Спосіб контролю товщини тонких плівок в процесі напилення у вакуумі
Номер патенту: 87510
Опубліковано: 10.02.2014
Автори: Хлебникова Марія Євгенівна, Семенов Костянтин Іванович



Формула / Реферат
Спосіб контролю товщини тонких плівок в процесі напилення у вакуумі, який полягає у визначенні інтенсивності потоку світла від джерела, що пройшов через плівку, який відрізняється тим, що падаючий на плівку потік світла модулюють з частотою, яка багато більше частоти зміни сторонньої засвітки, а сигнал з фотодатчика, який відображає величину потоку, що пройшов через плівку, пропускають через електричний частотний фільтр, який пропускає на вимірювальний прилад складову сигналу з фотодатчика, яка відповідає тільки потоку, що пройшов від джерела і характеризує величину поглинання світла плівкою, а отже її товщину.
Текст
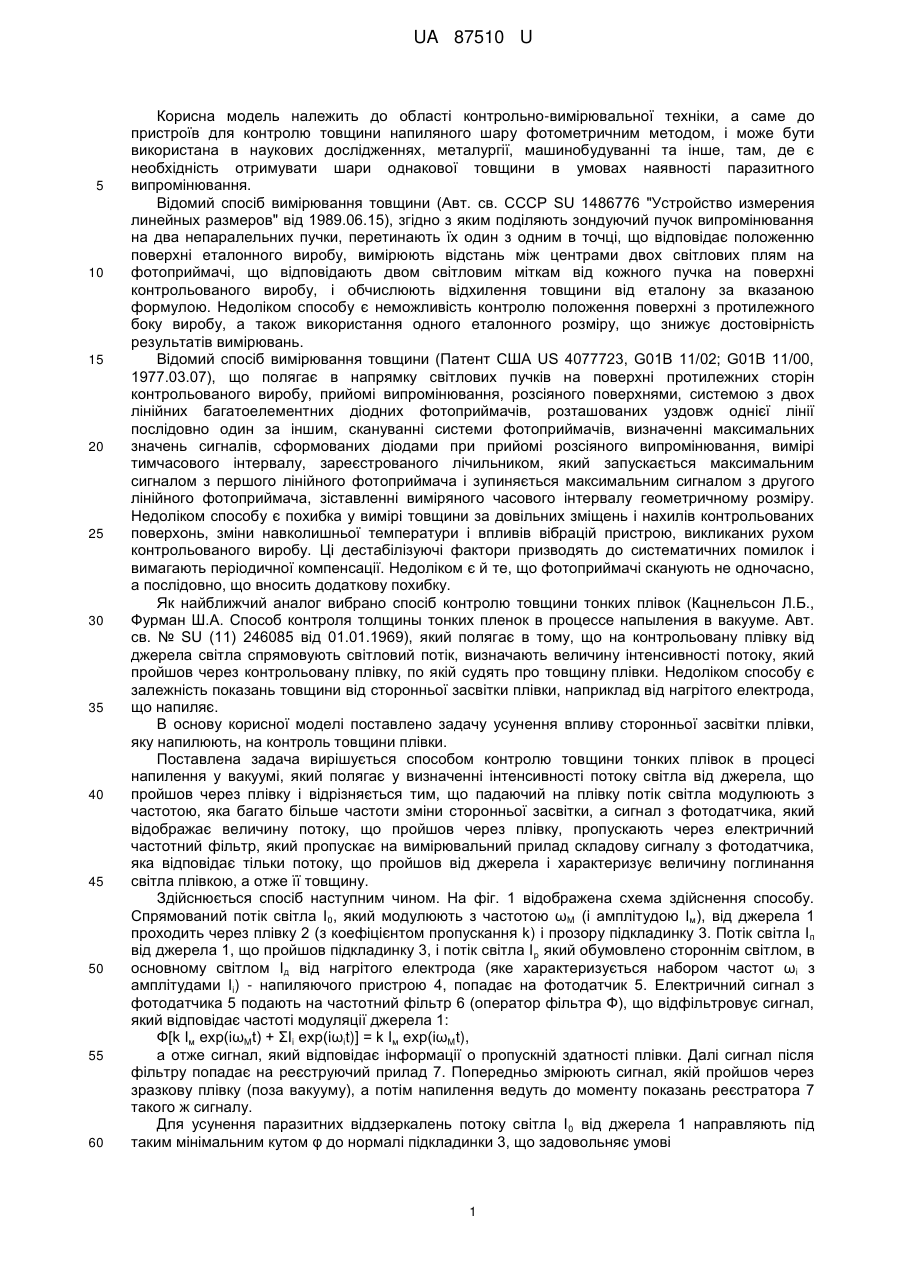
Реферат: UA 87510 U UA 87510 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області контрольно-вимірювальної техніки, а саме до пристроїв для контролю товщини напиляного шару фотометричним методом, і може бути використана в наукових дослідженнях, металургії, машинобудуванні та інше, там, де є необхідність отримувати шари однакової товщини в умовах наявності паразитного випромінювання. Відомий спосіб вимірювання товщини (Авт. св. СССР SU 1486776 "Устройство измерения линейных размеров" від 1989.06.15), згідно з яким поділяють зондуючий пучок випромінювання на два непаралельних пучки, перетинають їх один з одним в точці, що відповідає положенню поверхні еталонного виробу, вимірюють відстань між центрами двох світлових плям на фотоприймачі, що відповідають двом світловим міткам від кожного пучка на поверхні контрольованого виробу, і обчислюють відхилення товщини від еталону за вказаною формулою. Недоліком способу є неможливість контролю положення поверхні з протилежного боку виробу, а також використання одного еталонного розміру, що знижує достовірність результатів вимірювань. Відомий спосіб вимірювання товщини (Патент США US 4077723, G01B 11/02; G01B 11/00, 1977.03.07), що полягає в напрямку світлових пучків на поверхні протилежних сторін контрольованого виробу, прийомі випромінювання, розсіяного поверхнями, системою з двох лінійних багатоелементних діодних фотоприймачів, розташованих уздовж однієї лінії послідовно один за іншим, скануванні системи фотоприймачів, визначенні максимальних значень сигналів, сформованих діодами при прийомі розсіяного випромінювання, вимірі тимчасового інтервалу, зареєстрованого лічильником, який запускається максимальним сигналом з першого лінійного фотоприймача і зупиняється максимальним сигналом з другого лінійного фотоприймача, зіставленні виміряного часового інтервалу геометричному розміру. Недоліком способу є похибка у вимірі товщини за довільних зміщень і нахилів контрольованих поверхонь, зміни навколишньої температури і впливів вібрацій пристрою, викликаних рухом контрольованого виробу. Ці дестабілізуючі фактори призводять до систематичних помилок і вимагають періодичної компенсації. Недоліком є й те, що фотоприймачі сканують не одночасно, а послідовно, що вносить додаткову похибку. Як найближчий аналог вибрано спосіб контролю товщини тонких плівок (Кацнельсон Л.