Спосіб ультразвукової модифікації епоксидної композиції

Формула / Реферат
Спосіб ультразвукової модифікації епоксидної композиції, що включає змішування жорсткої й еластичної компонент, додавання ангідридного твердника і твердіння отримуваної епоксидної композиції, яка у затверділому стані має температуру склування, що перевищує 50 °С, причому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно, причому суміш жорсткої та еластичної компонент до додавання ангідридного твердника піддають об'ємному впливу у низькочастотному ультразвуковому діапазоні при температурі від 60 до 80 °С при амплітуді низькочастотних коливань від 3 до 6 мкм, інтенсивності від 4 до 8 Вт/см2, а обробку у середньочастотному діапазоні здійснюють при частоті від 1 до 1,6 МГц, амплітуді від 0,10 до 0,22 мкм і інтенсивності від 20 до 30 Вт/см2, який відрізняється тим, що суміш жорсткої та еластичної компонент до додавання ангідридного твердника піддають одночасному об'ємному впливу у низькочастотному і середньочастотному ультразвуковому діапазонах при постійному статичному тиску 0,4-0,5 МПа протягом 13-16 хв., при цьому низькочастотну ультразвукову обробку здійснюють при частоті коливань від 14 до 23 кГц.
Текст
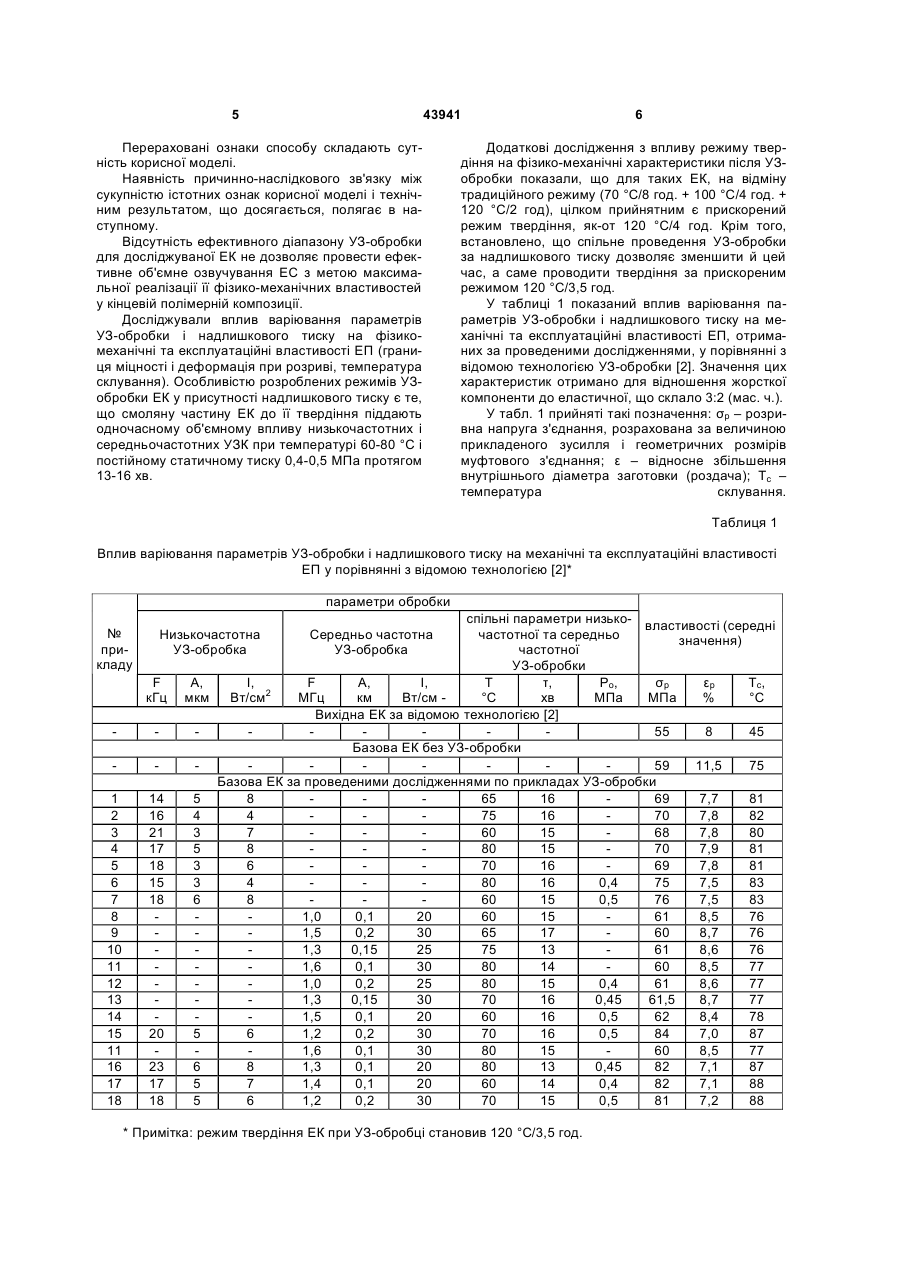
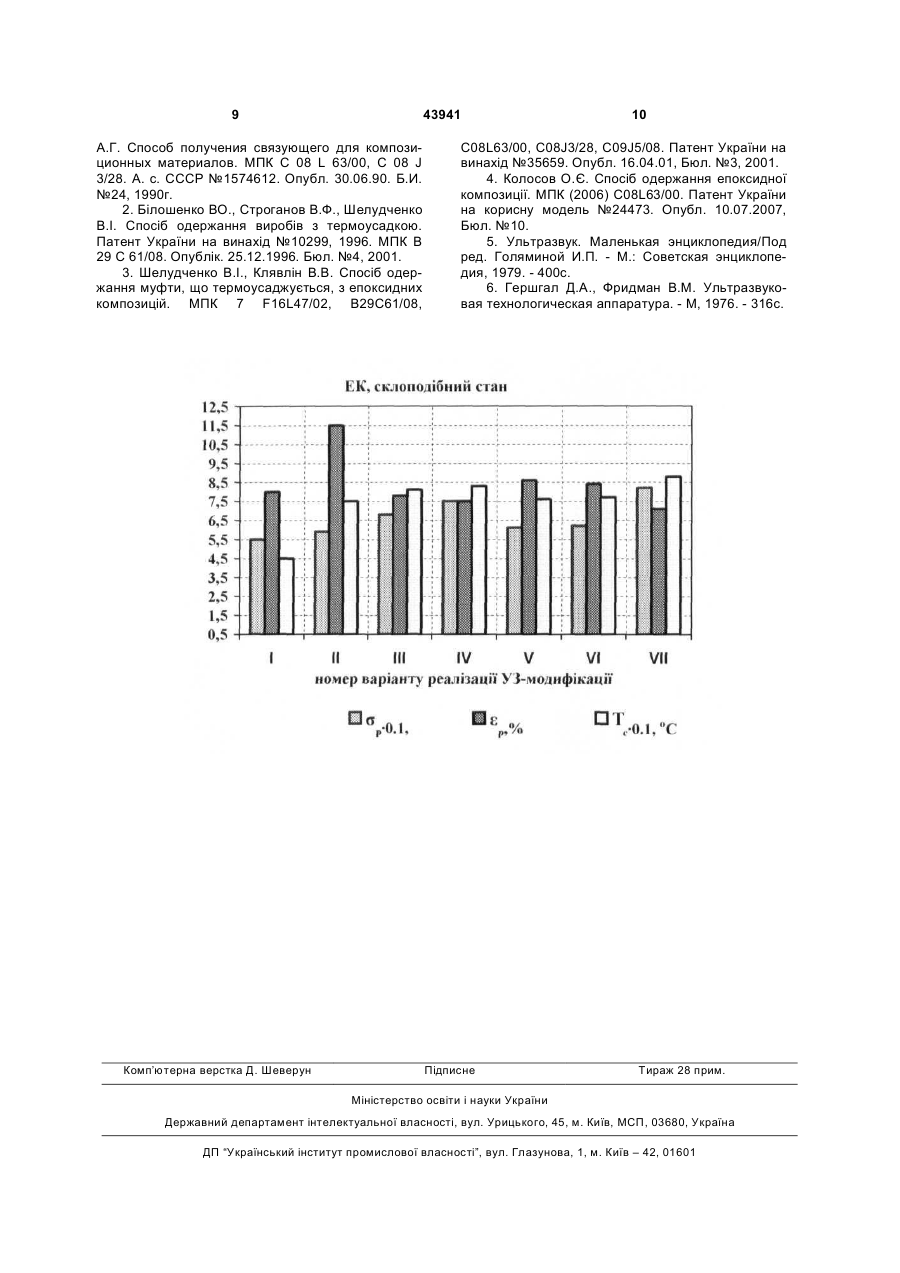
Спосіб ультразвукової модифікації епоксидної композиції, що включає змішування жорсткої й еластичної компонент, додавання ангідридного твердника і твердіння отримуваної епоксидної композиції, яка у затверділому стані має температуру склування, що перевищує 50 °С, причому як жорстку компоненту використовують ароматичний складний дигліцидиловий ефір, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідно U 2 (19) 1 3 Причому як ЕП використовують ЕК з температурою склування Тс=50-80 °С, граничною деформацією в склоподібному стані εс=4-6 %, у високоеластичному стані εв.е.=65-80 %. Крім того, композиція включає жорстку й еластичну компоненти, при цьому як жорсткий компонент використовують ароматний складний дигліцідиловий ефір, як еластичний компонент – блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно, а деформування заготовки здійснюють до її збільшення (деформації роздачі) на 2-20 %. Проте спосіб [2] не забезпечує достатнього запасу міцності одержуваних виробів, що термоусаджуються, із епоксидних полімерів (ЕП) через невисокий ступінь реалізації характеристик міцності і технологічних властивостей епоксидної смоли – основної складової, що має домінуючий вплив на міцність одержуваних виробів у склоподібному стані. Як аналог вибраний спосіб одержання ЕК як елемент відомого