Спосіб керування процесом формування алюмінієвої заготовки
Номер патенту: 69836
Опубліковано: 10.05.2012
Автори: Ніколаєнко Анатолій Миколайович, Чумак Євген Тимофійович, Таран Юрій Павлович

Формула / Реферат
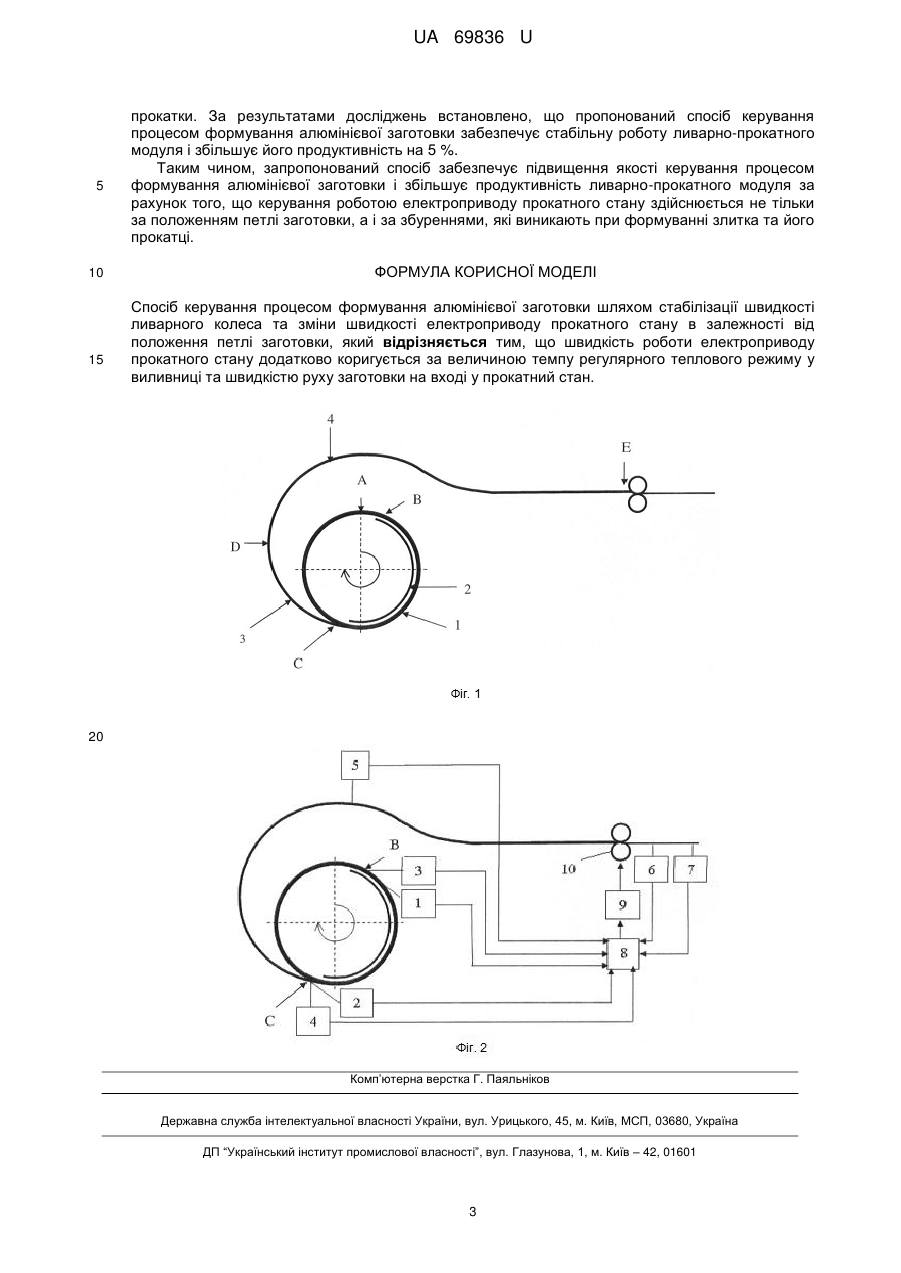
Спосіб керування процесом формування алюмінієвої заготовки шляхом стабілізації швидкості ливарного колеса та зміни швидкості електроприводу прокатного стану в залежності від положення петлі заготовки, який відрізняється тим, що швидкість роботи електроприводу прокатного стану додатково коригується за величиною темпу регулярного теплового режиму у виливниці та швидкістю руху заготовки на вході у прокатний стан.
