Спосіб керування процесом прокатки товстих листів
Номер патенту: 41713
Опубліковано: 10.06.2009
Автори: Зінченко Юрій Анатолійович, Лівшиц Дмітрій Арнольдовіч, Ковура Олександр Борисович, Койфман Олександр Анатолійович, Володарський Володимир Васильович, Курпе Олександр Геннадійович, Капланов Василь Ілліч, Ганошенко Ігор Володимирович
Формула / Реферат
1. Спосіб керування процесом прокатки товстих листів, що містить попереднє вимірювання температури, геометричних розмірів та маси заготовки, розрахунок технологічних параметрів прокатки та наступне керування обладнанням прокатного стана відповідно до розрахованих параметрів, який відрізняється тим, що для розрахунку технологічних параметрів прокатки використовують математичну модель, яку реалізують із застосуванням щонайменше одного комп'ютера, причому за допомогою математичної моделі спочатку визначають вихідні параметри калібрування, далі розраховують енергосилові параметри прокатки, потім розраховують швидкісний режим прокатки, після чого в ручному або автоматичному режимі здійснюють керування обладнанням прокатного стана відповідно до розрахованих параметрів.
2. Спосіб за п. 1, який відрізняється тим, що за допомогою математичної моделі після розрахунку енергосилових параметрів прокатки додатково визначають витрату електроенергії при прокатці.
Текст
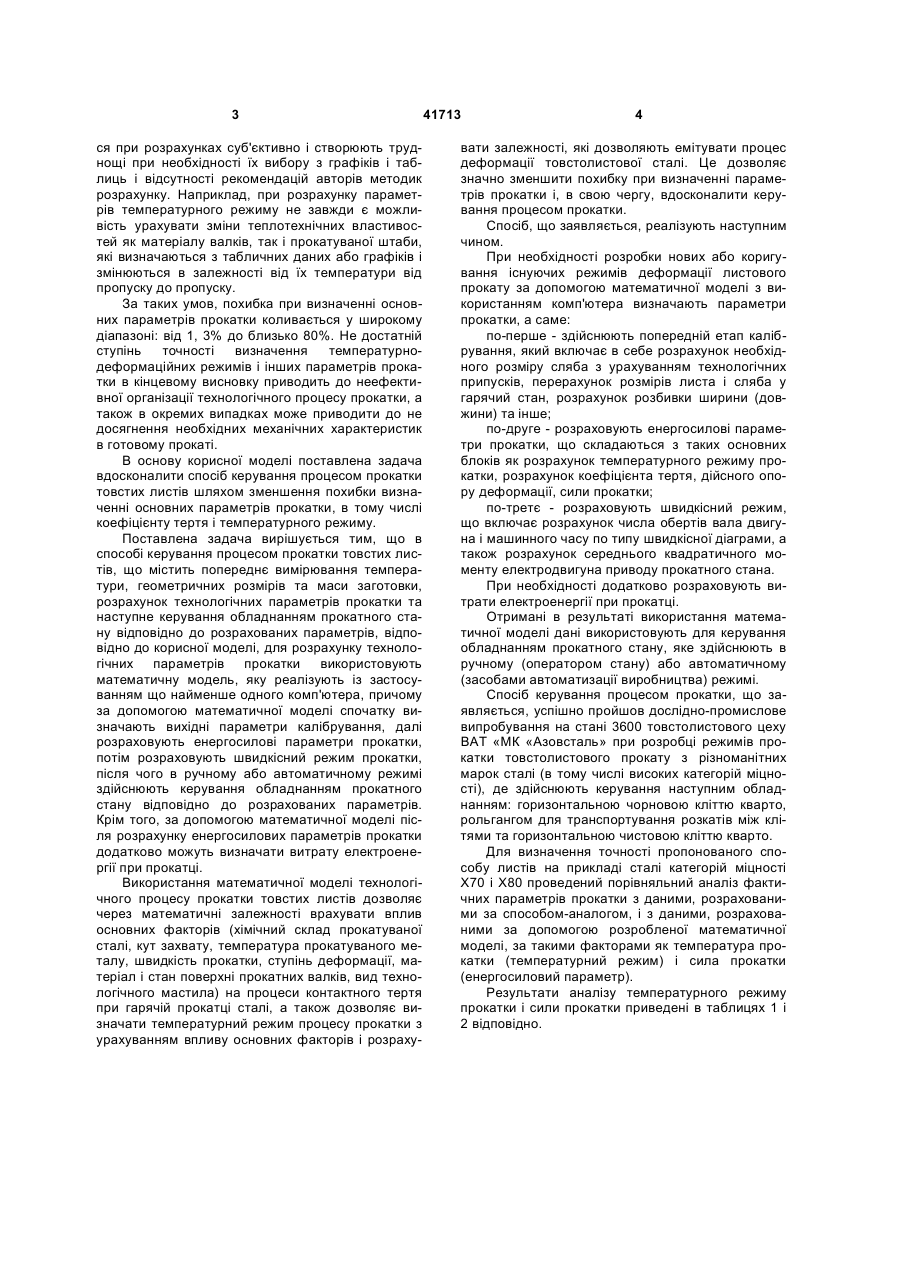
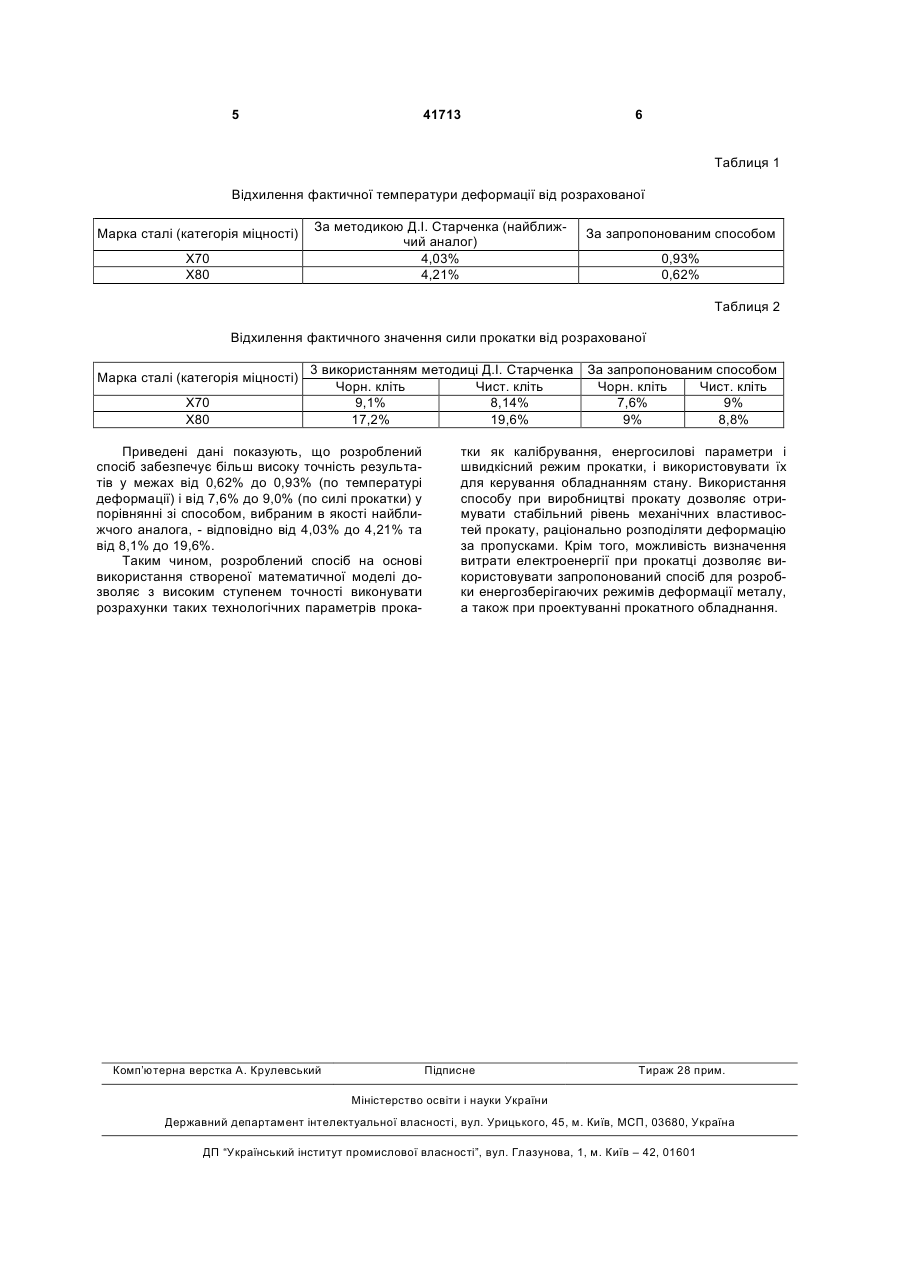
1. Спосіб керування процесом прокатки товстих листів, що містить попереднє вимірювання температури, геометричних розмірів та маси заготовки, розрахунок технологічних параметрів про 3 ся при розрахунках суб'єктивно і створюють труднощі при необхідності їх вибору з графіків і таблиць і відсутності рекомендацій авторів методик розрахунку. Наприклад, при розрахунку параметрів температурного режиму не завжди є можливість урахувати зміни теплотехнічних властивостей як матеріалу валків, так і прокатуваної штаби, які визначаються з табличних даних або графіків і змінюються в залежності від їх температури від пропуску до пропуску. За таких умов, похибка при визначенні основних параметрів прокатки коливається у широкому діапазоні: від 1, 3% до близько 80%. Не достатній ступінь точності визначення температурнодеформаційних режимів і інших параметрів прокатки в кінцевому висновку приводить до неефективної організації технологічного процесу прокатки, а також в окремих випадках може приводити до не досягнення необхідних механічних характеристик в готовому прокаті. В