способу одержання муфти, що термоусаджується, із ЕК [3], який включає підготування вихідної заготовки з ЕП ангідридного твердіння, нагрівання її до переходу у високоеластичний стан і деформування у високоеластичному стані з наступним охолодженням при збереженні напруженого стану. Причому як ЕП використовують ЕК з температурою склування Тс, що перевищує 50 °С. Крім того композиція включає жорстку й еластичну компоненти, при цьому в якості жорсткої компоненти використовують ароматичний складний дигліцідиловий ефір, в якості еластичної компоненти - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно. У цьому способі суміш жорсткої та еластичної компонент до підготування вихідної заготовки піддають об'ємному впливу низькочастотних ультразвукових коливань при частоті від 15 до 18 кГц, амплітуді від 5 до 12 мкм, інтенсивності від 7 до 12 Вт/см 2, температурі від 60 до 70 °С протягом 25-30 хв. Також використовують ЕК з температурою склування Тс від 60 до 70 °С, граничною деформацією в склоподібному стані від 3 до 5 %, граничною деформацією у високоеластичному стані є и.о. від 48 до 60 %, і деформацією роздачі є від 3 до 5 %, які досягаються при використанні циліндричної муфти, що термоусаджується, із внутрішнім діаметром, що перевищує 60 мм. Проте і спосіб аналога не забезпечує достатнього запасу міцності одержуваних виробів, що термоусаджуються, із ЕП через невисокий ступінь реалізації характеристик міцності і технологічних властивостей епоксидної смоли - основної складової, що має домінуючий вплив на міцність одержуваних виробів у склоподібному стані. Як найбільш близький аналог вибраний спосіб одержання епоксидної композиції, що включає змішування жорсткої й еластичної компонент, додавання ангідридного твердника і твердіння отримуваної епоксидної композиції, яка у затверділому стані має температуру склування, що перевищує 50 °С, причому як жорстку компоненту використовують ароматичний складний дигліцідиловий ефір, 43941 4 як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно, а суміш жорсткої та еластичної компонент до додавання ангідридного твердника піддають об'ємному впливу у низькочастотному ультразвуковому діапазоні при частоті коливань від 15 до 18 кГц. У цьому способі суміш жорсткої та еластичної компонент перед додаванням ангідридного твердника піддають одночасній ультразвуковій обробці у низькочастотному і середньочастотному діапазонах при температурі від 60 до 80°С протягом 15-20 хв, причому обробку у низькочастотному діапазоні здійснюють при амплітуді від 3 до 6 мкм, інтенсивності від 4 до 8 Вт/см2, а обробку у середньочастотному