Спосіб виготовлення тягових ланцюгів із зварних ланок для конвеєрів
Номер патенту: 72135
Опубліковано: 10.08.2012
Автори: Штихно Алла Петрівна, Алімов Валерій Іванович, Пильова Ірина Валеріївна


Формула / Реферат
Спосіб виготовлення тягових ланцюгів із зварних ланок для конвеєрів, який включає відділення заготовок від сталевого вихідного прокату круглого перерізу, формоутворення ланок шляхом гнуття і зварки, який відрізняється тим, що нагрів під гарт виконують до 980-1000°С із швидкістю 300¸350°С/хв.
Текст
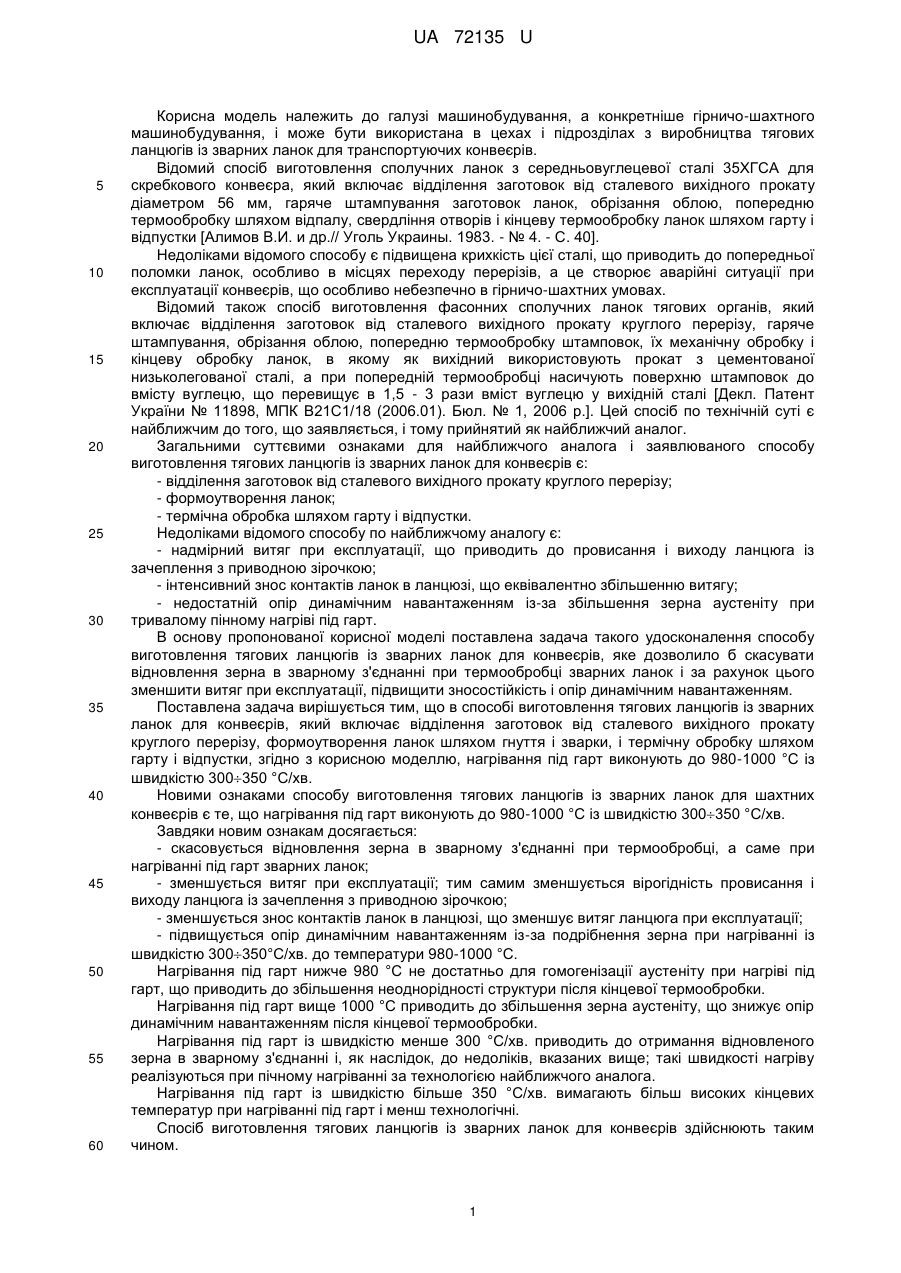
Реферат: Спосіб виготовлення тягових ланцюгів із зварних ланок для конвеєрів включає відділення заготовок від сталевого вихідного прокату круглого перерізу, формоутворення ланок шляхом гнуття і зварки, термічну обробку. UA 72135 U (12) UA 72135 U UA 72135 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, а конкретніше гірничо-шахтного машинобудування, і може бути використана в цехах і підрозділах з виробництва тягових ланцюгів із зварних ланок для транспортуючих конвеєрів. Відомий спосіб виготовлення сполучних ланок з середньовуглецевої сталі 35ХГСА для скребкового конвеєра, який включає відділення заготовок від сталевого вихідного прокату діаметром 56 мм, гаряче штампування заготовок ланок, обрізання облою, попередню термообробку шляхом відпалу, свердління отворів і кінцеву термообробку ланок шляхом гарту і відпустки [Алимов В.И. и др.// Уголь Украины. 1983. - № 4. - С. 40]. Недоліками відомого способу є підвищена крихкість цієї сталі, що приводить до попередньої поломки ланок, особливо в місцях переходу перерізів, а це створює аварійні ситуації при експлуатації конвеєрів, що особливо небезпечно в гірничо-шахтних умовах. Відомий також спосіб виготовлення фасонних сполучних ланок тягових органів, який включає відділення заготовок від сталевого вихідного прокату круглого перерізу, гаряче штампування, обрізання облою, попередню термообробку штамповок, їх механічну обробку і кінцеву обробку ланок, в якому як вихідний використовують прокат з цементованої низьколегованої сталі, а при попередній термообробці насичують поверхню штамповок до вмісту вуглецю, що перевищує в 1,5 - 3 рази вміст вуглецю у вихідній сталі [Декл. Патент України № 11898, МПК В21С1/18 (2006.01). Бюл. № 1, 2006 p.]