Спосіб зварювання тиском
Номер патенту: 64794
Опубліковано: 25.11.2011
Автори: Кучук-Яценко Віктор Сергійович, Зяхор Ігор Васильович, Кучук-Яценко Сергій Іванович
Формула / Реферат
Спосіб зварювання тиском металевих матеріалів через прошарок, який утворюють мікрошарами, що чергуються, одна частина яких складається з найбільш легкоплавкого компонента заготовок, що з'єднуються, виконують стиснення і нагрівання зони контакту заготовок, який відрізняється тим, що для з'єднання першої заготовки з дисперсійнозміцненого ливарного нікелевого сплаву, у структурі якого присутня евтектична зміцнююча фаза, з другою заготовкою з дисперсійнозміцненого деформованого нікелевого сплаву, зовнішні і всі непарні мікрошари прошарку створюють із сплаву, що за хімічним складом відповідає складу евтектичної зміцнюючої фази першої заготовки, склад парних мікрошарів і співвідношення товщини зазначених мікрошарів встановлюють так, щоб склад прошарку в цілому відповідав складу першої заготовки, процес нагрівання області з'єднання заготовок ведуть до температури плавлення евтектичної зміцнюючої фази першої заготовки з наступним припиненням нагрівання і підвищенням зусилля стиснення або без нього.
Текст
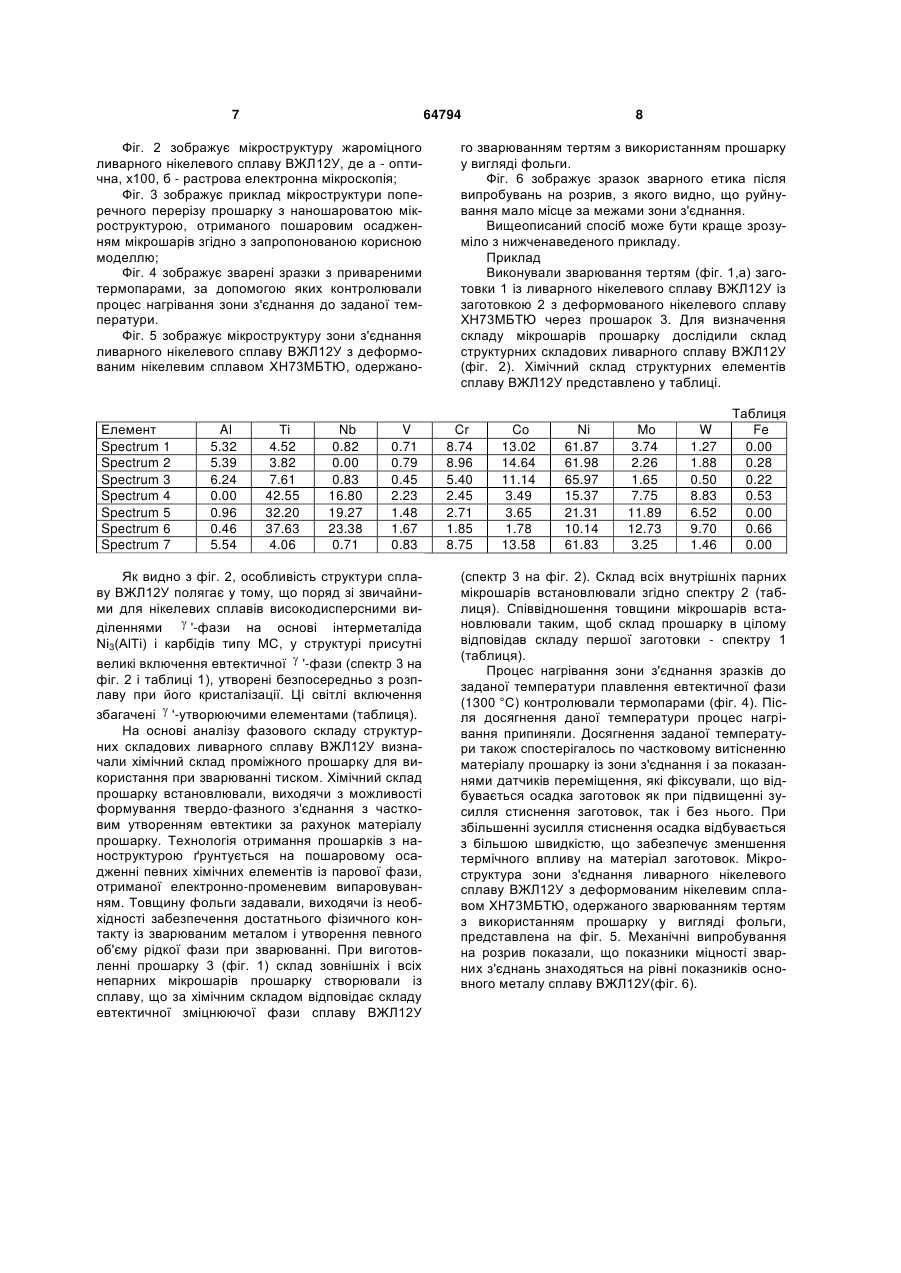
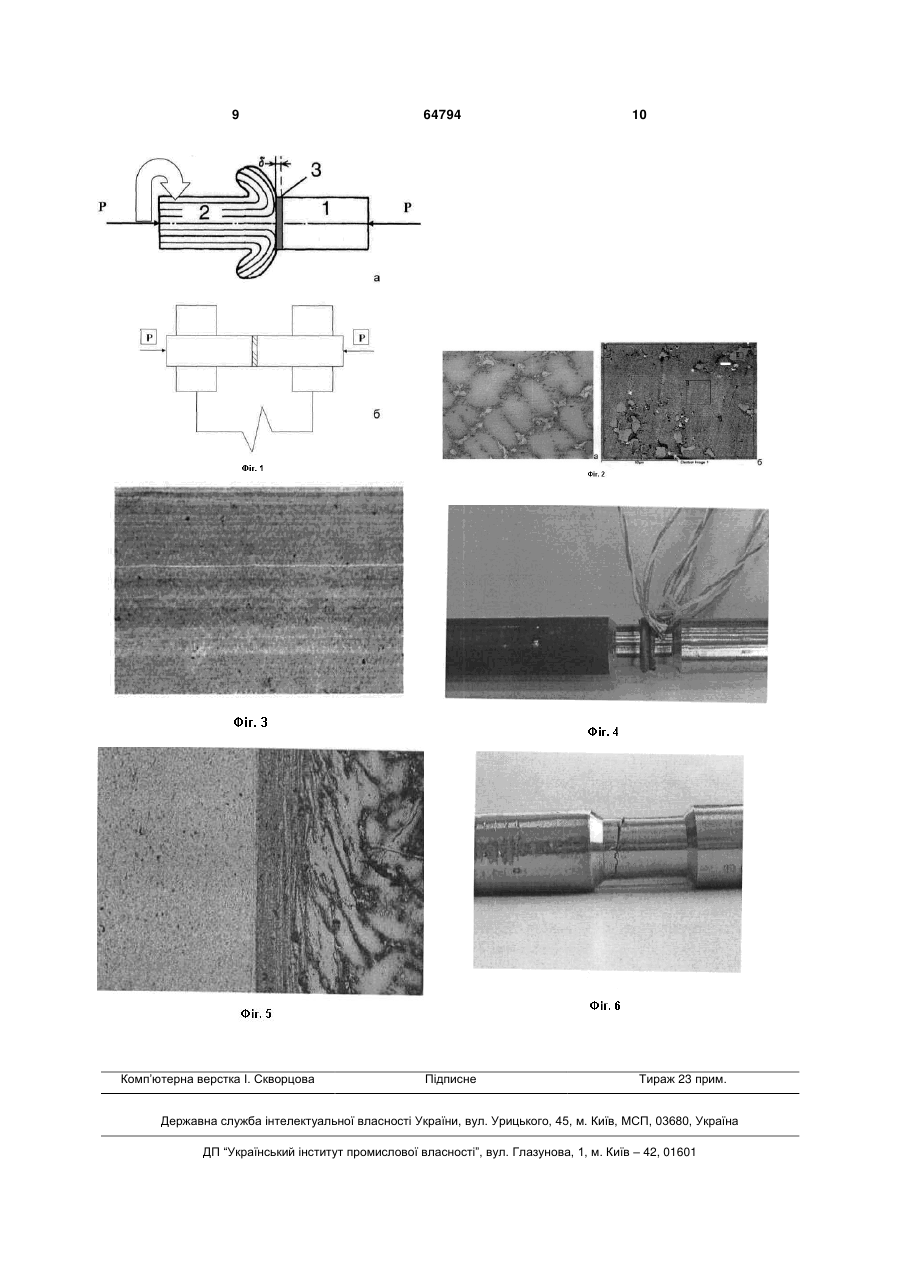
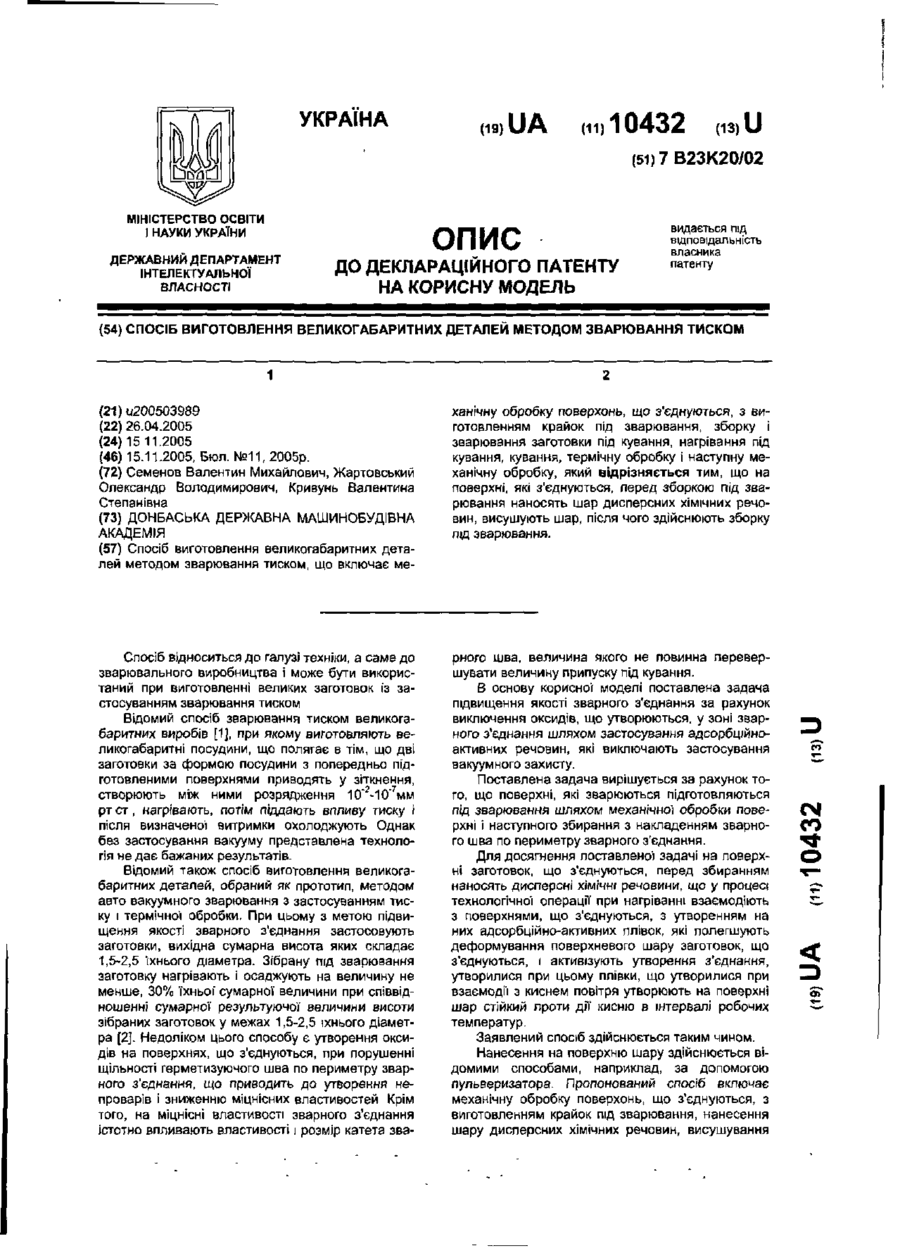
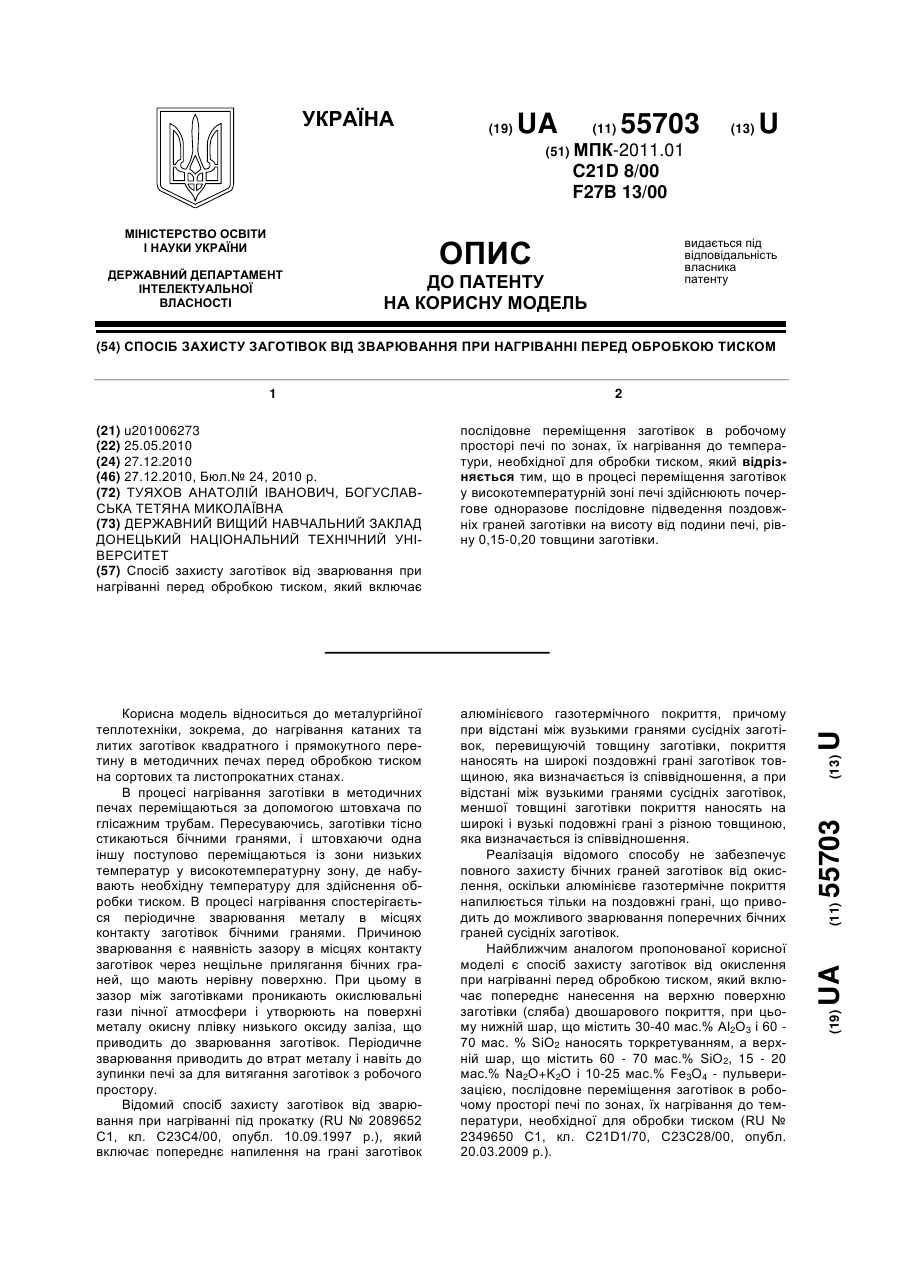
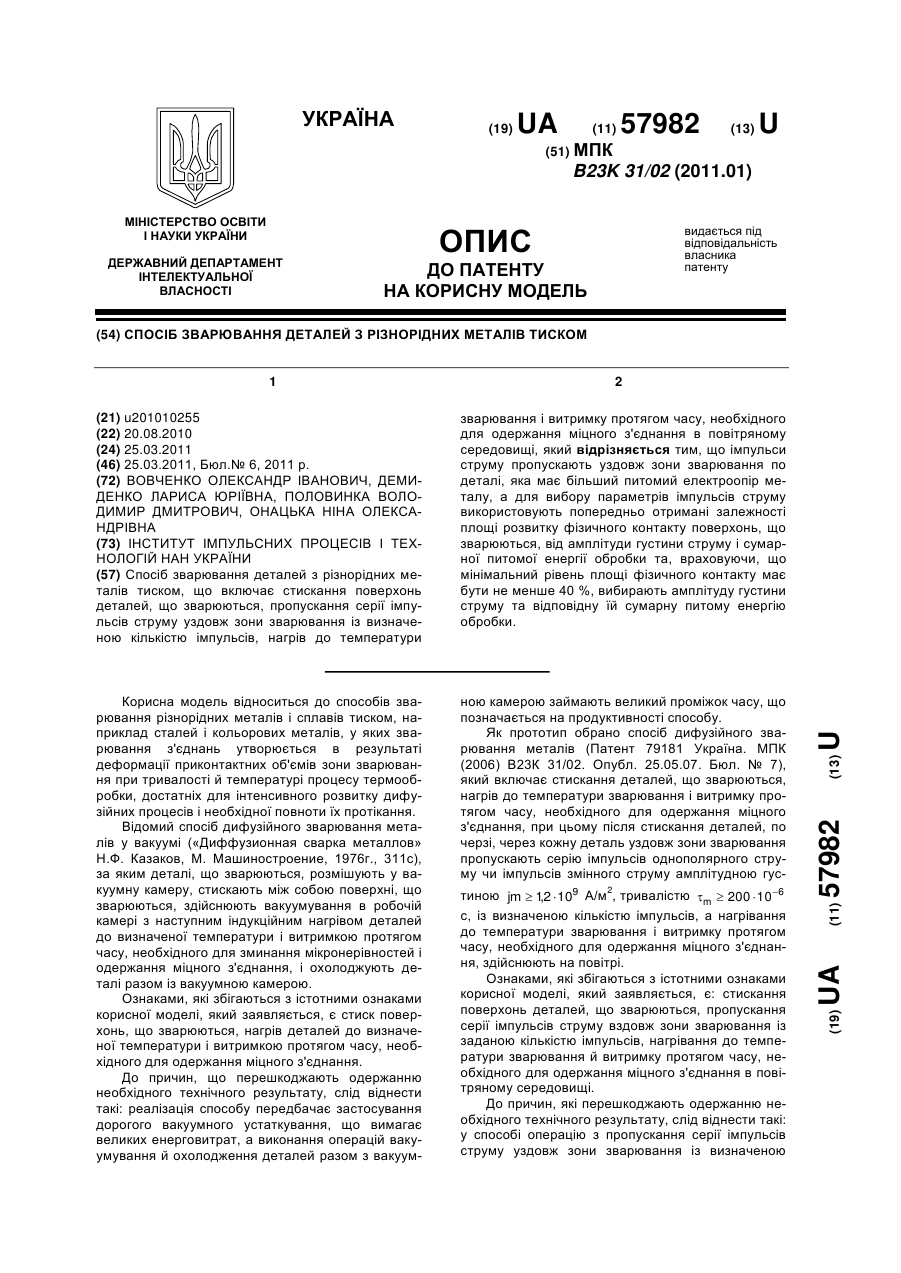
Спосіб зварювання тиском металевих матеріалів через прошарок, який утворюють мікрошарами, що чергуються, одна частина яких складається з найбільш легкоплавкого компонента заготовок, що з'єднуються, виконують стиснення і нагрівання зони контакту заготовок, який відрізняється тим, 3 внаслідок чого не вдається забезпечити достатню пластичну деформацію приконтактних об'ємів металу для утворення якісних з'єднань. Одним із напрямків удосконалення технологій зварювання тиском сплавів, що традиційно вважаються такими, що не зварюються або важко зварюються, є використання матеріалів з наноструктурою як прошарків та активаторів для одержання зварних з'єднань. При зварюванні тиском для формування якісного з'єднання необхідно забезпечити певну величину деформації однієї або обох заготовок, що супроводжується витисненням оксидів і адсорбованих плівок за межі перетину заготовок. Температурний інтервал деформування (ТІД) сплаву залежить від його хімічного складу й визначається температурою Tр '- повного розчинення зміцнюючої '-фази з одного боку, і температурою початку плавлення Тсолідус з іншого. Зі збільшенням об'ємної частки '-фази в сплаві ТІД звужується - температура початку плавлення сплаву знижується, а температура повного розчинення '-фази підвищується. Високолеговані ливарні сплави вважаються такими, що практично не деформуються, тому надзвичайно багатообіцяючим є використання як активатора процесу зварювання тиском проміжного прошарку у наноструктурному стані. Відомі способи зварювання тиском, які спрямовані на вирішення поставленої проблеми. У патенті US №4700881 (МПК В23К 35/00;35/30;35/00, опубл. 