Спосіб з’єднання арматурних стержнів з періодичним реберним профілем
Номер патенту: 83692
Опубліковано: 25.09.2013

Формула / Реферат
Спосіб з'єднання арматурних стержнів з періодичним реберним профілем, в якому арматурні стержні орієнтують відносно гільзи, та додатково орієнтують до збігання їх профілів з аналогічним профілем гільзи, який відрізняється тим, що у стінці гільзи по середині її довжини виготовляють отвір з наріззю для під'єднування нагнітальної системи з штуцером, а кінці стержнів з перехресним намотаним по зовнішньому діаметру на заданих довжині та товщині шаром армуючого волоконного матеріалу просовують назустріч один одному до половини довжини отвору гільзи, потім через отвір штуцера вприскують консистентне зв'язуюче на основі епоксидної смоли до повного заповнення міжреберної порожнини між арматурними стержнями та гільзою, від'єднують нагнітальну систему із штуцером, а армований шар полімеризують за заданим режимом, охолоджують з певною витримкою на повітрі.
Текст
Реферат: UA 83692 U UA 83692 U 5 10 15 20 25 30 35 40 Корисна модель належить до галузі будівництва, а саме способів з'єднання елементів будівельних конструкцій, зокрема стальної профільної арматури, і може бути використана для виготовлення залізобетонних конструкцій (ригелів, колон, плит) тощо. Відомий спосіб з'єднання арматурних стержнів періодичного профілю, в якому арматурні стержні додатково орієнтують до збігання їх профілів з профілем обтискного елемента, після чого фіксують та обтискають спочатку до заповнення міжреберного простору арматурних стержнів матеріалом гільзи, а потім дотискають до вирівнювання напружено-деформованого стану з'єднання за допомогою пристрою для його реалізації [Деклараційний патент на винахід України UA 63168A, МПК Е04С 5/03, опубл. 15.01.2004]. Однак цей спосіб вимагає застосування складного, енергоємного та трудомісткого пристрою для деформування гільзи шляхом обтискання, що вимагає обтискання профільним пуансоном до заповнення міжреберного простору арматурних стержнів матеріалом гільзи, а потім дотисканням такого з'єднання складним пристроєм для вирівнювання напруженодеформованого стану такого з'єднання. В основу корисної моделі поставлена задача забезпечити стійке з'єднання арматурних стержнів періодичного профілю, в якому нове виконання відомих операцій і введення нових елементів забезпечили би відсутність контактних напружень від обтискання гільзи з профілем арматурних стержнів, що, в свою чергу, зменшить енергоємність та трудомісткість способу з'єднання. Поставлена задача вирішується тим, що в способі з'єднання арматурних стержнів періодичного профілю, арматурні стержні орієнтують відносно гільзи та додатково орієнтують до збігання їх профілів з аналогічним профілем гільзи, згідно з корисною моделлю у стінці гільзи по середині її довжини виготовляють отвір з наріззю для під'єднування нагнітальної системи з штуцером, а кінці стержнів з перехресним намотаним по зовнішньому діаметру на заданій довжині та товщині шаром армуючого волоконного матеріалу просовують назустріч один одному до половини довжини отвору гільзи, потім через отвір штуцера вприскують консистентне зв'язуюче, на основі епоксидної смоли, до повного