Спосіб зварювання сталей, що загартовуються
Номер патенту: 55073
Опубліковано: 17.03.2003
Автори: Кабацький Олексій Володимирович, Кабацький Володимир Іванович
Формула / Реферат
1. Спосіб зварювання сталей, що загартовуються, який полягає у використанні зварювальних матеріалів, які містять як легуючі елементи азот і ванадій, розплавлюванні електродного металу і наступному охолодженні металу шва, який відрізняється тим, що для підвищення стійкості металу шва проти утворення холодних тріщин азот (N) і ванадій (V) вводять в електродний метал, що розплавляється, у відношенні V/N = 3...5, а швидкість охолодження металу шва в інтервалі температур 700...500оС вибирають у межах 3...25оС/сек.
2. Спосіб за п. 1, який відрізняється тим, що азот і ванадій вводять переважно у вигляді нітридів ванадію (VN) разом з одним чи сумою ![]() активних розкислювачів (R), наприклад, алюмінієм, кальцієм і церієм у відношенні:
активних розкислювачів (R), наприклад, алюмінієм, кальцієм і церієм у відношенні: ![]() де
де ![]() - загальна частка добавок нітридів ванадію;
- загальна частка добавок нітридів ванадію; ![]() - загальна кількість введених у метал розкислювачів.
- загальна кількість введених у метал розкислювачів.
Текст
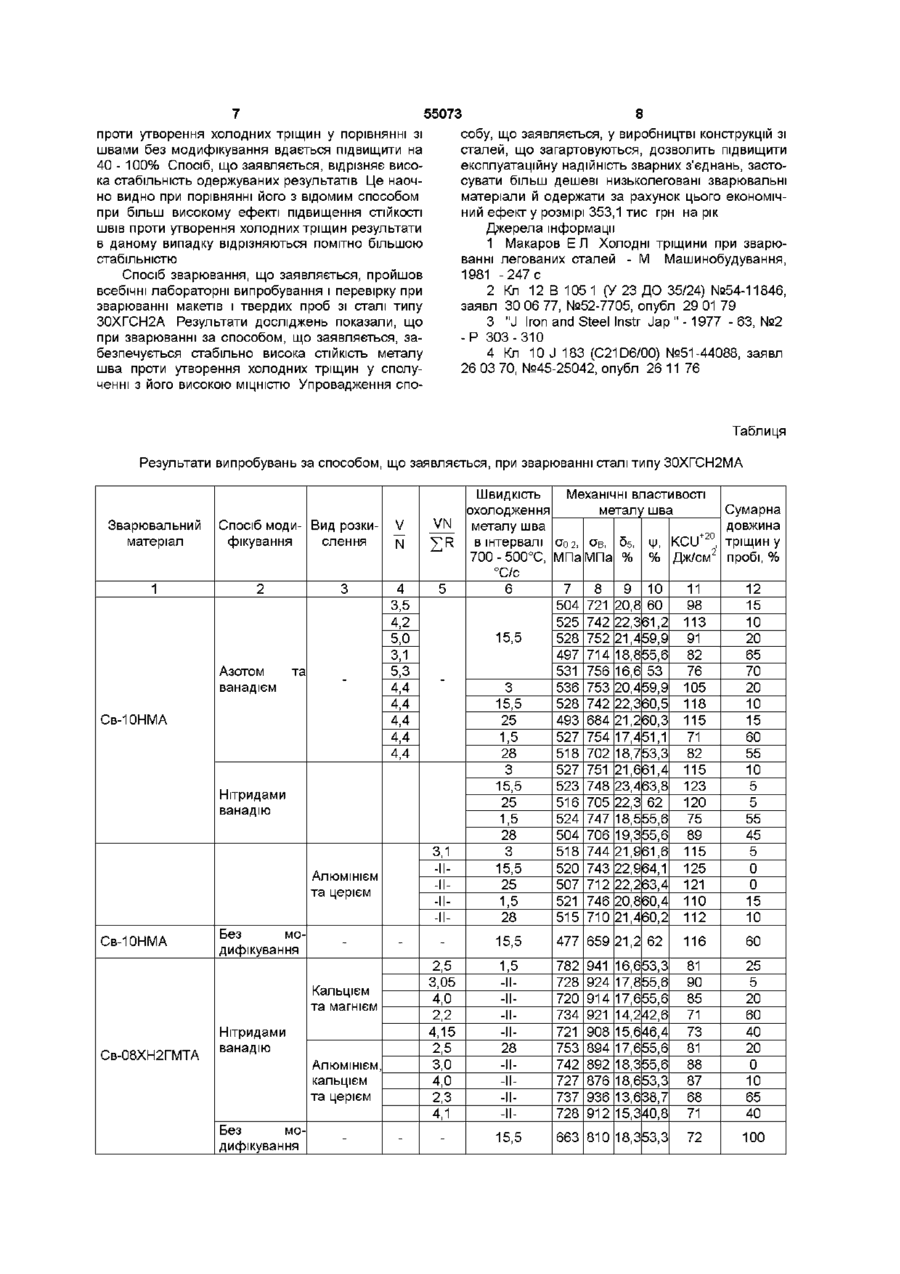
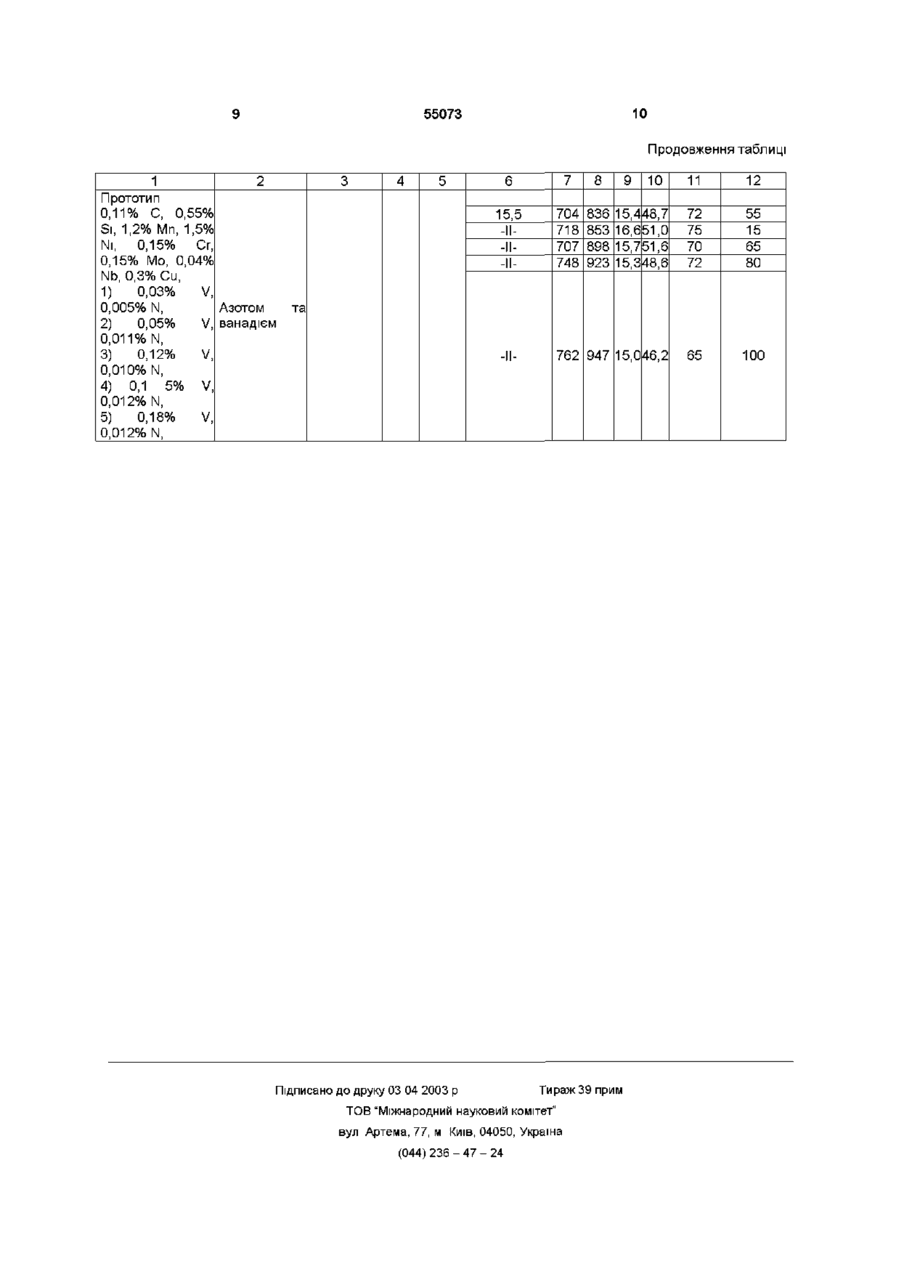
1 Спосіб зварювання сталей, що загартовуються, який полягає у використанні зварювальних матеріалів, які містять як легуючі елементи азот і ванадій, розплавлюванні електродного металу і наступному охолодженні металу шва, який відрізняється тим, що для підвищення СТІЙКОСТІ металу шва проти утворення холодних тріщин Винахід відноситься до галузі зварювання металів плавленням, зокрема, до способу зварювання сталей, що загартовуються, низьколегованими швами підвищеної МІЦНОСТІ В даний час у промисловості при виготовленні відповідальних конструкцій з сталей, що загартовуються (наприклад, сталей типу 20ХНЗМА, 25ХНЗМФА, ЗОХГСНА, 35ХМ та ш ), досить широке застосування знаходять способи зварювання високолегованими швами аустенітного чи аустенітно-феритного класів типу Х21Н10Г6, Х20Н9Г7Т та ш Такі шви мають високу СТІЙКІСТЬ проти утворення холодних тріщин, що дозволяє зварювати конструкції, виготовлені з термічне оброблених сталей, без підігріву і наступної термічної обробки Разом з цим, високолеговані аустенітні шви мають дуже невисокі характеристики МІЦНОСТІ (ОВ ^ бООМПа), що не завжди задовольняє вимогам, пропонованим до конструкцій з високоміцних сталей, що загартовуються [1] Дуже ефективного підвищення МІЦНОСТІ металу шва можна