1987.10.20) запропоновано спосіб дифузійного зварювання у вакуумі жароміцних нікелевих сплавів через прошарок, що складається з шарів фольги того ж хімічного складу, що й матеріал з'єднуваних деталей, поверхня яких збагачена бором. Нагрівання зони з'єднання до температури, при якій відбувається плавлення збагачених бором ділянок фольги і наступна його витримка при цій температурі приводить до формування з'єднання, вільного від пор. Недоліком такого методу є тривалий час витримки при заданій температурі, яка є необхідною для забезпечення дифузійного перерозподілу бору із зони з'єднання в основний метал. Як наслідок цього процесу зона з'єднання збагачується бором, що може призвести до зниження міцності з'єднання. Відомий спосіб дифузійного з'єднання металевих деталей через прошарок шляхом підбору складових елементів прошарку за умови, що елементи здатні формувати евтектичний сплав, до складу якого входить інтерметалева сполука, а температура плавлення нижча за температуру плавлення матеріалу, що з'єднується, та оптимізації умов проведення технологічного процесу зварювання [Патент UA №87053 МПК В23К 14/00 опубл. в Бюл. №11,2009.06.10]. Зокрема, завдяки підбору температури нагрівання зони з'єднання при постійно діючих стискаючих зусиллях, необхідних для пластичної деформації матеріалу прошарку відбувається інтенсифікація локального розігріву матеріалу прошарку, перехід його в надпластичний стан внаслідок утворення в прошарку гетерофазної структури, яка складається з шарів пересиченого твердого розчину, який утворився 64794 4 внаслідок розчинення дисперсних інтерметалідних включень, і шарів евтектичної зміцнюючої фази. Однак, запропонована у відомому способі температура нагрівання зони з'єднання (не менш, ніж на 10 градусів менше за температуру евтектичного сплаву, що утворюється при дифузійному перемішуванні елементів прошарку) не забезпечує переходу прошарку або окремих шарів прошарку у рідкий стан, що не сприяє активації контактних поверхонь деталей і процесу формування з'єднань. У даному випадку протікання процесу хімічної взаємодії між з'єднуваними поверхнями, дифузія елементів прошарку в основний матеріал, диспергування і витіснення за межі зони контакту оксидних плівок і перетворенню її в зону об'ємної взаємодії можливе тільки за умови значного часу процесу зварювання, який повинен становити десятки хвилин. Для більшості способів зварювання тиском з більш інтенсивним силовим впливом і меншим часом циклу зварювання (від 1 с до 30 с), зокрема зварювання тертям, контактного стикового зварювання опором та ін., реалізація