діапазоні здійснюють при частоті від 1 до 1,6 МГц, амплітуді від 0,10 до 0,22 мкм і інтенсивності від 20 до 30 Вт/см2 [4]. Проте і спосіб найбільш близького аналога не забезпечує достатнього запасу міцності одержуваних виробів, що термоусаджуються, із ЕП через невисокий ступінь реалізації характеристик міцності і технологічних властивостей епоксидної смоли - основної складової, що має домінуючий вплив на міцність одержуваних виробів у склоподібному стані. Тому при використанні цього способу внаслідок недостатньої міцності сформованої муфти із ЕП нерідко застосовують додаткові операції бандажування (підмотування) скляною стрічкою отриманого муфто-клейового з'єднання. Задачею корисної моделі є підвищення технологічних і експлуатаційних характеристик ЕК, що використовується для формування полімерних матеріалів, шляхом здійснення ефективних режимів УЗ-обробки складаючих компонент полімерної композиції. Поставлена задача вирішується тим, що в способі ультразвукової модифікації епоксидної композиції, що включає змішування жорсткої й еластичної компонент, додавання ангідридного твердника і твердіння отримуваної епоксидної композиції, яка у затверділому стані має температуру склування, що перевищує 50°С, причому як жорстку компоненту використовують ароматичний складний дигліцідиловий ефір, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно, причому суміш жорсткої та еластичної компонент до додавання ангідридного твердника піддають об'ємному впливу у низькочастотному ультразвуковому діапазоні при температурі від 60 до 80°С при амплітуді низькочастотних коливань від 3 до 6 мкм, інтенсивності від 4 до 8 Вт/см2, а обробку у середиьочастотному діапазоні здійснюють при частоті від 1 до 1,6 МГц, амплітуді від 0,10 до 0,22 мкм і інтенсивності від 20 до 30 Вт/см2, новим є те, що, суміш жорсткої та еластичної компонент до додавання ангідридного твердника піддають одночасному об'ємному впливу у низькочастотному і середньочастотному ультразвуковому діапазонах при постійному статичному тиску 0,4-0,5 МПа протягом 13–16 хв, при цьому низькочастотну ультразвукову обробку здійснюють при частоті коливань від 14 до 23 кГц. 5 43941 Перераховані ознаки способу складають сутність корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Відсутність ефективного діапазону УЗ-обробки для досліджуваної ЕК не дозволяє провести ефективне об'ємне озвучування ЕС з метою максимальної реалізації її фізико-механічних властивостей у кінцевій полімерній композиції. Досліджували вплив варіювання параметрів УЗ-обробки і надлишкового тиску на фізикомеханічні та експлуатаційні