Спосіб виготовлення кільцевих деталей
Номер патенту: 73496
Опубліковано: 25.09.2012
Автор: НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"

Формула / Реферат
Спосіб виготовлення кільцевих деталей, що включає отримання із прямолінійного прутка заготовок у вигляді кілець із стиковим зазором, збирання цих кілець на оправці в пакет з орієнтацією вздовж стикових зазорів, стискання пакету заготовок на оправці осьовим зусиллям і заварювання в такому стані стикових зазорів спільним швом для утворення нероз'ємної зварної конструкції, наступного зачищення спільного зварного шву з зовнішніх сторін, відокремлення від зварної конструкції крутильним моментом окремих кільцевих заготовок та їх об'ємного деформування технологічним зусиллям, який відрізняється тим, що збирання кілець на оправці виконують таким чином, щоб стиковий зазор був достатній для прямолінійного проходження електроду (згідно ГОСТ 5264-80).
Текст
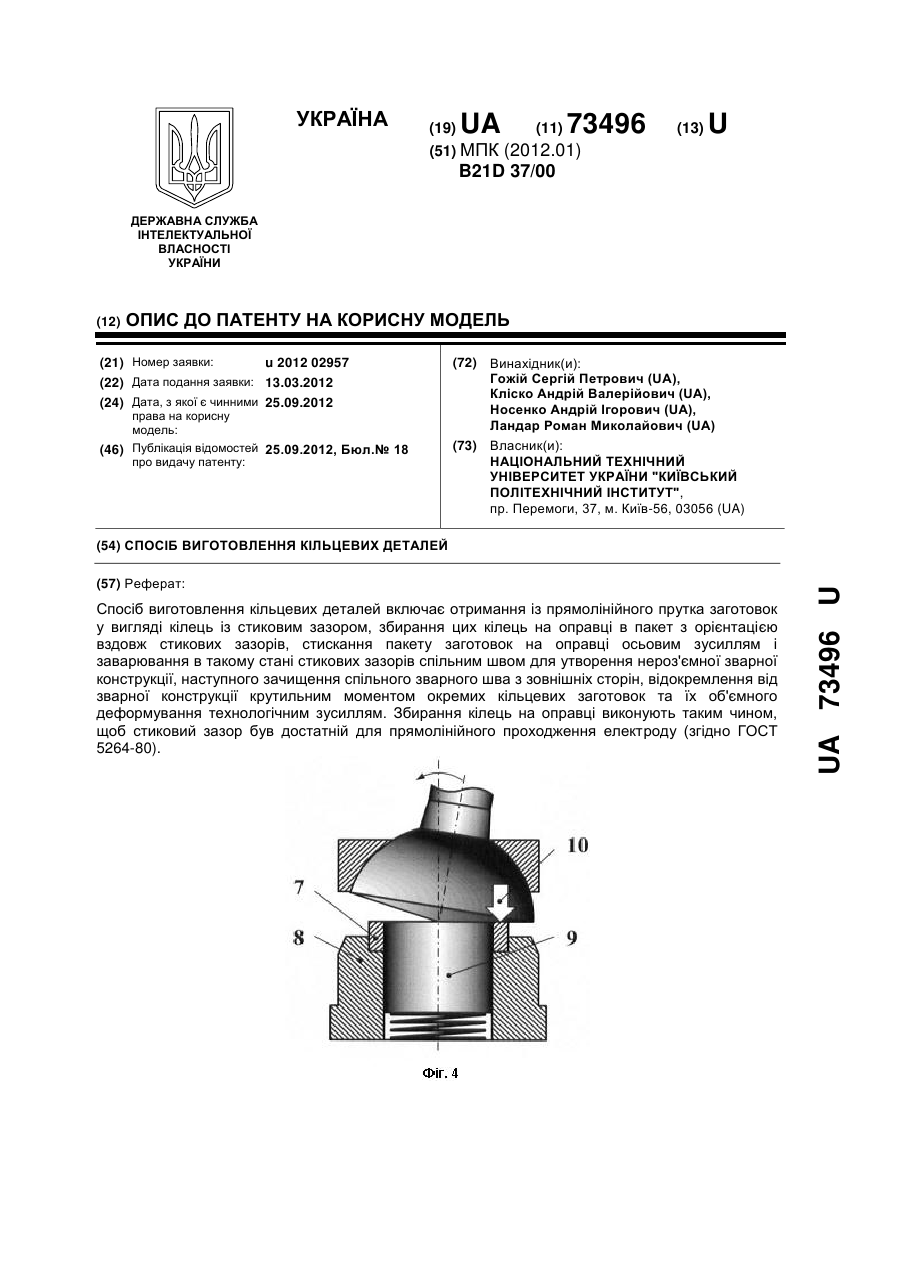
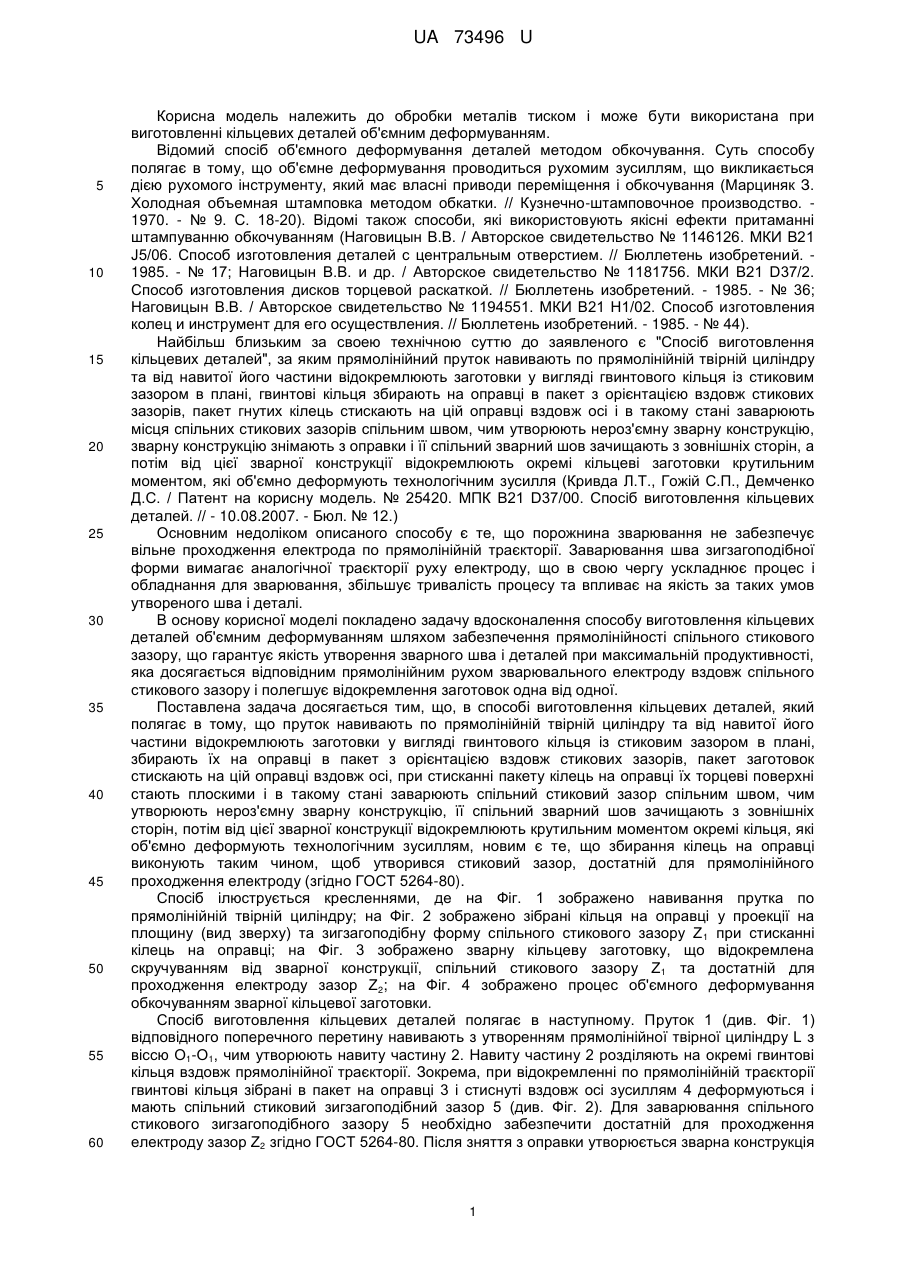
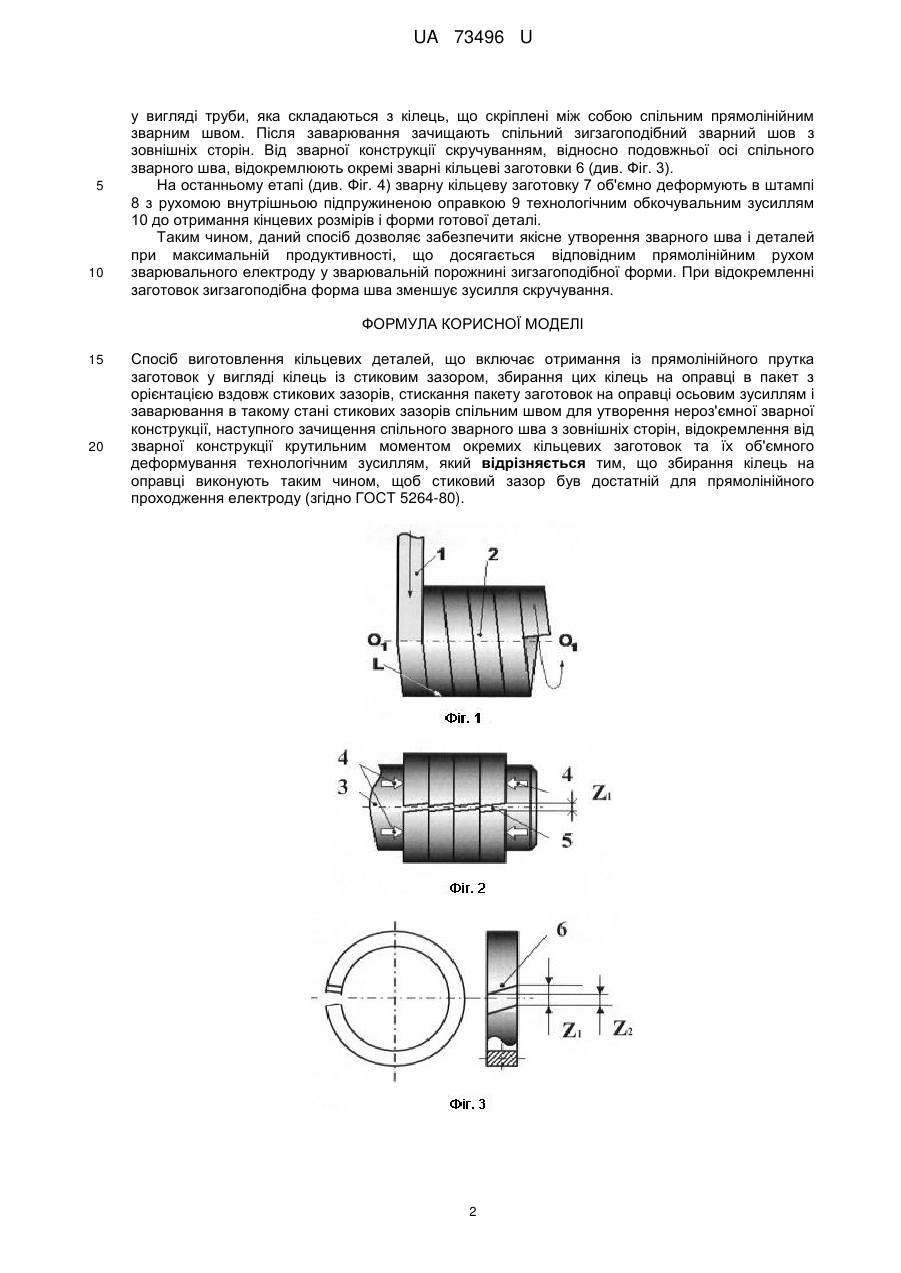
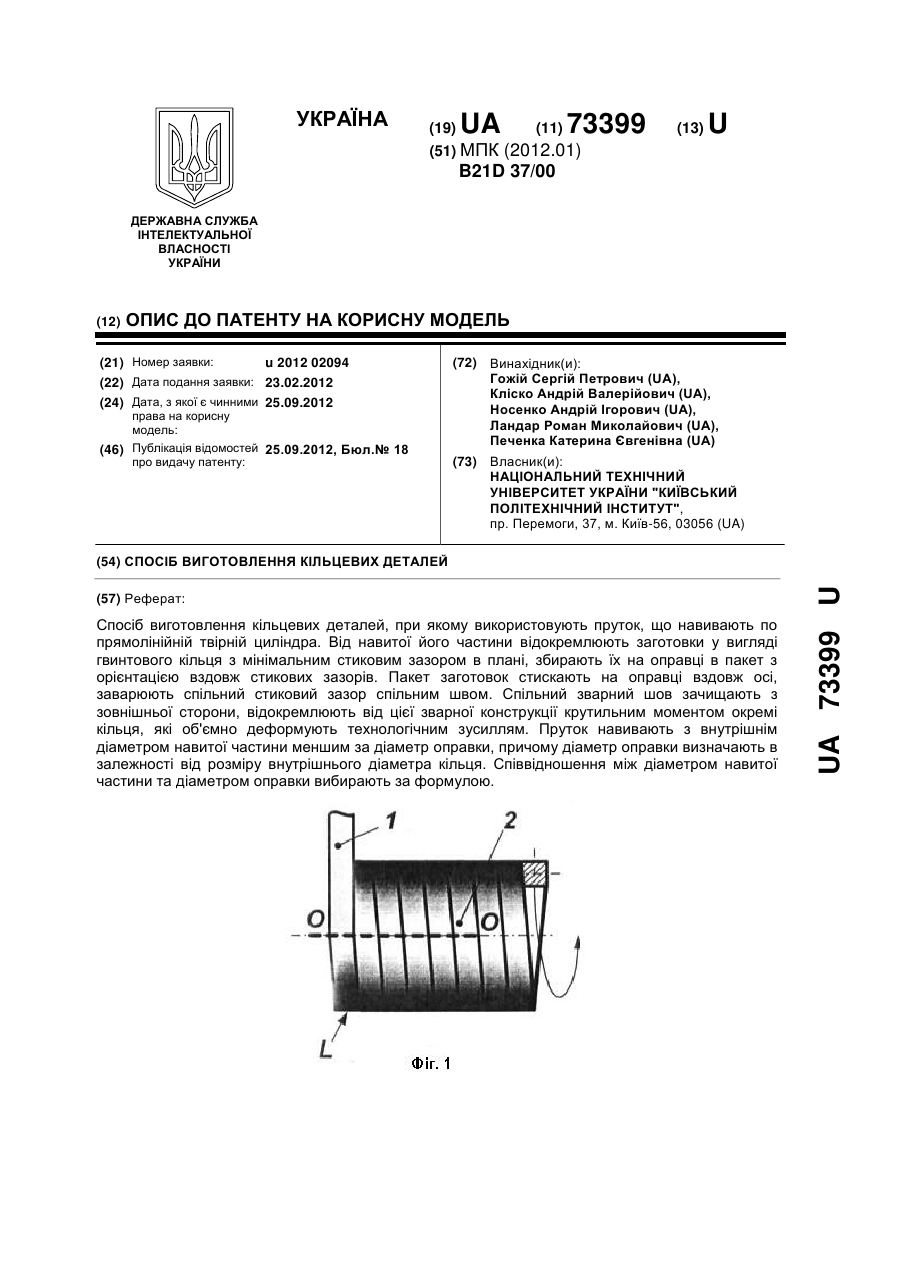
Реферат: Спосіб виготовлення кільцевих деталей включає отримання із прямолінійного прутка заготовок у вигляді кілець із стиковим зазором, збирання цих кілець на оправці в пакет з орієнтацією вздовж стикових зазорів, стискання пакету заготовок на оправці осьовим зусиллям і заварювання в такому стані стикових зазорів спільним швом для утворення нероз'ємної зварної конструкції, наступного зачищення спільного зварного шва з зовнішніх сторін, відокремлення від зварної конструкції крутильним моментом окремих кільцевих заготовок та їх об'ємного деформування технологічним зусиллям. Збирання кілець на оправці