Спосіб контролю якості спікання композиційних ріжучих пластин
Номер патенту: 68217
Опубліковано: 26.03.2012
Автори: Бабченко Олександр Васильович, Румбешта Валентин Олександрович, Ткаченко Іван Анатолійович

Формула / Реферат
Спосіб контролю композиційних ріжучих пластин після спікання, що включає ударний пристрій для формування акустичної емісії в тілі пластини і систему прийому акустичних сигналів-відгуків, який відрізняється тим, що при цьому забезпечують однакові умови задання контрольного сигналу акустичної емісії одного енергетичного рівня в пластинах при кожній процедурі перевірки якості їх спікання, а якість спікання таких пластин визначають характеристиками отриманого контрольного сигналу-відгуку за допомогою п'єзоелектронного датчика системи вимірювання у вигляді таких видів сигналів, як чіткість форми сплеску сигналу, підвищення швидкості його проходжень через пластину і його затухання на значних кутах зростання і спаду сигналу, що характеризує високу щільність структури пластини і якісний процес її спікання, або меншу по величині швидкість акустохвилі і амплітуди сплеску сигналу, меншу швидкість його затухання при малих кутах зростання і спаду, що вказує на меншу щільність структури пластини і визначає похибки процесу спікання виробу.
Текст
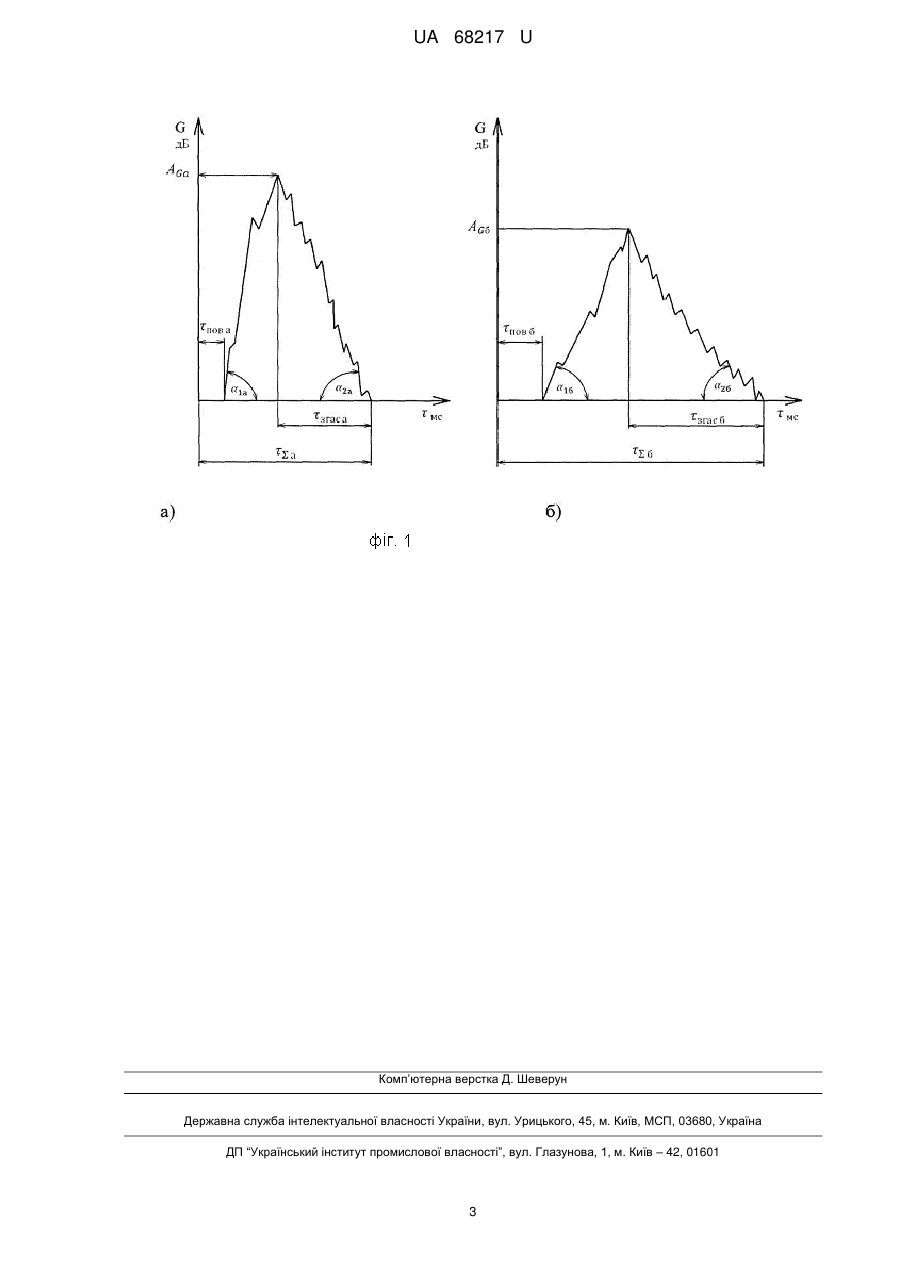
Реферат: UA 68217 U UA 68217 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель способу належить до автоматизації контролю якості ріжучих пластин, який можливо використовувати в машинобудуванні та приладобудуванні для їх неруйнівного контролю по якості виготовлення. Відомо, що такі пластини виготовляють методами порошкової металургії у вигляді композиційних структурованих елементів з різних сумішей металевих або керамічних порошків з особистою зв'язкою методами спікання і пресування, коли малі відхилення від режимів технології значно впливають на якість пластин. Найбільш близьким за технічною суттю та досягнення результату до запропонованого рішення є спосіб контролю якості таких різальних пластин, що наведено в патенті UA № 25818 МПК G01N 29/04 B22F 3/00. Він включає складну систему навантаження пластин за першим разом зі зніманням сигналу акустичної емісії. При цьому необхідно витримувати однакові умови як величини навантаження робочої частини пластини, так і швидкість її навантаження і одночасно виміряти акустичну емісію з кристалічної структури пластини, як реакцію на пружну її деформацію. Потім повторюють таку процедуру з іншою швидкістю навантаження і порівнюють результати нахилу ліній графіку експерименту з подібними кривими від еталону. Недоліком відомого способу є його низька точність визначення якості спікання пластин через неможливість отримання постійної як величини навантаження, так і швидкості навантаження за відсутністю таких простих пристроїв для таких надто необхідних точних умов виконання. В основу корисної моделі поставлено задачу створення такого способу контролю якості композиційних ріжучих пластин, або інших подібних