досягти при використанні низько легованих зварювальних матеріалів У той же час застосування при зварюванні високоміцних сталей значної більшості відомих низьколегованих матеріалів є проблематичним без використання додаткових технологічних заходів попереднього і супутнього підігріву, особливих прийомів техніки зварювання, термічної обробки з'єднань безпосередньо після зварювання Причиною цього є дуже азот (N) і ванадій (V) вводять в електродний метал, що розплавляється, у відношенні V/N = 3 5, а швидкість охолодження металу шва в інтервалі температур 700 500°С вибирають у межах З 25°С/сек 2 Спосіб за п 1, який відрізняється тим, що азот і ванадій вводять переважно у вигляді нітридів ванадію (VN) разом з одним чи сумою (s) активних розкислювачів (R), наприклад, алюмінієм, кальцієм і церієм у відношенні S(VN)/S(R)=2,5 4, де S(VN) - загальна частка добавок нітридів ванадію, z ( R ) - загальна КІЛЬКІСТЬ введених у метал розкислювачів невисока СТІЙКІСТЬ з єднань проти утворення холодних тріщин При цьому СТІЙКІСТЬ проти тріщин помітно знижується по мірі підвищення МІЦНОСТІ металу швів [1] Одним з найбільш раціональних і універсальних способів підвищення МІЦНОСТІ шва при збереженні високого рівня СТІЙКОСТІ його проти утворення холодних тріщин є модифікування (диспергування первинної і вторинної структури, зміна характеру виділення фаз і неметалічних включень) На модифікуванні заснована більшість перспективних способів одержання високоміцного низьколегованого шва Відомий, наприклад, спосіб одержання зварних з'єднань зі зниженою схильністю до утворення тріщин [2], що полягає у введенні в метал зварювальної ванни телуру і селену у КІЛЬКОСТІ 0,005 - 1г/100г наплавленого металу Як показують дослідження, введення цих елементів забезпечує досить високу СТІЙКІСТЬ металу шва проти утворення холодних тріщин при зварюванні високоміцної сталі типу 30ХГСН2А Разом з цим ефективність такого модифікування з підвищенням МІЦНОСТІ металу шва помітно знижується, що може бути викликано явищем внутрішньої адсорбції і, як наслідок, нерівномірністю розподілу фаз на основі телуру і селену Відомий також спосіб поліпшення структури і МІЦНОСТІ зварних з'єднань високоміцних сталей при зварюванні на великих погонних енергіях за рахунок невеликих добавок бору і РЗМ [3] Досліджен CO о Ю Ю 55073 ня показують, що таке модифікування низьколегованих швів підвищує їхню СТІЙКІСТЬ проти утворення холодних тріщин Разом з тим при цьому відзначається дуже помітна нестабільність результатів внаслідок схильності даних елементів до ліквацм і надзвичайно