Спосіб віброобробки деталей

Формула / Реферат
Спосіб віброобробки деталей, який полягає в тому, що в "U" - подібному резервуарі розміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача надають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуару, в циркуляційних потоках якого мікрорізанням та пружно-пластичним деформуванням проводять обробку деталей, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і зміцнюють її, який відрізняється тим, що робоче середовище з розміром гранул 5…30 мм поміщують в пружно змонтований на жорсткій опорі "U" - подібний резервуар, оброблювані деталі групами базують і закріплюють на розташованих в подовжньому і поперечному напрямку рядах настановних пальцях багатомісної, жорстко сполученої з інерційним віброзбуджувачем, коливальної системи, пружно встановленої на жорсткій опорі з можливістю занурення у робочу зону резервуару і виходу з неї до і після обробки, вал коливальної системи пристрою з деталями розміщують поблизу до верхньої частини резервуару у подовжній площині, яка співпадає з його вертикальною віссю і перпендикулярна його поперечному перерізу, коливальну систему пристрою із закріпленими у ньому деталями за допомогою інерційного віброзбуджувача приводять у плоский коливальний рух і занурюють у робоче середовище, що здійснює коливальні рухи з амплітудою 0,2…3,0 мм і частотою 30…70 Гц, забезпечують мікрорізання і пружно-пластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, тобто створення переважних умов для збільшення або зменшення зняття металу і шорсткості поверхні при виконанні певних технологічних операцій, здійснюють за рахунок використання раціональних поєднань значень амплітудно-частотних параметрів руху коливальних систем, що отримують при регулюванні дебалансних вантажів інерційних віброзбуджувачів, найменша відстань L між робочими поверхнями резервуару, тобто між його стінками та днищем і поверхнями оброблюваних деталей для забезпечення нормальної циркуляції робочого середовища вибирається з умови L ³ 5d, де d - розмір гранули вживаного робочого середовища, висота Н - резервуару приблизно дорівнює 3R (H » 3R), де R - радіус резервуару.
Текст
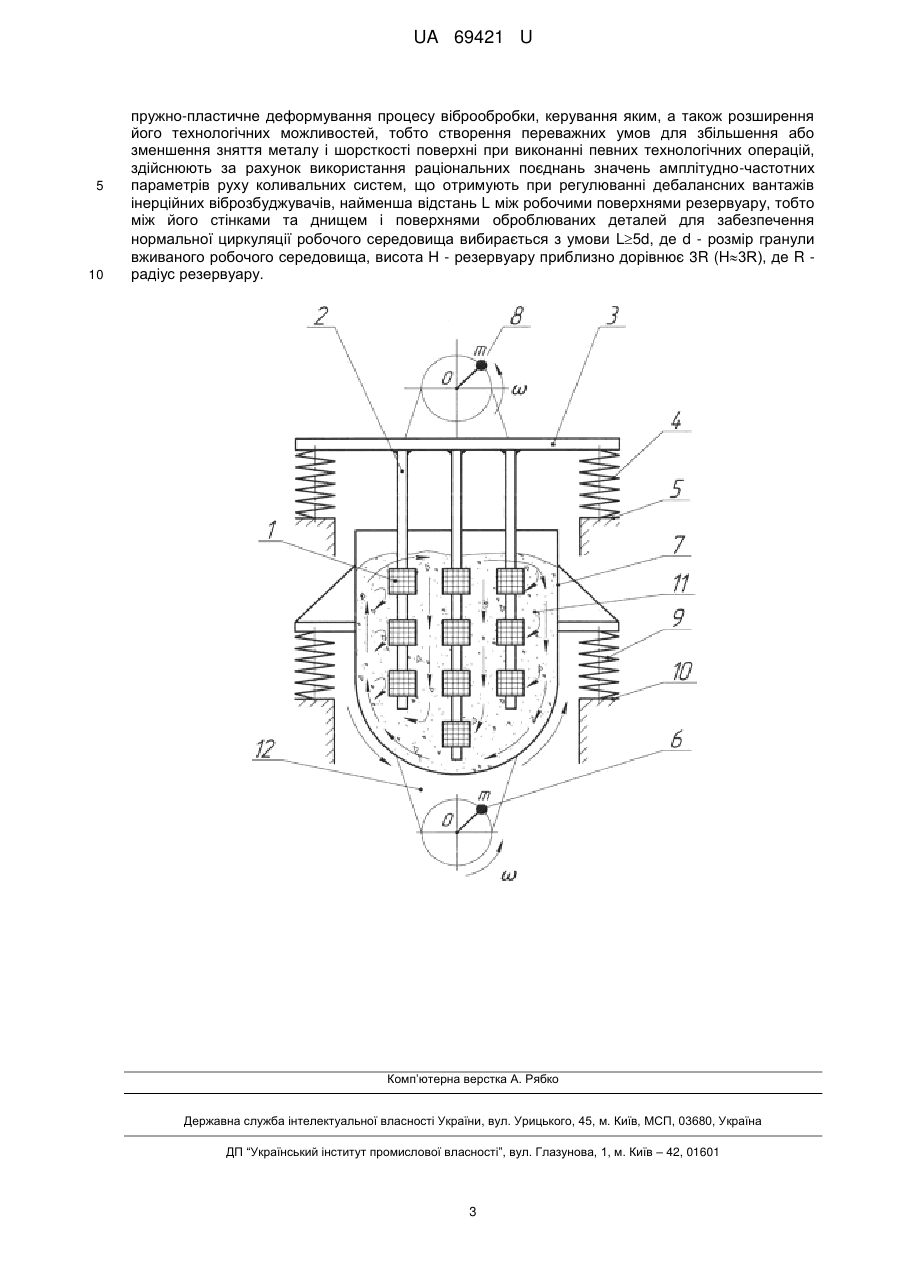
Реферат: UA 69421 U UA 69421 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металообробних галузей промисловості, що використовують віброоброблювальну техніку і технології для виконання оздоблювально-зачищувальних операцій в процесах виготовлення корпусних деталей приводних і розподільних пристроїв, що мають складну форму, комбіновану з циліндричних, конічних і криволінійних поверхонь, а також деталей типу втулок, котушок, шківів, зубчастих коліс, що мають центральні крізні отвори, які можна використовувати для базування і закріплення у робочих органах віброверстатів. Відомо спосіб віброобробки деталей, який полягає в тому, що в "U" - подібному резервуарі розміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача додають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуару, в циркуляційних потоках якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і зміцнюють її [1, 2] - прототип. Не дивлячись на широке застосування відомий спосіб віброобробки має ряд технологічних недоліків. Серед них нерівномірність обробки деталей у різних зонах резервуару і зниження її інтенсивності по мірі видалення деталей у їх циркуляційному русі від стінок і днища резервуару до