Пристрій для вибивання металургійної ємкості
Номер патенту: 78631
Опубліковано: 25.03.2013
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович

Формула / Реферат
1. Пристрій для вибивання металургійної ємкості, що включає ударне тіло і засоби його переміщення відносно ємкості, який відрізняється тим, що профіль контактної поверхні ударного тіла виконано таким, що відповідає профілю зовнішньої поверхні металургійної ємкості в місці удару.
2. Пристрій за п. 1, який відрізняється тим, що контактна поверхня ударного тіла виконана увігнутою або плоскою.
Текст
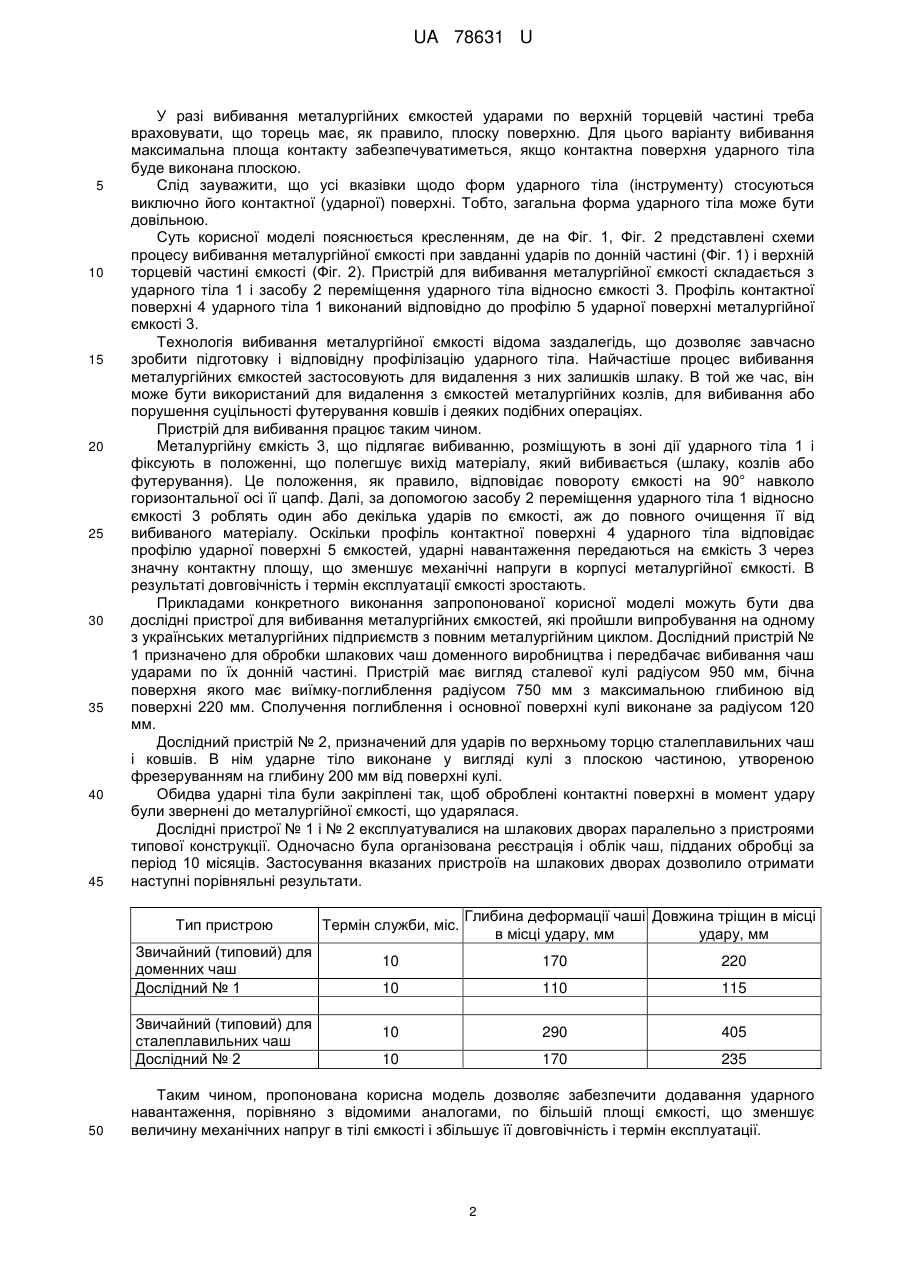
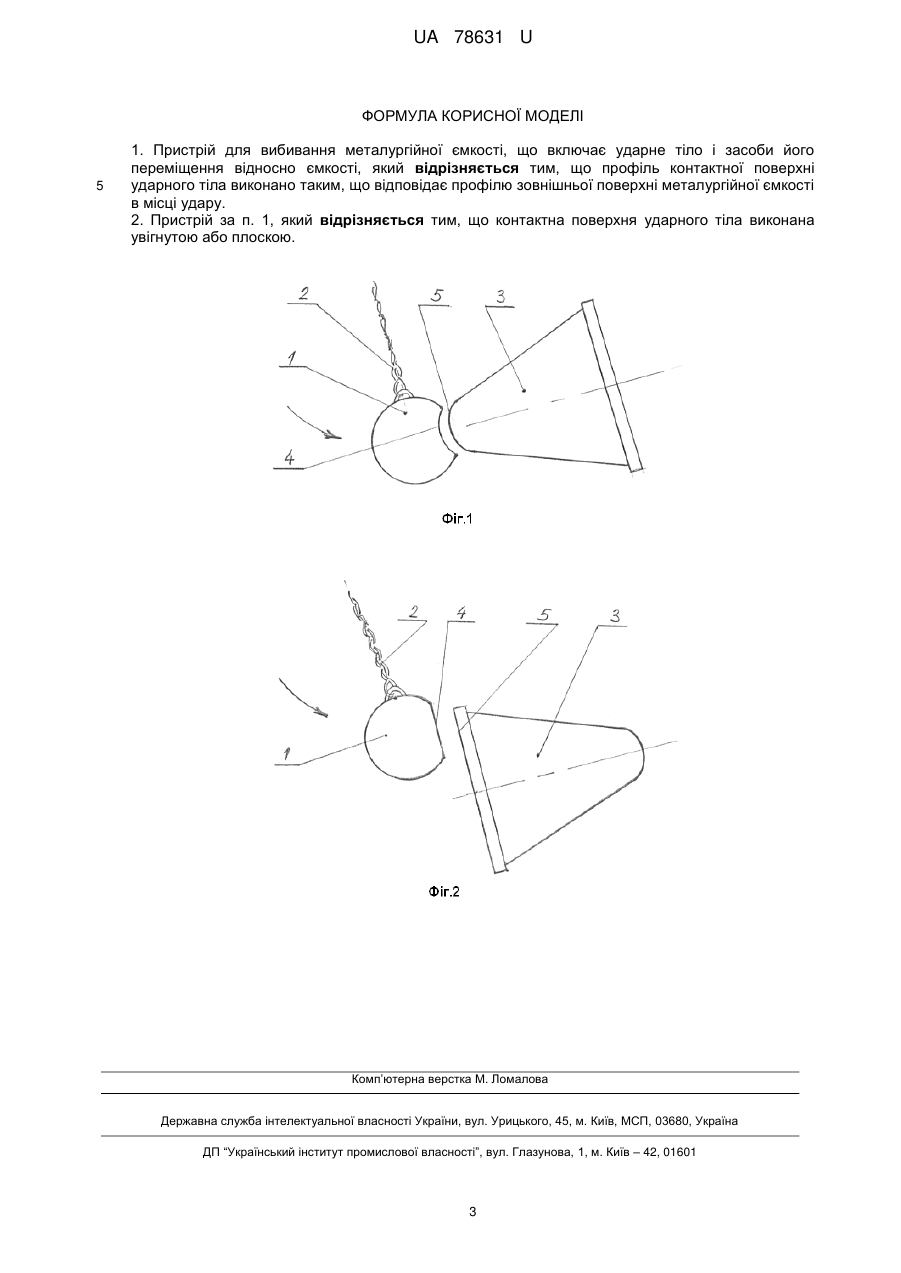
Реферат: UA 78631 U UA 78631 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії і може бути використана при експлуатації і обслуговуванні металургійних ємкостей, а саме: ковшів, чаш шлаковозів та ін. Відомий пристрій для очищення металургійних ковшів (А. с. СРСР № 469751, С 21 В), що включає кронштейн-балку, вібратор і ударник, в якому ударна дія на корпус ковша передається через ударник у вигляді високочастотної вібрації. Недоліком вказаного пристрою є його низька ефективність, пов'язана з малою енергією удару інструменту по металургійній ємкості. Внаслідок цього, видалення шлаку з ємкості відбувається повільно, що збільшує тривалість технологічної операції очищення ковша і робить роботу устаткування для очищення малоефективною. Відомий пристрій для вибивання шлакових чаш і інших металургійних ємкостей, прийнятий за прототип, який включає масивне ударне тіло (так звану "куля-бабу"), підвішену до механізму її горизонтального і вертикального переміщення (В книзі: А.І. Целіков та ін. "Машини і агрегати металургійних заводів". Том 2. - Машини і агрегати сталеплавильних цехів. - М.: Металургія, 1978. - С. 103). Видалення шлаку з чаші здійснюється завданням одиничних концентрованих ударів масивним ударним тілом після повороту чаші на заданий кут у бік ділянки для приймання шлакових відходів. При цьому відбувається швидке спорожнення шлакових чаш, що знижує час простою машини для їх транспортування і створює умови для більш швидкої оборотності чаш. Недоліком цієї технології очищення чаш і інших металургійних ємкостей є низька довговічність цих ємкостей, що має місце внаслідок їх руйнування від дії концентрованих ударних навантажень. При дії на ємкість опуклої "куля-баби" енергія удару передається через незначну площу "плями контакту", що обумовлює динамічне навантаження ємкості, близьке до динамічної дії зосередженої сили. Напруги, що виникають при цьому в тілі чаші, призводять до зародження і розвитку тріщин, а з часом - до виходу ємкості з ладу, як правило, раніше нормативного терміну. У основу корисної моделі поставлено задачу - розробити пристрій для видалення з металургійної ємкості залишків шлаку, металургійних козлів або футерування, в якому додавання ударного навантаження забезпечується, порівняно