даного способу не забезпечує отримання якісних з'єднань. За прототип запропонованої корисної моделі прийнятий спосіб дифузійного з'єднання металевих деталей через прошарок, що включає створення між з'єднуваними поверхнями прошарку із шаруватого матеріалу, який складається з металевих шарів чистих різнорідних елементів або сплавів на їх основі, з'єднання деталей у збірку, стиснення, нагрівання і витримку у вакуумі при заданій температурі протягом певного часу патент UA №23980, [МПК В23К 14/00, опубл. в Бюл. №4,2002.04.15]. У даному способі прошарок створюють із шаруватого матеріалу, утвореного численними мікрошарами, що чергуються, одна частина яких складається з найбільш легкоплавкого елемента, що входить до складу матеріалу з'єднуваних деталей, а інша частина включає всі інші елементи, що входять до складу з'єднуваних деталей, а співвідношення товщини зазначених мікрошарів вибирають так, щоб склад прошарку в цілому відповідав складу з'єднуваних деталей. При цьому нагрівання з'єднання здійснюють до температури, близької до температури плавлення шарів з найбільш легкоплавкого компонента, а витримку - при температурі, тиску й часі, які забезпечують утворення між з'єднуваними деталями твердої однорідної зони з'єднання, хімічний склад якої відповідає хімічному складу з'єднуваних деталей. З опису даного способу випливає, що в результаті цього процесу прошарки з мікрошаруватого матеріалу забезпечують формування зони з'єднання, що по хімічному складу відповідає складу матеріалу деталей, що з'єднуються. Способу, прийнятому за прототип, притаманний ряд недоліків. По-перше, утворення між з'єднуваними деталями твердої однорідної зони з'єднання, хімічний склад якої відповідає хімічному складу з'єднуваних деталей можливе тільки за умови значного часу процесу зварювання, що є характерним для тільки для дифузійного зварювання у вакуумі. Для інших способів зварювання тиском з меншим часом циклу зварювання, зокре 5 ма зварювання тертям, контактного стикового зварювання опором, реалізація даного способу не забезпечує отримання якісних з'єднань. По-друге, при зварюванні різнорідних матеріалів, наприклад жароміцних нікелевих сплавів різних систем легування, неможливо визначити склад і співвідношення товщини мікрошарів проміжного прошарку, для того, щоб склад прошарку в цілому відповідав складу з'єднуваних деталей. По-третє, у даному способі не визначається, яким є склад зовнішніх мікрошарів прошарку - таким, що відповідає складу найбільш легкоплавкого елемента, що входить до складу матеріалу з'єднуваних деталей, чи складу, що включає всі інші елементи, що входять до складу з'єднуваних деталей. А саме це фактор має суттєвий вплив на активацію з'єднуваних поверхонь і утворення з'єднання. По-четверте, при нагріванні зони контакту до температури, близької