Спосіб наплавлення з термоциклюванням
Номер патенту: 73491
Опубліковано: 25.09.2012
Автори: Пащенко Валерій Миколайович, Кузнецов Валерій Дмитрович, Попович Павло Валерійович

Формула / Реферат
Спосіб наплавлення з термоциклюванням, що включає формування валика плавким електродом, а термоциклювання здійснюють періодичним переміщенням додаткових дуг за допомогою електромагнітів, який відрізняється тим, що для термоциклювання використовують дві неплавкі вугільні пластини, які розташовані в зоні термічного впливу по обидві сторони лінії сплавлення валика.
Текст
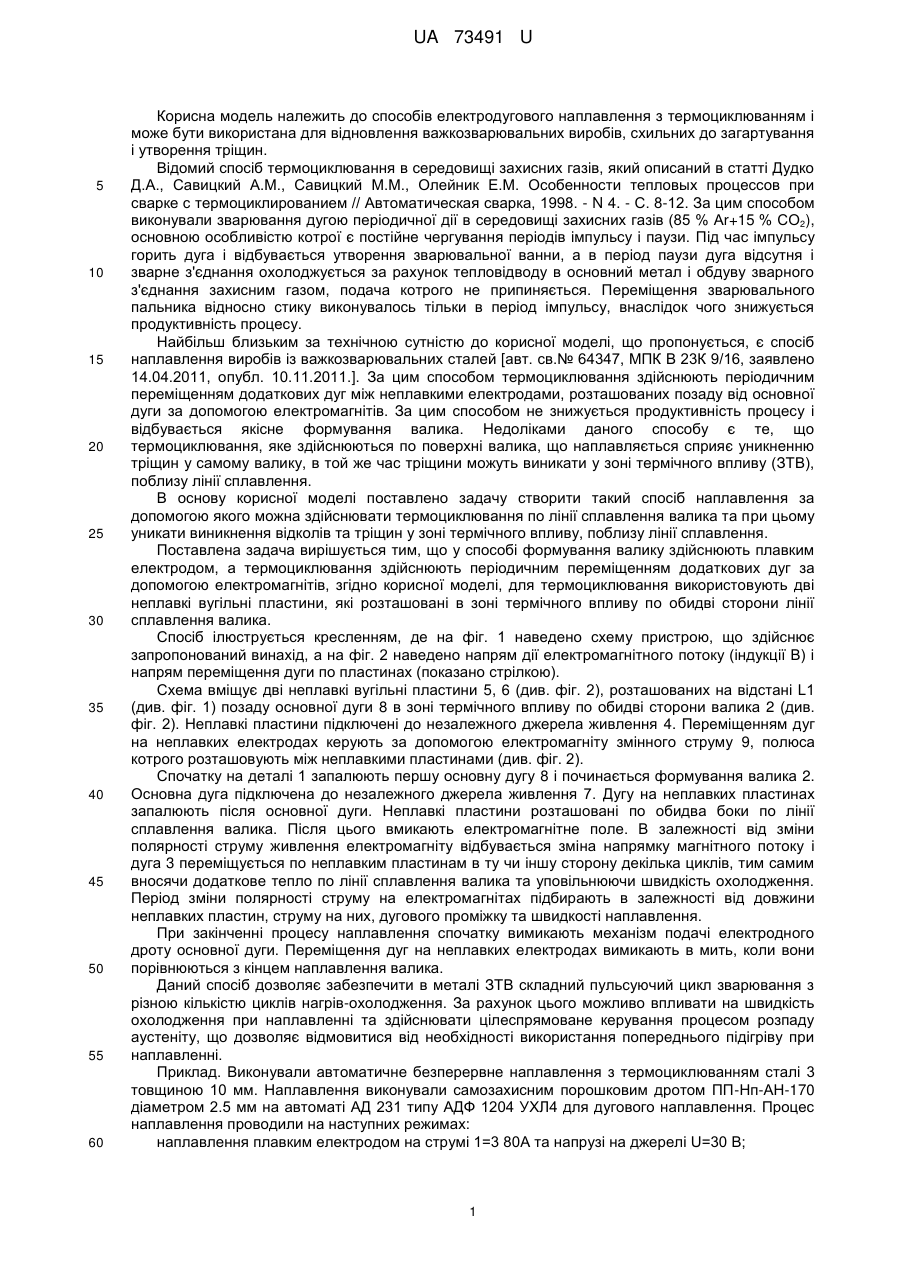
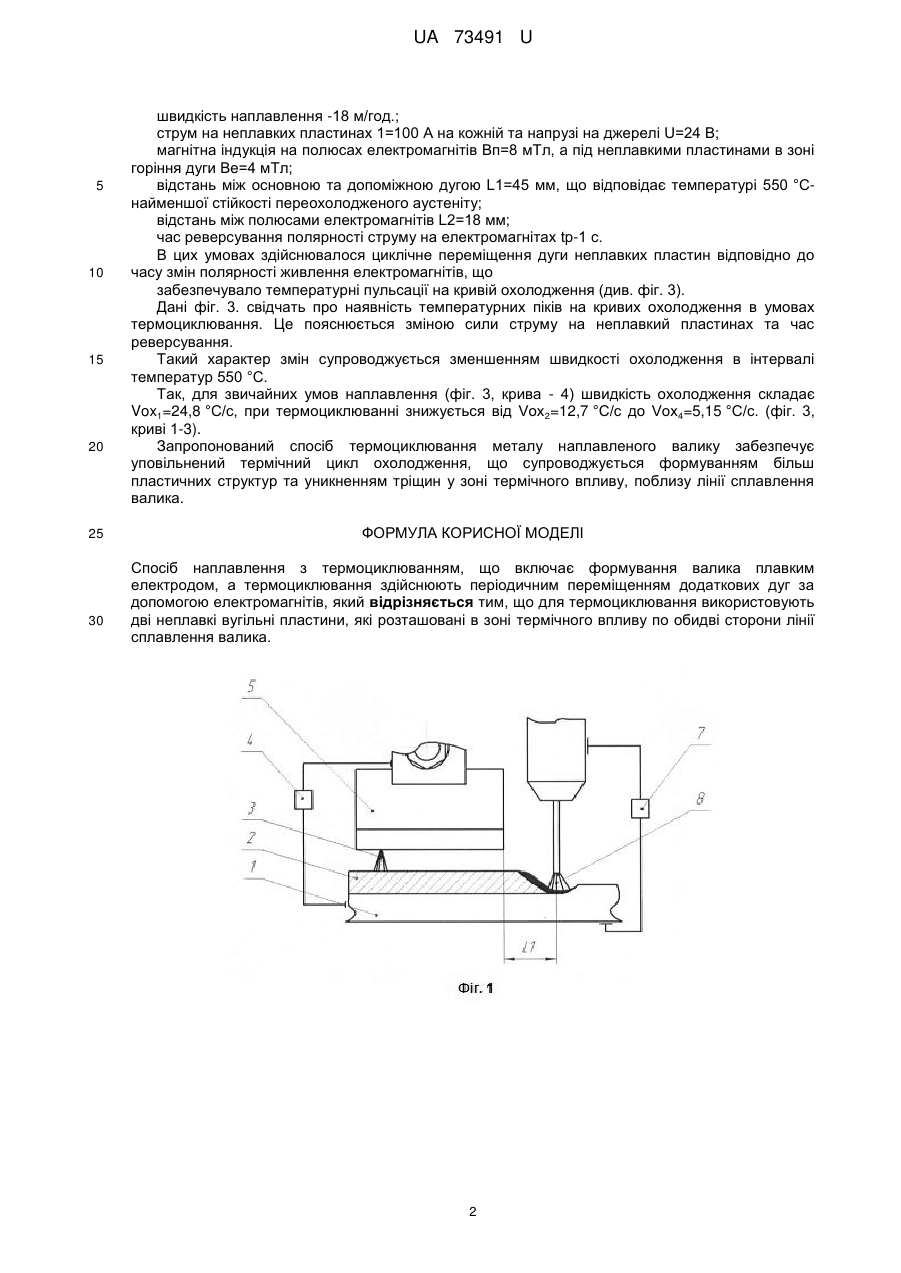
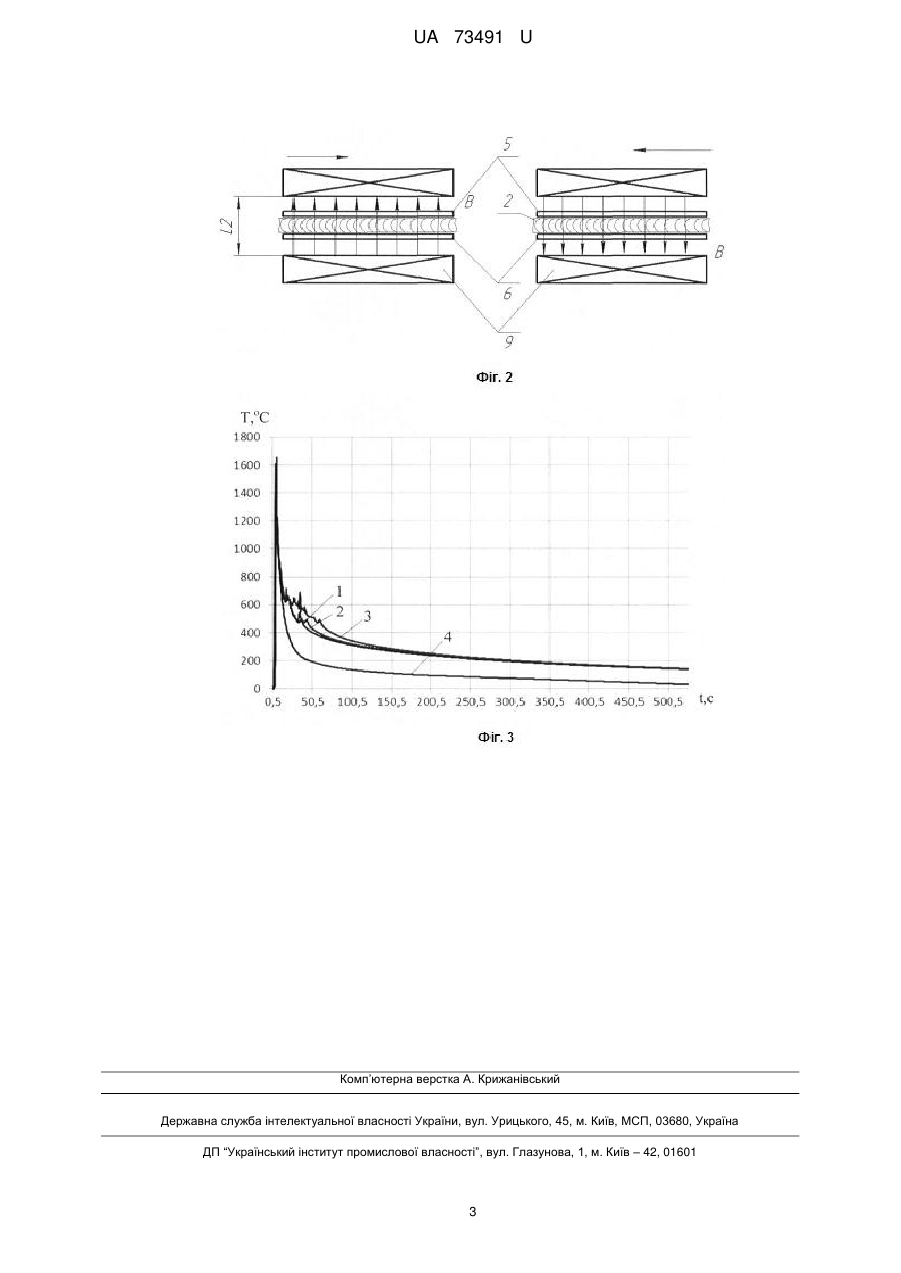
Реферат: UA 73491 U UA 73491 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів електродугового наплавлення з термоциклюванням і може бути використана для відновлення важкозварювальних виробів, схильних до загартування і утворення тріщин. Відомий спосіб термоциклювання в середовищі захисних газів, який описаний в статті Дудко Д.А., Савицкий A.M., Савицкий М.М., Олейник Е.М. Особенности тепловых процессов при сварке с термоциклированием // Автоматическая сварка, 1998. - N 4. - С. 8-12. За цим способом виконували зварювання дугою періодичної дії в середовищі захисних газів (85 % Аr+15 % СО2), основною особливістю котрої є постійне чергування періодів імпульсу і паузи. Під час імпульсу горить дуга і відбувається утворення зварювальної ванни, а в період паузи дуга відсутня і зварне з'єднання охолоджується за рахунок тепловідводу в основний метал і обдуву зварного з'єднання захисним газом, подача котрого не припиняється. Переміщення зварювального пальника відносно стику виконувалось тільки в період імпульсу, внаслідок чого знижується продуктивність процесу. Найбільш близьким за технічною сутністю до корисної моделі, що пропонується, є спосіб наплавлення виробів із важкозварювальних сталей [авт. св.