його центральної частини, що відбувається за рахунок гасіння силового імпульсу, який передається у глибину вмісту резервуару під час його коливального руху. При цьому час енергетичної дії резервуару на робоче середовище не перевищує 65 % періоду коливань, що призводить до зниження продуктивності обробки не менш, ніж на 30 %. Крім того, обробка корпусних деталей, що мають збільшену масу, з їх приміщенням у резервуар "внасип" пов'язана з взаємними зіткненнями рухомих деталей, що приводить до появи технологічного браку у вигляді вм'ятин, забоїн та інших дефектів. Обробка за відомим способом площинних деталей типу дисків і шестерень пов'язана з утворенням зведень деталей, злипанням їх у пакети і взаємним перекриттям оброблюваних поверхонь, що спричиняє заклинювання вмісту резервуару і появу до 20 % браку обробки. У основу корисної моделі поставлено задачу удосконалення способу віброобробки деталей, шляхом того, що обробку проводять при віброударній енергетичній дії гранул робочого середовища з розміром 5…30 мм, формоутворювальні властивості яких, що забезпечують мікрорізання та пружно-пластичне деформування, повною мірою виявляються при рівномірному контакті з оброблюваною поверхнею будь-якої складності. Такий характер віброударної дії робочого середовища формують в резервуарі при створенні в конструкції віброверстата двох комплексно функціонуючих, пружно змонтованих на жорстких опорах, незалежних коливальних систем резервуару і вільно розміщеного у ньому пристрої для базування і закріплення оброблюваних деталей. При цьому вали інерційних віброзбуджувачів коливальних систем конструктивно розташовані в близькості до нижньої та верхньої частин резервуару у подовжній площині, яка співпадає з вертикальною віссю резервуару і перпендикулярна його поперечному перерізу в площині коливань. При такому протіканні процесу, який супроводжується виникненням великих вібраційних прискорень, значно зростають віброударні навантаження на поверхні змонтованих в пристрої деталей, які здійснюють додаткові незалежні коливання, що призведе до інтенсивного знімання металу і забезпечить високу продуктивність обробки, управління процесом якої для досягнення необхідного технологічного результату здійснюють при використанні раціональних поєднань значень амплітудно-частотних параметрів руху коливальних систем резервуару і пристрою з оброблюваними деталями, отримуваних при регулюванні дебалансних вантажів інерційних віброзбуджувачів. Поставлена задача досягається тим, що у способі віброобробки деталей, який полягає в тому, що в "U" - подібному резервуарі розміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача додають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуару, в циркуляційних потоках якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар металу зменшують шорсткість поверхні деталей і зміцнюють її, відповідно корисної моделі, робоче середовище з розміром гранул 5…30 мм розміщують у пружно змонтованому на жорсткій опорі "U" - подібному резервуарі, оброблювані деталі групами базують і закріплюють на розташованих у подовжньому і поперечному напрямі рядах настановних пальців багатомісної, жорстко сполученої з інерційним віброзбуджувачем, коливальної системи, пружно встановленої на жорсткій опорі з можливістю занурення у робочу зону резервуару і виходу з неї до і після обробки, вал коливальної системи пристрою з деталями розташовують