з відомими аналогами, по більшій площі ємкості, що зменшує величину механічних напруг в тілі ємкості і збільшує її довговічність і термін експлуатації. Для вирішення поставленої задачі в пристрої для вибивання металургійної ємкості, що включає ударне тіло і засоби його переміщення відносно ємкості, відповідно до корисної моделі, профіль контактної поверхні ударного тіла виконано таким, що відповідає профілю зовнішньої поверхні металургійної ємкості в місці удару; при цьому, в якості найбільш раціональних профілів контактної поверхні ударного тіла, пропонується увігнутий або плоский профіль. У основу корисної моделі покладено принцип зменшення механічних напруг в тілі навантаженої конструкції при заміні зосереджених сил, що діють на цю конструкцію, статично (або динамічно) еквівалентними силами, дія яких розподілена по площі. Відомо, що при взаємодії двох дотичних об'ємних тіл (зокрема, при їх ударній взаємодії), контакт між тілами відбувається по спільних контактуючих поверхнях цих тіл (ці поверхні називають "плями контакту"). У момент зіткнення чаші з опуклою "куля-бабою" площа плями контакту є незначною. Враховуючи це, ударне навантаження при вибиванні можна розглядати як навантаження від зосередженої в точці ударної сили. Є загальновідомим, що зосереджена ударна сила викликає в тілі чаші максимальні контактні і максимальні нормальні напруги від місцевого вигину стінки чаші. У поєднанні з термічними напругами (від нерівномірного нагрівуохолодження чаші) вони спричиняють появу і розвиток тріщин, які, у свою чергу, призводять до руйнування ємкості. Руйнування чаші може статися відразу, або через тривалий час, коли внаслідок накопичення дефектів і втоми характеристики міцності матеріалу зменшуються. Зменшити усі види механічних напруг можна шляхом заміни концентрованого в точці удару ударом по поверхні ємкості. На практиці це стає можливим, якщо профіль контактної поверхні ударного тіла виконати відповідно до профілю зовнішньої поверхні ємкості, що ударяється. Тоді, розподілене по площі ємкості ударне навантаження створить в тілі чаші менші контактні напруги і менші напруги від місцевого вигину стінки чаші. Погіршення ефективності очищення ємкості не настане, якщо, енергію удару, порівняно з прототипом, залишити на тому ж рівні. Технологія обробки металургійних ємкостей з використанням "куля-баби" реалізується сьогодні за двома різними варіантами: а) ударами по донній частині ємкості; б) ударами по верхній торцевій частині ємкості. Відповідно до першого варіанту, найбільша площа контакту інструменту і чаші буде досягнута, коли опуклий профіль контактної поверхні донної частини ємкості зіткнеться з увігнутим профілем контактної поверхні інструменту. Таку форму ударному тілу можна надати заздалегідь, наприклад, відливанням або механічною обробкою. 