Спосіб і пристрій для одержання гарячекатаної багатофазної сталі зі створенням бажаної комбінації її властивостей
Номер патенту: 90348
Опубліковано: 26.04.2010
Автори: Хеннінг Вольфганг, Шустер Інго, Більген Крістіан

Формула / Реферат
1. Спосіб одержання гарячекатаної багатофазної сталі з створенням бажаної комбінації її властивостей, багатофазна структура якої містить мінімум 30 % фериту і максимум 50 % мартенситу або бейніту, що одержують в звичайній лінії гарячої прокатки, лиття і прокатки тонких слябів, вузько- і середньоштабових станів або в лінії дротового стана зі стандартним складом і умовами проведення процесу гарячої прокатки і охолоджування, який відрізняється тим, що після охолоджування, що іде за гарячою прокаткою (10) або технологічною операцією виготовлення деталей за допомогою відпалу або проміжного відпалу (30, 35) із змінними температурою і тривалістю, створюють бажану комбінацію міцності і відношення межі текучості до межі міцності у багатофазній сталі, при цьому відпал (30, 35) виконують таким чином, що одержана структура містить феритну матрицю, а також відпущений мартенсит або бейніт з часткою поверхні порядку 10-50 %, причому за допомогою температури відпалу встановлюють величину межі текучості і забезпечують дрібнодисперсний розподіл виділень карбідів на границях зерен мартенситу або бейніту, а рівень межі міцності встановлюють за допомогою тривалості відпалу.
2. Спосіб за п. 1, який відрізняється тим, що багатофазною сталлю є двофазна сталь або сталь з TRIP-ефектом.
3. Спосіб за будь-яким з пп. 1, 2, який відрізняється тим, що відпал (30, 35) проводять при температурі, яка менше або дорівнює 600° С, і тривалості, яка менше або дорівнює 120 секундам.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що відпал (30, 35) проводять в пристрої безперервної дії в автономному режимі "off-line".
5. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що відпал (30) проводять в режимі "on-line" при оцинковуванні (40) штаби з вказаної сталі на стадії підігрівання перед надходженням її у ванну для оцинковування.
6. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що відпалу (30, 35) піддають вже готові пресовані деталі з вказаної сталі.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що відпал (30) проводять зонально цільовим чином, зокрема, в локально обмежених місцях деталі з вказаної сталі.
8. Пристрій для одержання гарячекатаної багатофазної сталі з забезпеченням бажаної комбінації її властивостей, багатофазна структура якої містить мінімум 30 % фериту і максимум 50 % мартенситу, що одержана на звичайній лінії гарячої прокатки, лиття і прокатки тонких слябів, вузько- і середньоштабових станів або дротового стана зі стандартним складом і умовами проведення процесу, який відрізняється тим, що він призначений для здійснення способу за будь-яким з пп. 1-7, при цьому у вказаній лінії в довільно вибраному місці змонтовано нагрівальний пристрій з можливістю здійснення відпалу (30, 35) із змінною температурою відпалу, яка менше або дорівнює 600° С, та зі змінною тривалістю відпалу, яка менше або дорівнює 120 секундам.
9. Пристрій за п. 8, який відрізняється тим, що вказана багатофазна сталь є двофазною сталлю або сталлю з TRIP-ефектом.
10. Пристрій за п. 8, який відрізняється тим, що нагрівальний пристрій являє собою піч безперервної дії, встановлену в лінії оцинковування для роботи в режимі "on-line".
11. Пристрій за п. 8, який відрізняється тим, що нагрівальний пристрій являє собою піч, яка працює в режимі "off-line".
12. Пристрій за п. 8, який відрізняється тим, що нагрівальний пристрій виконаний таким чином, що зональний відпал (35) здійснено в локально обмежених місцях деталі з вказаної сталі до або після її безпосереднього виготовлення у вигляді готового продукту.