поблизу верхньої частини резервуару у подовжній площині, яка співпадає з його вертикальною віссю і перпендикулярна його поперечному перерізу, коливальні системи пристрою із закріпленими у ньому деталями за допомогою інерційного віброзбуджувача приводять у коливальний рух і занурюють у робоче середовище, що здійснює коливальні рухи з амплітудою 0,2…3,0 мм і 1 UA 69421 U 5 10 15 20 25 30 35 40 частотою 30…70 Гц, забезпечують мікрорізання і пружно-пластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, тобто створення переважних умов для збільшення або зменшення знімання металу і шорсткості поверхні при виконанні певних технологічних операцій, здійснюють за рахунок використання раціональних поєднань значень амплітудно-частотних параметрів руху коливальних систем, що отримують при регулюванні дебалансних вантажів інерційних віброзбуджувачів, найменша відстань L між робочий поверхнями резервуару, тобто його стінками та днищем, і поверхнями оброблюваної деталі для забезпечення нормальної циркуляції робочого середовища вибирається з умови L5d, де d - розмір гранули вживаного робочого середовища, висота Н резервуару приблизно дорівнює 3R (H3R), де R - радіус резервуару. Суть корисний модель пояснюється кресленням, де показано пристрій для реалізації способу віброобробки. Спосіб здійснюється наступним чином. Оброблювані деталі 1 групами базують і закріплюють на розташованих у подовжньому і поперечному напрямку настановних пальцях 2 коливальної системи 3, за допомогою пружної підвіски 4, змонтованою на жорсткий опорі 5. Спочатку вмикають віброзбуджувач 6 коливальної системи 12, потім вмикають віброзбуджувач 8 коливальної системи 3, яку сумісно з деталями 1 розміщують у робочій зоні резервуару 7, за допомогою пружної підвіски 9, встановленого на основі 10 і заповненого робочим середовищем 11, яке одержує коливальний рух від віброзбуджувача 6, жорстко сполученого з резервуаром 7, у коливальну систему 12. У результаті комплексного використання підвищеної енергії вібраційної дії коливальних систем 3 і 12 проводять обробку, видаляють дефектний шар металу і його окислів, досягають потрібну шорсткість поверхні, проводять її зміцнення. Приклад Виконували операцію видалення облою із заготівок корпусних деталей малогабаритних електродвигунів. Матеріал заготівок - алюмінієвий сплав АЛ-9 ГОСТ 1583-93. Метод отримання заготівок - відливання у кокіль. Форма складна, різнопрофільна, утворена сполученнями циліндричної та криволінійної поверхонь. Наявні ніші, кишені, розмір заготівки 110×80 мм. Початкова шорсткість поверхні Ra=5,0…2,5 мкм. Оздоблювально-зачищувальна обробка проводилась на віброверстаті, об'єм резервуару якого дозволяв одночасно розмістити 16 деталей. Як робоче середовище використовувався бій відходів шарошліфувальних кругів АН-2 ТУ 2-036-0221899-007-97 з розміром гранул 15…20 мм. Режими руху віброзбуджувача коливальної системи резервуару: амплітуда 1,6…1,8 мм; частота 50 Гц. Режими руху віброзбуджувача коливальної системи пристрою з деталями: амплітуда 1,0…1,2 мм; частота 50 Гц. Машинний час обробки 30 хвилин. Дефекти поверхні видалені повністю, гострі кромки округлені до R=1,5…1,8 мм, досягнута потрібна шорсткість поверхні при природному відтінку матеріалу. Сортувальний контроль якості появи браку не встановив. Джерела інформації: 1. Карташов И.Н. Обработка деталей свободными абразивами в вибрирующих резервуарах / И.