низької розчинності в у і а - модифікаціях заліза В результаті при такому виді модифікування нерідко спостерігаються прикордонні виділення фаз, які містять дані елементи, що веде до зниження СТІЙКОСТІ металу шва проти утворення тріщин Відомий, нарешті, спосіб виробництва високоміцного присадкового металу, що забезпечує одержання металу шва, який має високу в'язкість при зварюванні на підвищеній погонній енергії [4] Присадковий метал містить (у мас %) 1) вуглець 0,03 0,23, кремній 0,02 0,8, марганець 0,5 2,0, титан 0,003 0,07, алюміній 0,0005 0,1, азот загальний 0,0035 0,012, 2) те ж, що по п 1, крім того бор 0,0001 0,006, ніобій 0,01 1, ванадій 0,02 0,2, 3) те ж, що по п 2, крім того нікель s 5,0, мідь s 2,0, хром s 0,35, молібден s 0,35 Крім того повинно виконуватися умова 10*(С %) + (Мп %) s 2,8 Як показують проведені нами дослідження, даним способом можна одержати досить сприятливе сполучення МІЦНОСТІ і СТІЙКОСТІ металу шва проти утворення холодних тріщин Однак і в даному випадку одержувані результати відрізняються помітною нестабільністю Причиною цього є розвиток важкого для контролю процесу утворення прикордонних сегрегацій нітридних і карбонітридних фаз, що містять бор, ніобій, ванадій, титан і алюміній В основу винаходу, що заявляється, покладено задачу одержання стабільного ефекту підвищення СТІЙКОСТІ проти утворення холодних тріщин з'єднань з низьколегованими швами підвищеної МІЦНОСТІ Рішення поставленої задачі досягається спільним введенням в електродний метал азоту (N) і ванадію (V) у відношенні V/N = 3 5, а також вибором швидкості охолодження металу шва в інтервалі температур 700 500°С у межах 3 25°С/сек При цьому для більшої стабілізації ефекту досягнення високої СТІЙКОСТІ металу шва проти утворення холодних тріщин азот і ванадій вводяться разом з одним чи сумою (І) активних розкислювачів (R), наприклад, титаном, алюмінієм, кальцієм, церієм, магнієм, цирконієм у відношенні I(VN) / I(R) = 2,5 4, де I(VN) - загальна частка добавок нітридів ванадію, I(R) - загальна КІЛЬКІСТЬ введених у метал розкислювачів У результаті порівняльного аналізу з прототипом були виділені дані ВІДМІТНІ ознаки, що і обумовлюють ВІДПОВІДНІСТЬ цього рішення критерію «новизна» Із порівняльного аналізу з відомими технічними рішеннями можна зробити висновок, що ознаки відомих технічних рішень не збігаються з ознаками, що відрізняють рішення, що заявляється, від прототипу, а отже, рішення, що заявляється, має ІСТОТНІ ВІДМІННОСТІ Установлено, що характер присутності і розподілу модифікатора в металі шва є одним з