основу корисної моделі поставлена задача вдосконалити спосіб керування процесом прокатки товстих листів шляхом зменшення похибки визначенні основних параметрів прокатки, в тому числі коефіцієнту тертя і температурного режиму. Поставлена задача вирішується тим, що в способі керування процесом прокатки товстих листів, що містить попереднє вимірювання температури, геометричних розмірів та маси заготовки, розрахунок технологічних параметрів прокатки та наступне керування обладнанням прокатного стану відповідно до розрахованих параметрів, відповідно до корисної моделі, для розрахунку технологічних параметрів прокатки використовують математичну модель, яку реалізують із застосуванням що найменше одного комп'ютера, причому за допомогою математичної моделі спочатку визначають вихідні параметри калібрування, далі розраховують енергосилові параметри прокатки, потім розраховують швидкісний режим прокатки, після чого в ручному або автоматичному режимі здійснюють керування обладнанням прокатного стану відповідно до розрахованих параметрів. Крім того, за допомогою математичної моделі після розрахунку енергосилових параметрів прокатки додатково можуть визначати витрату електроенергії при прокатці. Використання математичної моделі технологічного процесу прокатки товстих листів дозволяє через математичні залежності врахувати вплив основних факторів (хімічний склад прокатуваної сталі, кут захвату, температура прокатуваного металу, швидкість прокатки, ступінь деформації, матеріал і стан поверхні прокатних валків, вид технологічного мастила) на процеси контактного тертя при гарячій прокатці сталі, а також дозволяє визначати температурний режим процесу прокатки з урахуванням впливу основних факторів і розраху 41713 4 вати залежності, які дозволяють емітувати процес деформації товстолистової сталі. Це дозволяє значно зменшити похибку при визначенні параметрів прокатки і, в свою чергу, вдосконалити керування процесом прокатки. Спосіб, що заявляється, реалізують наступним чином. При необхідності розробки нових або коригування існуючих режимів деформації листового прокату за допомогою математичної моделі з використанням комп'ютера визначають параметри прокатки, а саме: по-перше - здійснюють попередній етап калібрування, який включає в себе розрахунок необхідного розміру сляба з урахуванням технологічних припусків, перерахунок розмірів листа і сляба у гарячий стан, розрахунок розбивки ширини (довжини) та інше; по-друге - розраховують енергосилові