Спосіб виготовлення корпусу букси вагонного візка
Номер патенту: 88579
Опубліковано: 25.03.2014
Автори: Карапейчик Ігор Миколайович, Сердюк Юрій Дмитрович, Пеклич Михайло Михайлович, Лаліс Костянтин Геннадійович

Формула / Реферат
1. Спосіб виготовлення корпусу букси вагонного візка, що включає формування моделі корпусу букси й ливникової системи та подальше заповнення форми розплавленим металом, який відрізняється тим, що модель корпусу букси формують у горизонтальному положенні центральної осі його циліндричного отвору та додатково формують на бічних гранях корпусу технологічні приливки, що не видаляються, а на верхній грані корпусу формують із застосуванням ливарного стрижня додаток, який видаляється, зі складнопрофільною шийкою, після чого заповнюють форму рідкою сталлю при температурі з урахуванням перегріву над точкою ліквідусу ~65 °C.
2. Спосіб за п. 1, який відрізняється тим, що форму заповнюють рідкою сталлю при температурі 1570-1588 °C.
3. Спосіб за п. 1, який відрізняється тим, що форму заповнюють рідкою сталлю протягом 25-35 сек.
Текст
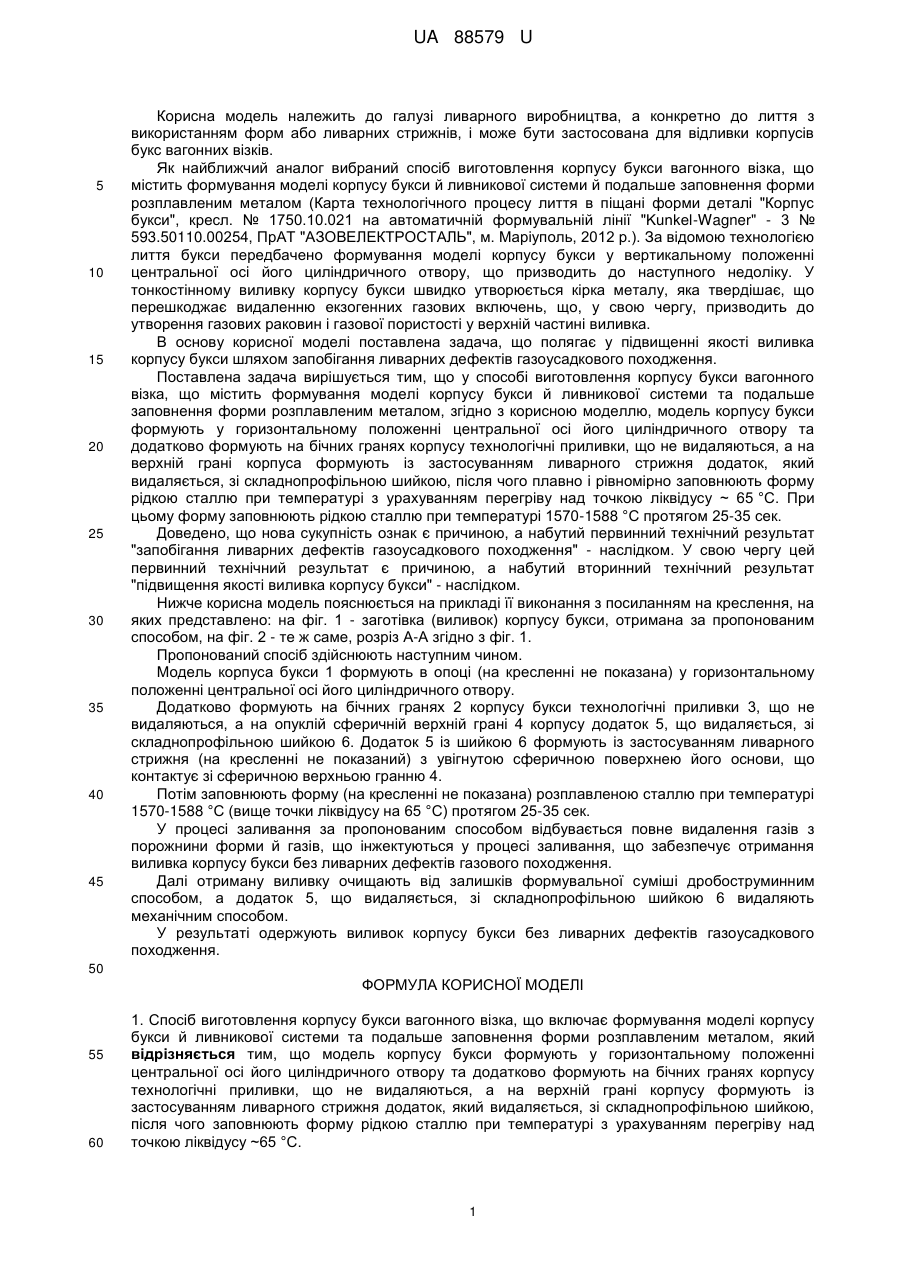
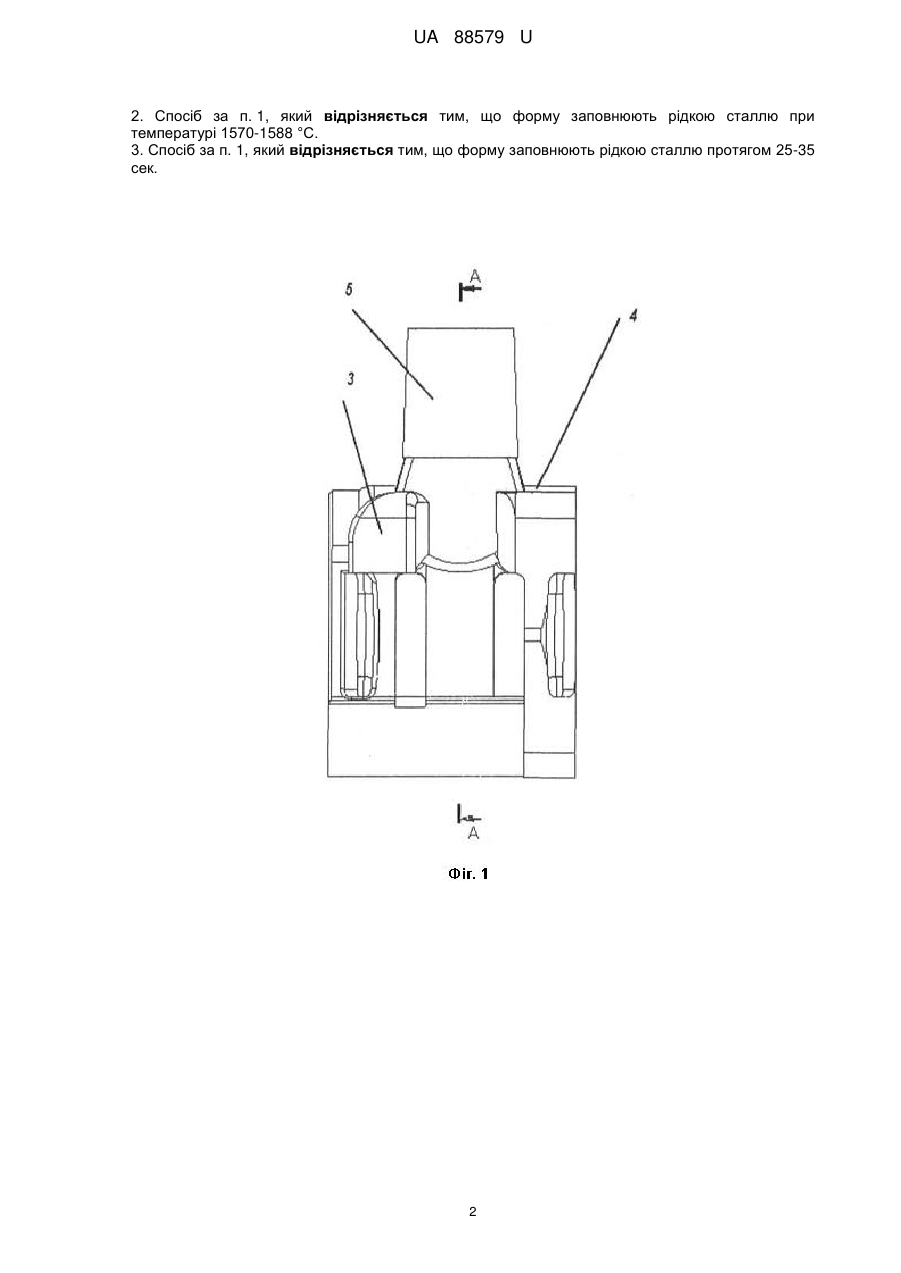
Реферат: Спосіб виготовлення корпусу букси вагонного візка включає формування моделі корпусу букси й ливникової системи та подальше заповнення форми розплавленим металом. Модель корпусу букси формують у горизонтальному положенні центральної осі його циліндричного отвору та додатково формують на бічних гранях корпусу технологічні приливки, що не видаляються. На верхній грані корпусу формують із застосуванням ливарного стрижня додаток, який видаляється, зі складнопрофільною шийкою, після чого заповнюють форму рідкою сталлю при температурі з урахуванням перегріву над точкою ліквідусу. UA 88579 U (12) UA 88579 U UA 88579 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до галузі ливарного виробництва, а конкретно до лиття з використанням форм