. Цей спосіб по технічній суті є найближчим до того, що заявляється, і тому прийнятий як найближчий аналог. Загальними суттєвими ознаками для найближчого аналога і заявлюваного способу виготовлення тягових ланцюгів із зварних ланок для конвеєрів є: - відділення заготовок від сталевого вихідного прокату круглого перерізу; - формоутворення ланок; - термічна обробка шляхом гарту і відпустки. Недоліками відомого способу по найближчому аналогу є: - надмірний витяг при експлуатації, що приводить до провисання і виходу ланцюга із зачеплення з приводною зірочкою; - інтенсивний знос контактів ланок в ланцюзі, що еквівалентно збільшенню витягу; - недостатній опір динамічним навантаженням із-за збільшення зерна аустеніту при тривалому пінному нагріві під гарт. В основу пропонованої корисної моделі поставлена задача такого удосконалення способу виготовлення тягових ланцюгів із зварних ланок для конвеєрів, яке дозволило б скасувати відновлення зерна в зварному з'єднанні при термообробці зварних ланок і за рахунок цього зменшити витяг при експлуатації, підвищити зносостійкість і опір динамічним навантаженням. Поставлена задача вирішується тим, що в способі виготовлення тягових ланцюгів із зварних ланок для конвеєрів, який включає відділення заготовок від сталевого вихідного прокату круглого перерізу, формоутворення ланок шляхом гнуття і зварки, і термічну обробку шляхом гарту і відпустки, згідно з корисною моделлю, нагрівання під гарт виконують до 980-1000 °С із швидкістю 300350 °С/хв. Новими ознаками способу виготовлення тягових ланцюгів із зварних ланок для шахтних конвеєрів є те, що нагрівання під гарт виконують до 980-1000 °С із швидкістю 300350 °С/хв. Завдяки новим ознакам досягається: - скасовується відновлення зерна в зварному з'єднанні при термообробці, а саме при нагріванні під гарт зварних ланок; - зменшується витяг при експлуатації; тим самим зменшується вірогідність провисання і виходу ланцюга із зачеплення з приводною зірочкою; - зменшується знос контактів ланок в ланцюзі, що зменшує витяг ланцюга при експлуатації; - підвищується опір динамічним навантаженням із-за подрібнення зерна при нагріванні із швидкістю 300350°С/хв. до температури 980-1000 °С. Нагрівання під гарт нижче 980 °С не достатньо для гомогенізації аустеніту при нагріві під гарт, що приводить до збільшення неоднорідності структури після кінцевої термообробки. Нагрівання під гарт вище 1000 °С приводить до збільшення зерна аустеніту, що знижує опір динамічним навантаженням після кінцевої термообробки. Нагрівання під гарт із швидкістю менше 300 °С/хв. приводить до отримання відновленого зерна в зварному з'єднанні і, як наслідок, до недоліків, вказаних вище; такі швидкості нагріву реалізуються при пічному нагріванні за технологією найближчого аналога. Нагрівання під гарт із швидкістю більше 350 °С/хв. вимагають більш високих кінцевих температур при нагріванні під гарт і менш технологічні. Спосіб виготовлення тягових ланцюгів із зварних ланок для конвеєрів здійснюють таким чином. 