, Гольдін Валерій Зінов'євич, Зеленський Віктор Михайлович, Іванченко Олександр Денисович, Блескун Валерій Пилипович
МПК: B22D 11/00
Мітки: лиття, біметалевої, здійснення, безперервного, порожнистої, пристрій, спосіб, заготівки
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Луценко Віктор Олександрович, Хорошілов Микола Макарович, Диордиця Сергій Васильович, Локтіонов Петро Якович, Тарасов Віктор Іванович, Антипенко Валентин Григорович, Міллєр Віктор Вікторович, Глоба Микола Ілліч, Бондаренко Микола Андрійович
МПК: B23K 20/04
Мітки: одержування, листів, біметалевих, пакет
Формула / Реферат:
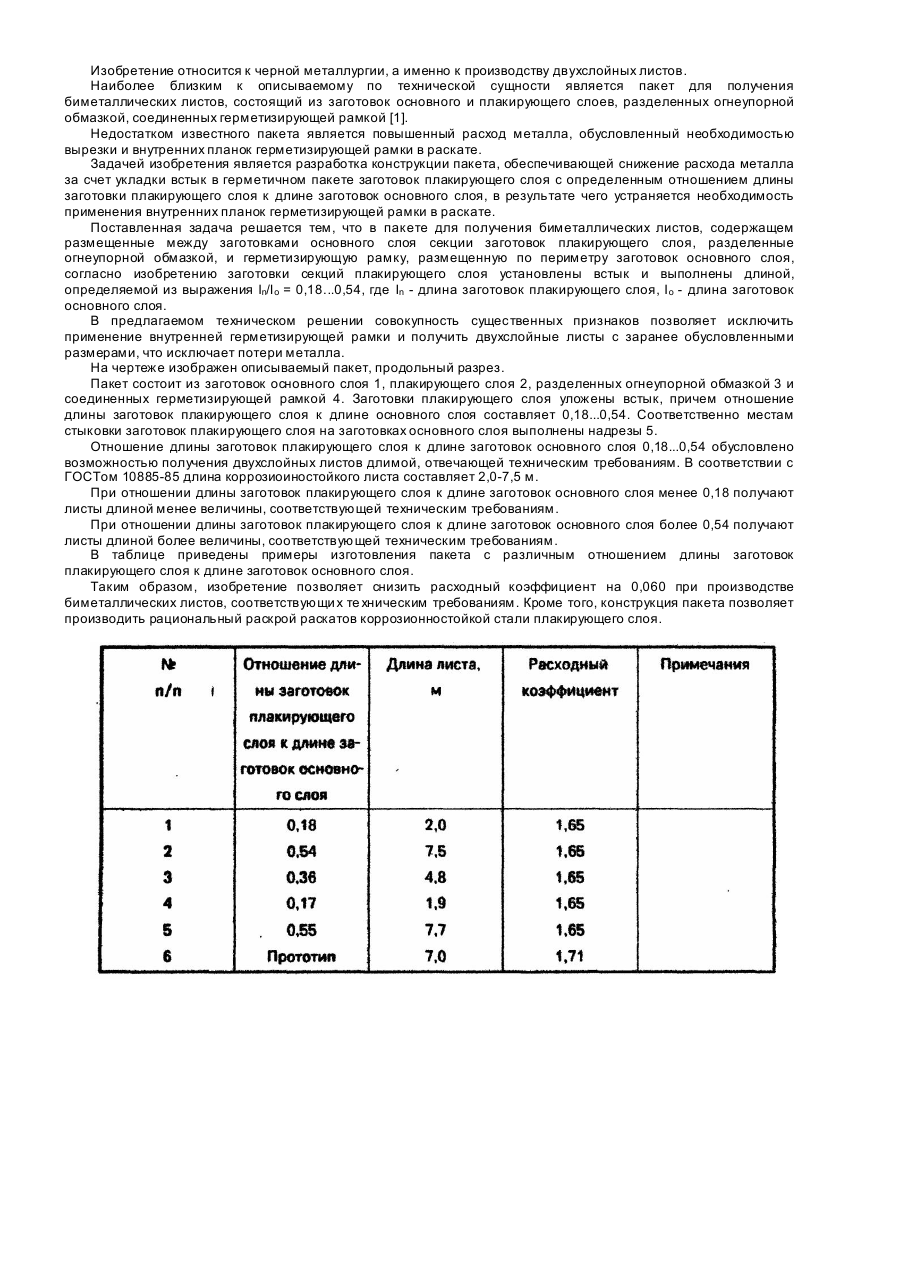
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Конопатський Василь Леонідович, Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович, Завілінський Анатолій Володимирович
МПК: B22D 19/00
Мітки: спосіб, виготовлення, біметалевих, виливок
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб відцентрового лиття біметалевих прокатних валків
Номер патенту: 1337
Опубліковано: 25.03.1994
Автори: Козаченко Микола Сергійович, Лушпа Анатолій Олексійович, Білай Григорій Омелянович, Комосов Віктор Вікторович, Матвеєва Марина Олегівна, Ганджа Григорій Архипович, Ждакаєв Генадій Павлович
МПК: B22D 27/20, B22D 13/00
Мітки: прокатних, біметалевих, відцентрового, спосіб, валків, лиття
Формула / Реферат:
Способ центробежного литья биметаллических прокатных валков, включающий плавку металла рабочего и внутреннего слоев, последовательную его заливку во вращаемую форму с одновременной подачей добавки при заливке металла внутреннего слоя, отличающийся тем, что металл рабочего и внутреннего слоев плавят в одном плавильном агрегате, при этом при заливке металла внутреннего слоя используют комплексную графитизирующую добавку, содержащую церий, барий...