виробів, при застосуванні якого можливо значно підвищити ефективність такого процесу визначення якості пластин, що спікаються за рахунок стабілізації режиму формування акустичної емісії в пластині у вигляді різкого удару по її поверхні і вимірювання реакції кристалічної структури пластини на збуджуючу хвилю віброакустичного фронту, коли різна щільність і зв'язка кристало-структури по різному реагують на це збудження. Задача вирішується тим, що пропонується новий, більш точний і простий спосіб контролю композиційних ріжучих пластин після спікання, що включає використання ударного пристрою для формування акустичної емісії в тілі пластини і систему прийому акустичних сигналів відгуків, згідно корисної моделі, при цьому забезпечуються однакові умови задавання контрольного сигналу акустичної емісії одного енергетичного рівня в пластинах при кожній процедурі перевірки якості їх спікання, а якість спікання таких пластин визначається характеристиками отриманого контрольного сигналу-відгуку за допомогою п'єзо-електронного датчика системи вимірювання у вигляді таких видів сигналів, як чіткість форми сплеску сигналу, підвищення швидкості його проходжень через пластину і його затухання на значних кутах зростання і спаду сигналу, що характеризує високу щільність структури пластини і якісний процес її спікання, або меншу по величині швидкість акусто-хвилі і амплітуди сплеску сигналу, меншу швидкість його затухання при малих кутах зростання і спаду, що вказує на меншу щільність структури пластини і визначає похибки процесу спікання виробу. Для формування однакового сигнального удару по пластині пропонується широко відомий простий медичний пристрій у вигляді пробійника шкіри людини на пальці для отримання краплі крові для медичних досліджень. Сигнал-відгук від нижньої поверхні пластини вимірюється широкосмуговим п'єзодатчиком, у вигляді п'єзоакселірометра, і аналізується акустичною аналоговою системою відомого приладу для акустичної дефектоскопії. Він фіксує акустограму першої хвилі сигналу-відгуку, яка відбивається з нижньої поверхні пластини. Як зазначалося раніше, від щільності спікання пластин цей акустичний сигнал-відгук буде мати різні форми і геометрично-часові параметри, які можливо охарактеризувати наступними ознаками: 1. Швидкістю проходження акусто-хвилі через тіло пластини в одну і іншу сторону, що визначається періодом часу повернення сигналу до приймача датчика у вигляді сплеску, якому надано позначення τпов у мс. 2. Амплітудного сплеску сигналу AG, як енерго-потужністю акустичного сигнала-відгука в ДБ (децибелах). 3. Кутом сплеску акусто-сигнала – α1. 4. Кутом згасання акусто-хвилі в тілі пластини – α2. 