виконують таким чином, щоб стиковий зазор був достатній для прямолінійного проходження електроду (згідно ГОСТ 5264-80). UA 73496 U (54) СПОСІБ ВИГОТОВЛЕННЯ КІЛЬЦЕВИХ ДЕТАЛЕЙ UA 73496 U UA 73496 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском і може бути використана при виготовленні кільцевих деталей об'ємним деформуванням. Відомий спосіб об'ємного деформування деталей методом обкочування. Суть способу полягає в тому, що об'ємне деформування проводиться рухомим зусиллям, що викликається дією рухомого інструменту, який має власні приводи переміщення і обкочування (Марциняк З. Холодная объемная штамповка методом обкатки. // Кузнечно-штамповочное производство. 1970. - № 9. С. 18-20). Відомі також способи, які використовують якісні ефекти притаманні штампуванню обкочуванням (Наговицын В.В. / Авторское свидетельство № 1146126. МКИ В21 J5/06. Способ изготовления деталей с центральным отверстием. // Бюллетень изобретений. 1985. - № 17; Наговицын В.В. и др. / Авторское свидетельство № 1181756. МКИ В21 D37/2. Способ изготовления дисков торцевой раскаткой. // Бюллетень изобретений. - 1985. - № 36; Наговицын В.В. / Авторское свидетельство № 1194551. МКИ В21 Н1/02. Способ изготовления колец и инструмент для его осуществления. // Бюллетень изобретений. - 1985. - № 44). Найбільш близьким за своею технічною суттю до заявленого є "Спосіб виготовлення кільцевих деталей", за яким прямолінійний пруток навивають по прямолінійній твірній циліндру та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, гвинтові кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, зварну конструкцію знімають з оправки і її спільний зварний шов зачищають з зовнішніх сторін, а потім від цієї зварної конструкції відокремлюють окремі кільцеві заготовки крутильним моментом, які об'ємно деформують технологічним зусилля (Кривда Л.