Н. Карташов, М.Е. Шаинский, В.А. Власов. - Киев: Вища школа, 1975. - 188 с. 2. А.П. Бабичев Основы вибрационной технологии / А.П. Бабичев, И.А. Бабичев - Ростов-наДону, 2008. - 694 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 55 60 Спосіб віброобробки деталей, який полягає в тому, що в "U" - подібному резервуарі розміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача надають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуару, в циркуляційних потоках якого мікрорізанням та пружно-пластичним деформуванням проводять обробку деталей, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і зміцнюють її, який відрізняється тим, що робоче середовище з розміром гранул 5…30 мм поміщують в пружно змонтований на жорсткій опорі "U" - подібний резервуар, оброблювані деталі групами базують і закріплюють на розташованих в подовжньому і поперечному напрямку рядах настановних пальцях багатомісної, жорстко сполученої з інерційним віброзбуджувачем, коливальної системи, пружно встановленої на жорсткій опорі з можливістю занурення у робочу зону резервуару і виходу з неї до і після обробки, вал коливальної системи пристрою з деталями розміщують поблизу до верхньої частини резервуару у подовжній площині, яка співпадає з його вертикальною віссю і перпендикулярна його поперечному перерізу, коливальну систему пристрою із закріпленими у ньому деталями за допомогою інерційного віброзбуджувача приводять у плоский коливальний рух і занурюють у робоче середовище, що здійснює коливальні рухи з амплітудою 0,2…3,0 мм і частотою 30…70 Гц, забезпечують мікрорізання і 2 UA 69421 U 5 10 пружно-пластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, тобто створення переважних умов для збільшення або зменшення зняття металу і шорсткості поверхні при виконанні певних технологічних операцій, здійснюють за рахунок використання раціональних поєднань значень амплітудно-частотних параметрів руху коливальних систем, що отримують при регулюванні дебалансних вантажів інерційних віброзбуджувачів, найменша відстань L між робочими поверхнями резервуару, тобто між його стінками та днищем і поверхнями оброблюваних деталей для забезпечення нормальної циркуляції робочого середовища вибирається з умови L5d, де d - розмір гранули вживаного робочого середовища, висота Н - резервуару приблизно дорівнює 3R (H3R), де R радіус резервуару. Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of vibration processing parts
Автори англійськоюMitsyk Andrii Volodymyrovych
Назва патенту російськоюСпособ виброобработки деталей
Автори російськоюМицык Андрей Владимирович
МПК / Мітки
МПК: B24B 31/06
Мітки: деталей, віброобробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-69421-sposib-vibroobrobki-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб віброобробки деталей</a>
Спосіб віброобробки деталей
Номер патенту: 66646
Опубліковано: 10.01.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: деталей, віброобробки, спосіб
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що в "U"-подібний резервуар поміщують робоче середовище і оброблювані деталі, резервуару за допомогою віброзбуджувача надають плоский коливальний рух, створюючи інтенсивне перемішування вмісту резервуара, в циркуляційних потоках якого мікрорізанням і пружнопластичним деформуванням проводять обробку деталей, видаляють дефектний шар металу, зменшують шорсткість поверхні деталей і...