Спосіб виготовлення біметалевих виробів
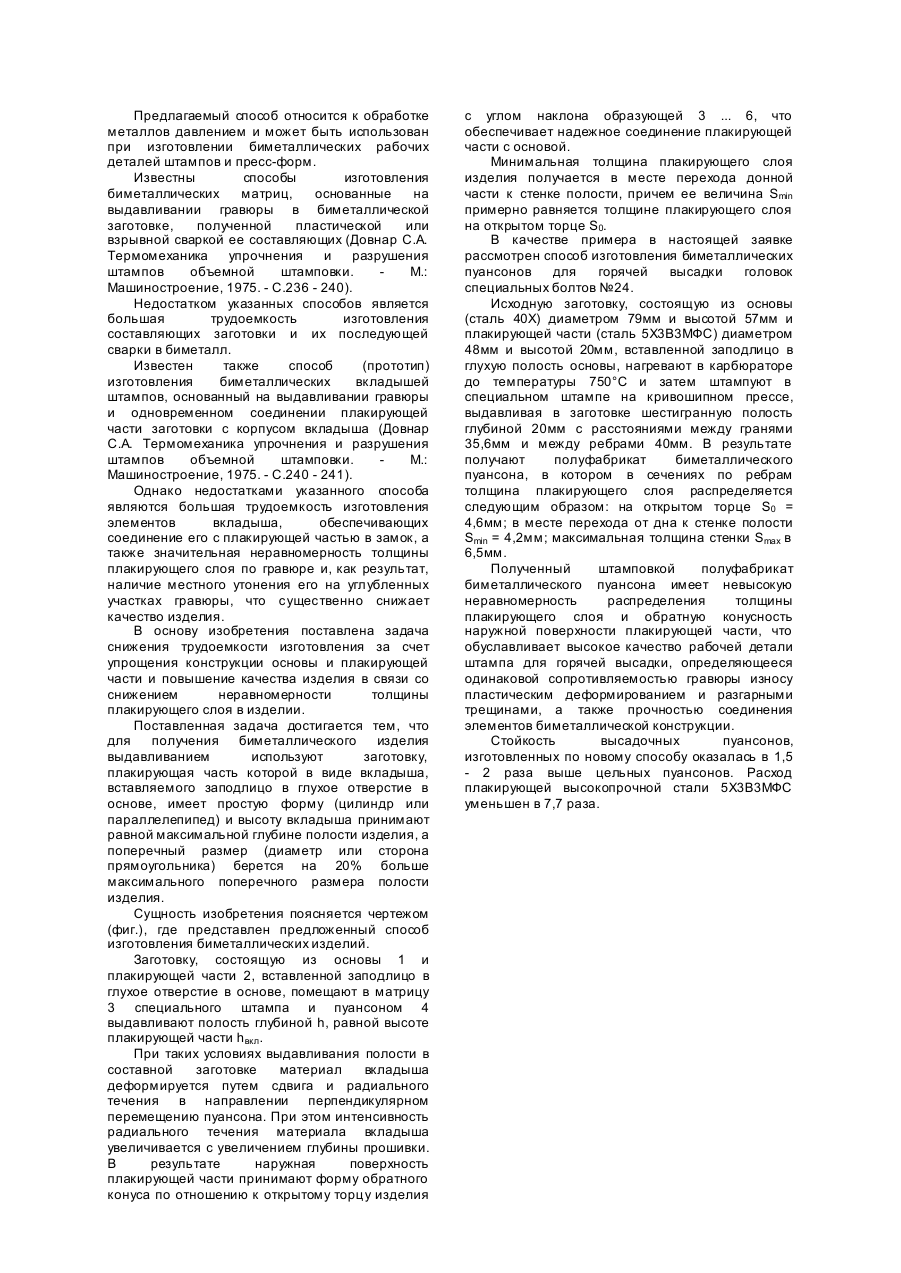
Номер патенту: 17078
Опубліковано: 18.03.1997
Автори: Дорошко Володимир Іванович, Семеняка Людмила Іванівна, Дубасов Василь Михайлович, Карташова Людмила Іванівна
МПК: B21K 5/00
Мітки: виробів, виготовлення, біметалевих, спосіб
Формула / Реферат:
Способ изготовления биметаллических изделий путем выдавливания полости в заготовке, состоящей из основы и плакирующей части в виде вкладыша простой формы (цилиндр или параллелепипед), вставленного заподлицо в глухое отверстие в основе, отличающийся тем, что высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера...
Попередній патент: Спосіб лікування полікістозу яєчників
Наступний патент: Аплікатор
Випадковий патент: Огорожа