найважливіших факторів, які визначають ефект модифікування Найбільш сприятливим є або рівномірний розподіл модифікатора у твердому розчині, або входження його до складу якоі-небудь дисперсної рівномірно розподіленої фази виділення, зокрема, нітридної При цьому відзначається найбільш оптимальне співвідношення характеристик МІЦНОСТІ та пластичних властивостей металу Відомо, ЩО азот розглядається як шкідлива домішка в сталі Підвищений зміст азоту викликає утворення пор при зварюванні Крім того, він може сприяти старінню й зкрихчуванню металу при експлуатації Тому вміст азоту в металі шва завжди обмежується У зв'язку з цим використання азоту як модифікатора вимагає одночасного введення в метал нітридотвірного елемента, більш активного, ніж залізо, марганець і кремній, який буде надійно зв'язувати азот, а утворені ним нітриди будуть розчинятися при температурах аустенитизацм Застосування для цих цілей поверхнево-активних металів не можна визнати доцільним, внаслідок їхньої схильності в умовах кристалізації до ліквацм в МІЖВІСЬОВІ і прикордонні ділянки У цьому випадку в литому металі відзначаються грубі прикордонні скупчення у твердому розчині чи у вигляді фаз виділення Такий розподіл визначає підвищення МІЦНОСТІ і погіршення пластичних властивостей металу шва Виходячи з сказаного найбільш доцільним є введення разом з азотом термодинамічно малоактивного модифікатора, який не утворював би з постійними домішками металу - киснем і сіркою неметалеві включення, карбіди та штерметаліди до початку у - а - перетворення, розчинявся в аустениті при температурі аустенитизацм, зберігав рівномірний розподіл у твердому розчині чи виділявся при охолодженні у вигляді високодисперсної рівномірно розподіленої нітридної фази Як показали дослідження, найбільш повно перерахованим вимогам задовольняє ванадій При цьому встановлено, що для того, щоб надійно зв'язати весь азот у нітриди, ванадій необхідно вводити одночасно з азотом у співвідношенні, близькому до стехіометричного, а саме V/N = 3,5 5 При недостатньому ВМІСТІ ванадію азот, як поверхнево-активний елемент, що володіє високою дифузійною рухливістю, неминуче буде ліквувати на межи зерен, призводячи до погіршення властивостей металу Надлишок ванадію призводить до скупчення на межах зерен важко розчинних карбідів ванадію, що також знижує пластичність металу У випадку переважного утворення нітридів ванадію ефект модифікування визначається характером їхнього виділення Встановлено, що температура найбільш інтенсивного виділення нітридів ванадію коливається в залежності від