Текст
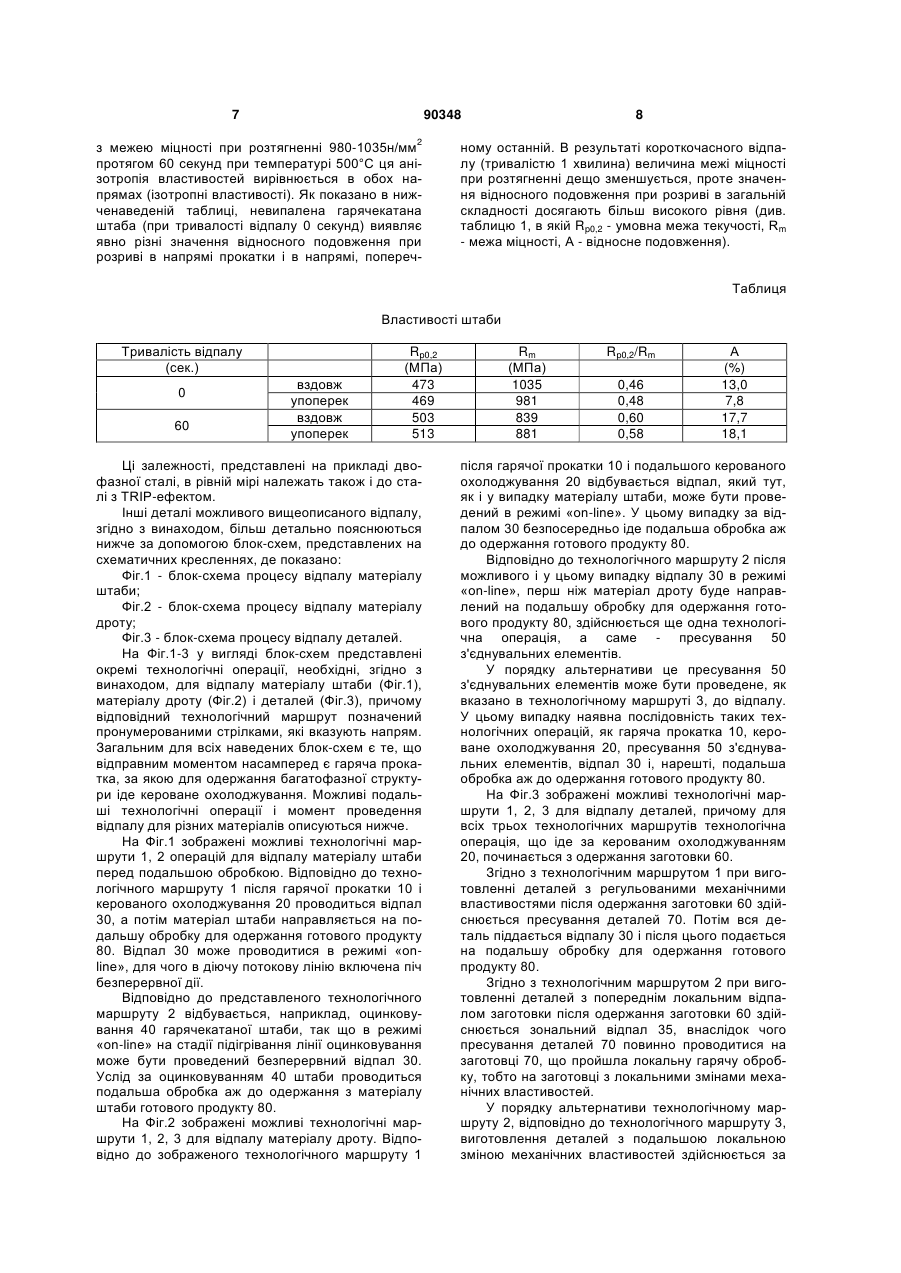
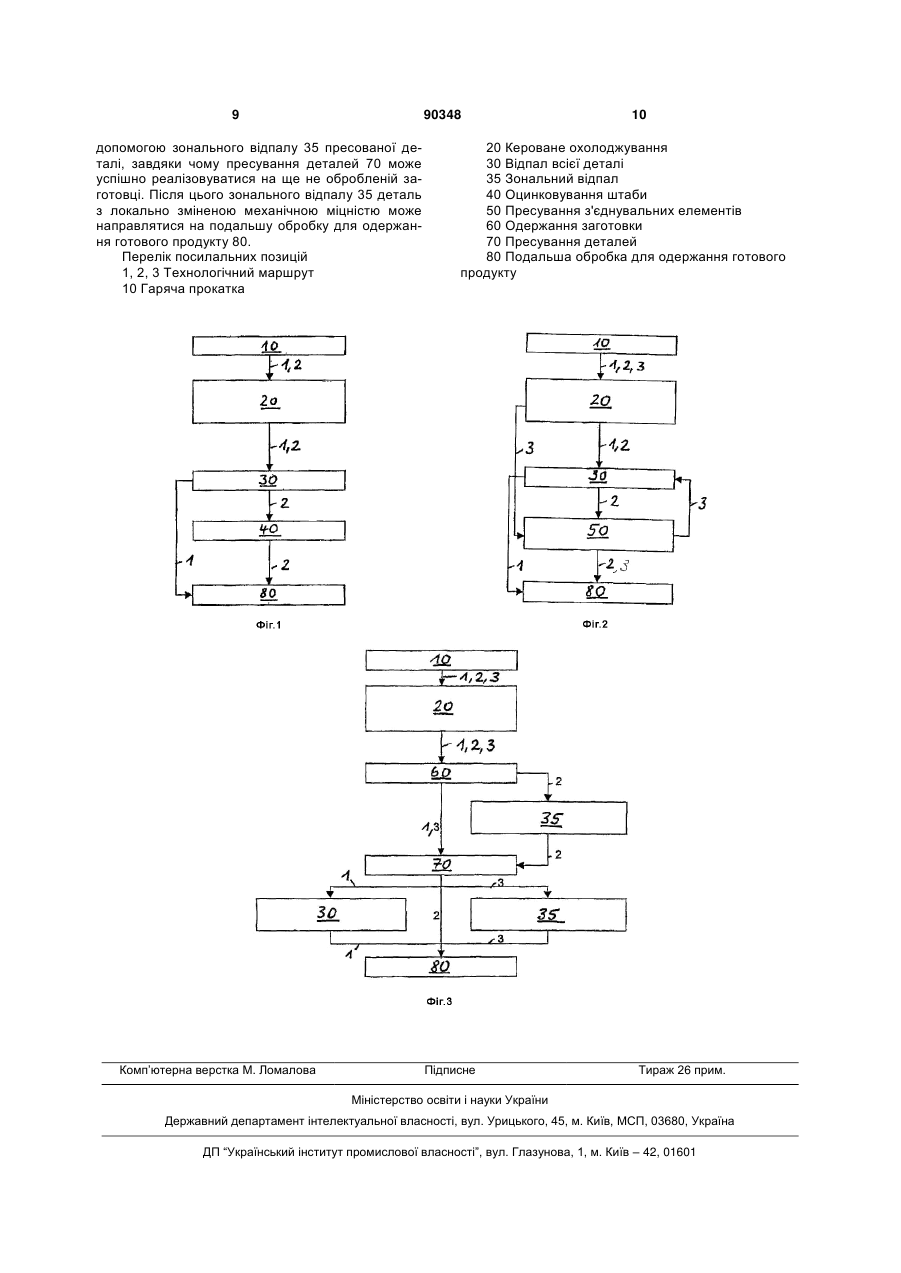
1. Спосіб одержання гарячекатаної багатофазної сталі з створенням бажаної комбінації її властивостей, багатофазна структура якої містить мінімум 30 % фериту і максимум 50 % мартенситу або бейніту, що одержують в звичайній лінії гарячої прокатки, лиття і прокатки тонких слябів, вузько- і середньоштабових станів або в лінії дротового стана зі стандартним складом і умовами проведення процесу гарячої прокатки і охолоджування, який відрізняється тим, що після охолоджування, що іде за гарячою прокаткою (10) або технологічною операцією виготовлення деталей за допомогою відпалу або проміжного відпалу (30, 35) із змінними температурою і тривалістю, створюють бажану комбінацію міцності і відношення межі текучості до межі міцності у багатофазній сталі, при цьому відпал (30, 35) виконують таким чином, що одержана структура містить феритну 2 (19) 1 3 90348 4 ним складом і умовами проведення процесу, який відрізняється тим, що він призначений для здійснення способу за будь-яким з пп. 1-7, при цьому у вказаній лінії в довільно вибраному місці змонтовано нагрівальний пристрій з можливістю здійснення відпалу (30, 35) із змінною температурою відпалу, яка менше або дорівнює 600° С, та зі змінною тривалістю відпалу, яка менше або дорівнює 120 секундам. 9. Пристрій за п. 8, який відрізняється тим, що вказана багатофазна сталь є двофазною сталлю або сталлю з TRIP-ефектом. 10. Пристрій за п. 8, який відрізняється тим, що нагрівальний пристрій являє собою піч безперервної дії, встановлену в лінії оцинковування для роботи в режимі "on-line". 11. Пристрій за п. 8, який відрізняється тим, що нагрівальний пристрій являє собою піч, яка працює в режимі "off-line". 12. Пристрій за п. 8, який відрізняється тим, що нагрівальний пристрій виконаний таким чином, що зональний відпал (35) здійснено в локально обмежених місцях деталі з вказаної сталі до або після її безпосереднього виготовлення у вигляді готового продукту. Винахід належить до способу і пристрою для створення визначених комбінацій властивостей гарячекатаної багатофазної сталі, багатофазна структура якої містить мінімум 30% фериту і максимум 50% мартенситу, наприклад, двофазної сталі і сталі з TRIP-ефектом, одержуваної на звичайній лінії для гарячої прокатки, лінії відливання і прокатки тонких слябів або на відповідних лініях вузько- і середньоштабових станів, або на лінії дротового стану зі стандартним аналізом і при стандартних умовах проведення процесу. Багатофазна сталь в порівнянні із звичайними сортами сталі має суттєво кращу комбінацію міцності і пластичності і тому набуває все більше значення, особливо в автомобільній промисловості. У цей час самими значними групами сортів сталі для автомобільної промисловості є двофазна сталь і сталь з TRIP-ефектом. При цьому, завдяки більш низьким виробничим витратам, варіант виробництва безпосередньо у вигляді