Б., Фурман Ш.А. Способ контроля толщины тонких пленок в процессе напыления в вакууме. Авт. св. № SU (11) 246085 від 01.01.1969), який полягає в тому, що на контрольовану плівку від джерела світла спрямовують світловий потік, визначають величину інтенсивності потоку, який пройшов через контрольовану плівку, по якій судять про товщину плівки. Недоліком способу є залежність показань товщини від сторонньої засвітки плівки, наприклад від нагрітого електрода, що напиляє. В основу корисної моделі поставлено задачу усунення впливу сторонньої засвітки плівки, яку напилюють, на контроль товщини плівки. Поставлена задача вирішується способом контролю товщини тонких плівок в процесі напилення у вакуумі, який полягає у визначенні інтенсивності потоку світла від джерела, що пройшов через плівку і відрізняється тим, що падаючий на плівку потік світла модулюють з частотою, яка багато більше частоти зміни сторонньої засвітки, а сигнал з фотодатчика, який відображає величину потоку, що пройшов через плівку, пропускають через електричний частотний фільтр, який пропускає на вимірювальний прилад складову сигналу з фотодатчика, яка відповідає тільки потоку, що пройшов від джерела і характеризує величину поглинання світла плівкою, а отже її товщину. Здійснюється спосіб наступним чином. На фіг. 1 відображена схема здійснення способу. Спрямований потік світла I0, який модулюють з частотою ωM (і амплітудою Iм), від джерела 1 проходить через плівку 2 (з коефіцієнтом пропускання k) і прозору підкладинку 3. Потік світла I п від джерела 1, що пройшов підкладинку 3, і потік світла I р який обумовлено стороннім світлом, в основному світлом Iд від нагрітого електрода (яке характеризується набором частот ωi з амплітудами Ii) - напиляючого пристрою 4, попадає на фотодатчик 5. Електричний сигнал з фотодатчика 5 подають на частотний фільтр 6 (оператор фільтра Ф), що відфільтровує сигнал, який відповідає частоті модуляції джерела 1: Ф[k Iм exp(iωMt) + ΣIi exp(iωit)] = k Ім exp(iωMt), а отже сигнал, який відповідає інформації о пропускній здатності плівки. Далі сигнал після фільтру попадає на реєструючий прилад 7. Попередньо змірюють сигнал, якій пройшов через зразкову плівку (поза вакууму), а потім напилення ведуть до моменту показань реєстратора 7 такого ж сигналу. Для усунення паразитних віддзеркалень потоку світла I 0 від джерела 1 направляють під таким мінімальним кутом φ до нормалі підкладинки 3, що задовольняє умові 1 UA 87510 U 5 10 15 20 25 30 φ > (1/2)arcsin(d/h), де: d - діаметр вхідного отвору джерела спрямованого потоку світла; h - відстань між ближньою площиною підлоги і джерелом (h >> d). Чим більше частота модуляції джерела відрізняється від частоти модуляції стороннього світла і чім менше смуга пропускання частотного фільтра, тим точніше сигнал приладу 7 відображає справжню товщину плівки. Корисна модель дозволяє контролювати товщину плівки, що напилюють на прозору підкладинку, по величині потоку світла, який через неї пройшов, незалежно від стороннього світла. Можливість здійснення корисної моделі, що заявляється, показано наступними прикладом. Приклад. Напилення здійснювалося з нагрітого струмом вугільного електрода на вакуумному пості ВУП-5. Фотографія