до температури плавлення шарів з найбільш легкоплавкого компонента, що не дозволяє досягти твердо-рідкого стану матеріалу прошарку і в повній мірі реалізувати переваги запропонованого способу, тобто забезпечити інтенсифікацію процесів активації контактних поверхонь деталей, утворення зони об'ємної взаємодії і формування з'єднань. В основу запропонованої корисної моделі поставлена задача розширення функціональних можливостей способу зварювання тиском металевих матеріалів через прошарок при з'єднанні матеріалів у різнорідному сполученні, зокрема заготовок з дисперсійнозміцнених ливарного нікелевого сплаву і деформованого нікелевого сплаву, шляхом підбору складу та черговості мікрошарів прошарку, встановлення температури нагрівання області з'єднання заготовок до значення, при якому забезпечується реалізація процесів активації контактних поверхонь деталей, утворення зони об'ємної взаємодії і формування якісних з'єднань, механічні характеристики яких відповідають таким для більш жароміцного ливарного нікелевого сплаву. Поставлена задача досягається тим, що в способі зварювання тиском металевих матеріалів через прошарок, який утворюють мікрошарами, що чергуються, одна частина яких складається з найбільш легкоплавкого компонента заготовок, що з'єднуються, виконують стиснення і нагрівання зони контакту заготовок, згідно з запропонованою корисною моделлю для з'єднання першої заготовки з дисперсійнозміцненого ливарного нікелевого сплаву, у структурі якого присутня евтектична зміцнююча фаза, з другою заготовкою з дисперсійнозміцненого деформованого нікелевого сплаву, зовнішні і всі непарні мікрошари прошарку створюють із сплаву, що за хімічним складом відповідає складу евтектичної зміцнюючої фази першої заготовки, склад парних мікрошарів і співвідношення товщини зазначених мікрошарів встановлюють так, щоб склад прошарку в цілому відповідав складу першої заготовки, процес нагрівання області з'єднання заготовок ведуть до температури плавлення евтектичної зміцнюючої фази першої заготовки з наступним припиненням нагрівання і підвищенням зусилля стиснення або без нього. 64794 6 Вказаний вище технічний результат, який досягається в процесі реалізації запропонованого способу, обумовлений ознаками, які відрізняють його від ознак подібних технологій, описаних згідно відомого рівня техніки, зокрема, зазначених у способі, прийнятому за прототип. Дане технічне рішення забезпечує одержання з'єднань із високим поєднанням механічних характеристик завдяки запобіганню процесів деградації механічних властивостей з'єднуваних матеріалів через їх повільне нагрівання і тривалу витримку при підвищених температурах (як це має місце у відомому технічному рішенні), а також завдяки утворенню у результаті процесу зварювання зони з'єднання, склад якої в цілому відповідає складу