5. Часом згасання акустичної емісії першої її хвилі, що резонує нижня поверхня пластини, яку можливо означити τзгас в мс.1 UA 68217 U 5 10 15 6. Загальним часом дії процедури вимірювання якості сигналу з тіла пластини - від часу задавання контрольного удару по пластині бойком до часу мінімального спаду акустичної першої хвилі контролю якості пластини, що позначаємо, як τ Σ в мс (мілісекундах). Для визначення ріжучої пластини, яку можливо прийняти як еталонну застосовується метод селекції ріжучих пластин на інструментах, які вже є відпрацьованими і мають найбільш хороші показники по працездатності. Найбільш заслуговуючи в цьому напрямку відпрацьована композиційна пластина приймається за еталонну, по якій і проводять контроль якості нових таких пластин. Проведені експерименти по перевірці якості партії ріжучих пластин дали змогу отримати акусто-спектрограми їх якості. На фіг. 1 наведено такі спектрограми для добре виготовленої пластини (схема а), і для пластини, яка має недоліки виготовлення по якості (схема б). На них позначені всі шість ознак якості пластин по щільності структури пластини. На базі всіх таких ознак якості по щільності виготовлення пластин спікання, можливо провести порівняльний аналіз придатності таких композиційних ріжучих пластин, де індексом – а позначені придатні ознаки добрих пластин, а індексом - б позначені ознаки пластин, що мають недоліки. Це наведено в таблицях для шести ознак. 1 2 3 20 25 30 τпов а АG б α1 а > α 1 б 4 5 6 α2 а > α2 б τзгас а < τзгас б τΣ а < τΣ б Порівнюючи ознаки перевірених пластин з ознаками добре виготовленої пластини, можливо надійно контролювати їх придатність. При цьому зовсім не обов'язково проводити такий порівняльний аналіз по всіх ознаках придатності. Можливо, для достовірності, проводити контроль якості різальних пластин по двох, або трьох ознаках придатності, які найбільш розходяться по спектрограмах. Джерела інформації: 1. Григор'єв О. Е., Джавадов С. С., Трефилов В. И., Шатохин A. M. Влияние структурного состояния поликристалов нитрида бора на механические свойства. / В сб.: Алмазы и сверхтвердые материалы. - Μ.: НИИМАШ, 1981, Вып. 7. С. 4 - 6. 2. А. С. № 879444. МКИ GO 1N 29/04 Б. И. № 41, 1981 г. 3. Патент Укр. № 25818. МПК GO 1N 29/04 Бюл. № 13. 2007. Спосіб контролю якості композиційних пластин після спікання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 Спосіб контролю композиційних ріжучих пластин після спікання, що включає ударний пристрій для формування акустичної емісії в тілі пластини і систему прийому акустичних сигналіввідгуків, який відрізняється тим, що при цьому забезпечують однакові умови задання контрольного сигналу акустичної емісії одного енергетичного рівня в пластинах при кожній процедурі перевірки якості їх спікання, а якість спікання таких пластин визначають характеристиками отриманого контрольного сигналу-відгуку за допомогою п'єзоелектронного датчика системи вимірювання у вигляді таких видів сигналів, як чіткість форми сплеску сигналу, підвищення швидкості його проходжень через пластину і його затухання на значних кутах зростання і спаду сигналу, що характеризує високу щільність структури пластини і якісний процес її спікання, або меншу по величині швидкість акустохвилі і амплітуди сплеску сигналу, меншу швидкість його затухання при малих кутах зростання і спаду, що вказує на меншу щільність структури пластини і визначає похибки процесу спікання виробу. 2 UA 68217 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling quality of sintering of composite cutter plates