№ 64347, МПК В 23К 9/16, заявлено 14.04.2011, опубл. 10.11.2011.]. За цим способом термоциклювання здійснюють періодичним переміщенням додаткових дуг між неплавкими електродами, розташованих позаду від основної дуги за допомогою електромагнітів. За цим способом не знижується продуктивність процесу і відбувається якісне формування валика. Недоліками даного способу є те, що термоциклювання, яке здійснюються по поверхні валика, що наплавляється сприяє уникненню тріщин у самому валику, в той же час тріщини можуть виникати у зоні термічного впливу (ЗТВ), поблизу лінії сплавлення. В основу корисної моделі поставлено задачу створити такий спосіб наплавлення за допомогою якого можна здійснювати термоциклювання по лінії сплавлення валика та при цьому уникати виникнення відколів та тріщин у зоні термічного впливу, поблизу лінії сплавлення. Поставлена задача вирішується тим, що у способі формування валику здійснюють плавким електродом, а термоциклювання здійснюють періодичним переміщенням додаткових дуг за допомогою електромагнітів, згідно корисної моделі, для термоциклювання використовують дві неплавкі вугільні пластини, які розташовані в зоні термічного впливу по обидві сторони лінії сплавлення валика. Спосіб ілюструється кресленням, де на фіг. 1 наведено схему пристрою, що здійснює запропонований винахід, а на фіг. 2 наведено напрям дії електромагнітного потоку (індукції В) і напрям переміщення дуги по пластинах (показано стрілкою). Схема вміщує дві неплавкі вугільні пластини 5, 6 (див. фіг. 