першої заготовки, що забезпечує виділення зміцнюючих фаз у зоні з'єднання у процесі охолодження зварної конструкції від температури зварювання до температури навколишнього середовища і відповідність показників механічних властивостей з'єднання значенням для основного металу першої заготовки, яка має більш високі показники жароміцності. Досягнення таких характеристик є можливим перш за все завдяки тому, що у запропонованому способі зварювання тиском якісний склад зовнішніх мікрошарів прошарку, співвідношення товщини всіх мікрошарів прошарку, температурний режим нагрівання встановлюють таким чином, що у процесі зварювання забезпечується реалізація процесів активації контактних поверхонь деталей за рахунок утворення рідкої фази у зоні контакту прошарку із з'єднуваними матеріалами, а завдяки утворенню рідкої фази у всіх непарних мікрошарах прошарку, на який діють зусилля стиснення заготовок, забезпечується інтенсифікація деформації зсуву у прошарку і приконтактних об'ємах з'єднуваних заготовок, диспергування і витіснення за межі зони контакту оксидних плівок, утворення зони об'ємної взаємодії і формування якісних з'єднань, механічні характеристики яких відповідають таким для більш жароміцного ливарного нікелевого сплаву. У даному випадку протікання процесу хімічної взаємодії між з'єднуваними поверхнями, взаємна дифузія елементів прошарку і їх дифузія в основний матеріал, диспергування, відновлення оксидних плівок, часткове витіснення за межі зони контакту матеріалу прошарку і продуктів хімічної взаємодії відбувається практично миттєво, що забезпечує можливість формування з'єднань при способах зварювання тиском, які характеризуються локальним нагріванням зони контакту, порівняно високим зусиллям стиснення і незначним часом зварювання, а саме - зварювання тертям і контактне зварювання опором. Технічну суть корисної моделі пояснюють наведені креслення і фотографії, де Фіг. 1 представляє схему процесу утворення нероз'ємного з'єднання заготовок за допомогою прошарку в процесі нагрівання зони з'єднання в умовах стискуючих зусиль: а - зварювання тертям, б - контактне стикове зварювання опором, 1,2 заготовки, що зварюються, 3 - прошарок, Р - зусилля стиснення; 7 64794 Фіг. 2 зображує мікроструктуру жароміцного ливарного нікелевого сплаву ВЖЛ12У, де а - оптична, х100, б - растрова електронна мікроскопія; Фіг. 3 зображує приклад мікроструктури поперечного перерізу прошарку з наношароватою мікроструктурою, отриманого пошаровим осадженням мікрошарів згідно з запропонованою корисною моделлю; Фіг. 4 зображує зварені зразки з привареними термопарами, за допомогою яких контролювали процес нагрівання зони з'єднання до заданої температури. Фіг. 5 зображує мікроструктуру зони з'єднання ливарного нікелевого сплаву ВЖЛ12У з деформованим нікелевим сплавом