Текст
Реферат: UA 69836 U UA 69836 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургії, зокрема до способів управління виробництвом алюмінієвої катанки. Відомий спосіб регулювання положення петлі заготовки при виробництві алюмінієвої катанки [Техническое описание и руководство по эксплуатации литейно-прокатного оборудования по производству алюминиевой катанки с дополнениями. "Continuous Properzi S.P.A.»1992r.], відповідно до якого автоматично контролюється положення петлі заготовки після ливарного колеса і при її відхиленні здійснюється керувальний вплив за ПІ-законом на електропривод валків прокатного стану, який змінює швидкість прокату таким чином, щоб петля повернулася у задане положення. Недоліком цього пособу є те, що управління здійснюється тільки по відхиленню положення петлі, а збурення, що виникають на прокатному стані та ливарному колесі не враховуються, тому як наслідок це призводить до низької якості управління та дестабілізації процесу прокату алюмінію. Відомий спосіб управління швидкісним режимом роботи технологічної лінії по виробництву алюмінієвої катанки [Ю. П. Таран, А. Н. Николаенко Совершенствование управления скоростными режимами работы технологической линии по производству алюминиевой катанки. Металургія. Наукові праці Запорізької державної інженерної академії. Випуск 16, 2007, - с 139144], в якому також управління роботою прокатного стану здійснюється за сигналом пропорційним положенню петлі алюмінієвої заготовки, але керуючий вплив на електропривод прокатного стану здійснюється за модифікованим П-законом регулювання. Недоліком цього способу є те, що регулювання положення петлі заготовки здійснюється одноконтурною системою автоматизації, яка при наявності транспортного запізнювання по каналу вимірювання положення петлі не може забезпечити високу якість регулювання в наслідок збурень, що впливають на довжину заготовки з боку ливарної машини та прокатного стану. Найбільш близьким по сукупності ознак до способу, що заявляється, є спосіб керування [Система автоматизации прокатного стана. Siemens. Simatic. Totally Integrated Automation, OOO Сименс, отдел систем автоматизации с. 26-29. http://masters.donntu.edu.ua], в якому стабілізуються швидкості колеса кристалізатора та прокату, а для підвищення якості керування додатково регулюється положення петлі заготовки на виході з колеса кристалізатора шляхом зміни швидкості прокатного стану. Відомий спосіб не забезпечує досягнення високої якості керування з наступних причин: 1) стабілізація швидкості обертів колеса кристалізатора не стабілізує швидкості руху заготовки на виході з нього, оскільки на швидкість руху заготовки впливає також її лінійна деформація, яка залежить від температури заготовки; 2) стабілізація швидкості прокату не забезпечує сталої швидкості заготовки на вході в стан, оскільки зміни коефіцієнта витяжки металу у стані впливають на переріз катанки, а тому і на швидкість заготовки на вході в стан; 3) регулювання петлі заготовки здійснюється з використанням дискретних датчиків, що не забезпечує отримання безперервної і вчасної інформації про стан петлі заготовки. В основу корисної моделі поставлено задачу розробити спосіб керування процесом формування алюмінієвої заготовки, в якому за рахунок використання нових параметрів для керування, забезпечується підвищення якості управління в умовах постійно діючих збурень і наявності транспортного запізнювання. Для розв'язання поставленої задачі в способі керування процесом формування алюмінієвої заготовки шляхом стабілізації швидкості обертів ливарного колеса та зміни швидкості роботи електроприводу прокатного стану в залежності від положення петлі заготовки, відповідно до корисної моделі, швидкість роботи електроприводу прокатного стану додатково коригують за величиною темпу регулярного теплового режиму у виливниці та швидкістю