Спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання
Номер патенту: 83337
Опубліковано: 10.09.2013
Автори: Сивак Іван Онуфрійович, Шевчук Євген Ігорович, Мироненко Олег Макарович
Формула / Реферат
Спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання, що включає в себе вирізку заготовки, ротаційне видавлювання з одночасним наклепом, а також витягування, який відрізняється тим, що розворот ролика навколо осі, перпендикулярної до напряму осі твірної поверхні, що обробляється, здійснюють за допомогою числового програмного керування, причому при проході ролика з правої сторони заготовку витягують, а при проході ролика з лівої сторони її ущільнюють, формуючи тонкостінну оболонку.
Текст
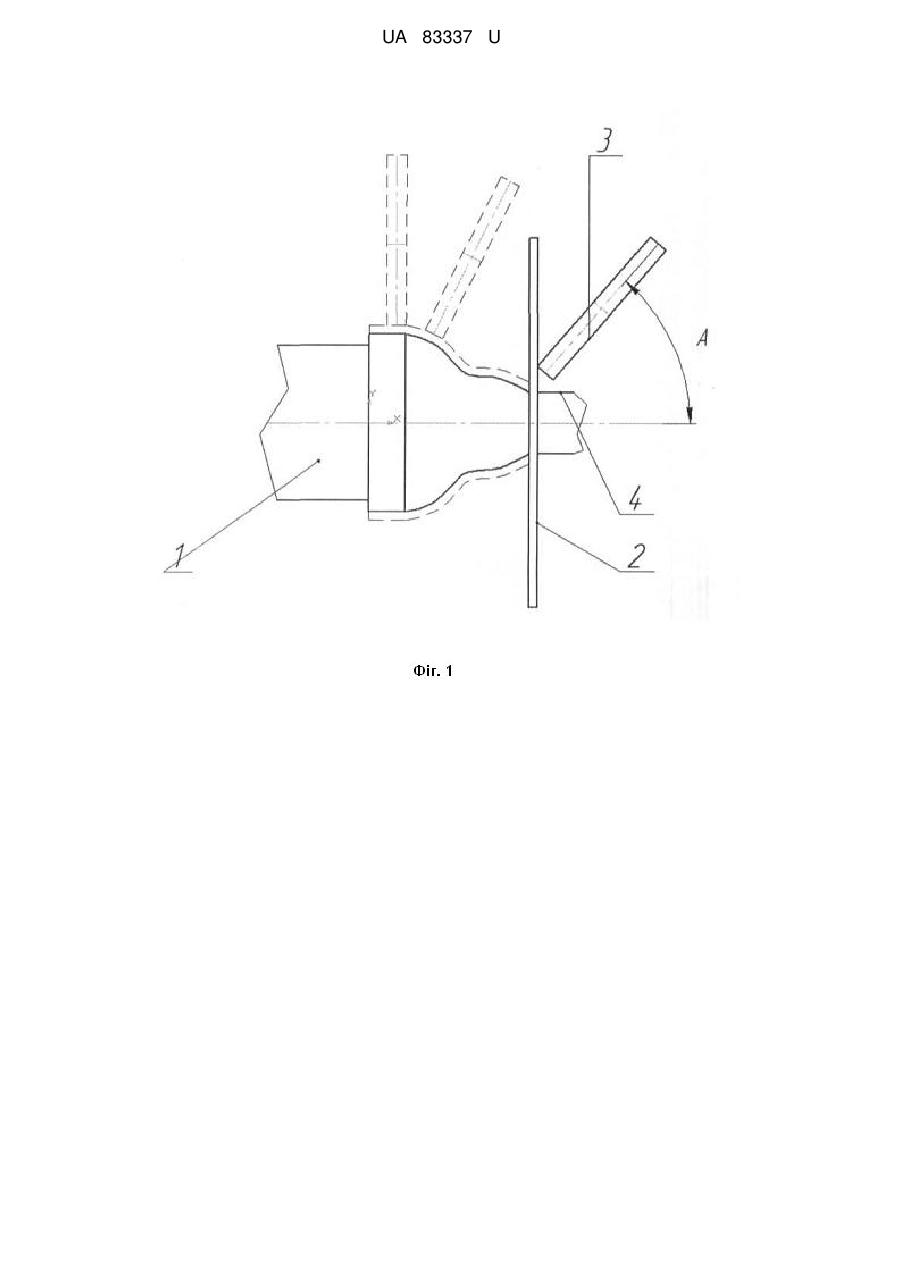
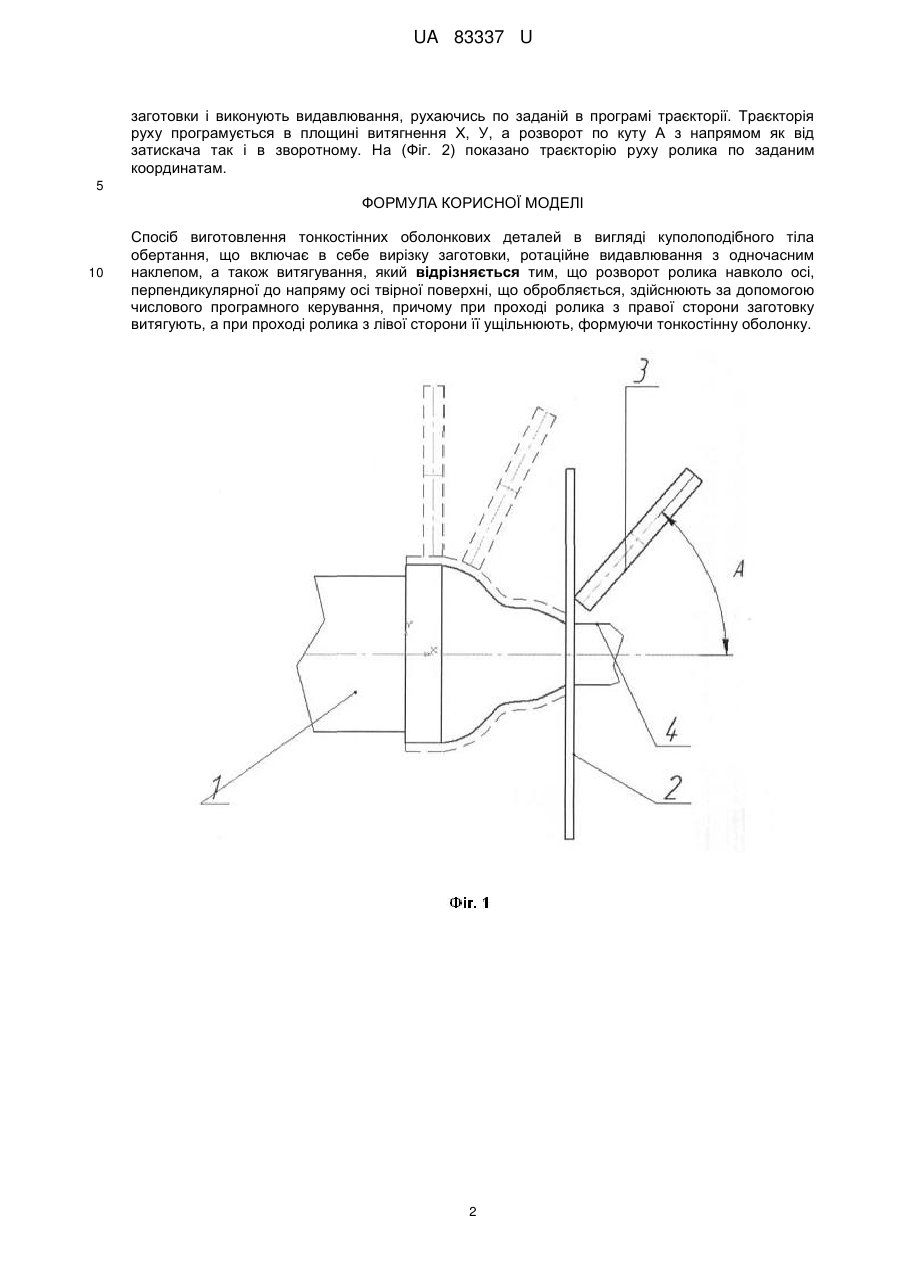
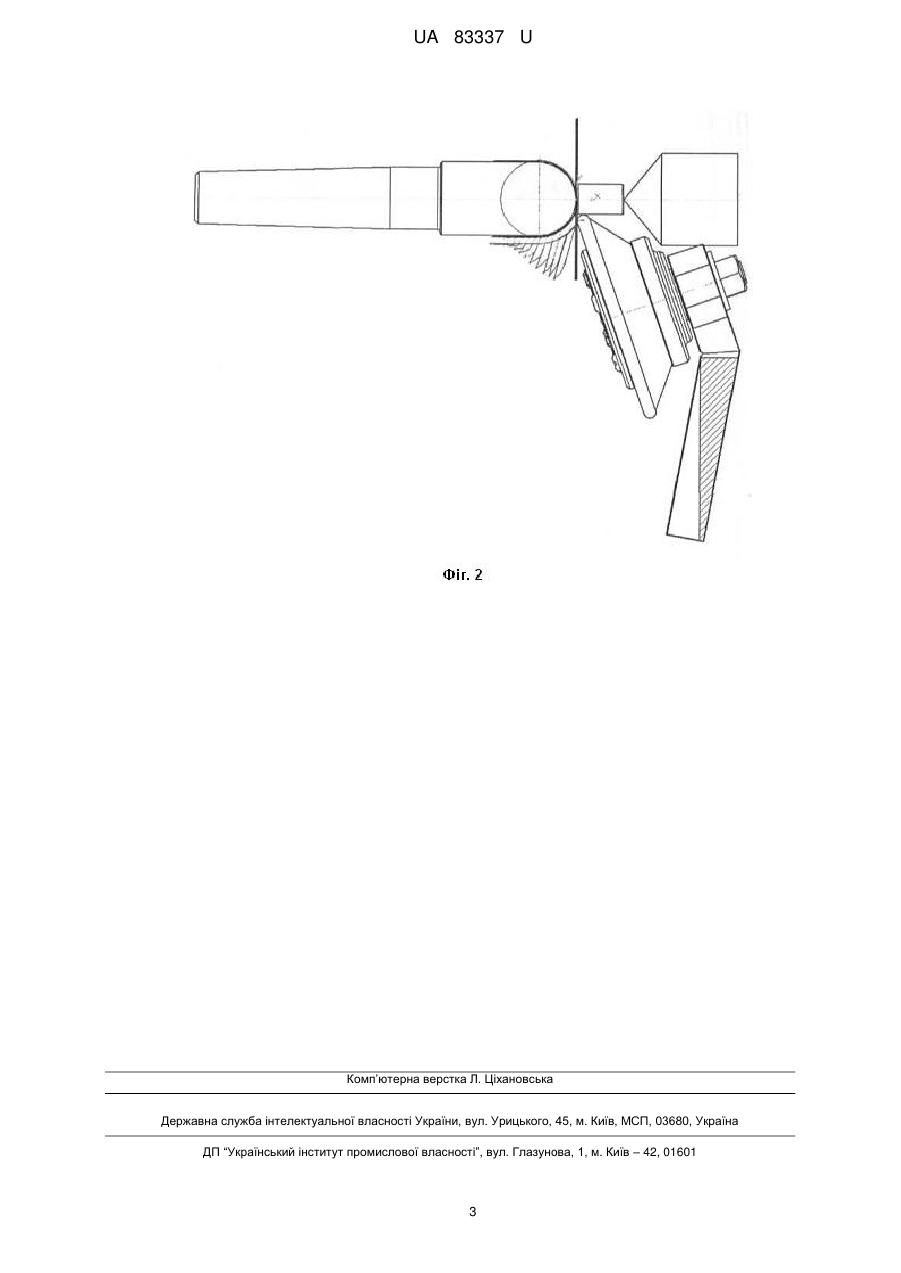
Реферат: Спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання включає в себе вирізку заготовки, ротаційне видавлювання з одночасним наклепом, а також витягування, причому розворот ролика навколо осі, перпендикулярної до напряму осі твірної поверхні, що обробляється, здійснюють за допомогою числового програмного керування, причому при проході ролика з правої сторони заготовку витягують, а при проході ролика з лівої сторони її ущільнюють, формуючи тонкостінну оболонку. UA 83337 U (12) UA 83337 U UA 83337 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології обробки металів тиском, зокрема технології виготовлення тонкостінних оболонкових деталей, і може бути використана в машинобудуванні і електротехніці. Відомий спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібних тіл обертання, наприклад відбивачів світлових приладів, що включає вирізання із листового матеріалу заготовки, багатоопераційну глибоку витяжку з міжопераційною термічною стабілізацією та завершальні роботи. Спосіб широко розповсюджений, описаний в багатьох посібниках по обробці металів тиском, зокрема в роботах В.П. Романовського [В.