зовнішнього вигляду приладу приведено на фіг. 2 (нумерація складових така ж, як на фіг. 1). Необхідно було періодично напилювати графітові плівки на скляну підкладинку 3 для подальшого використання в підготовці зразків для електронного мікроскопа. Оскільки струм нагріву з джерела вакуумного поста нестабілізований, його прилад реєстрації струму має малу точність, крім того геометрія напилення не витримується завжди строго однаковою, то за один і той ж час напилення плівка виходить різної товщини. Дослідним шляхом була знайдена оптимальна товщина плівки (зразкова плівка), у наступних напиленнях її треба було повторювати. Як джерело світла 1 використовували білий світлодіод BL-L513UWC, який підключений до джерела живлення з виходу генератора Г5-54, як фотодетектор 5 - фотодіод КФДМ, як частотний електричний фільтр 6 - конденсатор закритого входу осцилографа С1-68, останній використовувався і як реєструючий прилад 7. Дослідним шляхом було встановлено, що частота нестабільності світіння напилюючого електрода виявилася менше 10 Гц. Тому частоту модуляції вибрали 100 кГц. По мірі напилення і росту товщини плівки амплітуда сигналу на осцилографі зменшувалась. Напилювання завершували тоді, коли амплітуда сигналу з напилюваної плівки ставала рівною амплітуді сигналу із зразкової плівки. Подальше використання плівок, які напилялися таким чином, показало їх потрібну якість. Таким чином, показано, що пропонована корисна модель дозволяє контролювати товщину плівки в умовах наявності сторонньої засвітки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб контролю товщини тонких плівок в процесі напилення у вакуумі, який полягає у визначенні інтенсивності потоку світла від джерела, що пройшов через плівку, який відрізняється тим, що падаючий на плівку потік світла модулюють з частотою, яка багато більше частоти зміни сторонньої засвітки, а сигнал з фотодатчика, який відображає величину потоку, що пройшов через плівку, пропускають через електричний частотний фільтр, який пропускає на вимірювальний прилад складову сигналу з фотодатчика, яка відповідає тільки потоку, що пройшов від джерела і характеризує величину поглинання світла плівкою, а отже її товщину. 2 UA 87510 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSemenov Kostiantyn Ivanovych
Автори російськоюСеменов Константин Иванович
МПК / Мітки
МПК: G01B 11/06
Мітки: вакуумі, процесі, контролю, плівок, спосіб, тонких, напилення, товщини
Код посилання
<a href="https://ua.patents.su/5-87510-sposib-kontrolyu-tovshhini-tonkikh-plivok-v-procesi-napilennya-u-vakuumi.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю товщини тонких плівок в процесі напилення у вакуумі</a>
Оптичний вимірювач товщини тонких плівок
Номер патенту: 85851
Опубліковано: 10.12.2013
Автор: Шаран Віктор Миколайович
МПК: G01B 11/00
Мітки: плівок, товщини, оптичний, вимірювач, тонких
Формула / Реферат:
Оптичний вимірювач товщини тонких плівок, що містить джерело світла, спектрометр з оптоволоконними компонентами для вимірювання зміни характеристик інтерференції відбитого від плівки світла, який відрізняється тим, що містить фотоприймач для вимірювання поглинання світла матеріалом плівки, причому світловий потік не модулюється в часі.