руху заготовки на вході у прокатний стан. Такий спосіб реалізує комбіновану систему автоматичного регулювання, яка забезпечує керування не тільки за відхиленням довжини заготовки, а і за збуреннями, що впливають на її довжину. На фіг. 1 представлена схема формування алюмінієвої заготовки у ливарно-прокатному модулі. На схемі зображено ливарне колесо(виливниця) 1, кристалізатор 2, злиток(заготовка) 3, петля заготовки 4, точка надходження розплавленого алюмінію на ливарне колесо А, точка початку кристалізації В, точка виходу злитка з виливниці С, точка завершення кристалізації D, точка входу злитку в прокатний стан Е. Існуюча температурна нестабільність при формуванні злитка в ливарній машині впливає на процес його охолодження. Погіршення умов кристалізації металу призводить до підвищення 1 UA 69836 U температури злитка на виході з виливниці, а значить і до збільшення його довжини. Причому збільшення заготовки залежить від темпу регулярного теплового режиму m і може бути розраховане за формулою: L 0,053e 94 m , 5 10 15 20 25 30 35 40 де m ln b ln c , b, c - надлишкова температура злитка ( tм tизл ) , у точках В (початок кристалізації) і С (вихід злитка з виливниці) ливарно-прокатного модуля, - час циклу лиття, tм і tвил - температура металу і температура виливниці. Коли злиток виходить з виливниці і попадає у повітряне середовище, умови охолодження металу порівняно з кристалізатором погіршуються і акумульоване у злитку тепло сприяє зростанню температури його поверхні і подальшому збільшенню довжини заготовки аж до завершення кристалізації металу у t.D. Після цього температура заготовки залишається майже не змінною (ділянка DE). При цьому приріст довжини заготовки на ділянці CD може бути прогнозований за величиною темпу теплового режиму, розрахованого по виміряним температурам металу і виливниці у точках В і С, а його значення - використане для своєчасного коригування швидкості валків прокатного стану, щоб забезпечити задане положення петлі заготовки. У той же час, як показали дослідження, при коливанні коефіцієнта витяжки у прокатному стані, який залежить від фізичних властивостей алюмінію та умов прокатки, змінюється діаметр катанки на виході з прокатного стану, а також швидкість металу на вході у стан. Це створює умови для зміщення положення петлі заготовки і порушує балансний режим роботи ливарнопрокатного модуля. Користуючись умовою сталості секундних об'ємів металу при прокатці Qвх Vвх Qвих Vвих , знаючи площі перетину заготовки перед прокатним станом Qвх та катанки на його виході Qвих , а також швидкість її після прокатки Vвх , можна визначити швидкість металу на вході в стан Vвих і при необхідності коригувати керування електроприводом прокатних валків, не чекаючи від датчика положення петлі сигналу про збільшення довжини заготовки. Комбінована система автоматичного регулювання, що реалізує запропонований спосіб керування процесом формування алюмінієвої заготовки зображена на фіг. 2. На креслені зображено дві термопари 1,2, одна вимірює температуру алюмінію на вході в ливарне колесо, інша-контактна - температуру злитка на виході з виливниці, два пірометри 3, 4, що вимірюють температуру виливниці у точках В (початок кристалізації) і С (вихід злитку з виливниці), кутовий датчик положення заготовки 5, датчики товщини катанки 6 та швидкості її руху на виході з прокатного стану 7, програмованого логічного контролера 8 та електроприводу 9 валків 10 прокатного стану. Процес управління за способом, що пропонується, реалізується наступним чином. При зміні довжини заготовки, програмований логічний контролер 8 отримує відповідний сигнал від кутового датчика положення 5 і формує керувальний вплив на електропривод валків 9, які збільшують або зменшують швидкість заготовки на вході у прокатний стан, поки довжина її не досягне заданого значення. Якщо умови роботи