або ливарних стрижнів, і може бути застосована для відливки корпусів букс вагонних візків. Як найближчий аналог вибраний спосіб виготовлення корпусу букси вагонного візка, що містить формування моделі корпусу букси й ливникової системи й подальше заповнення форми розплавленим металом (Карта технологічного процесу лиття в піщані форми деталі "Корпус букси", кресл. № 1750.10.021 на автоматичній формувальній лінії "Kunkel-Wagner" - 3 № 593.50110.00254, ПрАТ "АЗОВЕЛЕКТРОСТАЛЬ", м. Маріуполь, 2012 р.). За відомою технологією лиття букси передбачено формування моделі корпусу букси у вертикальному положенні центральної осі його циліндричного отвору, що призводить до наступного недоліку. У тонкостінному виливку корпусу букси швидко утворюється кірка металу, яка твердішає, що перешкоджає видаленню екзогенних газових включень, що, у свою чергу, призводить до утворення газових раковин і газової пористості у верхній частині виливка. В основу корисної моделі поставлена задача, що полягає у підвищенні якості виливка корпусу букси шляхом запобігання ливарних дефектів газоусадкового походження. Поставлена задача вирішується тим, що у способі виготовлення корпусу букси вагонного візка, що містить формування моделі корпусу букси й ливникової системи та подальше заповнення форми розплавленим металом, згідно з корисною моделлю, модель корпусу букси формують у горизонтальному положенні центральної осі його циліндричного отвору та додатково формують на бічних гранях корпусу технологічні приливки, що не видаляються, а на верхній грані корпуса формують із застосуванням ливарного стрижня додаток, який видаляється, зі складнопрофільною шийкою, після чого плавно і рівномірно заповнюють форму рідкою сталлю при температурі з урахуванням перегріву над точкою ліквідусу ~ 65 °C. При цьому форму заповнюють рідкою сталлю при температурі 1570-1588 °C протягом 25-35 сек. Доведено, що нова сукупність