гарячекатаної штаби має економічні переваги і тому є дуже перспективним. Для двофазної сталі характерним є низьке відношення межі текучості до межі міцності, що становить, як правило, 50-70%. У порівнянні зі сталлю HSLA (high-strength low-alloy), тобто з високоміцною, низьколегованою конструкційною сталлю, нарівні з низькою межею текучості при розтягненні при тих же значеннях межі міцності при розтягненні досягаються явно кращі показники відносного подовження. Для деяких додатків (наприклад, у випадку труб) бажано, щоб відношення межі текучості до межі міцності встановлювалося на визначеному рівні, в той час як відносне подовження при розриві було б можливо великим. Оскільки для одержання різних класів міцності безпосередньо для гарячекатаної штаби потрібні численні ноу-хау в частині способу, то відповідно до рівня техніки для кожного окремого матеріалу потрібно підбирати або хімічний аналіз, або умови проведення процесу, причому сталь з TRIPефектом, загалом, має більш високе відношення межі текучості до межі міцності, ніж двофазна сталь. З ЕР 1 108 072 В1 відомий спосіб одержання двофазної сталі, при якому після чистової прокатки з двоступеневим охолоджуванням одержують двофазну структуру, що складається на 70-90% з фериту і на 30-10% з мартенситу. Перше (повільне) охолоджування проводиться на ділянці охолоджування, на якій гарячекатана штаба певним чином послідовно охолоджується водою зі швидкістю охолоджування 20-30К/сек, в розташованих на відстані рівнях охолоджування. При цьому охолоджування проводиться таким чином, що крива охолоджування заходить в область фериту ще з такою високою температурою, що утворення фериту відбувається швидко. Це перше охолоджування продовжується доти, поки в ферит не перетвориться мінімум 70% аустеніту, потім без паузи починається подальше (швидке) охолоджування. Особливою властивістю сталі з TRIP-ефектом (transformation induced plasticity) зі структурою, що складається, наприклад, на 40-70% з фериту, на 15-40% з бейніту і на 5-20% із залишкового аустеніту, є перетворення метастабільного залишкового аустеніту в результаті зовнішньої пластичної деформації в мартенсит. Це перетворення пов'язане із збільшенням об'єму і з пластифікацією феритної матриці і зачіпає не тільки аустеніт, але і оточуючі компоненти структури, що викликає ще більше зміцнення і в результаті веде до подальшого збільшення подовжнього пластичного подовження. В сортах сталі, виготовлених таким чином, одержується незвичайна комбінація високої міцності з великою пластичністю, внаслідок чого вони особливо добре придатні для використання в автомобільній промисловості. З ЕР 1 396 549 A1 відомий спосіб виготовлення безперлітної гарячекатаної стальної штаби з TRIP-ефектом, в якому сталевий розплав, що містить як суттєвий компонент нарівні із залізом і неминучими домішками щонайменше один з елементів Ті або Nb, і за вибором деяку кількість одного або декількох інших елементів, а саме - максимум 0,8% Сr, максимум 0,8% Сu і максимум 1,0% Ni, відпивається в тонкий сляб, який при вхідній температурі порядку 850-1050°С піддається відпалу у відпалювальній печі протягом 10-60 хвилин при температурі 1000-1200°С. Після видалення окалини тонкі сляби піддаються гарячому чистовому прокатуванню в інтервалі температур 750-1000°С, а потім охолоджуються до температури змотування порядку 300-530°С в двох рівнях охолоджуван 5 ня із встановлюваною на першому рівні швидкістю охолоджування порядку щонайменше 150К/сек, і з перервою при охолоджуванні на 4-8 секунд. Нарівні з описаними умовами здійснення процесу має значення присутність Ті і/або Nb, оскільки ці елементи до початку гарячої прокатки залишаються в розчині і при подальшому виділенні, в числі іншого, підвищують дрібнозернистість гарячекатаної штаби, вміст залишкового аустеніту і його стабільність. Нарешті, з ЕР 1 394 279 В1 відомий спосіб одержання низьковуглецевої сталі високої міцності і пластичності з межею міцності при розтягненні більше 800МПа, з рівномірним відносним подовженням більше 5% і відносним подовженням при розриві більше 20%. З загартованого або поліпшеного вихідного матеріалу - сталі із вмістом 0,20% С, 1,60% Μn, а також із вмістом домішки бору і з кількістю мартенситної фази більше 90% - після холодної прокатки, що додає 20% повної деформації при прокатуванні, проводився відпал при температурі в інтервалі 500-600°С, причому одержувалася наддрібна кристалічна зерниста феритна структура порядку 100-300нм з виділеннями карбідів заліза в фериті. Відповідно до представленого рівня техніки задачею винаходу є створення способу і пристрою, за допомогою яких багатофазна сталь, що виробляється зі стандартним складом і в традиційних умовах проведення процесу, могла б перетворюватися на сорти сталі з майже будь-якими комбінаціями властивостей, тобто мати бажані комбінації величини та ізотропії властивостей. Поставлена задача відносно способу вирішується за допомогою відмітних ознак пункту 1 формули винаходу таким чином, що внаслідок охолоджування після охолоджування, що іде за гарячою прокаткою або іншою технологічною операцією, наприклад, виготовлення деталей, за допомогою подальшого або проміжного відпалу із змінними температурою і тривалістю, багатофазна сталь набуває бажаних комбінацій міцності і відношення межі текучості до межі міцності. Пристрій для здійснення способу характеризується ознаками пункту 8 формули винаходу. Переважні варіанти виконання винаходу наведені в залежних пунктах формули винаходу. Шляхом простого відпалу багатофазної сталі після її безпосереднього одержання, здійснюваного, згідно з винаходом, зі стандартним складом і при типових умовах проведення процесу, можна одержати майже будь-які комбінації різних речовин і комбінації властивостей (величина межі текучості і величина міцності при розтягненні). У той же час для одержання різних мір твердості багатофазної сталі для гарячекатаної