параметри прокатки, що складаються з таких основних блоків як розрахунок температурного режиму прокатки, розрахунок коефіцієнта тертя, дійсного опору деформації, сили прокатки; по-третє - розраховують швидкісний режим, що включає розрахунок числа обертів вала двигуна і машинного часу по типу швидкісної діаграми, а також розрахунок середнього квадратичного моменту електродвигуна приводу прокатного стана. При необхідності додатково розраховують витрати електроенергії при прокатці. Отримані в результаті використання математичної моделі дані використовують для керування обладнанням прокатного стану, яке здійснюють в ручному (оператором стану) або автоматичному (засобами автоматизації виробництва) режимі. Спосіб керування процесом прокатки, що заявляється, успішно пройшов дослідно-промислове випробування на стані 3600 товстолистового цеху ВАТ «МК «Азовсталь» при розробці режимів прокатки товстолистового прокату з різноманітних марок сталі (в тому числі високих категорій міцності), де здійснюють керування наступним обладнанням: горизонтальною чорновою кліттю кварто, рольгангом для транспортування розкатів між клітями та горизонтальною чистовою кліттю кварто. Для визначення точності пропонованого способу листів на прикладі сталі категорій міцності Х70 і Х80 проведений порівняльний аналіз фактичних параметрів прокатки з даними, розрахованими за способом-аналогом, і з даними, розрахованими за допомогою розробленої математичної моделі, за такими факторами як температура прокатки (температурний режим) і сила прокатки (енергосиловий параметр). Результати аналізу температурного режиму прокатки і сили прокатки приведені в таблицях 1 і 2 відповідно. 5 41713 6 Таблиця 1 Відхилення фактичної температури деформації від розрахованої Марка сталі (категорія міцності) Х70 Х80 За методикою Д.І. Старченка (найближчий аналог) 4,03% 4,21% За запропонованим способом 0,93% 0,62% Таблиця 2 Відхилення фактичного значення сили прокатки від розрахованої Марка сталі (категорія міцності) Х70 Х80 3 використанням методиці Д.І. Старченка За запропонованим способом Чорн. кліть Чист. кліть Чорн. кліть Чист. кліть 9,1% 8,14% 7,6% 9% 17,2% 19,6% 9% 8,8% Приведені дані показують, що розроблений спосіб забезпечує більш високу точність результатів у межах від 0,62% до 0,93% (по температурі деформації) і від 7,6% до 9,0% (по силі прокатки) у порівнянні зі способом, вибраним в якості найближчого аналога, - відповідно від 4,03% до 4,21% та від 8,1% до 19,6%. Таким чином, розроблений