2), розташованих на відстані L1 (див. фіг. 1) позаду основної дуги 8 в зоні термічного впливу по обидві сторони валика 2 (див. фіг. 2). Неплавкі пластини підключені до незалежного джерела живлення 4. Переміщенням дуг на неплавких електродах керують за допомогою електромагніту змінного струму 9, полюса котрого розташовують між неплавкими пластинами (див. фіг. 2). Спочатку на деталі 1 запалюють першу основну дугу 8 і починається формування валика 2. Основна дуга підключена до незалежного джерела живлення 7. Дугу на неплавких пластинах запалюють після основної дуги. Неплавкі пластини розташовані по обидва боки по лінії сплавлення валика. Після цього вмикають електромагнітне поле. В залежності від зміни полярності струму живлення електромагніту відбувається зміна напрямку магнітного потоку і дуга 3 переміщується по неплавким пластинам в ту чи іншу сторону декілька циклів, тим самим вносячи додаткове тепло по лінії сплавлення валика та уповільнюючи швидкість охолодження. Період зміни полярності струму на електромагнітах підбирають в залежності від довжини неплавких пластин, струму на них, дугового проміжку та швидкості наплавлення. При закінченні процесу наплавлення спочатку вимикають механізм подачі електродного дроту основної дуги. Переміщення дуг на неплавких електродах вимикають в мить, коли вони порівнюються з кінцем наплавлення валика. Даний спосіб дозволяє забезпечити в металі ЗТВ складний пульсуючий цикл зварювання з різною кількістю циклів нагрів-охолодження. За рахунок цього можливо впливати на швидкість охолодження при наплавленні та здійснювати цілеспрямоване керування процесом розпаду аустеніту, що дозволяє відмовитися від необхідності використання попереднього підігріву