ознак є причиною, а набутий первинний технічний результат "запобігання ливарних дефектів газоусадкового походження" - наслідком. У свою чергу цей первинний технічний результат є причиною, а набутий вторинний технічний результат "підвищення якості виливка корпусу букси" - наслідком. Нижче корисна модель пояснюється на прикладі її виконання з посиланням на креслення, на яких представлено: на фіг. 1 - заготівка (виливок) корпусу букси, отримана за пропонованим способом, на фіг. 2 - те ж саме, розріз А-А згідно з фіг. 1. Пропонований спосіб здійснюють наступним чином. Модель корпуса букси 1 формують в опоці (на кресленні не показана) у горизонтальному положенні центральної осі його циліндричного отвору. Додатково формують на бічних гранях 2 корпусу букси технологічні приливки 3, що не видаляються, а на опуклій сферичній верхній грані 4 корпусу додаток 5, що видаляється, зі складнопрофільною шийкою 6. Додаток 5 із шийкою 6 формують із застосуванням ливарного стрижня (на кресленні не показаний) з увігнутою сферичною поверхнею його основи, що контактує зі сферичною верхньою гранню 4. Потім заповнюють форму (на кресленні не показана) розплавленою сталлю при температурі 1570-1588 °C (вище точки ліквідусу на 65 °C) протягом 25-35 сек. У процесі заливання за пропонованим способом відбувається повне видалення газів з порожнини форми й газів, що інжектуються у процесі заливання, що забезпечує отримання виливка корпусу букси без ливарних дефектів газового походження. Далі отриману виливку очищають від залишків формувальної суміші дробоструминним способом, а додаток 5, що видаляється, зі складнопрофільною шийкою 6 видаляють механічним способом. У результаті одержують виливок корпусу букси без ливарних дефектів газоусадкового походження. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 1. Спосіб виготовлення корпусу букси вагонного візка, що включає формування моделі корпусу букси й ливникової системи та подальше заповнення форми розплавленим металом, який відрізняється тим, що модель корпусу букси формують у горизонтальному положенні центральної осі його циліндричного отвору та додатково формують на бічних гранях корпусу технологічні приливки, що не видаляються, а на верхній грані корпусу формують із застосуванням ливарного стрижня додаток, який видаляється, зі складнопрофільною шийкою, після чого заповнюють форму рідкою сталлю при температурі з урахуванням перегріву над точкою ліквідусу ~65 °C. 1 UA 88579 U 2. Спосіб за п. 1, який відрізняється тим, що форму заповнюють рідкою сталлю при температурі 1570-1588 °C. 3. Спосіб за п. 1, який відрізняється тим, що форму заповнюють рідкою сталлю протягом 25-35 сек. 2 UA 88579 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSerdiuk Yurii Dmytrovych, Peklych Mykhailo Mykhailovych
Автори російськоюСердюк Юрий Дмитриевич, Пеклич Михаил Михайлович
МПК / Мітки
МПК: B22D 15/00, B61F 15/00
Мітки: візка, виготовлення, спосіб, букси, вагонного, корпусу
Код посилання
<a href="https://ua.patents.su/5-88579-sposib-vigotovlennya-korpusu-buksi-vagonnogo-vizka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення корпусу букси вагонного візка</a>
Спосіб виготовлення корпусу візка
Номер патенту: 66474
Опубліковано: 17.05.2004
Автор: Яроцька Ірина Віталіївна
МПК: C22B 1/16
Мітки: візка, спосіб, корпусу, виготовлення
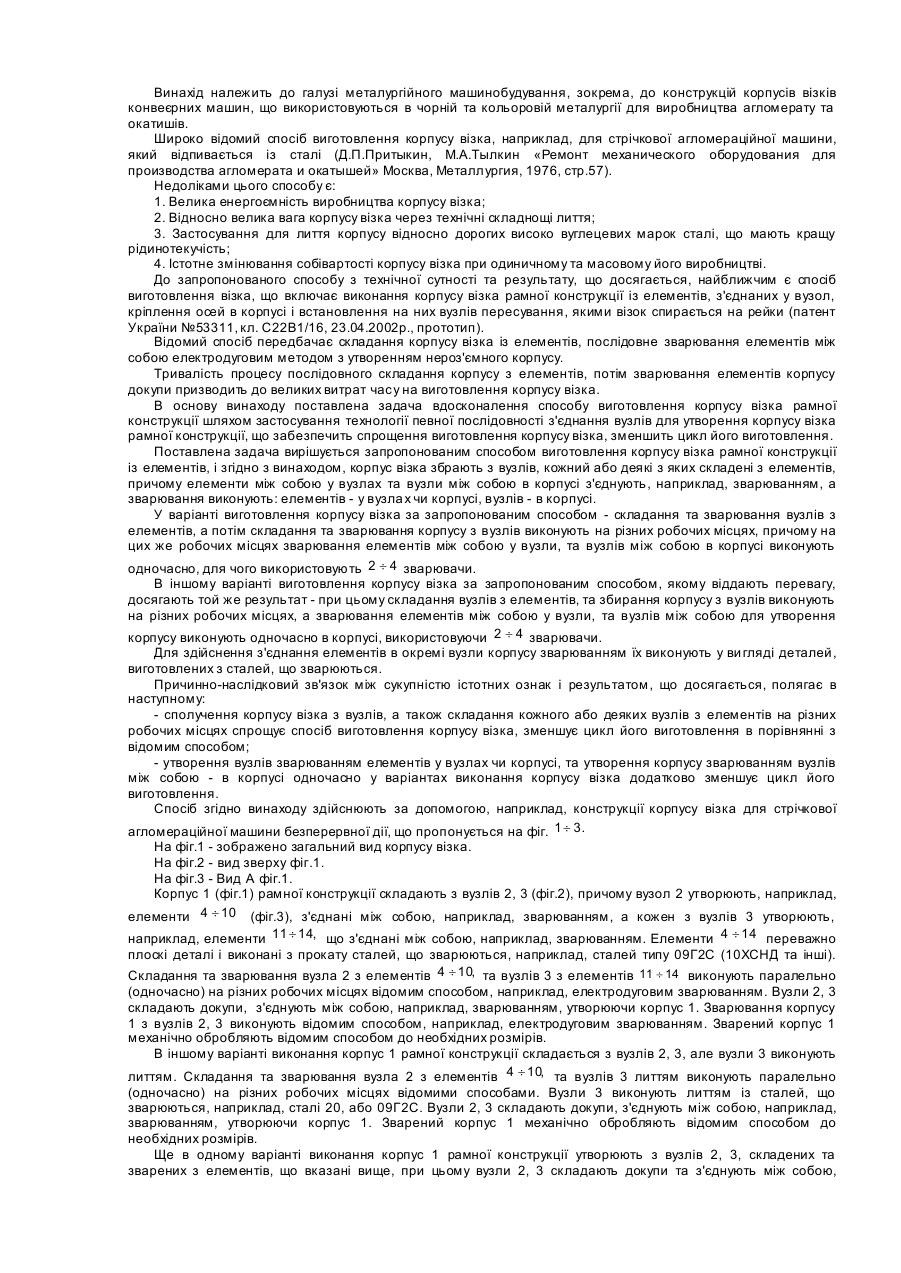
Формула / Реферат:
1. Спосіб виготовлення корпусу візка рамної конструкції із елементів, який відрізняється тим, що корпус візка збирають з вузлів, кожний або деякі з яких складені з елементів, причому елементи між собою у вузлах та вузли між собою в корпусі з'єднують, наприклад, зварюванням, а зварювання виконують: елементів - у вузлах чи корпусі, вузлів - в корпусі.2. Спосіб за п. 1, який відрізняється тим, що зварювання елементів між собою у вузлах чи...