Т., Гожій С.П., Демченко Д.С. / Патент на корисну модель. № 25420. МПК В21 D37/00. Спосіб виготовлення кільцевих деталей. // - 10.08.2007. - Бюл. № 12.) Основним недоліком описаного способу є те, що порожнина зварювання не забезпечує вільне проходження електрода по прямолінійній траєкторії. Заварювання шва зигзагоподібної форми вимагає аналогічної траєкторії руху електроду, що в свою чергу ускладнює процес і обладнання для зварювання, збільшує тривалість процесу та впливає на якість за таких умов утвореного шва і деталі. В основу корисної моделі покладено задачу вдосконалення способу виготовлення кільцевих деталей об'ємним деформуванням шляхом забезпечення прямолінійності спільного стикового зазору, що гарантує якість утворення зварного шва і деталей при максимальній продуктивності, яка досягається відповідним прямолінійним рухом зварювального електроду вздовж спільного стикового зазору і полегшує відокремлення заготовок одна від одної. Поставлена задача досягається тим, що, в способі виготовлення кільцевих деталей, який полягає в тому, що пруток навивають по прямолінійній твірній циліндру та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі, при стисканні пакету кілець на оправці їх торцеві поверхні стають плоскими і в такому стані заварюють спільний стиковий зазор спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з зовнішніх сторін, потім від цієї зварної конструкції відокремлюють крутильним моментом окремі кільця, які об'ємно деформують технологічним зусиллям, новим є те, що збирання кілець на оправці виконують таким