при наплавленні. Приклад. Виконували автоматичне безперервне наплавлення з термоциклюванням сталі 3 товщиною 10 мм. Наплавлення виконували самозахисним порошковим дротом ПП-Нп-АН-170 діаметром 2.5 мм на автоматі АД 231 типу АДФ 1204 УХЛ4 для дугового наплавлення. Процес наплавлення проводили на наступних режимах: наплавлення плавким електродом на струмі 1=3 80А та напрузі на джерелі U=30 В; 1 UA 73491 U 5 10 15 20 25 30 швидкість наплавлення -18 м/год.; струм на неплавких пластинах 1=100 А на кожній та напрузі на джерелі U=24 В; магнітна індукція на полюсах електромагнітів Вп=8 мТл, а під неплавкими пластинами в зоні горіння дуги Ве=4 мТл; відстань між основною та допоміжною дугою L1=45 мм, що відповідає температурі 550 °Cнайменшої стійкості переохолодженого аустеніту; відстань між полюсами електромагнітів L2=18 мм; час реверсування полярності струму на електромагнітах tp-1 с. В цих умовах здійснювалося циклічне переміщення дуги неплавких пластин відповідно до часу змін полярності живлення електромагнітів, що забезпечувало температурні пульсації на кривій охолодження (див. фіг. 3). Дані фіг. 3. свідчать про наявність температурних піків на кривих охолодження в умовах термоциклювання. Це пояснюється зміною сили струму на неплавкий пластинах та час реверсування. Такий характер змін супроводжується зменшенням швидкості охолодження в інтервалі температур 550 °C. Так, для звичайних умов наплавлення (фіг. 3, крива - 4) швидкість охолодження складає Vox1=24,8 °C/c, при термоциклюванні знижується від Vox2=12,7 °C/с до Vox4=5,15 °C/с. (фіг. 3, криві 1-3). Запропонований спосіб термоциклювання металу наплавленого валику забезпечує уповільнений термічний цикл охолодження, що супроводжується формуванням більш пластичних структур та уникненням тріщин у зоні термічного впливу, поблизу лінії сплавлення валика. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб наплавлення з термоциклюванням, що включає формування валика плавким електродом, а термоциклювання здійснюють періодичним переміщенням додаткових дуг за допомогою електромагнітів, який відрізняється тим, що для термоциклювання використовують дві неплавкі вугільні пластини, які розташовані в зоні термічного впливу по обидві сторони лінії сплавлення валика. 2 UA 73491 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for surfacing with thermal cycling
Автори англійськоюKuznetsov Valerii Dmytrovych, Paschenko Valerii Mykolaiovych, Popovych Pavlo Vasyliovych
Назва патенту російськоюСпособ наплавки с термоциклированием
Автори російськоюКузнецов Валерий Дмитриевич, Пащенко Валерий Николаевич, Попович Павел Васильевич
МПК / Мітки
МПК: B23K 9/16
Мітки: наплавлення, термоциклюванням, спосіб
Код посилання
<a href="https://ua.patents.su/5-73491-sposib-naplavlennya-z-termociklyuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення з термоциклюванням</a>
Спосіб наплавлення деталей із важкозварювальних сталей

Номер патенту: 64347
Опубліковано: 10.11.2011
Автори: Кузнецов Валерій Дмитрович, Пащенко Валерій Миколайович, Попович Павло Валерійович
МПК: B23K 9/16
Мітки: сталей, спосіб, важкозварювальних, деталей, наплавлення
Формула / Реферат:
Спосіб наплавлення деталей із важкозварювальних сталей, що включає формування валика плавким електродом з термоциклюванням, який відрізняється тим, що термоциклювання здійснюють періодичним переміщенням додаткових дуг між неплавкими електродами за допомогою електромагнітів.