ХН73МБТЮ, одержано Елемент Spectrum 1 Spectrum 2 Spectrum 3 Spectrum 4 Spectrum 5 Spectrum 6 Spectrum 7 Al 5.32 5.39 6.24 0.00 0.96 0.46 5.54 Ті 4.52 3.82 7.61 42.55 32.20 37.63 4.06 Nb 0.82 0.00 0.83 16.80 19.27 23.38 0.71 V 0.71 0.79 0.45 2.23 1.48 1.67 0.83 Як видно з фіг. 2, особливість структури сплаву ВЖЛ12У полягає у тому, що поряд зі звичайними для нікелевих сплавів високодисперсними виділеннями '-фази на основі інтерметаліда Nі3(АlТі) і карбідів типу МС, у структурі присутні великі включення евтектичної '-фази (спектр 3 на фіг. 2 і таблиці 1), утворені безпосередньо з розплаву при його кристалізації. Ці світлі включення збагачені '-утворюючими елементами (таблиця). На основі аналізу фазового складу структурних складових ливарного сплаву ВЖЛ12У визначали хімічний склад проміжного прошарку для використання при зварюванні тиском. Хімічний склад прошарку встановлювали, виходячи з можливості формування твердо-фазного з'єднання з частковим утворенням евтектики за рахунок матеріалу прошарку. Технологія отримання прошарків з наноструктурою ґрунтується на пошаровому осадженні певних хімічних елементів із парової фази, отриманої електронно-променевим випаровуванням. Товщину фольги задавали, виходячи із необхідності забезпечення достатнього фізичного контакту із зварюваним металом і утворення певного об'єму рідкої фази при зварюванні. При виготовленні прошарку 3 (фіг. 1) склад зовнішніх і всіх непарних мікрошарів прошарку створювали із сплаву, що за хімічним складом відповідає складу евтектичної зміцнюючої фази сплаву ВЖЛ12У 8 го зварюванням тертям з використанням прошарку у вигляді фольги. Фіг. 6 зображує зразок зварного етика після випробувань на розрив, з якого видно, що руйнування мало місце за межами зони з'єднання. Вищеописаний спосіб може бути краще зрозуміло з нижченаведеного прикладу. Приклад Виконували зварювання тертям (фіг. 1,а) заготовки 1 із ливарного нікелевого сплаву ВЖЛ12У із заготовкою 2 з деформованого нікелевого сплаву ХН73МБТЮ через прошарок 3. Для визначення складу мікрошарів прошарку дослідили склад структурних складових ливарного сплаву ВЖЛ12У (фіг. 2). Хімічний склад структурних елементів сплаву ВЖЛ12У представлено у таблиці. Cr 8.74 8.96 5.40 2.45 2.71 1.85 8.75 Co 13.02 14.64 11.14 3.49 3.65 1.78 13.58 Ni 61.87 61.98 65.97 15.37 21.31 10.14 61.83 Mo 3.74 2.26 1.65 7.75 11.89 12.73 3.25 W 1.27 1.88 0.50 8.83 6.52 9.70 1.46 Таблиця Fe 0.00 0.28 0.22 0.53 0.00 0.66 0.00 (спектр 3 на фіг. 2). Склад всіх внутрішніх парних мікрошарів встановлювали згідно спектру 2 (таблиця). Співвідношення товщини мікрошарів встановлювали таким, щоб склад прошарку в цілому відповідав складу першої заготовки - спектру 1 (таблиця). Процес нагрівання зони з'єднання зразків до заданої температури плавлення евтектичної фази (1300 °C) контролювали