заповнення міжреберної порожнини між арматурними стержнями та гільзою, від'єднують нагнітальну систему із штуцером, потім армований шар полімеризують за заданим режимом, охолоджують з певною витримкою на повітрі. Заміна складного, енергоємного та трудомісткого пристрою для операції деформування гільзи на операцію її склеювання забезпечує відсутність контактних напружень від обтискання гільзи з профілем арматурних стержнів та дозволяє надійне нероз'ємне склеєне з'єднання. На кресленні зображена схема реалізації способу одержання склеєного епоксидною смолою нероз'ємного з'єднання арматурних стержнів з гільзою. Вигляд А арматурного стержня з періодичним реберним профілем характеризується еліпсом із малим діаметром d2стер та великим діаметром d1стер , утвореним двома твірними, товщиною В по довжині стержня. Спосіб з'єднання арматурних стержнів з періодичним реберним профілем здійснюють наступним чином: Спершу нарізають арматурний стержень діаметром dстер в розмір l , після чого нарізають пруток діаметром dпр в розмір L заг . Далі свердлять отвір діаметром D0 на всю довжину прутка L заг відповідно до діаметра арматурного стержня dстер . Нарізають наскрізну гвинтову канавку в отворі D0 одержаної втулки-гільзи глибиною до діаметра Dк відповідно до кроку Р міжреберного арматурного стержня і свердлять отвір діаметром d0 у стінці гільзи по середині її 45 50 55 довжини Lзаг / 2 . Нарізають нарізь в отворі діаметра d0 стінки гільзи відповідно до нарізі М загвинчувального штуцера впускного і загвинчують штуцер впускний в отвір діаметром d 0 стінки гільзи 2 наріззю М та під'єднують штуцер випускний 6 через шланг до ємності 7 з епоксидною смолою наприклад марок ЕД-20 або ЕД-22. Намотують шар із армуючого волоконного матеріалу товщиною 0,5 мм по кінцях діаметра стержнів і довжиною, рівною половині довжини отвору гільзи Lзаг / 2 та монтують стержні 1 з намотаним шаром із армуючого волоконного матеріалу в отвір гільзи 2 просуванням з двох боків до середини її довжини Lзаг / 2 . Нагнітають тиск в ємність 8 пуском електродвигуна 9, вприскуючи епоксидну смолу через отвір штуцера впускного 4 до повного заповнення порожнини між ребрами арматурних стержнів 1 і гвинтовою канавкою гільзи 2. Охолоджують одержане склеєне з'єднання на повітрі з витримкою протягом 1 год. після чого від'єднують гідравлічну систему разом із штуцером впускним 4 із отвору стінки гільзи з наріззю М. Далі полімеризують в муфельній печі армований шар склеєного з'єднання 1 UA 83692 U (гільза - арматурні стержні) за режимом: нагрів при Т=150…200 °C, витримка 2…3 год., та охолодження на повітрі. Випробовують склеєне з'єднання (гільза - арматурні стержні) осьовим розтягом до руйнування на розривній машині та визначають нормальні напруження для 5 склеєного з'єднання після розриву армованого шару за формулою: ( P [МПа ]) , де P F руйнівне зусилля; F - площа поперечного перерізу кільця у склеєному з'єднанні. Визначають напруження зсуву для р* армованого шару склеєного з'єднання за формулою: P [МПа ]) , де P - руйнівне зусилля; F Lзаг - бічна поверхня, утвореного з F L заг поперечним перерізом кільця F склеєного з'єднання по довжині L заг для пари арматурні стержні - гільза та зіставляють