ливарної машини призвели до зміни темпу регулярного теплового режиму т, про що свідчать показання термопар 1,2, і пірометрів 3,4, програмований логічний контролер 8 формує величину коригувального впливу на електропривод 9 валків прокатного стану відповідно до розрахованого значення m ln b ln c таким чином, щоб петля заготовки 45 повернулася у задане положення. Коли умови роботи прокатного стану призведуть до зміни коефіцієнту витяжки, на вході програмованого логічного контролера зміняться сигнали з датчиків товщини 6 та швидкості руху катанки 7. Контролер 8 розрахує швидкість заготовки на вході у прокатний стан ( Vвх Vвих Q вих ) Q вх 50 55 і за її значенням скоригує сигнал керування швидкістю валків, таким чином, щоб довжина заготовки залишилася не змінною. Усі неточності в регулюванні довжини заготовки, які виникнуть протягом коригуючих дій контролера 8, виправляються їм за сигналом кутового датчика положення заготовки 5. Спосіб було перевірено в умовах заводу алюмінієвої катанки з використанням програмованого логічного контролера SIMATIC S7-300, який здійснював регулювання положення петлі за ПІ-законом і коригував швидкість валків прокатного стану за показаннями датчиків температури металу і виливниці, а також товщини катанки і швидкості її руху після 2 UA 69836 U 5 10 15 прокатки. За результатами досліджень встановлено, що пропонований спосіб керування процесом формування алюмінієвої заготовки забезпечує стабільну роботу ливарно-прокатного модуля і збільшує його продуктивність на 5 %. Таким чином, запропонований спосіб забезпечує підвищення якості керування процесом формування алюмінієвої заготовки і збільшує продуктивність ливарно-прокатного модуля за рахунок того, що керування роботою електроприводу прокатного стану здійснюється не тільки за положенням петлі заготовки, а і за збуреннями, які виникають при формуванні злитка та його прокатці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб керування процесом формування алюмінієвої заготовки шляхом стабілізації швидкості ливарного колеса та зміни швидкості електроприводу прокатного стану в залежності від положення петлі заготовки, який відрізняється тим, що швидкість роботи електроприводу прокатного стану додатково коригується за величиною темпу регулярного теплового режиму у виливниці та швидкістю руху заготовки на вході у прокатний стан. 20 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling process of forming an aluminum work part
Автори англійськоюNikolaienko Anatolii Mykolaiovych, Taran Yurii Pavlovych, Chumak Yevhen Tymofiiovych
Назва патенту російськоюСпособ управления процессом формирования алюминиевой заготовки
Автори російськоюНиколаенко Анатолий Николаевич, Таран Юрий Павлович, Чумак Евгений Тимофеевич
МПК / Мітки
МПК: G05D 13/00
Мітки: керування, заготовки, процесом, спосіб, алюмінієвої, формування
Код посилання
<a href="https://ua.patents.su/5-69836-sposib-keruvannya-procesom-formuvannya-alyuminiehvo-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом формування алюмінієвої заготовки</a>
Спосіб автоматичного керування процесом вібраційного формування залізобетонних виробів
Номер патенту: 64944
Опубліковано: 15.03.2004
Автори: Сівко Володимир Йосипович, Корнійчук Борис Валерійович, Назаренко Максим Іванович
МПК: B28B 1/08, C04B 32/00
Мітки: автоматичного, виробів, залізобетонних, керування, формування, спосіб, процесом, вібраційного
Формула / Реферат:
Спосіб автоматичного керування процесом вібраційного формування залізобетонних виробів, який полягає в тому, що режим впливу робочого органу на бетонну суміш вибирається із умови забезпечення максимального поглинання виробом енергії, що генерується робочим органом і передається на виріб за допомогою форми, при цьому максимальна кількістьенергії, що поглинається виробом, буде мати місце при режимах вібраційного формування, які...