термопарами (фіг. 4). Після досягнення даної температури процес нагрівання припиняли. Досягнення заданої температури також спостерігалось по частковому витісненню матеріалу прошарку із зони з'єднання і за показаннями датчиків переміщення, які фіксували, що відбувається осадка заготовок як при підвищенні зусилля стиснення заготовок, так і без нього. При збільшенні зусилля стиснення осадка відбувається з більшою швидкістю, що забезпечує зменшення термічного впливу на матеріал заготовок. Мікроструктура зони з'єднання ливарного нікелевого сплаву ВЖЛ12У з деформованим нікелевим сплавом ХН73МБТЮ, одержаного зварюванням тертям з використанням прошарку у вигляді фольги, представлена на фіг. 5. Механічні випробування на розрив показали, що показники міцності зварних з'єднань знаходяться на рівні показників основного металу сплаву ВЖЛ12У(фіг. 6). 9 Комп’ютерна верстка І. Скворцова 64794 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pressure welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Ziakhor Ihor Vasyliovych, Kuchuk-Yatsenko Viktor Serhiiovych
Назва патенту російськоюСпособ сварки давлением
Автори російськоюКучук-Яценко Сергей Иванович, Зяхор Игорь Васильевич, Кучук-Яценко Виктор Сергеевич
МПК / Мітки
МПК: B23K 11/02, B23K 20/12, B23K 20/02
Мітки: зварювання, тиском, спосіб
Код посилання
<a href="https://ua.patents.su/5-64794-sposib-zvaryuvannya-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання тиском</a>
Спосіб виготовлення великогабаритних деталей методом зварювання тиском
Номер патенту: 10432
Опубліковано: 15.11.2005
Автори: Кривунь Валентина Степанівна, Жартовський Олександр Володимирович, Семенов Валентин Михайлович
МПК: B23K 20/02
Мітки: деталей, великогабаритних, методом, спосіб, зварювання, виготовлення, тиском
Формула / Реферат:
Спосіб виготовлення великогабаритних деталей методом зварювання тиском, що включає механічну обробку поверхонь, що з'єднуються, з виготовленням крайок під зварювання, зборку і зварювання заготовки під кування, нагрівання під кування, кування, термічну обробку і наступну механічну обробку, який відрізняється тим, що на поверхні, які з'єднуються, перед зборкою під зварювання наносять шар дисперсних хімічних речовин, висушують шар, після чого...
Спосіб захисту заготівок від зварювання при нагріванні перед обробкою тиском
Номер патенту: 55703
Опубліковано: 27.12.2010
Автори: Богуславська Тетяна Миколаївна, Туяхов Анатолій Іванович
МПК: C21D 8/00, F27B 13/00
Мітки: зварювання, заготівок, обробкою, нагріванні, тиском, захисту, спосіб
Формула / Реферат:
Спосіб захисту заготівок від зварювання при нагріванні перед обробкою тиском, який включає послідовне переміщення заготівок в робочому просторі печі по зонах, їх нагрівання до температури, необхідної для обробки тиском, який відрізняється тим, що в процесі переміщення заготівок у високотемпературній зоні печі здійснюють почергове одноразове послідовне підведення поздовжніх граней заготівки на висоту від подини печі, рівну 0,15-0,20 товщини...