1 UA 72135 U 5 10 15 20 25 Від вихідного прокату круглого перерізу діаметром порядку 12 мм із сталі типу 23Г2А відділяють заготовки для подальшого формоутворення ланок, наприклад шляхом гнуття і подальшої зварки; при цьому формоутворення проводять такими прийомами, які дозволяють сформувати відрізки тягового ланцюга. Далі проводять термообробку цих відрізків ланцюгів шляхом гарту і подальшої відпустки. На закінчення контролюють якість ланок і ланцюгів з визначенням твердості, механічних властивостей, а при необхідності і структури. Всі технологічні і контрольні операції виконують з використанням штампового, зварювального і термічного устаткування відповідних підприємств. Приклад: Для здійснення способу виготовлення тягових ланцюгів із зварних ланок для конвеєрів узяли круглі прутки діаметром 12±0,3 мм із сталі 23Г2А за ТУ 14-15-358-94 з вмістом елементів, % мас.: (0,22 С; 1,37 Μn; 0,19 Si; 0,23 Cr; 0,014 S; 0,022 Ρ; 0,01 Ni; 0,03 Сu; 0,04 Αl; 0,01 Ті; 0,006 As). Від прутків відрізали заготовки для формоутворення ланок, яке проводили на ланков’язальному автоматі в умовах ЧАО «КОНЦЕПТ». При цьому ланки формували шляхом гнуття, а при подальшій контактно-стиковій зварці отримували безперервні відрізки ланцюгів. Відрізки ланцюгів піддавали термічній обробці шляхом гарту і відпустки. Нагрівання під гарт проводили струмами підвищеної частоти з використанням генератора ПВ-100-2 5 00 потужністю 110 кВт. Робоча частота складала 2500 Гц. Швидкість нагрівання складала 325±25 °С/хв., а температура 990±10 °С. З цієї температури ланцюги гартували у воді з температурою 22 °С. як кінцеву операцію проводили середню відпустку при температурі 370±10 °С. На виготовлених таким способом відрізках ланцюгів контролювали твердість, зусилля розриву і подовження, а на зразках, вирізаних з ланок ланцюгів, - структуру. При встановленні типу структури контролювали зерно як в зварній зоні, так і поза нею. Для порівняння виготовили ланки і відрізки ланцюгів за технологією найближчого аналога. При цьому нагрівання під гарт виконували в печі із швидкістю 2030 °С/хв. до температури 880±10 °С. На ланках і ланцюгах, виготовлених за технологією найближчого аналога, контролювали ті ж властивості і структуру, що і на ланках і ланцюгах, виготовлених за способом, що заявляється. Отримані результати визначення твердості і механічних властивостей наведені в таблиці. Таблиця Властивості ланцюгів, виготовлених по заявлюваному і відомому способах Спосіб Заявлюваний За найближчим аналогом Розривне зусилля, кН 415±10 405±10 Подовження, % 11±1 14±1 Твердість, НВ 365±15 350±15 30 35 40 До тягових ланцюгів пред'являються наступні вимоги: пробне навантаження - 330 кН, руйнівне навантаження - не менше 410 кН, відносне подовження при руйнівному навантаженні не більше 14 %. З таблиці видно, що після виготовлення за способом, що заявляється, ланки і ланцюги задовольняють вказані вище вимоги, а по відносному подовженню переважно ланцюгів, виготовлених по найближчому аналогу, оскільки забезпечують менший витяг в процесі подальшої експлуатації. При дослідженнях мікроструктури встановлено, що при гарті за способом, що заявляється, зерно аустеніту в зварному шві не відновлюється, тоді як при гарті за способом найближчого аналога таке відновлення має місце. Це і забезпечує підвищення опору динамічним навантаженням при експлуатації ланцюгів. Таким чином при виготовленні тягових ланцюгів із зварних ланок для конвеєрів за способом, що заявляється, досягаються всі наведені вище переваги. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб виготовлення тягових ланцюгів із зварних ланок для конвеєрів, який включає відділення заготовок від сталевого вихідного прокату круглого перерізу, формоутворення ланок шляхом гнуття і зварки, який відрізняється тим, що нагрів під гарт виконують до 980-1000°С із швидкістю 300350°С/хв. 2 UA 72135 U Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing of traction chains made of welded links for conveyors
Автори англійськоюAlimov Valerii Ivanovych, Shtykhno Alla Petrivna, Pyliova Iryna Valeriivna
Назва патенту російськоюСпособ изготовления тяговых цепей из сварных звеньев для конвейеров
Автори російськоюАлимов Валерий Иванович, Штихно Алла Петровна, Пылева Ирина Валериевна
МПК / Мітки
МПК: F16G 15/00
Мітки: зварних, ланцюгів, виготовлення, конвеєрів, тягових, спосіб, ланок
Код посилання
<a href="https://ua.patents.su/5-72135-sposib-vigotovlennya-tyagovikh-lancyugiv-iz-zvarnikh-lanok-dlya-konveehriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тягових ланцюгів із зварних ланок для конвеєрів</a>
Спосіб виготовлення фасонних з’єднувальних ланок тягових органів
Номер патенту: 11898
Опубліковано: 16.01.2006
Автори: Щеголева Тетяна Олександрівна, Штихно Алла Петрівна, Алімов Валерій Іванович, Піддубний Микола Миколайович
МПК: B21C 1/16
Мітки: органів, ланок, з'єднувальних, тягових, фасонних, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення фасонних з'єднувальних ланок тягових органів, що включає відділення заготовок від стального вихідного прокату круглого перерізу, гаряче штампування, обрізання облою, попередню термообробку штамповок, їх механічну обробку і остаточну термообробку ланок, який відрізняється тим, що як вихідний використовують прокат з цементованої низьколегованої сталі, а при попередній термообробці насичують поверхню штамповок до вмісту...