складу металу шва від 500 до 700°С При цьому характер виділення нітридів залежить від швидкості охолодження металу в цьому інтервалі температур Значне зниження швидкості охолодження металу і зв'язаний з цим зсув дифузійного у - а - перетворення в область більш високих температур може призводити до прикордонного виділення нітридів ванадію При цьому можуть спостерігатися голкоподібні виділення нітридної фази, що підвищують небезпеку виникнення холодних тріщин 3 підвищенням швидкості охоло 5 дження прикордонні виділення і така форма росту нітридів ванадію менш ймовірні, тому що вони визначаються умовами дифузійного перерозподілу елементів між зародками нових фаз, що утворюються при у —> а- перетворенні, і зонами їхнього зчленування Експериментальне встановлено, що для забезпечення більш рівномірного внутрішньозеренного характеру виділення нітридів швидкість охолодження металу шва в інтервалі температур 700 500°С повинна бути не менш 3°С/сек 3 іншого боку швидкість охолодження металу шва в зазначеному інтервалі температур не бажана більш, ніж 25°С/сек, тому що при цьому велика частина ванадію й азоту залишається у твердому розчині, що може також призводити до зниження ефекту модифікування і погіршення властивостей металу При оптимальній швидкості охолодження металу шва нітриди ванадію виділяються у вигляді високодисперсних часток розміром (3 6) * 10 9 см, що зберігають когерентний зв'язок з матрицею твердого розчину а-заліза Присутність таких дрібних часток у металі шва впливає на механічні властивості і СТІЙКІСТЬ проти утворення холодних тріщин, тому що при цьому знижується ймовірність розвитку біля них локальних критичних напружень Спільне введення азоту і ванадію в необхідному відношенні в електродний метал може з успіхом здійснюватися за допомогою феросплавів Однак найбільш стабільні результати дає введення азоту і ванадію спеціальними лігатурами, у яких вони присутні переважно у вигляді нітридів ванадію При цьому досягається внесення в рідкий метал практично розрахункових їхніх концентрацій Це може здійснюватися будь-яким прийнятним способом крізь керамічний флюс, електродне покриття чи стержень електрода, шихту порошкового дроту, електродний дріт суцільного перетину та ін При цьому встановлено, що вид об'єкту введення не має принципового значення для реалізації способу, що заявляється КІЛЬКІСТЬ нітридів ванадію, що вводяться, визначається необхідним ступенем зміцнення шва і залежить від конкретного складу електродного металу Внаслідок малих значень добутків рівноважної розчинності нітридів у у і а - залізі, можливі їхні оптимальні добавки у метал присадки обмежуються приблизно 10 1% При введенні в електродний метал за допомогою лігатур азоту і ванадію у вигляді нітридів досягається стабільно висока СТІЙКІСТЬ металу шва проти утворення холодних тріщин у сполученні з підвищенням його МІЦНОСТІ Однак і в цьому випадку виявляється деякий вплив швидкості охолодження металу шва на характер виділення нітридів Залежність характеру виділення нітридів ванадію від швидкості охолодження може бути істотно зменшена додатковим введенням у метал одного чи декількох елементів, здатних конкурувати з азотом і ванадієм у явищі міжкристалітної внутрішньої адсорбції Встановлено, що найбільш висока рівномірність розподілу нітридів ванадію дося 55073 55073 8 собу, що заявляється, у виробництві конструкцій зі сталей, що загартовуються, дозволить підвищити експлуатаційну надійність зварних з'єднань, застосувати більш дешеві низьколеговані зварювальні матеріали й одержати за рахунок цього економічний ефект у розмірі 353,1 тис грн нарік Джерела інформації 1 Макаров ЕЛ Холодні тріщини при зварюванні легованих сталей - М Машинобудування, 1981 -247 с 2 Кл 12 В 105 1 (У 23 ДО 35/24) №54-11846, заявл ЗО 06 77, №52-7705, опубл 29 01 79 3 "J Iron and Steel Instr Jap " -1977 - 63, №2 -P 303-310 4 Kn 10 J 183 (C21D6/00) №51-44088, заявл 26 03 70, №45-25042, опубл 26 11 76 проти утворення холодних тріщин у порівнянні зі швами без модифікування вдається підвищити на 40 - 100% Спосіб, що заявляється, відрізняє висока стабільність одержуваних результатів Це наочно видно при порівнянні його з відомим способом при більш високому ефекті підвищення СТІЙКОСТІ швів проти утворення холодних тріщин результати в даному випадку відрізняються помітно більшою стабільністю Спосіб зварювання, що заявляється, пройшов всебічні лабораторні випробування і перевірку при зварюванні макетів і твердих проб зі сталі типу 30ХГСН2А Результати досліджень показали, що при зварюванні за способом, що заявляється, забезпечується стабільно висока СТІЙКІСТЬ металу шва проти утворення холодних тріщин у сполученні з його високою МІЦНІСТЮ Упровадження спо Таблиця Результати випробувань за способом, що заявляється, при зварюванні сталі типу 30ХГСН2МА Зварювальний матеріал 1 Спосіб моди- Вид розкифікування слення 2 та ZR Св-ЮНМА -II-II-II-II 15,5 25 1,5 28 7 504 525 528 497 531 536 528 493 527 518 527 523 516 524 504 518 520 507 521 515 15,5 477 659 21,2 62 1,5 3,05 4,15 4 3,5 4,2 5,0 3,1 5,3 4,4 4,4 4,4 4,4 4,4 VN 2,5 Азотом ванадієм 3 V N 5 Швидкість Механічні властивості