чином, щоб утворився стиковий зазор, достатній для прямолінійного проходження електроду (згідно ГОСТ 5264-80). Спосіб ілюструється кресленнями, де на Фіг. 1 зображено навивання прутка по прямолінійній твірній циліндру; на Фіг. 2 зображено зібрані кільця на оправці у проекції на площину (вид зверху) та зигзагоподібну форму спільного стикового зазору Z 1 при стисканні кілець на оправці; на Фіг. 3 зображено зварну кільцеву заготовку, що відокремлена скручуванням від зварної конструкції, спільний стикового зазору Z 1 та достатній для проходження електроду зазор Z2; на Фіг. 4 зображено процес об'ємного деформування обкочуванням зварної кільцевої заготовки. Спосіб виготовлення кільцевих деталей полягає в наступному. Пруток 1 (див. Фіг. 1) відповідного поперечного перетину навивають з утворенням прямолінійної твірної циліндру L з віссю О1-О1, чим утворюють навиту частину 2. Навиту частину 2 розділяють на окремі гвинтові кільця вздовж прямолінійної траєкторії. Зокрема, при відокремленні по прямолінійній траєкторії гвинтові кільця зібрані в пакет на оправці 3 і стиснуті вздовж осі зусиллям 4 деформуються і мають спільний стиковий зигзагоподібний зазор 5 (див. Фіг. 2). Для заварювання спільного стикового зигзагоподібного зазору 5 необхідно забезпечити достатній для проходження електроду зазор Z2 згідно ГОСТ 5264-80. Після зняття з оправки утворюється зварна конструкція 1 UA 73496 U 5 10 у вигляді труби, яка складаються з кілець, що скріплені між собою спільним прямолінійним зварним швом. Після заварювання зачищають спільний зигзагоподібний зварний шов з зовнішніх сторін. Від зварної конструкції скручуванням, відносно подовжньої осі спільного зварного шва, відокремлюють