властивості ЕП (границя міцності і деформація при розриві, температура склування). Особливістю розроблених режимів УЗобробки ЕК у присутності надлишкового тиску є те, що смоляну частину ЕК до її твердіння піддають одночасному об'ємному впливу низькочастотних і середньочастотних УЗК при температурі 60-80 °С і постійному статичному тиску 0,4-0,5 МПа протягом 13-16 хв. 6 Додаткові дослідження з впливу режиму твердіння на фізико-механічні характеристики після УЗобробки показали, що для таких ЕК, на відміну традиційного режиму (70 °С/8 год. + 100 °С/4 год. + 120 °С/2 год), цілком прийнятним є прискорений режим твердіння, як-от 120 °С/4 год. Крім того, встановлено, що спільне проведення УЗ-обробки за надлишкового тиску дозволяє зменшити й цей час, а саме проводити твердіння за прискореним режимом 120 °С/3,5 год. У таблиці 1 показаний вплив варіювання параметрів УЗ-обробки і надлишкового тиску на механічні та експлуатаційні властивості ЕП, отриманих за проведеними дослідженнями, у порівнянні з відомою технологією УЗ-обробки [2]. Значення цих характеристик отримано для відношення жорсткої компоненти до еластичної, що склало 3:2 (мас. ч.). У табл. 1 прийняті такі позначення: σр – розривна напруга з'єднання, розрахована за величиною прикладеного зусилля і геометричних розмірів муфтового з'єднання; ε – відносне збільшення внутрішнього діаметра заготовки (роздача); Тс – температура склування. Таблиця 1 Вплив варіювання параметрів УЗ-обробки і надлишкового тиску на механічні та експлуатаційні властивості ЕП у порівнянні з відомою технологією [2]* параметри обробки № прикладу спільні параметри низьковластивості (середні частотної та середньо значення) частотної УЗ-обробки А, I, F А, I, T τ, Po, σр εp Тс, мкм Вт/см2 МГц км Вт/см °С хв МПа МПа % °С Вихідна ЕК за відомою технологією [2] 55 8 45 Базова ЕК без УЗ-обробки 59 11,5 75 Базова ЕК за проведеними дослідженнями по прикладах УЗ-обробки 5 8 65 16 69 7,7 81 4 4 75 16 70 7,8 82 3 7 60 15 68 7,8 80 5 8 80 15 70 7,9 81 3 6 70 16 69 7,8 81 3 4 80 16 0,4 75 7,5 83 6 8 60 15 0,5 76 7,5 83 1,0 0,1 20 60 15 61 8,5 76 1,5 0,2 30 65 17 60 8,7 76 1,3 0,15 25 75 13 61 8,6 76 1,6 0,1 30 80 14 60 8,5 77 1,0 0,2 25 80 15 0,4 61 8,6 77 1,3 0,15 30 70 16 0,45 61,5 8,7 77 1,5 0,1 20 60 16 0,5 62 8,4 78 5 6 1,2 0,2 30 70 16 0,5 84 7,0 87 1,6 0,1 30 80 15 60 8,5 77 6 8 1,3 0,1 20 80 13 0,45 82 7,1 87 5 7 1,4 0,1 20 60 14 0,4 82 7,1 88 5 6 1,2 0,2 30 70 15 0,5 81 7,2 88 Низькочастотна УЗ-обробка F кГц 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 11 16 17 18 14 16 21 17 18 15 18 20 23 17 18 Середньо частотна