нормальні напруження розриву і напруження зсуву з напруженнями розриву р матеріалу арматури. Приклад реалізації способу Запропонований спосіб апробовано на двох партіях склеєних епоксидними смолами ЕД-20 та ЕД-22 ГОСТ 10587-84 нероз'ємних з'єднань із стандартних арматурних стержнів діаметром dстер=14 мм та довжиною l=120 мм з гільзою, виготовленою із прутка d пр=25 мм із загальною довжиною Lзаг=140 мм (10-ти кратної довжини від діаметра арматурного стержня). Маршрут виготовлення таких з'єднань полягає у наступному: у прутку-заготовці висвердлювали наскрізний отвір D0=15 мм відповідно до діаметра поздовжніх ребер стержнів d стер=14 мм, у якому нарізали гвинтову канавку відповідно до кроку Р=6 мм профілю арматурних стержнів глибиною до Dк=18 мм. Після чого одержували з'єднувальну гільзу з гвинтовою канавкою. Наступними операціями були свердління отвору d0=10,5 мм у стінці гільзи по середині її довжини Lзаг/2=70 мм та нарізання у ньому нарізі діаметром М12×1,5-6 р для загвинчення з натягом штуцера впускного і під'єднання його через шланг з випускним штуцером до ємності із зв'язуючим - епоксидною смолою та нагнітальною системою. Потім шляхом Х-подібного укладання волокон із базальтоволокна по кінцях стержнів намотували шар товщиною 0,5 мм на діаметр стержнів і довжиною, рівною половині довжини гільзи Lзаг/2=70 мм. Після того виконали монтування стержнів з намотаним шаром із базальтоволокна, просовуючи їх назустріч один одному в отвір гільзи з двох боків до середини її довжини L заг/2=70 мм. Після запуску нагнітальної системи, тобто електродвигуна та гідроциліндра, а також створення тиску Р=0,5 МПа в ємності з епоксидною смолою через шланг з випускним та впускним штуцерами вприскували епоксидну смолу ЕД-20 до заповнення порожнини між арматурними стержнями та гільзою. Одержане з'єднання витримували до застигання на повітрі з витримкою одну годину. Кінцевими операціями були вигвинчування приймального штуцера із нарізного отвору у стінці гільзи та полімеризація склеєного з'єднання у муфельній печі за режимом: температура нагріву Т=120-150 °C, витримка до 2-х год. Це знімало залишкові напруження в заповненій епоксидною смолою матриці між гвинтовими канавками поверхонь пари арматурні стержні - гільза. В результаті створювали надійне нероз'ємне склеєне з'єднання придатне для випробувань на статичну міцність. За такою послідовністю одержували склеєні епоксидною смолою ЕД-22 з'єднання у другій партії. Випробування двох партій таких з'єднань проводили на розривній машині РМ-10 після затиску кінців стержнів захоплювачами з записом діаграми розтягу в координатах навантаження Р-деформація ε. Масштаб діаграмного запису склав 20:1. Швидкість навантаження 2 мм/хв. Руйнівне ( 10 15 20 25 30 35 40 45 навантаження P фіксували за шкалою силовимірювача розривної машини. Так як в процесі експерименту для такого з'єднання можливі варіанти напружень розтягу і зсуву (йдеться про склеєну поверхню, утворену у вигляді поперечного перерізу кільця по гвинтових канавках із заданою товщиною армованого шару, для пари арматурні стержні-гільза Dк dстер на довжині склеєного з'єднання Lзаг=140 мм, то їх можна підрахувати за формулами: 50 Напруження розриву а напруження