окремі зварні кільцеві заготовки 6 (див. Фіг. 3). На останньому етапі (див. Фіг. 4) зварну кільцеву заготовку 7 об'ємно деформують в штампі 8 з рухомою внутрішньою підпружиненою оправкою 9 технологічним обкочувальним зусиллям 10 до отримання кінцевих розмірів і форми готової деталі. Таким чином, даний спосіб дозволяє забезпечити якісне утворення зварного шва і деталей при максимальній продуктивності, що досягається відповідним прямолінійним рухом зварювального електроду у зварювальній порожнині зигзагоподібної форми. При відокремленні заготовок зигзагоподібна форма шва зменшує зусилля скручування. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виготовлення кільцевих деталей, що включає отримання із прямолінійного прутка заготовок у вигляді кілець із стиковим зазором, збирання цих кілець на оправці в пакет з орієнтацією вздовж стикових зазорів, стискання пакету заготовок на оправці осьовим зусиллям і заварювання в такому стані стикових зазорів спільним швом для утворення нероз'ємної зварної конструкції, наступного зачищення спільного зварного шва з зовнішніх сторін, відокремлення від зварної конструкції крутильним моментом окремих кільцевих заготовок та їх об'ємного деформування технологічним зусиллям, який відрізняється тим, що збирання кілець на оправці виконують таким чином, щоб стиковий зазор був достатній для прямолінійного проходження електроду (згідно ГОСТ 5264-80). 2 UA 73496 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing ring components
Автори англійськоюKYIV POLYTECHNIC INSTITUTE", NATIONAL TECHNICAL UNIVERSITY OF UKRAINE
Назва патенту російськоюСпособ изготовления кольцевых деталей