УЗ-обробка * Примітка: режим твердіння ЕК при УЗ-обробці становив 120 °С/3,5 год. 7 Спосіб пояснюється фіг., де показано середні значення внеску варіантів І-VII УЗ-обробки рідинних ЕК у низькочастотному на середньочастотному діапазонах за нормального та надлишкового тиску у підвищення міцнісних та експлуатаційних характеристик гранично затверділих ЕП. На фіг. прийнято наступні позначення: І – вихідна ЕК за відомим способом [2]; ІІ – базова ЕК, що отримана за допомогою хімічної модифікації, без УЗ-обробки; ІІІ – базова ЕК, оброблена низькочастотним УЗ за нормального тиску; IV – базова ЕК, оброблена низькочастотним УЗ за надлишкового тиску; V – базова ЕК, оброблена середньочастотним УЗ за нормального тиску; VI – базова ЕК, оброблена середньочастотним УЗ за надлишкового тиску; VII – базова ЕК, одночасно оброблена низькочастотним і середньочастотним УЗ за надлишкового тиску. Експериментально було встановлено, що зміна міцності ЕП, на базі яких формуються муфти, що термоусаджуються, за проведеними дослідженнями, у залежності від часу озвучування г носить екстремальний характер із максимумом в інтервалі значень часу озвучування τ=15-20 хв при температурі Т від 60 до 80 °С при надлишковому тиску 0,4-0,5 МПа (див. табл. 1). Найбільше зміцнення ЕП дає одночасне низькочастотне й середньочастотне озвучування в присутності надлишкового тиску (варіант VII УЗобробки). Перше здійснюється на частоті f від 14 до 23 кГц при амплітуді озвучування А від 3 до 6 мкм і інтенсивності I від 4 до 8 Вт/см2, друге – при частоті від 1 до 1,6 МГц, амплітуді від 0,1 до 0,2 мкм і інтенсивності від 20 до 30 Вт/см2. Було досліджено, що відхилення від зазначених параметрів обробки (УЗ і надлишкового тиску) призводить до зниження міцності ЕП, що можна пояснити за аналогією з УЗ-обробкою малов'язких середовищ у присутності надлишкового тиску. Параметри режимів приготування ЕК для формування виробів визначаються експериментально для кожної комбінації інгредієнтів ЕК, що є, у свою чергу, взаємозалежними між собою. Установлено, що відхилення від цих оптимальних параметрів призводить до погіршення міцності і технологічних (еластичності) характеристик ЕП. Так, при спільному озвучуванні на низьких (1423 кГц) частотах і частотах, менших за нижню межу середиьочастотного діапазону (800 кГц), міцність ЕП зменшується (в табл. 1 та на фіг. не показано). Це відбувається, очевидно, внаслідок зменшення резонансних розмірів кавітаційних пухирців. При спільному озвучуванні на частоті, більшої за верхню межу середньочастотного діапазону 1,6 мГц (у даному випадку 2 мГц), також спостерігається зменшення