Пристрій для неруйнівного контролю товщини діелектричних тонких плівок
Номер патенту: 97051
Опубліковано: 26.12.2011
Автори: Суслов Микола Миколайович, Павлов Борис Сергійович, Шубенко Олександр Леонідович, Євич Микола Леонідович, Буданов Валентин Євгенович
МПК: H01Q 13/26, G01N 22/00
Мітки: пристрій, контролю, діелектричних, товщини, неруйнівного, тонких, плівок
Формула / Реферат:
Пристрій для неруйнівного контролю товщини тонких діелектричних плівок, що містить хвилевідний тракт із діелектричним хвилеводом прямокутного поперечного перерізу, пристрої вводу та виводу НВЧ потужності, який відрізняється тим, що хвилевідний тракт виконаний на планарному діелектричному хвилеводі, який має довжину кілька десятків довжин хвиль (), але не менше
Пристрій для неруйнівного контролю товщини тонких діелектричних плівок

Номер патенту: 77780
Опубліковано: 15.01.2007
Автори: Суслов Микола Миколайович, Буданов Валентин Євгенович, Шубенко Олександр Леонідович
МПК: H01Q 13/00, G01N 22/00
Мітки: плівок, тонких, неруйнівного, контролю, пристрій, товщини, діелектричних
Формула / Реферат:
Пристрій для неруйнівного контролю товщини тонких діелектричних плівок, що містить два розміщених один напроти одного рефлектори, між якими розташована контрольована плівка, пристрої введення і виведення НВЧ-потужності, який відрізняється тим, що рефлектори виконані у формі плоских пластин та встановлені паралельно один до одного, причому відстань між рефлекторними пластинами і довжина зондувальної хвилі електромагнітного поля зв’язані ...
Спосіб управління іонно-плазмовим напиленням тонких плівок у вакуумі
Номер патенту: 55780
Опубліковано: 27.12.2010
Автори: Куник Юрій Олександрович, Федорчук Олена Михайлівна
МПК: C23C 14/32
Мітки: іонно-плазмовим, спосіб, напиленням, вакуумі, плівок, тонких, управління
Формула / Реферат:
Спосіб управління іонно-плазмовим напиленням тонких плівок у вакуумі, що включає підбір пробних значень вхідних параметрів, що регулюються, зокрема струму розряду дуги, струму зовнішнього магнітного поля та потенціалу підкладки, за допомогою яких здійснюють пробне напилення та вимірюють залежність температури від часу, після чого визначають стаціонарне значення температури напилення та за допомогою блока управління контролюють вихідні...
Спосіб контролю товщини діелектричних плівок

Номер патенту: 18961
Опубліковано: 25.12.1997
Автори: Клименко Анатолій Семенович, Мошель Микола Васильович, Гриценко Микола Іванович
МПК: H01L 21/66
Мітки: товщини, плівок, спосіб, діелектричних, контролю
Формула / Реферат:
Спосіб контролю товщини діелектричних плівок, згідно якого на контрольованій плівці послідовно розміщують шар нематичного рідкого кристалу (НРК) І покривне скло з оптично прозорою електропровідною плівкою, на електропровідну плівку подають електричну напругу, фіксують момент переорієнтації НРК і визначають товщину діелектричної плівки, який відрізняється тим, що момент переорієнтації НРК визначають, змінюючи частоту напруги при фіксованій...
Попередній патент: Спосіб електрохімічного полірування нержавіючих і низьколегованих сталей
Наступний патент: Спосіб підвищення вакцинального противірусного імунітету
Випадковий патент: Анкерна гайка