Автори російськоюНАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ УКРАИНЫ "КИЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ"
МПК / Мітки
МПК: B21D 37/00
Мітки: спосіб, кільцевих, деталей, виготовлення
Код посилання
<a href="https://ua.patents.su/5-73496-sposib-vigotovlennya-kilcevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення кільцевих деталей</a>
Спосіб виготовлення кільцевих деталей
Номер патенту: 58189
Опубліковано: 11.04.2011
Автори: Ландар Роман Миколайович, Кліско Андрій Валерійович, Носенко Андрій Ігорович, Гожій Сергій Петрович
МПК: B21D 11/06, B21D 53/16
Мітки: виготовлення, деталей, спосіб, кільцевих
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що пруток навивають по прямолінійній твірній циліндра та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі, при стисканні пакета кілець на оправці їх торцеві поверхні стають плоскими, і в такому стані...
Спосіб виготовлення кільцевих деталей
Номер патенту: 57704
Опубліковано: 10.03.2011
Автори: Носенко Андрій Ігорович, Ландар Роман Миколайович, Гожій Сергій Петрович, Кліско Андрій Валерійович
МПК: B21D 37/00, B21D 7/022
Мітки: кільцевих, деталей, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, що включає отримання із прямолінійного прутка заготовок у вигляді кілець із стиковим зазором, збирання цих кілець на оправці в пакет з орієнтацією вздовж стикових зазорів, стискання пакета заготовок на оправці осьовим зусиллям і заварювання в такому стані стикових зазорів спільним швом для утворення нероз'ємної зварної конструкції, наступного зачищення спільного зварного шва з зовнішніх сторін,...
Спосіб виготовлення кільцевих деталей
Номер патенту: 15241
Опубліковано: 15.06.2006
Автори: Кривда Леонід Трохимович, Гожій Сергій Петрович