зміцнення в порівнянні зі зміцненням ЕП при ефективних параметрах озвучування. Встановлено, що значення інтенсивності й амплітуди коливань при озвучуванні в середньочас 43941 8 тотному діапазоні знаходяться у складній залежності від величини частоти. Так, для значень інтенсивності, що перевищують 30 Вт/см2, існує велика можливість виникнення механодеструкції в ЕК. У той же час значення інтенсивності, менше за 20 Вт/см2, є недостатнім для виникнення кавітаційного акустичного порога на цих частотах [5-6]. При відхиленні від зазначених меж середньочастотного озвучування на 10 % спостерігалося відповідне погіршення міцності і експлуатаційних характеристик ЕП. При подальшому відхиленні частоти це погіршення прогресувало в більшому ступені. Для амплітуди А середньочастотного озвучування експериментально встановлювали резонансні значення при даних частотах. Встановлено, що зменшення амплітуди менше за 0,1 мкм, призводить до погіршення властивостей міцності ЕП, а збільшення амплітуди понад 0,2 мкм потребує різкого збільшення витрат енергії без істотного зміцнення ЕП. Спосіб одержання ЕК відповідно до пропонованого способу здійснюють у вигляді послідовності таких операцій: 1. змішують жорстку й еластичну компоненти ЕК, причому як жорстку компоненту використовують ароматичний складний дигліцідиловий ефір, як еластичну компоненту - блоколігомер з аліфатичної епоксидної смоли і кислого олігоефіру при їхньому співвідношенні 3:2 - 4:2 відповідно; 2. суміш жорсткої та еластичної компонент піддають одночасній ультразвуковій обробці у низькочастотному і середньочастотному діапазонах при температурі від 60 до 80 °С протягом 15-20 хв при постійному статичному тиску 0,4-0,5 МПа, причому обробку у низькочастотному діапазоні здійснюють при при частоті коливань від 14 до 23 кГц, амплітуді від З до 6 мкм, інтенсивності від 4 до 8 Вт/см2, а обробку у середньочастотному діапазоні здійснюють при частоті від 1 до 1,6 МГц, амплітуді від 0,10 до 0,22 мкм і інтенсивності від 20 до 30 Вт/см2; 3. до обробленої ультразвуком суміші додають ангідридний твердник; 4. здійснюють твердіння отримуваної ЕК, одержуючи ЕП, який у затверділому стані має температуру склування, що перевищує 50 °С. Таким чином, фізична модифікація ЕК за рахунок застосування оптимальних режимів УЗобробки у різночастотних діапазонах і надлишкового тиску дозволяє вирішити технічну задачу одержання ЕК композиції для формування ЕП, що володіє високими технологічними і експлуатаційними характеристиками. Побічним позитивним результатом УЗ-обробки ЕК є зменшення часу твердіння ЕП у 2-3 рази у порівнянні з традиційною технологією, що дозволяє оптимізувати технологічні параметри виготовлення виробів і підвищити продуктивність праці при їх формуванні. Джерела інформації 1. Колосов А.