Автори англійськоюRumbeshta Valentyn Oleksandrovych, Tkachenko Ivan Anatoliiovych, Babchenko Oleksandr Vasyliovych
Назва патенту російськоюСпособ контроля качества спекания композиционных режущих пластин
Автори російськоюРумбешта Валентин Александрович, Ткаченко Иван Анатолиевич, Бабченко Александр Васильевич
МПК / Мітки
МПК: G01N 29/04
Мітки: спікання, ріжучих, контролю, пластин, композиційних, якості, спосіб
Код посилання
<a href="https://ua.patents.su/5-68217-sposib-kontrolyu-yakosti-spikannya-kompozicijjnikh-rizhuchikh-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю якості спікання композиційних ріжучих пластин</a>
Спосіб контролю якості композиційних різальних пластин після спікання
Номер патенту: 25818
Опубліковано: 27.08.2007
Автори: Румбешта Валентин Олександрович, Буряк Володимир Вікторович, Параска Георгій Борисович, Буряк Антон Вікторович, Буряк Віктор Григорович
МПК: G01N 29/04, B22F 3/00
Мітки: композиційних, спосіб, якості, спікання, різальних, пластин, контролю
Формула / Реферат:
Спосіб контролю якості композиційних різальних пластин після спікання, що включає навантажування і прийом сигналів акустичної емісії, який відрізняється тим, що приймають однакові умови навантажування робочої частини пластин, наприклад швидкості навантажування і граничну величину навантаження, що відповідають умовам випробування еталонної різальної пластини, навантажують робочу частину пластини до граничної величини навантаження із заданою...
Спосіб контролю якості рідиннокристалічних комірок
Номер патенту: 31771
Опубліковано: 15.12.2000
Автори: Філоненко Сергій Федорович, Бабак Віталій Павлович, Поліщук Аркадій Петрович, Горобець Оксана Юріївна
МПК: G01N 29/14, G01N 27/06
Мітки: комірок, якості, рідиннокристалічних, спосіб, контролю
Текст:
...Крім того використання акустичної емісії здійснює проведення контролю значно швидше та простіше порівняно з прототипом, та потребує менших технічних та часових витрат, що забезпечує ії технологічність. Спосіб проілюстровано на фиг. 1, фіг.2 і фіг.З, де на фіг 1 показаний графік послідовністі випромінювання акустичної емісії для комірки з однорідним упорядкуванням молекул (амплітуда акустичної емісії в часі):1- випромінювання акустичної емісії...
Спосіб поверхневого зміцнення ріжучих пластин з твердих сплавів
Номер патенту: 43255
Опубліковано: 10.08.2009
Автори: Самотугін Сергій Савелійович, Кудінова Катерина Віталіївна, Самотугіна Юлія Сергіївна
МПК: C21D 9/22
Мітки: спосіб, сплавів, твердих, поверхневого, пластин, зміцнення, ріжучих
Формула / Реферат:
Спосіб поверхневого зміцнення ріжучих пластин з твердих сплавів, при якому діють на оброблювану поверхню висококонцентрованим джерелом нагріву, який відрізняється тим, що обробку здійснюють передньої поверхні ріжучої пластини плазмовим струменем під прямим кутом.