МПК: B21D 37/00
Мітки: спосіб, кільцевих, виготовлення, деталей
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що попередньо отриману кільцеву заготовку об'ємно деформують технологічним зусиллям, який відрізняється тим, що від прутка відокремлюють прямолінійні заготовки і згинають їх в кільця з мінімальним технологічним стиковим зазором, гнуті кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані...
Спосіб виготовлення кільцевих деталей
Номер патенту: 25420
Опубліковано: 10.08.2007
Автори: Кривда Леонід Трохимович, Гожій Сергій Петрович, Демченко Діна Сергіївна
МПК: B21D 37/00
Мітки: виготовлення, спосіб, деталей, кільцевих
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що з прутка отримують заготовки у вигляді кільця зі стиковим зазором, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з зовнішніх сторін, потім від цієї...
Спосіб виготовлення кільцевих деталей
Номер патенту: 73399
Опубліковано: 25.09.2012
Автор: НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"
МПК: B21D 37/00
Мітки: деталей, кільцевих, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення кільцевих деталей, при якому використовують пруток, що навивають по прямолінійній твірній циліндра, від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця з мінімальним стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі, заварюють спільний стиковий зазор спільним швом, спільний зварний шов зачищають з...
Попередній патент: Модуль лінійного переміщення
Наступний патент: Акустотермометр з фокусуючим п’єзоприймачем теплового акустичного випромінювання для зондування внутрішньої температури біологічних об’єктів
Випадковий патент: Система аналізу траєкторії польоту літального апарата