Е., Клявлин В.В., Ванин Г.А., Хозин В.Г., Каримов А.А., Кравченок В.Л., Овчинников О.П., Шевченко Э.Е., Колосов В.Е., Шевченко 9 43941 А.Г. Способ получения связующего для композиционных материалов. МПК С 08 L 63/00, С 08 J 3/28. А. с. СССР №1574612. Опубл. 30.06.90. Б.И. №24, 1990г. 2. Білошенко ВО., Строганов В.Ф., Шелудченко В.І. Спосіб одержання виробів з термоусадкою. Патент України на винахід №10299, 1996. МПК В 29 С 61/08. Опублік. 25.12.1996. Бюл. №4, 2001. 3. Шелудченко В.І., Клявлін В.В. Спосіб одержання муфти, що термоусаджується, з епоксидних композицій. МПК 7 F16L47/02, В29С61/08, Комп’ютерна верстка Д. Шеверун 10 C08L63/00, C08J3/28, C09J5/08. Патент України на винахід №35659. Опубл. 16.04.01, Бюл. №3, 2001. 4. Колосов О.Є. Спосіб одержання епоксидної композиції. МПК (2006) C08L63/00. Патент України на корисну модель №24473. Опубл. 10.07.2007, Бюл. №10. 5. Ультразвук. Маленькая энциклопедия/Под ред. Голяминой И.П. - М.: Советская энциклопедия, 1979. - 400с. 6. Гершгал Д.А., Фридман В.М. Ультразвуковая технологическая аппаратура. - М, 1976. - 316с. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the ultrasonic modification of epoxy composition
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ ультразвуковой модификации эпоксидной композиции
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
МПК: B29C 61/00, C09J 5/00, C08L 63/00, C08J 3/28, B29C 61/06
Мітки: композиції, епоксидної, спосіб, модифікації, ультразвукової
Код посилання
<a href="https://ua.patents.su/5-43941-sposib-ultrazvukovo-modifikaci-epoksidno-kompozici.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукової модифікації епоксидної композиції</a>
Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації
Номер патенту: 43672
Опубліковано: 25.08.2009
Автор: Колосов Олександр Євгенович
МПК: C08L 63/00, B29C 61/06, B29C 61/00, C09J 5/08, C08J 3/28
Мітки: прогнозування, ультразвукової, властивостей, епоксидної, використанням, одержаної, композиції, спосіб, модифікації
Формула / Реферат:
Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації, що використовуються при виготовленні армованих полімерних композиційних матеріалів, що включає визначення ефективних значень досліджуваних змінних параметрів ультразвукової обробки, при цьому як параметри вибирають частоту, амплітуду, інтенсивність ультразвукових коливань, а також температуру і час здійснення ультразвукової обробки...