штаби потрібні дуже складні ноу-хау в частині способу, а також відповідний попередній підбір легуючих елементів. Згідно з винаходом, відпал із змінною температурою 600°С, а також із змінною тривалістю 120 секунд проводиться так, щоб одержана структура складалася з феритної матриці, а також з відпущеного мартенситу або бейніту з часткою поверхні порядку 10-50%. При цьомутемпература відпалу завдяки тонкодисперсним відкладенням 90348 6 карбідів на границях зерен мартенситу або бейніту насамперед надає вплив на величину межі текучості при розтягненні, а за рахунок тривалості відпалу встановлюється рівень межі міцності при розтягненні. При аналізі структури можливо керуватись вимогами стандарту DIN EN ISO 643:2003, який встановлює взаємозв'язок між часткою поверхні, що займається певною структурою і її складом. Відпал може проводитися, згідно з винаходом, відповідно до умов, що склалися, незалежно від попередніх або подальших технологічних операцій в установці для безперервного відпалу в автономному режимі («off-line») або в рамках діючої потокової лінії («on-line»), наприклад, при оцинковуванні штаби на стадії підігрівання в лінії оцинковування перед надходженням у ванну для оцинковування. Крім того, згідно з винаходом, можливо, щоб відпалу піддавалися вже готові пресовані деталі (рамні конструкції, колеса, з'єднувальні елементи і подібне), завдяки чому додатково поліпшуються механічні властивості цих деталей. Перевагою цієї технології є те, що перетворення на деталь може здійснюватися на матеріалі, що добре піддається холодній обробці, з низькою межею текучості при розтягненні і з хорошим відносним подовженням, завдяки чому знос інструмента є порівняно невеликим. Внаслідок подальшого відпалу міцність деталей досягає значень, які в звичайних умовах можуть задаватися далеко не завжди, оскільки зусилля пресування формувальних машин було б недостатнім. Нарівні з повним відпалом деталі, згідно з винаходом, можливе також застосування направленого зонального відпалу локально обмежених місць деталі. При цьому переслідується мета часткової заміни в спеціалізованих зварних заготовках, так званих „Tailor Blanks". При використанні технології „Tailor Blanks" для досягнення бажаної твердості деталі на неї в певних місцях направленим чином наварюється сталь високої міцності. Однак, від такого наварювання можна було б відмовитися, якби замість цього у вказаних місцях проводився зональний відпал. Пристрій для забезпечення визначених комбінацій властивостей гарячекатаної багатофазної сталі за допомогою відпалу, згідно з винаходом, відрізняється наявністю нагрівальної установки, що монтується в будь-якому місці виробничої установки або потоковій лінії, в якій можливий відпал при температурі відпалу 600°С і тривалості 120 секунд. Ця нагрівальна установка може бути пристроєм повного відпалу, в якому відпал, наприклад, деталей, відбувається в автономному режимі («off-line») або в рамках