Спосіб наплавлення виробів із важкозварювальних сталей
Номер патенту: 64348
Опубліковано: 10.11.2011
Автори: Попович Павло Валерійович, Кузнецов Валерій Дмитрович, Пащенко Валерій Миколайович
МПК: B23K 9/18
Мітки: виробів, важкозварювальних, наплавлення, сталей, спосіб
Формула / Реферат:
Спосіб наплавлення деталей з важкозварювальних сталей, що включає проведення наплавлення електродами, розташованими один за одним, від двох незалежних джерел зварювального струму, причому першим плавким електродом утворюють зварювальний валик, який відрізняється тим, що супутній підігрів здійснюють неплавкими електродами, які розміщують в інтервалі температур 600-400 °С найменшої стійкості аустеніту.
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 52752
Опубліковано: 10.09.2010
Автори: Осадчук Андрій Юрійович, Шенфельд Валерій Йосипович, Савуляк Валерій Іванович
МПК: B23K 9/04
Мітки: виробів, металевих, електродугового, наплавлення, спосіб, поверхню
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, який включає попереднє нанесення на поверхню, що обробляють, вуглевмісного матеріалу у вигляді волокон, нитки, стрічки чи повсті, їх сумісне плавлення, який відрізняється тим, що вуглевмісний матеріал наносять за наперед заданим законом, наприклад, по гвинтовій лінії або у вигляді сітки.
Спосіб дугового широкошарового наплавлення
Номер патенту: 9158
Опубліковано: 15.09.2005
Автори: Зімовченко Олександр Леонідович, Рижов Роман Миколайович
МПК: B23K 9/08
Мітки: широкошарового, дугового, спосіб, наплавлення
Формула / Реферат:
Спосіб дугового широкошарового наплавлення, що полягає в переміщенні дуги торцем стрічки для наплавлення поперечним магнітним полем, який відрізняється тим, що час переміщення дуги від одного до іншого краю стрічки розділяють на періоди, які складаються із трьох заданих інтервалів часу, протягом яких послідовно прогрівають поверхню, що наплавляється, і оплавляють електродну стрічку нерухомою дугою, охолоджують наплавлену ділянку, і...
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей

Номер патенту: 65272
Опубліковано: 25.11.2011
Автори: Пресняков Віктор Анатолійович, Бойко Ігор Олександрович, Гаврилов Олександр Володимирович, Оленич Олександр Анатолійович, Волков Сергій Михайлович, Гринь Олександр Григорович
МПК: B23K 35/02
Мітки: наплавлення, спосіб, циліндричних, поверхонь, деталей, внутрішніх
Формула / Реферат:
Спосіб наплавлення внутрішніх поверхонь циліндричних деталей, що полягає в обертанні виробу навколо поздовжньої осі в процесі наплавлення, безперервному переміщенні пристрою для наплавлення, який відрізняється тим, що при наплавленні першого шару спочатку спіралеподібний валик наплавляють по всій довжині виробу з відстанню між витками 1/2 його ширини, а другий - між витками першого, при наплавленні якого виконують пластичне деформування...
Попередній патент: Сплав для виготовлення зносостійких деталей машин
Наступний патент: Пропарювальна камера
Випадковий патент: Конструкція швидкозмінних п'ят та підп'ятників