П. Романовський. Справочник по холодной штамповке. Издательство Машиностроение. Ленинград, 1979. - С. 81-85, 266-275]. Недоліком способу є висока залежність його від якості листового металу, малий коефіцієнт використання матеріалу за рахунок обрізки облою та велика собівартість за рахунок вартості оснащення (штампів). Відомий спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібних тіл обертання, включає в себе вирізку із листового металу заготовки, й ротаційне видавлювання розкатним роликом за один прохід на ролико-обкатних верстатах. В процесі виконання цього способу за рахунок тиску ролика на метал останній піддається нерівномірному локальному деформуванню та неконтрольованому обтиску матеріалу, внаслідок чого виникає нерівномірне його зміцнення та потоншення Порядок виконання способу викладено В.П. Романовським [див. "Справочник по холодной штамповке"]. Недоліком такого способу є обмеженість величини деформації, тому таким способом можна виготовляти деталі простої форми з малим коефіцієнтом деформації. Найбільш близьким до способу, що заявляється, є спосіб виготовлення куполоподібного тіла обертання із листового матеріалу, описаний в патенті на винахід № 61928 клас В21D 51/08, що включає вирізку заготовки, ротаційне видавлювання з одночасним наклепом металу та глибоку витяжку, який відрізняється тим, що вирізана заготовка піддається ротаційному видавлюванню з створенням такої попередньої форми, що забезпечує рівномірне деформування та обтиск з рівномірним наклепом поверхні металу розкатним роликом, після чого одержану таким чином попередню форму піддають глибокій витяжці, яка забезпечує кінцеві розміри куполоподібного тіла обертання. Недоліком способу є висока залежність його якості від механічних характеристик листового металу, малий коефіцієнт використання матеріалу за рахунок обрізки облою та велика собівартість обумовлена високою вартістю (штампів). В основу корисної моделі поставлено задачу - створення способу виготовлення тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання (без гороутворення) в якому за рахунок оптимізації величини і напряму дії прикладеної сили, напряму