1 UA 78631 U 5 10 15 20 25 30 35 40 45 У разі вибивання металургійних ємкостей ударами по верхній торцевій частині треба враховувати, що торець має, як правило, плоску поверхню. Для цього варіанту вибивання максимальна площа контакту забезпечуватиметься, якщо контактна поверхня ударного тіла буде виконана плоскою. Слід зауважити, що усі вказівки щодо форм ударного тіла (інструменту) стосуються виключно його контактної (ударної) поверхні. Тобто, загальна форма ударного тіла може бути довільною. Суть корисної моделі пояснюється кресленням, де на Фіг. 1, Фіг. 2 представлені схеми процесу вибивання металургійної ємкості при завданні ударів по донній частині (Фіг. 1) і верхній торцевій частині ємкості (Фіг. 2). Пристрій для вибивання металургійної ємкості складається з ударного тіла 1 і засобу 2 переміщення ударного тіла відносно ємкості 3. Профіль контактної поверхні 4 ударного тіла 1 виконаний відповідно до профілю 5 ударної поверхні металургійної ємкості 3. Технологія вибивання металургійної ємкості відома заздалегідь, що дозволяє завчасно зробити підготовку і відповідну профілізацію ударного тіла. Найчастіше процес вибивання металургійних ємкостей застосовують для видалення з них залишків шлаку. В той же час, він може бути використаний для видалення з ємкостей металургійних козлів, для вибивання або порушення суцільності футерування ковшів і деяких подібних операціях. Пристрій для вибивання працює таким чином. Металургійну ємкість 3, що підлягає вибиванню, розміщують в зоні дії ударного тіла 1 і фіксують в положенні, що полегшує вихід матеріалу, який вибивається (шлаку, козлів або футерування). Це положення, як правило, відповідає повороту ємкості на 90° навколо горизонтальної осі її цапф. Далі, за допомогою засобу 2 переміщення ударного тіла 1 відносно ємкості 3 роблять один або декілька ударів по ємкості, аж до повного очищення її від вибиваного матеріалу. Оскільки профіль контактної поверхні 4 ударного тіла відповідає профілю ударної поверхні 5 ємкостей, ударні навантаження передаються на ємкість 3 через значну контактну площу, що зменшує механічні напруги в корпусі металургійної ємкості. В результаті довговічність і термін експлуатації ємкості зростають. Прикладами конкретного виконання запропонованої корисної моделі можуть бути два дослідні пристрої для вибивання металургійних ємкостей, які пройшли випробування на одному з українських металургійних підприємств з повним металургійним циклом. Дослідний пристрій № 1 призначено для обробки шлакових чаш доменного виробництва і передбачає вибивання чаш ударами по їх донній частині. Пристрій має вигляд сталевої кулі радіусом 950 мм, бічна поверхня якого має виїмку-поглиблення радіусом 750 мм з максимальною глибиною від поверхні 220 мм. Сполучення поглиблення і основної поверхні кулі виконане за радіусом 120 мм. Дослідний пристрій № 2, призначений для ударів по верхньому торцю сталеплавильних чаш і ковшів. В нім ударне тіло виконане у вигляді кулі з плоскою частиною, утвореною