спосіб на основі використання створеної математичної моделі дозволяє з високим ступенем точності виконувати розрахунки таких технологічних параметрів прока Комп’ютерна верстка А. Крулевський тки як калібрування, енергосилові параметри і швидкісний режим прокатки, і використовувати їх для керування обладнанням стану. Використання способу при виробництві прокату дозволяє отримувати стабільний рівень механічних властивостей прокату, раціонально розподіляти деформацію за пропусками. Крім того, можливість визначення витрати електроенергії при прокатці дозволяє використовувати запропонований спосіб для розробки енергозберігаючих режимів деформації металу, а також при проектуванні прокатного обладнання. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюLivshyts Dmitrii Arnoldovich, Kovura Oleksandr Borysovych, Zinchenko Yurii Anatoliiovych, Hanoshenko Ihor Volodymyrovych, Koifman Oleksandr Anatoliiovych, Volodarskyi Volodymyr Vasyliovych, Kurpe Oleksandr Hennadiiovych, Kaplanov Vasyl Illich
Автори російськоюЛившиц Дмитрий Арнольдович, Ковура Александр Борисович, Зинченко Юрий Анатольевич, Ганошенко Игорь Владимирович, Койфман Александр Анатольевич, Володарский Владимир Васильевич, Курпе Александр Геннадьевич, Капланов Василий Ильич
МПК / Мітки
МПК: B21B 1/26
Мітки: керування, спосіб, товстих, прокатки, процесом, листів
Код посилання
<a href="https://ua.patents.su/3-41713-sposib-keruvannya-procesom-prokatki-tovstikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом прокатки товстих листів</a>
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Саркіц Ігор Генадієвич, Радушев Олексій Олександрович, Лямцев Василь Петрович, Шебаніц Едуард Миколайович, Мурашкін Олександр Вікторович, Налча Іван Борисович, Греков Ніл Сергійович, Бойко Володимир Семенович, Кашков Генадій Алимович, Карнаушенко Ніл Андрійович, Васєкін Андрій Валерійович, Климанчук Владислав Владиславович, Голі-Оглу Володимир Семенович, Тарасенко Олег Станіславович
МПК: B21B 1/38
Мітки: спосіб, гарячої, листів, товстих, прокатки
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб прокатки товстих листів
Номер патенту: 86476
Опубліковано: 27.04.2009
Автори: Остапенко Арнольд Леонтійович, Коновалов Юрій В'ячеславович, Руденко Євген Олексійович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: спосіб, листів, прокатки, товстих
Формула / Реферат:
Спосіб прокатки товстих листів, що включає прокатку з поздовжніми і поперечними проходами в чорновій кліті і поздовжнє профілювання товщини розкату шляхом змінного по його довжині обтиску, який збільшується від кінців до середини довжини розкату, в поздовжньому проході перед кантуванням розкату на 90°, який відрізняється тим, що при прокатці листів їх ширину формують з довжини слябів, для чого спочатку здійснюють поперечну прокатку сляба до...
Спосіб прокатки товстих листів
Номер патенту: 79692
Опубліковано: 10.07.2007
Автори: Коновалов Юрій В'ячеславович, Руденко Євген Олексійович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: спосіб, прокатки, товстих, листів
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом його задання на кут до лінії прокатки і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої по ходу прокатки бокової грані сляба, потім виконують поздовжні проходи й подальшу прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві...
Спосіб прокатки товстих листів
Номер патенту: 15118
Опубліковано: 15.06.2006
Автори: Руденко Євген Олексійович, Туляков Віктор Олександрович, Коновалов Юрій В'ячеславович, Юр'єв Олег Михайлович
МПК: B21B 1/38
Мітки: товстих, прокатки, листів, спосіб
Формула / Реферат:
Спосіб прокатки товстих листів, що включає поперечні проходи, у перших чотирьох з яких по черзі обтискають кутові ділянки сляба шляхом завдання на кут і переривання прокатки в кожному поперечному проході при вході у валки 0,45-0,55 довжини передньої грані сляба, потім роблять поздовжні проходи й наступну прокатку до одержання заданих розмірів листа, який відрізняється тим, що виконують дві пари реверсивних поперечних проходів на кожну...
Спосіб прокатки товстих листів
Номер патенту: 24902
Опубліковано: 06.10.1998
Автори: Руденко Євген Олексійович, Коновалов Юрій В'ячеславович, Повар Володимир Борисович
МПК: B21B 1/38
Мітки: листів, товстих, спосіб, прокатки
Формула / Реферат:
Способ прокатки толстых листов, включающий поперечные проходы на угол при разбивке ширины и дальнейшую прокатку, отличающийся тем, что в четырех первых поперечных проходах на угол поочередно обжимают угловые участки сляба путем прерывания прокатки в каждом поперечном проходе при входе в валки 0,45 - 0,55 длины передней грани сляба, затем производят продольные проходы и дальнейшую прокатку до получения заданных размеров листа.
Попередній патент: Спосіб розміщення інформації та реклами
Наступний патент: Установка для вакуумно-плазмової обробки виробів
Випадковий патент: Спосіб диагностики технічного становища трансмісій гірничих машин з приводним двигуном