Спосіб віброобробки деталей
Номер патенту: 69420
Опубліковано: 25.04.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: деталей, спосіб, віброобробки
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що у підпружиненому резервуарі циліндричної форми з більшою вертикальною віссю поміщують робоче середовище та оброблювані деталі, резервуару за допомогою інерційного віброзбуджувача надають кругових коливальних рухів у горизонтальній площині, створюючи інтенсивне перемішування вмісту резервуара, у циркуляційних потоках якого мікрорізанням і пружно-пластичним деформуванням проводять обробку,...
Спосіб віброобробки деталей
Номер патенту: 30388
Опубліковано: 25.02.2008
Автор: Міцик Володимир Якович
МПК: B24B 31/00
Мітки: спосіб, деталей, віброобробки
Формула / Реферат:
Спосіб віброобробки деталей, який включає розміщення гранул робочого середовища, оброблюваних деталей та хімічно активного розчину у змонтованому на пружних підвісках резервуарі, який має U-подібну форму перерізу, а стінкам і днищу резервуара, що є його робочими поверхнями, за допомогою віброзбуджувача надають плаского коливального руху по двох взаємно перпендикулярних осях, утворюючи інтенсивне перемішування вмісту резервуара, у...
Спосіб віброобробки дрібногабаритних площинних деталей
Номер патенту: 50782
Опубліковано: 25.06.2010
Автор: Міцик Володимир Якович
МПК: B24B 31/06
Мітки: дрібногабаритних, віброобробки, площинних, спосіб, деталей
Формула / Реферат:
Спосіб віброобробки дрібногабаритних площинних деталей, який полягає в тому, що у встановленому на пружній підвісці резервуарі із U-подібною формою поперечного перерізу розміщують гранули робочого середовища, оброблювані деталі і хімічно активний розчин, поверхням стінок і днища резервуара інерційним віброзбуджувачем надають плоского коливального руху, створюють інтенсивне перемішування вмісту резервуара, при відносному переміщенні і...
Спосіб віброобробки деталей

Номер патенту: 64700
Опубліковано: 10.11.2011
Автори: Міцик Андрій Володимирович, Міцик Володимир Якович
МПК: B24B 31/06
Мітки: спосіб, віброобробки, деталей
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що гранули робочого середовища з розміром 5...30 мм, оброблювані деталі і хімічно-активний розчин поміщують у пружно змонтований U-подібний резервуар, оснащений дефлектором прямолінійної форми в неактивній для обробки зоні, який жорстко сполучений з резервуаром і розташований вертикально на осі його симетрії, що сприяє виникненню і формуванню у шарі робочого середовища зустрічно рухомих...
Попередній патент: Спосіб віброобробки деталей
Наступний патент: Фризер для морозива
Випадковий патент: Композиція фармацевтичного аерозолю, яка включає аналог вітаміну d і кортикостероїд