Штамповане з’єднувальне кільце круглокільцевих ланцюгів пересувних скребкових конвеєрів
Номер патенту: 57164
Опубліковано: 16.06.2003
Автори: Єрмішов Ігор Іванович, Ричка Василь Лукич, Бочаров Анатолій Олексійович, Ширінський Сергій Володимирович
МПК: B65G 19/24, F16G 13/00
Мітки: конвеєрів, з'єднувальне, ланцюгів, кільце, пересувних, круглокільцевих, скребкових, штамповане
Формула / Реферат:
Штамповане з’єднувальне кільце круглокільцевих ланцюгів пересувних скребкових конвеєрів, що виконане у вигляді зігнутого продовгуватого елемента з потовщеною середньою частиною, що має внутрішню, скошену торцеву та бокову сторони і переходить в циліндричні зігнуті ділянки з кінцевими паралельними одна одній ділянками з подовжніми скосами для фіксації скребачки й отворами для стягування болтовим з'єднанням, яке відрізняється тим, що...
Пристрій для різання ланок конвеєрних і комбайнових ланцюгів
Номер патенту: 5603
Опубліковано: 15.03.2005
Автори: Медгаус Володимир Михайлович, Пефтібай Георгій Іванович, Калєдін Микола Васильович, Омельченко Анатолій Семенович, Чумак Олександр Сергійович
МПК: B23D 23/00
Мітки: комбайнових, ланцюгів, ланок, пристрій, різання, конвеєрних
Формула / Реферат:
1. Пристрій для різання ланок конвеєрних і комбайнових ланцюгів, що містить скобоподібний корпус, усередині якого розміщені співвісно один проти одного два різці з різальними крайками, утвореними робочими гранями, кут між якими α1 = 90°, при цьому один різець жорстко закріплений, а другий - встановлений в отворі корпусу з можливістю переміщення за допомогою поршневого привідного гідроциліндра зі штоком, який відрізняється тим, що робочі...
Шахтна піч для термообробки круглокільцевих зварних ланцюгів
Номер патенту: 53740
Опубліковано: 17.02.2003
Автори: Бочаров Андрій Анатолійович, Ричка Василь Лукич, Бочаров Анатолій Олексійович
МПК: F27B 9/00, C21D 9/40, C21D 9/56
Мітки: шахтна, круглокільцевих, термообробки, піч, зварних, ланцюгів
Формула / Реферат:
Шахтна піч для термообробки круглокільцевих зварних ланцюгів, що включає утворену футерованими корпусом та кришкою камеру нагріву з нагрівальними елементами та вікнами для проходу ланцюгів, яка відрізняється тим, що верхня частина корпусу печі устаткована кінематично зв'язаними між собою горизонтальними валами з щільно розташованими по всій довжині кожної розміщеної в камері нагріву ділянки вала зірочками з однаковою кількістю зуб'їв, в...
Скребок для ланкових ланцюгів скребкових конвеєрів і стопорний елемент для скребка
Номер патенту: 91720
Опубліковано: 25.08.2010
Автори: Мертен Герхард, Мейа Ханс
МПК: B65G 19/10, B65G 19/24
Мітки: елемент, стопорний, ланцюгів, ланкових, скребка, скребок, скребкових, конвеєрів
Формула / Реферат:
1. Скребок для ланкових ланцюгів ланцюгових скребкових конвеєрів, зокрема скребкових конвеєрів з подвійним середнім ланцюгом, який складається з суцільного тіла скребка з головною перемичкою, що з'єднує два бічних крила скребка, і щонайменше однією кишенею між крилами скребка для вкладання горизонтальної ланцюгової ланки ланкового ланцюга і фіксації скребка на вкладеній горизонтальній ланцюговій ланці за допомогою рознімного стопорного...
Попередній патент: Пристрій для кріплення котла залізничної цистерни на рамі ходової частини
Наступний патент: Комплекс для оцінки істинності продукту
Випадковий патент: Імпульсний накопичувач енергії