зсуву 4Р 2 2 (Dk dстер ) , (1) Р . (2) dстер L заг 2 UA 83692 U 5 10 В процесі записів даних після руйнування армованих шарів склеєних епоксидними смолами ЕД-20 та ЕД-22 з'єднань (по 3 шт. в кожній партії), та підрахунків за формулами (1) і (2) було встановлено переваги склеєних з'єднань на основі ЕД-22 порівняно з ЕД-20, для яких напруження розриву склали ς=630МПа і ς=578МПа, а напруження зсуву σ=52,0 МПа і σ=43,5 МПа відповідно. Якщо збільшувати товщину, діаметр та довжину бічної трубчастої поверхні армованого склеєного з'єднання, а також змінювати хімічний склад зв'язуючих на основі епоксидних смол додатковими добавками пластифікаторів і модифікаторів, сучасних армуючих волокон із базальту чи вуглепластика, то можна наблизитись з міцністю армованого шару склеєного з'єднання до міцності матеріалу самої арматури, що сповна перевершить міцність зварних з'єднань, одержуваних за класичними методами зварювання. Це означає, що операцію одержування з'єднань арматурних стержнів шляхом зварювання можна замінити економічнішою операцією склеюванням. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Спосіб з'єднання арматурних стержнів з періодичним реберним профілем, в якому арматурні стержні орієнтують відносно гільзи, та додатково орієнтують до збігання їх профілів з аналогічним профілем гільзи, який відрізняється тим, що у стінці гільзи по середині її довжини виготовляють отвір з наріззю для під'єднування нагнітальної системи з штуцером, а кінці стержнів з перехресним намотаним по зовнішньому діаметру на заданих довжині та товщині шаром армуючого волоконного матеріалу просовують назустріч один одному до половини довжини отвору гільзи, потім через отвір штуцера вприскують консистентне зв'язуюче на основі епоксидної смоли до повного заповнення міжреберної порожнини між арматурними стержнями та гільзою, від'єднують нагнітальну систему із штуцером, а армований шар полімеризують за заданим режимом, охолоджують з певною витримкою на повітрі. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHumeniuk Ruslan Vasyliovych
Автори російськоюГуменюк Руслан Васильевич
МПК / Мітки
МПК: E04C 5/03
Мітки: періодичним, реберним, стержнів, з'єднання, спосіб, арматурних, профілем
Код посилання
<a href="https://ua.patents.su/5-83692-sposib-zehdnannya-armaturnikh-sterzhniv-z-periodichnim-rebernim-profilem.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання арматурних стержнів з періодичним реберним профілем</a>
Спосіб з’єднання арматурних стержнів періодичного профілю та пристрій для його реалізації

Номер патенту: 63168
Опубліковано: 15.01.2004
Автори: Іваницький Ярослав Лаврентійович, Лучко Йосип Йосипович, Штаюра Степан Теодорович, Ігнатишин Микола Іванович
МПК: E04C 5/01
Мітки: пристрій, профілю, періодичного, з'єднання, реалізації, арматурних, стержнів, спосіб
Формула / Реферат:
1. Спосіб з'єднання арматурних стержнів періодичного профілю, в якому арматурні стержні орієнтують відносно гільзи, фіксують та обтискують, який відрізняється тим, що арматурні стержні додатково орієнтують до збігання іх профілів з профілем обтискного елемента, після чого фіксують, а обтискують спочатку до заповнення міжреберного простору арматурних стержнів матеріалом гільзи, а потім дотискують до вирівнювання напружено-деформованого стану...