Спосіб зварювання деталей з різнорідних металів тиском
Номер патенту: 57982
Опубліковано: 25.03.2011
Автори: Онацька Ніна Олександрівна, Половинка Володимир Дмитрович, Демиденко Лариса Юріївна, Вовченко Олександр Іванович
МПК: B23K 31/02
Мітки: тиском, різнорідних, зварювання, деталей, металів, спосіб
Формула / Реферат:
Спосіб зварювання деталей з різнорідних металів тиском, що включає стискання поверхонь деталей, що зварюються, пропускання серії імпульсів струму уздовж зони зварювання із визначеною кількістю імпульсів, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання в повітряному середовищі, який відрізняється тим, що імпульси струму пропускають уздовж зони зварювання по деталі, яка має більший питомий...
Спосіб стикового зварювання тиском у твердій фазі стрижнів та труб
Номер патенту: 92965
Опубліковано: 27.12.2010
Автори: Полухін Володимир Васильович, Письменний Олександр Семенович, Письменний Олексій Олександрович, Полухін Валерій Васильович, Юхименко Роман Вікторович, Прокоф`єв Олексій Сергійович
МПК: B23K 11/02, B23K 1/00
Мітки: фазі, спосіб, твердий, стикового, тиском, труб, стрижнів, зварювання
Формула / Реферат:
Спосіб стикового зварювання тиском у твердій фазі стрижнів та труб, головним чином металевих, під час якого процес формування зварного шва відбувається із застосуванням речовин, котрі активують стикову поверхню заготівок під час підводу у зону зварювання енергії для нагрівання крайок заготівок до температури плавлення активуючих речовин з наступним осадженням крайок для видалення витисненням із шва залишків продуктів активації з наступним...
Спосіб виготовлення електрода для установок зварювання тиском
Номер патенту: 46050
Опубліковано: 15.05.2002
Автори: Малахова Людмила Михайлівна, Корсун Олег Миколайович, Якутін Ігор Васильович
МПК: B23K 11/30, B23K 11/36
Мітки: зварювання, тиском, електрода, виготовлення, установок, спосіб
Формула / Реферат:
Спосіб виготовлення електрода для установок зварювання тиском, при якому в робочій частині електрода утворюють водоохолоджувальні канали, який відрізняється тим, що водоохолоджувальні канали утворюють за допомогою, принаймні, однієї трубки, якій надають криволінійну конфігурацію і розміщують в порожнині моделі для заливання розплавленим матеріалом електрода, причому попередньо до трубки прикріплюють позначаючі її місцезнаходження індикатори,...
Попередній патент: Спосіб моделювання гострого сіаладеніту
Наступний патент: Спосіб фіксації свиней у спинному положенні
Випадковий патент: Спосіб прогнозування рівня урожаю насіння гібриду соняшнику одеський 149 на визначений період часу