Спосіб отвердіння епоксидної композиції
Номер патенту: 37650
Опубліковано: 10.12.2008
Автори: Добротвор Ігор Григорович, Букетов Андрій Вікторович
МПК: B32B 27/38
Мітки: композиції, спосіб, епоксидної, отвердіння
Формула / Реферат:
Спосіб отвердіння епоксидної композиції, що полягає у створенні механічної суміші з епоксидної діанової смоли і отверджувача, який відрізняється тим, що епоксидну діанову смолу додатково обробляють ультразвуком, а отверджувач обробляють електроіскровим гідроударом, після чого змішують епоксидну діанову смолу і отверджувач та термообробляють механічну суміш при температурі 323-343 К протягом часу 1,8-2,0 год.
Спосіб отвердіння епоксидної композиції
Номер патенту: 35394
Опубліковано: 10.09.2008
Автори: Добротвор Ігор Григорович, Букетов Андрій Вікторович
МПК: C09D 5/00
Мітки: отвердіння, спосіб, епоксидної, композиції
Формула / Реферат:
Спосіб отвердіння епоксидної композиції, що полягає у створенні механічної суміші з епоксидної діанової смоли і отверджувача, який відрізняється тим, що епоксидну діанову смолу додатково обробляють електроіскровим гідроударом, а отверджувач обробляють ультразвуком, після чого змішують епоксидну діанову смолу і отверджувач та термообробляють механічну суміш при температурі 323-343К протягом часу 1,8-2,0 год.
Спосіб отвердіння епоксидної композиції
Номер патенту: 36797
Опубліковано: 10.11.2008
Автори: Добротвор Ігор Григорович, Букетова Наталія Миколаївна, Букетов Андрій Вікторович
МПК: C09D 163/00
Мітки: епоксидної, спосіб, композиції, отвердіння
Формула / Реферат:
Спосіб отвердіння епоксидної композиції, що полягає у створенні механічної суміші з епоксидної діанової смоли і отверджувача, який відрізняється тим, що епоксидну діанову смолу обробляють електроіскровим гідроударом, після чого до неї додатково вводять оброблений ультразвуком пластифікатор і термообробляють при температурі 323-343 К протягом часу 1,8-2,0 год., потім вводять опромінений ультрафіолетом отверджувач і термообробляють...
Спосіб отвердіння епоксидної композиції
Номер патенту: 36796
Опубліковано: 10.11.2008
Автори: Добротвор Ігор Григорович, Савчук Петро Петрович, Пастух Олег Анатолійович, Митник Микола Мирославович, Шкодзінський Олег Ксаверович, Букетов Андрій Вікторович
МПК: C09D 163/00
Мітки: отвердіння, спосіб, епоксидної, композиції
Формула / Реферат:
Спосіб отвердіння епоксидної композиції, що полягає у створенні механічної суміші з епоксидної діанової смоли і отверджувача, який відрізняється тим, що епоксидну діанову смолу додатково опромінюють ультрафіолетом, а отверджувач обробляють електроіскровим гідроударом, після чого змішують епоксидну діанову смолу і отверджувач та термообробляють механічну суміш при температурі 323-343 К протягом часу 1,8-2,0 год.
Попередній патент: Електромеханічний пристрій для обробки матеріалів
Наступний патент: Пристрій для використання енергії зростання деревоподібної рослини
Випадковий патент: Спосіб захисту зерняткових садів від плодожерок