охолодження металу шва металу шва +20 в інтервалі О~0 2, о-в, 5 5 , Ф, кси , 700 - 500°С, МПа МПа % % Дж/см2 °С/с -II-II-II-II 2,5 3,0 4,0 2,3 4,1 -II-II-II-II 782 728 720 734 721 753 742 727 737 728 941 924 914 921 908 894 892 876 936 912 15,5 15,5 25 1,5 28 3 15,5 3,1 АЛЮМІНІЄМ та церієм Без модифікування Кальцієм та магнієм Св-08ХН2ГМТА 4,0 2,2 Нітридами ванадію АЛЮМІНІЄМ, кальцієм та церієм Без модифікування 3 15,5 Нітридами ванадію Св-ЮНМА 6 25 1,5 28 3 28 8 721 742 752 714 756 753 742 684 754 702 751 748 705 747 706 744 743 712 746 710 9 10 20,8 60 22,3 61,2 21,4 59,9 18,8 55,6 16,6 53 20,4 59,9 22,3 60,5 21,2 60,3 17,4 51,1 18,7 53,3 21,6 61,4 23,4 63,8 22,3 62 18,5 55,6 19,3 55,6 21,9 61,6 22,9 64,1 22,2 63,4 20,8 60,4 21,4 60,2 Сумарна довжина тріщин у пробі, % 11 98 113 91 82 76 105 118 115 71 82 115 123 120 75 89 115 125 121 110 112 12 15 10 20 65 70 20 10 15 60 55 10 5 5 55 45 5 0 0 15 10 116 60 16,6 53,3 17,8 55,6 17,6 55,6 14,2 42,6 15,6 46,4 17,6 55,6 18,3 55,6 18,6 53,3 13,6 38,7 15,3 40,8 81 90 85 71 73 81 88 87 68 71 25 5 20 60 40 20 0 10 65 40 663 810 18,3 53,3 72 100 55073 10 Продовження таблиці 1 2 Прототип 0,11% С, 0,55% Si, 1,2% Mn, 1,5% Ni, 0,15% Cr, 0,15% Mo, 0,04% Nb, 0,3% Cu, 1) 0,03% V, 0,005% N, Азотом 2) 0,05% V, ванадієм 0,011% N, 3) 0,12% V, 0,010% N, 4) 0,1 5% V, 0,012% N, 5) 0,18% V, 0,012% N, 4 6 7 8 15,5 -II-II-II 3 704 718 707 748 836 853 898 923 5 9 10 11 12 15,4 48,7 16,6 51,0 15,7 51,6 15,3 48,6 72 75 70 72 55 15 65 80 762 947 15,0 46,2 65 100 та -II Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding of hardenable steels
Назва патенту російськоюСпособ сваривания закаляемых сталей
МПК / Мітки
МПК: B23K 9/00
Мітки: загартовуються, зварювання, спосіб, сталей
Код посилання
<a href="https://ua.patents.su/5-55073-sposib-zvaryuvannya-stalejj-shho-zagartovuyutsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання сталей, що загартовуються</a>
Спосіб дугового зварювання мартенситних високовуглецевих сталей
Номер патенту: 25644
Опубліковано: 30.10.1998
Автори: Чигарьов Валерій Васильович, Сергієнко Юрій Вікторовіч, Носовський Борис Іванович
МПК: B23K 9/00
Мітки: спосіб, високовуглецевих, сталей, дугового, зварювання, мартенситних
Формула / Реферат:
Способ дуговой сварки мартенситных высокоуглеродистых сталей плавящимся электродом, отличающийся тем, что перед сваркой подогревают металл до 230 - 270°C с последующим местным локальным подогревом выше линии мартенситных превращений на 20 - 50°C в течение 90 - 100 секунд с опережением движения сварочной ванны.