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
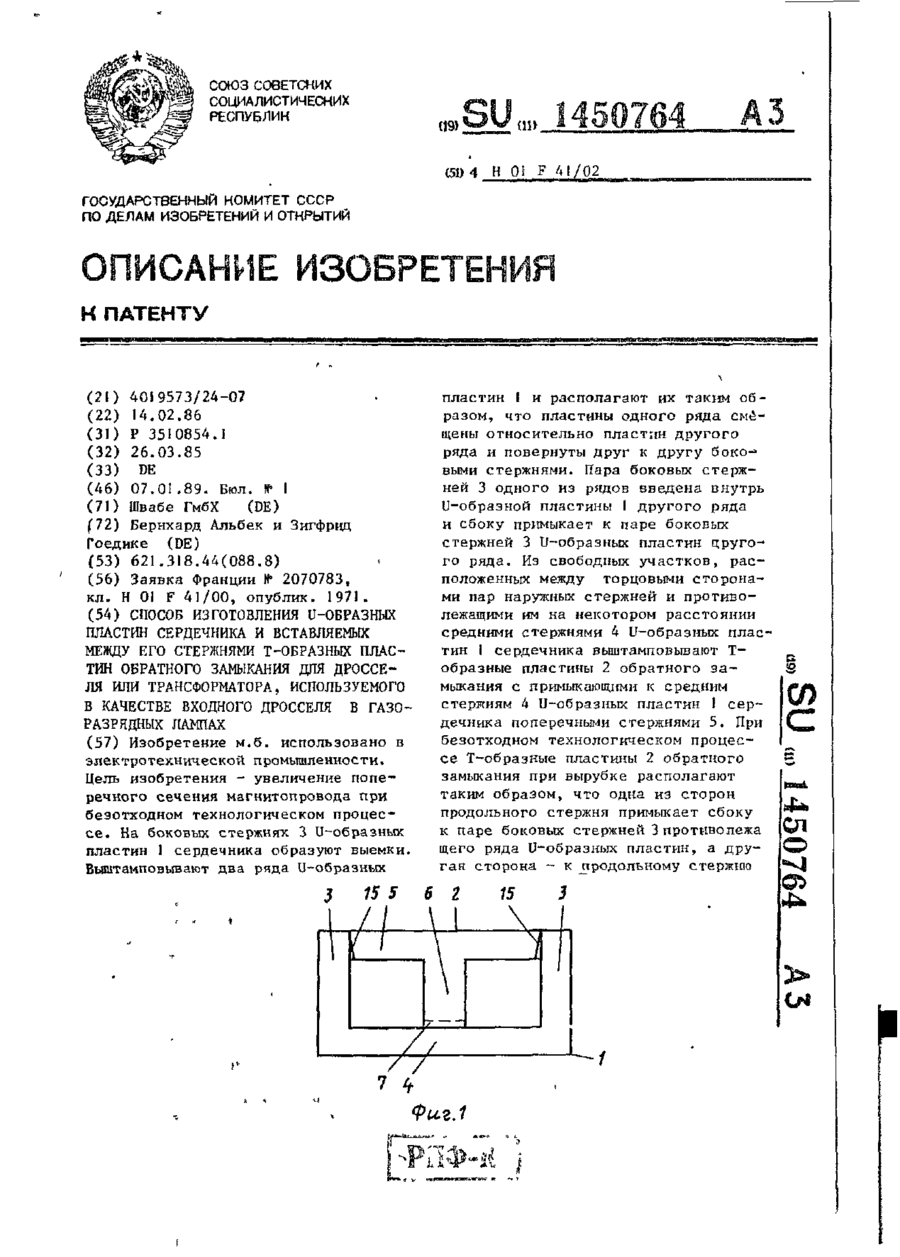
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Бернхард Альбек, Зігфрід Гоєдіке
Мітки: t-образних, стержнями, спосіб, використовується, пластин, u-образних, трансформатора, сердечника, замикання, зворотного, вставляємих, виготовлення, якості, вхідного, дросселя
Формула / Реферат:
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Спосіб контролю гетерування поверхні напівпровідникових пластин лазерним випромінюванням
Номер патенту: 55758
Опубліковано: 27.12.2010
Автори: Лущін Сергій Петрович, Точилін Дмитро Сергійович
МПК: H01L 21/66
Мітки: контролю, гетерування, спосіб, пластин, напівпровідникових, поверхні, випромінюванням, лазерним
Формула / Реферат:
Спосіб контролю гетерування поверхні напівпровідникових пластин лазерним випромінюванням, що включає опромінення поверхні пластин лазерним випромінюванням, визначення ступеня дефектності пластин по характеру дії на них лазерного випромінювання, який відрізняється тим, що ступінь дефектності в результаті гетерування визначають по інтенсивності відбитого променя під прямим кутом до поверхні пластин.
Попередній патент: Лялька
Наступний патент: Литтєва машина
Випадковий патент: Спосіб лікування гломерулонефриту з нефротичним синдромом та реплікативною фазою вірусного гепатиту в у дітей