і величини її переміщення досягається можливість значного зниження вимог до оснащення при виготовленні тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання. Поставлена задача вирішується тим, що спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання включає в себе вирізку заготовки, ротаційне видавлювання з одночасним наклепом, розворот ролика навколо осі, перпендикулярної до напряму осі твірної поверхні, що обробляється, згідно з корисною моделлю, здійснюють за допомогою числового програмного керування (ЧПК), причому при проході ролика з правої сторони заготовку витягують, а при проході ролика з лівої сторони її ущільнюють, формуючи тонкостінну оболонку. Відомо що при однопрохідному обтиску оболонкової стальної заготовки не можливо досягнути коефіцієнта обтиску m > 0,3, виходячи з умови забезпечення стійкості оболонки (без гофроутворення). Другий фактор, який впливає на оптимізацію обтиску - це зміцнення при пластичній деформації металу заготовки. Відомо, що при немонотонній деформації коефіцієнт обтиску можна збільшити і довести його до одиниці. В цьому випадку обтиск тонкостінної оболонки можна проводити при оптимізації величини і напряму сили деформування за рахунок завдання оптимальної траєкторії руху інструмента. Такий спосіб управління деформацією дасть можливість малими зусиллями локальної деформації зменшити металоємність і суттєво зменшити енергоємність процесу виготовлення тонкостінних асиметричних деталей. Фіг. 1 - Схема ротаційного видавлювання, Фіг. 2 - траєкторія руху інструмента. Спосіб здійснюється наступним чином. На верстаті з ЧПК закріплюють заготовку 2 (Фіг. 1) в вигляді тонкостінної пластини потрібної форми так щоб, вісь заготовки співпадала з віссю деталі підтискаючи її до торця пуансона 1 затискачем 4. Ролик 3 під потрібним кутом підводять до 1 UA 83337 U заготовки і виконують видавлювання, рухаючись по заданій в програмі траєкторії. Траєкторія руху програмується в площині витягнення Х, У, а розворот по куту А з напрямом як від затискача так і в зворотному. На (Фіг. 2) показано траєкторію руху ролика по заданим координатам. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання, що включає в себе вирізку заготовки, ротаційне видавлювання з одночасним наклепом, а також витягування, який відрізняється тим, що розворот ролика навколо осі, перпендикулярної до напряму осі твірної поверхні, що обробляється, здійснюють за допомогою числового програмного керування, причому при проході ролика з правої сторони заготовку витягують, а при проході ролика з лівої сторони її ущільнюють, формуючи тонкостінну оболонку. 2 UA 83337 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSyvak Ivan Onufriiovych, Myronenko Oleh Makarovych
Автори російськоюСивак Иван Ануфриевич, Мироненко Олег Макарович
МПК / Мітки
МПК: B21D 51/08
Мітки: обертання, куполоподібного, вигляді, тіла, оболонкових, тонкостінних, деталей, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-83337-sposib-vigotovlennya-tonkostinnikh-obolonkovikh-detalejj-v-viglyadi-kupolopodibnogo-tila-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тонкостінних оболонкових деталей в вигляді куполоподібного тіла обертання</a>
Спосіб виготовлення куполоподібного тіла обертання із листового металу
Номер патенту: 61928
Опубліковано: 15.12.2003
Автори: Пономарьов Василь Олексійович, Мілевський Станіслав Бернардович, Шкуль Зіновій Володимирович, Пилипчик Степан Васильович, Ткачук Йосип Матвійович, Пилипчук Роман Володимирович, Яремчук Роман Юліанович
МПК: B21D 22/00, B21D 35/00, B21D 51/00, B21D 22/14, B21D 22/20
Мітки: листового, тіла, спосіб, виготовлення, металу, куполоподібного, обертання
Формула / Реферат:
1. Спосіб виготовлення куполоподібного тіла обертання із тонколистового металу, що включає в себе вирізку плоскої заготовки, її ротаційне видавлювання та нагартування, а також глибоке витягнення, який відрізняється тим, що плоску заготовку попередньо піддають ротаційному видавлюванню на оправці з одночасним рівномірним нагартуванням, після чого здійснюють операції глибокого витягнення в штампах.2. Спосіб за п. 1, який відрізняється...