Пристрій для виготовлення металовиробів з періодичним осесиметричним профілем
Номер патенту: 7266
Опубліковано: 15.06.2005
Автори: Сатонін Олександр Володимирович, Капорович Світлана Володимирівна, Роганов Лев Леонідович, Капорович Володимир Володимирович, Потапкін Віктор Федорович
МПК: B21D 53/02
Мітки: осесиметричним, періодичним, виготовлення, металовиробів, пристрій, профілем
Формула / Реферат:
Пристрій для виготовлення металовиробів з періодичним осесиметричним профілем, що містить встановлені на станині електродвигун, передню бабку з розміщеними в ній коробкою швидкостей і шпинделем, на кінці якого закріплений трикулачковий патрон, задню бабку, а також два стояки з центровими наскрізними отворами, на яких паралельно шпинделю шарнірно закріплені з можливістю радіального переміщення інструменти для обробки заготовки, які виконані у...
Спосіб прокатки профілів для арматурних стержнів
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Єрємєєв Віктор Іванович, Альохін Вячеслав Григорович, Рослік Ігор Вітальєвич, Андрійчук Сергій Андрійович, Оробцев Юрій Вікторович, Филонов Юрій Всеволодович, Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Шевердін Сергій Митрофанович
МПК: B21B 1/16, B21B 45/02
Мітки: стержнів, прокатки, профілів, арматурних, спосіб
Формула / Реферат:
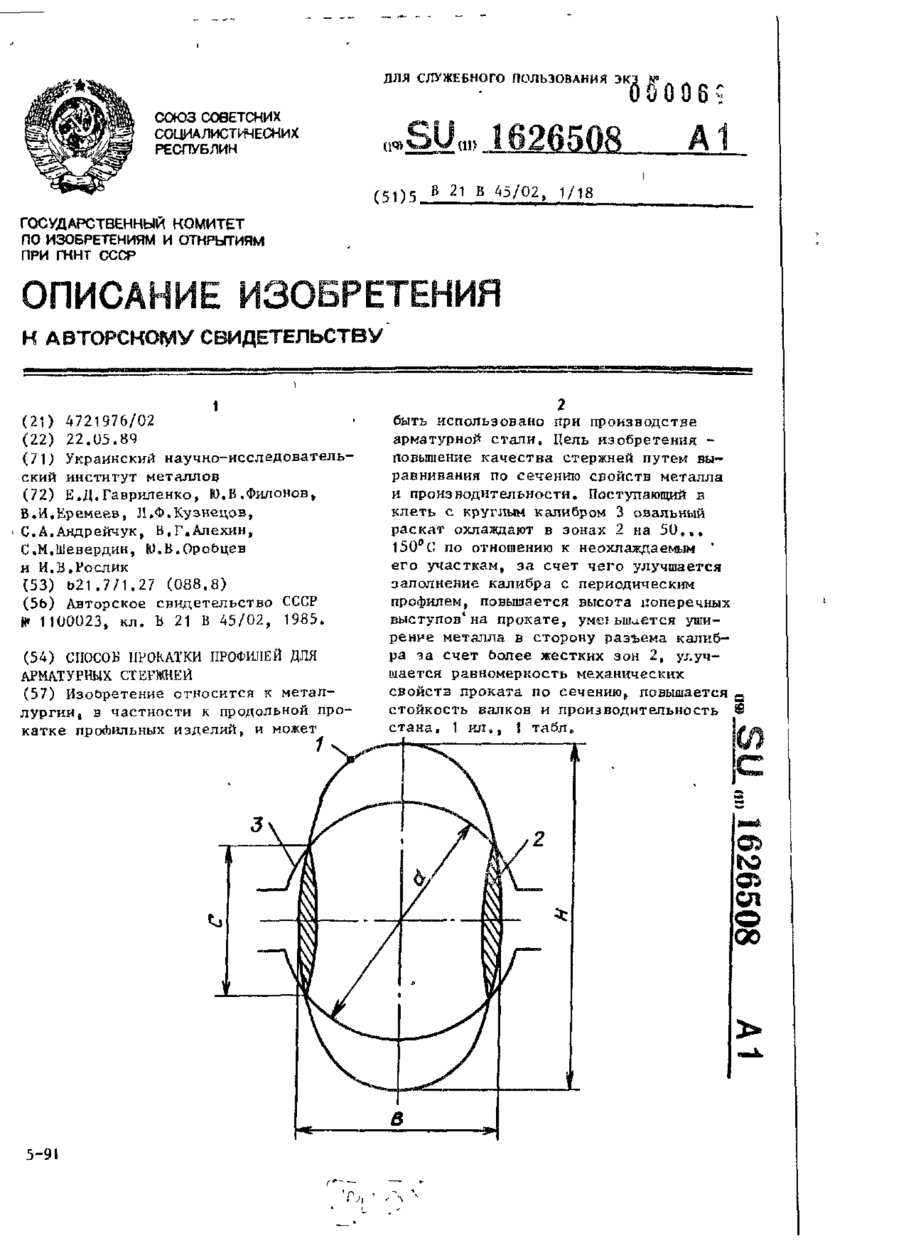
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых...
Пристосування для з’єднання арматурних стержнів

Номер патенту: 24261
Опубліковано: 07.07.1998
Автори: Воробйова Ольга Геннадіївна, Мухіна Людмила Володимирівна, Воробйов Геннадій Михайлович, Большаков Володимир Іванович
МПК: E04C 5/01
Мітки: з'єднання, стержнів, пристосування, арматурних
Формула / Реферат:
Приспособление для соединения арматурных стержней, содержащее корпус с вырезами и упругие запорные элементы, отличающееся тем, что корпус выполнен в виде квадратной пластины, а упругие запорные элементы в виде щелевых вырезов, расположенных перпендикулярно к серединам больших сторон каждой боковой грани пластины и заканчивающихся цилиндрическими отверстиями параллельными боковым граням, с ограничительными планками с нижней стороны и...
Пристрій для з’єднання арматурних стержнів
Номер патенту: 17303
Опубліковано: 01.04.1997
Автори: Воробйова Ольга Геннадіївна, Большаков Володимир Іванович, Мухіна Людмила Володимирівна, Воробйов Геннадій Михайлович, Швець Микола Антонович
МПК: E04C 5/16
Мітки: арматурних, стержнів, пристрій, з'єднання
Формула / Реферат:
Устройство для соединения арматурных стержней, включающее парные накладки из низкоуглеродистой стали, внутренняя поверхность которых повторяет поверхность соединительных стержней, отличающееся тем, что накладки сочленены с соединяемым стержнем и сварены между собой по зазору, который составляет 0,1 - 0,05 диаметра стержня, причем, в виде граней прямоугольного параллелепипеда со скруглением на ребрах.
Попередній патент: Багатошарова стіна
Наступний патент: Спосіб тимчасового підсилення залізобетонних опор ліній електропередач металевим бандажем
Випадковий патент: Пристрій для механічної очистки ендосальних поверхонь імплантатів