Спосіб контактного стикового зварювання оплавленням деталей з ферітно-аустенітних сталей
Номер патенту: 16877
Опубліковано: 29.08.1997
Автори: Кучук-Яценко Сергій Іванович, Нікітін Анатолій Сергійович, Казимов Борис Іванович, Швець Юрій Васильович
МПК: B23K 11/04
Мітки: ферітно-аустенітних, стикового, зварювання, оплавленням, деталей, контактного, спосіб, сталей
Формула / Реферат:
Способ контактной стыковой сварки оплавлением деталей из ферритно-аустенитных сталей, при котором детали оплавляют и осаживают в определенной среде, а затем сварное соединение подвергают дополнительной обработке, отличающийся тем, что, с целью упрощения технологии сварки, детали оплавляют и осаживают на воздухе. припуск на оплавление устанавливают равным толщине свариваемых деталей, величину осадки устанавливают в 1—2 раза меньше припуска на...
Спосіб зварювання сталей під флюсом
Номер патенту: 4852
Опубліковано: 28.12.1994
Автори: Іващенко Георгій Антонович, Веселов Валентин Арсентьович, Демченко Юрій Володимирович, Асніс Аркадій Юхимович
Мітки: флюсом, зварювання, спосіб, сталей
Формула / Реферат:
СПОСОБ СВАРКИ СТАЛИ ПОД ФЛЮСОМ, при котором во флюс добавлявют сухую углекислоту, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества сварного соединения, повышения вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристаллизации и охлаждения в интервале температур 800-500°С и повышения производительности сварки, сухую...
Склад електродного покриття для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 24113
Опубліковано: 31.08.1998
Автори: Дзюба Вячеслав Михайлович, Мойсов Леонід Петрович, Лапшин Віктор Михайлович, Йосипов Микола Григорович, Петрова Людмила Савеліївна, Хохлов Віктор Григорович, Сафронов Олександр Сергійович, Кир'яков Микола Миколайович, Богаєвський Олексій Леонідович, Філіпов Юрій Олександрович
МПК: B23K 35/365
Мітки: покриття, сталей, низьколегованих, склад, електродного, зварювання, вуглецевих
Формула / Реферат:
Формула изобретенияСостав электродного покрытия для сварки углеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, ферромарганец, ферросилиций, ферротитан, поташ, целлюлозу, железный порошок, отличающийся тем, что, с целью повышения прочности металла шва при высокопроизводительной сварке сталей повышенной прочности, состав дополнительно содержит отвальный шлак никелевого производства и лигатуру...
Порошковий дріт для зварювання сталей
Номер патенту: 23931
Опубліковано: 31.08.1998
Автори: Паньков Василь Іванович, Гришанов Аркадій Олександрович, Пазірук Ігор Феофілович, Проскудін Валерій Миколайович, Ігнатушенко Аркадій Анатолійович
МПК: B23K 31/00
Мітки: зварювання, порошковий, дріт, сталей
Формула / Реферат:
1. Порошковая проволока для сварки сталей, состоящая из металлической оболочки и порошкообразной шихты, содержащей фторид кальция, фторид лития, фторид кобальта, углекислый кальций, двуокись кремния, алюминий, молибден, никель, отличающаяся тем, что шихта дополнительно содержит феррохром при следующем соотношении компонентов, мас.%:Фторид кальция 40-49Фторид лития 5-11Фторид...
Попередній патент: Спосіб виготовлення виробів із волокнистої маси
Наступний патент: Шток пароповітряного молота
Випадковий патент: Дробарка