фрезеруванням на глибину 200 мм від поверхні кулі. Обидва ударні тіла були закріплені так, щоб оброблені контактні поверхні в момент удару були звернені до металургійної ємкості, що ударялася. Дослідні пристрої № 1 і № 2 експлуатувалися на шлакових дворах паралельно з пристроями типової конструкції. Одночасно була організована реєстрація і облік чаш, підданих обробці за період 10 місяців. Застосування вказаних пристроїв на шлакових дворах дозволило отримати наступні порівняльні результати. Тип пристрою Звичайний (типовий) для доменних чаш Дослідний № 1 Звичайний (типовий) для сталеплавильних чаш Дослідний № 2 50 Термін служби, міс. Глибина деформації чаші Довжина тріщин в місці в місці удару, мм удару, мм 10 170 220 10 110 115 10 290 405 10 170 235 Таким чином, пропонована корисна модель дозволяє забезпечити додавання ударного навантаження, порівняно з відомими аналогами, по більшій площі ємкості, що зменшує величину механічних напруг в тілі ємкості і збільшує її довговічність і термін експлуатації. 2 UA 78631 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 1. Пристрій для вибивання металургійної ємкості, що включає ударне тіло і засоби його переміщення відносно ємкості, який відрізняється тим, що профіль контактної поверхні ударного тіла виконано таким, що відповідає профілю зовнішньої поверхні металургійної ємкості в місці удару. 2. Пристрій за п. 1, який відрізняється тим, що контактна поверхня ударного тіла виконана увігнутою або плоскою. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for ejection of a metallurgical vessel
Автори англійськоюLoza Arkadii Vasyliovych, Shyshkin Volodymyr Havrylovych
Назва патенту російськоюУстройство для выбивания металлургической емкости
Автори російськоюЛоза Аркадий Васильевич, Шишкин Владимир Викторович
МПК / Мітки
МПК: C21B 3/10
Мітки: металургійної, вибивання, ємкості, пристрій
Код посилання
<a href="https://ua.patents.su/5-78631-pristrijj-dlya-vibivannya-metalurgijjno-ehmkosti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вибивання металургійної ємкості</a>
Пристрій для вибивання металургійної ємності
Номер патенту: 69207
Опубліковано: 25.04.2012
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: C21B 3/10
Мітки: пристрій, металургійної, вибивання, ємності
Формула / Реферат:
1. Пристрій для вибивання металургійної ємності, що містить ударне тіло з транспортним кріпленням, який відрізняється тим, що на поверхні ударного тіла розміщені один або декілька демпфуючих елементів.2. Пристрій по п. 1, який відрізняється тим, що демпфуючі елементи виконані з матеріалу з твердістю, яка визначається співвідношенням:,де
Пристрій для вибивання пилу
Номер патенту: 35915
Опубліковано: 10.10.2008
Автори: Ганзюк Тетяна Михайлівна, Коротич Ольга Олександрівна
МПК: D06G 1/00
Мітки: пристрій, пилу, вибивання
Формула / Реферат:
Пристрій для вибивання пилу, що містить ручку, ударну площину, що з'єднані разом, який відрізняється тим, що ударна площина є гнучкою пластиною конусоподібної форми, з'єднаною з гнучкою ручкою, всередині пластини знаходяться канавки циліндричної або конусоподібної форми з розширенням до верхньої частини пластини, розміщені в радіальному напрямку від основи ударної площини до кінцевої її частини, не доходячи до краю, всередині яких розміщені...
Футеровка металургійної ємкості

Номер патенту: 17039
Опубліковано: 18.03.1997
Автори: Башлій Федір Іванович, Шевченко Володимир Олексійович, Башлій Валентина Іванівна, Боровиков Генадій Федорович, Тільга Степан Сергійович, Зозуля Олександр Іванович, Нечепоренко Володимир Андрійович, Сорока Олександр Павлович
МПК: B22D 41/02
Мітки: футеровка, металургійної, ємкості
Формула / Реферат:
Футеровка металлургической емкости, содержащая арматурный, промежуточный и рабочий слои, отличающаяся тем, что поверхность рабочего слоя днища выполнена ребристой из огнеупорного кирпича, образованные при этом ячейки глубиной 40 - 80мм, а также поверхностный бесшовный слой толщиной 50 - 60мм плотно набиты углеродосодержащей огнеупорной массой.
Спосіб і пристрій для периферійного нанесення етикеток на ємкості та інформаційна система, виконана у вигляді ємкості, зокрема пляшки
Номер патенту: 94279
Опубліковано: 26.04.2011
Автор: Тіль Фолькер
Мітки: виконана, спосіб, вигляді, зокрема, пляшки, етикеток, периферійного, система, пристрій, інформаційна, нанесення, ємкості
Формула / Реферат:
1. Спосіб периферійного нанесення етикеток на ємкості (1), зокрема кругового нанесення етикеток на пляшки (1), при якому друкують безкінечну стрічку (5) етикеток, потім відрізають за розміром відповідну етикетку (2) і обгортають довкола ємкості (1) щонайменше на частини її периферії, який відрізняється тим, що розмір периферії та/або висоту щонайменше однієї ємкості, на яку слід нанести етикетку, визначають за допомогою щонайменше одного...
Ущільнювальний пристрій ємкості
Номер патенту: 53759
Опубліковано: 17.02.2003
Автори: Алєшко Світлана Петрівна, Шпортко Андрій Вікторовіч
МПК: F16K 17/00, F16K 17/18
Мітки: пристрій, ущільнювальний, ємкості
Формула / Реферат:
Ущільнювальний пристрій ємкості для пневмогідросистем виробів, зокрема ракет, який вміщує горловину ємкості з зворотним клапаном, котра закрита заглушкою, ущільненою відносно горловини за допомогою установленої у горловині прокладки, і накидну гайку накручену на горловину, який відрізняється тим, що, у заглушці виконані повздовжній і радіальні отвори, які з'єднують порожнину горловини між ущільнювальним кільцем і прокладкою з оточуючою...
Попередній патент: Спосіб очищення шлакової чаші від шлаку
Наступний патент: Спосіб розчеплення товстого повношарового, сітчастого епідермотранслокалізаційного аутодермотрансплантата з кратністю збільшення площі від 1 до 4
Випадковий патент: Спосіб приготування корму (ковбаси) для кішок та собак "кіт та пес"