Спосіб керування процесом прокатки товстих листів
Номер патенту: 41713
Опубліковано: 10.06.2009
Автори: Курпе Олександр Геннадійович, Лівшиц Дмітрій Арнольдовіч, Зінченко Юрій Анатолійович, Володарський Володимир Васильович, Койфман Олександр Анатолійович, Ковура Олександр Борисович, Капланов Василь Ілліч, Ганошенко Ігор Володимирович
МПК: B21B 1/26
Мітки: керування, процесом, товстих, прокатки, спосіб, листів
Формула / Реферат:
1. Спосіб керування процесом прокатки товстих листів, що містить попереднє вимірювання температури, геометричних розмірів та маси заготовки, розрахунок технологічних параметрів прокатки та наступне керування обладнанням прокатного стана відповідно до розрахованих параметрів, який відрізняється тим, що для розрахунку технологічних параметрів прокатки використовують математичну модель, яку реалізують із застосуванням щонайменше одного...
Спосіб керування агломераційним процесом
Номер патенту: 37033
Опубліковано: 10.11.2008
Автори: Єрмоленко Анатолій Олександрович, Ніколаєнко Анатолій Миколайович, Ілюхін Олександр Ярославович, Пазюк Михайло Юрійович, Лісняк Костянтин Євгенович
МПК: C22B 1/20
Мітки: керування, процесом, спосіб, агломераційним
Формула / Реферат:
Спосіб керування агломераційним процесом шляхом зміни швидкості агломераційної стрічки та витрати води на огрудкування шихти, який відрізняється тим, що швидкість аглострічки змінюють в залежності від значення температури відхідних газів в тій вакуум-камері, над якою при оптимальному ході процесу має закінчуватися сушка останнього шару шихти, і коригують її за швидкістю спікання середнього шару шихти, яка визначається за добутком усадки...
Спосіб автоматичного керування процесом пастеризації молока
Номер патенту: 42131
Опубліковано: 25.06.2009
Автор: Денисова Марія Володимирівна
МПК: A23C 3/00
Мітки: процесом, пастеризації, спосіб, молока, автоматичного, керування
Формула / Реферат:
Спосіб автоматичного керування процесом пастеризації молока, що включає вимір тиску молока на вході в секцію пастеризації і витрати молока, який відрізняється тим, що додатково вводять корегувальний зв'язок, який компенсує контрольовані збурювання в каналі регулювання температури пастеризації молока і компенсує контрольовані збурювання в каналі регулювання температури охолодження молока, чим забезпечує інваріантність системи керування до...
Спосіб керування процесом пластичного деформування металів
Номер патенту: 7087
Опубліковано: 15.06.2005
Автори: Гладушин Віталій Васильович, Нечаєв Григорій Іванович, Губачева Лариса Олександрівна
МПК: G01N 11/08, B21D 28/00
Мітки: процесом, пластичного, деформування, керування, спосіб, металів
Формула / Реферат:
Спосіб керування процесом пластичного деформування металів, який полягає в тому, що визначають інтенсивність збільшення напруги та мінімальний рівень деформуючого зусилля для різних технологічних схем, який відрізняється тим, що досліджують кінцевий і поточний деформуючий стан при різних показниках деформації математичним моделюванням, обчислюють параметри напружено-деформованого стану і коефіцієнт контактного тертя через коефіцієнти...
Попередній патент: Композиція для лікування захворювань шкіри
Наступний патент: Спосіб подачі повітряно-водяного струменя
Випадковий патент: Спосіб одержання пектиновмісного порошку з рослинної сировини