Спосіб виявлення перегрітої букси залізничного вагона
Номер патенту: 37617
Опубліковано: 10.12.2008
Автори: Парфьонов Володимир Іванович, Біляєв Станіслав Дмитрович
МПК: B61K 9/00
Мітки: перегрітої, вагона, залізничного, букси, спосіб, виявлення
Формула / Реферат:
Спосіб виявлення перегрітої букси залізничного вагона, при якому перегріту буксу виявляють по зміні тональності звуку, що випромінюється корпусом букси при простукуванні, який відрізняється тим, що на поверхні стінки корпусу букси додатково встановлюють магнітну вставку і по зменшенню її намагніченості судять про перегрів букси.
Бічна рама вагонного візка
Номер патенту: 86815
Опубліковано: 10.01.2014
Автори: Потапенко Ольга Олександрівна, Губачева Лариса Олександрівна, Кравченко Світлана Борисівна, Щєрбаков Валерій Петрович, Андреєв Олександр Олександрович, Мокроусов Сергій Дмитрович
МПК: B61F 5/12
Мітки: візка, вагонного, рама, бічна
Формула / Реферат:
Бічна рама вагонного візка з буксовими отворами, які утворені двома вертикальними буксовими напрямними, плавно сполученими з горизонтальною опорною поверхнею рами, в пазу якої зафіксовано знімну зносостійку скобу, яка відрізняється тим, що зовнішню поверхню буксового отвору в місцях сполучень забезпечено зносостійкими накладками трапецієвидної форми з дугоподібними основами, радіус більшої основи дорівнює 120 мм, а радіус меншої основи...
Ресорний комплект вантажного вагонного візка
Номер патенту: 10338
Опубліковано: 15.11.2005
Автори: Лашко Анатолій Дмитрович, Савчук Орест Макарович, Рейдемейстер Олексій Геннадійович, Пшінько Олександр Миколайович, Мельничук Василь Олексійович, Міщенко Андрій Анатолійович
МПК: B61F 5/02
Мітки: вантажного, вагонного, комплект, ресорний, візка
Формула / Реферат:
Ресорний комплект вантажного вагонного візка, що містить дві підклинові пружини і пружини під надресорною балкою, клинові гасителі коливань, який відрізняється тим, що клини гасителів виконані трьохелементними (Т-клини), кожний з яких має корпус, пружну вставку з білінійною жорсткістю і зносостійкий башмак, причому розміри клина вибрані такими, що в порожньому стані вагона площини опору Т-клинів на підклинові пружини розташовані нижче...
Спосіб виготовлення корпусу насоса двостороннього входу
Номер патенту: 18365
Опубліковано: 15.11.2006
Автори: Сотник Микола Іванович, Коломієць Юрій Миколайович, Протас Микола Іванович, Лугова Світлана Олегівна
МПК: F04D 29/40, F04D 29/42
Мітки: входу, корпусу, спосіб, насоса, виготовлення, двостороннього
Формула / Реферат:
Спосіб виготовлення корпусу насоса двостороннього входу, який включає виготовлення моделей і стержнів по заданих параметрах, формування, заливання, видалення формувальних сумішей з відливка, обрубку його і очистку, подальшу обробку внутрішньої поверхні і привалкових поверхонь для з'єднання деталей з корпусом, який відрізняється тим, що перед обрубкою або очисткою, або обробкою внутрішньої поверхні в зовнішній стінці корпусу, напроти язика, що...
Попередній патент: Гідростат
Наступний патент: Кантувач для повороту кузова залізничного вагона
Випадковий патент: Дифузор для гучномовця