Конвеєр для групової гальванічної обробки тонкостінних деталей типу тіл обертання
Номер патенту: 12674
Опубліковано: 15.02.2006
Автор: Геник Ігор Степанович
МПК: B65G 15/00
Мітки: обробки, типу, гальванічно, конвеєр, тонкостінних, тіл, обертання, групової, деталей
Формула / Реферат:
Конвеєр для групової гальванічної обробки тонкостінних деталей типу тіл обертання, який виконано у вигляді опори, привідного барабана з люльками, механізму приводу, механізмів затиску і гальванічної ванни, який відрізняється тим, що привідний барабан виконано у вигляді двох дисків, які з'єднані між собою по периферії декількома, наприклад чотирма, горизонтальними стяжними болтами, які розміщені рівномірно по колу, причому один з дисків...
Верстат для полірування тонкостінних деталей типу тіл обертання
Номер патенту: 10668
Опубліковано: 15.11.2005
Автори: Гевко Ігор Богданович, Геник Ігор Степанович
МПК: B24D 5/00, B24B 29/00
Мітки: полірування, верстат, типу, тонкостінних, деталей, обертання, тіл
Формула / Реферат:
Верстат для полірування тонкостінних деталей типу тіл обертання, який виконаний у вигляді станини, шпиндельного вузла, механізмів приводу та затиску, супортів поздовжньої та поперечної подач з вилчастим коромислом, гідроприводу, шліфувальної та задньої бабок який відрізняється тим, що механізм затиску тонкостінних заготовок виконаний на базі шпиндельного вузла у вигляді пустотілого шпинделя, до кінця якого жорстко приєднаний вал-гайка, у...
Спосіб зміцнюючої обробки деталей машин за допомогою тіла обертання
Номер патенту: 76846
Опубліковано: 25.01.2013
Автори: Мороз Сергій Анатолійович, Приступа Станіслав Олексійович, Ткачук Анатолій Анатолійович
МПК: B24B 39/00
Мітки: допомогою, машин, деталей, обертання, спосіб, обробки, зміцнюючої, тіла
Формула / Реферат:
1. Спосіб зміцнюючої обробки деталей машин за допомогою тіла обертання, що діє осередком деформації на оброблювальну поверхню з постійною силою, при цьому утворюють плавне переміщення осередку деформації з можливістю охоплення усієї поверхні оброблювальної деталі, який відрізняється тим, що осередок деформації виконують як комбінаторику, складену з тіла обертання та автоматичної системи регулювання притиску останнього рідким...
Спосіб виготовлення порожнистих деталей
Номер патенту: 38879
Опубліковано: 26.01.2009
Автори: Жбанков Ярослав Геннадійович, Куценко Сергій Володимирович, Алієва Лєйла Іграмотдинівна, Алієв Іграмотдін Серажутдінович
МПК: B21K 21/00
Мітки: деталей, спосіб, порожнистих, виготовлення
Формула / Реферат:
Спосіб виготовлення порожнистих деталей шляхом радіально-прямого видавлювання, який відрізняється тим, що радіально-пряме видавлювання порожнистої заготовки виконується на конічній оправці, відрізають її від багатоштучної заготовки оправкою, розгортають заготовку на 180 градусів і встановлюють в наступний штамп отриманою на попередній операції фаскою донизу і радіально-прямо видавлюють втулку на оправці.
Попередній патент: Двоканальний пристрій контролю вологості
Наступний патент: Газовий вологомір
Випадковий патент: Поршнева кулісна машина