діючої потокової лінії («on-line»), наприклад, при оцинковуванні штаби на стадії підігрівання в лінії оцинковування перед надходженням у ванну для оцинковування. Ефект відпалу, згідно з винаходом, пояснюється на наступному прикладі. Двофазна сталь частково має анізотропну властивість в'язкості в напрямі прокатки і в напрямі, поперечному останній. При короткочасному відпалі двофазної сталі, згідно з винаходом, у вигляді гарячекатаної штаби 7 90348 з межею міцності при розтягненні 980-1035н/мм2 протягом 60 секунд при температурі 500°С ця анізотропія властивостей вирівнюється в обох напрямах (ізотропні властивості). Як показано в нижченаведеній таблиці, невипалена гарячекатана штаба (при тривалості відпалу 0 секунд) виявляє явно різні значення відносного подовження при розриві в напрямі прокатки і в напрямі, попереч 8 ному останній. В результаті короткочасного відпалу (тривалістю 1 хвилина) величина межі міцності при розтягненні дещо зменшується, проте значення відносного подовження при розриві в загальній складності досягають більш високого рівня (див. таблицю 1, в якій Rp0,2 - умовна межа текучості, Rm - межа міцності, А - відносне подовження). Таблиця Властивості штаби Тривалість відпалу (сек.) 0 60 вздовж упоперек вздовж упоперек Rp0,2 (МПа) 473 469 503 513 Ці залежності, представлені на прикладі двофазної сталі, в рівній мірі належать також і до сталі з TRIP-ефектом. Інші деталі можливого вищеописаного відпалу, згідно з винаходом, більш детально пояснюються нижче за допомогою блок-схем, представлених на схематичних кресленнях, де показано: Фіг.1 - блок-схема процесу відпалу матеріалу штаби; Фіг.2 - блок-схема процесу відпалу матеріалу дроту; Фіг.3 - блок-схема процесу відпалу деталей. На Фіг.1-3 у вигляді блок-схем представлені окремі технологічні операції, необхідні, згідно з винаходом, для відпалу матеріалу штаби (Фіг.1), матеріалу дроту (Фіг.2) і деталей (Фіг.3), причому відповідний технологічний маршрут позначений пронумерованими стрілками, які вказують напрям. Загальним для всіх наведених блок-схем є те, що відправним моментом насамперед є гаряча прокатка, за якою для одержання багатофазної структури іде кероване охолоджування. Можливі подальші технологічні операції і момент проведення відпалу для різних матеріалів описуються нижче. На Фіг.1 зображені можливі технологічні маршрути 1, 2 операцій для відпалу матеріалу штаби перед подальшою обробкою. Відповідно до технологічного маршруту 1 після гарячої прокатки 10 і керованого охолоджування 20 проводиться відпал 30, а потім матеріал штаби направляється на подальшу обробку для одержання готового продукту 80. Відпал 30 може проводитися в режимі «online», для чого в діючу потокову лінію включена піч безперервної дії. Відповідно до представленого технологічного маршруту 2 відбувається, наприклад, оцинковування 40 гарячекатаної штаби, так що в режимі «on-line» на стадії підігрівання лінії оцинковування може бути проведений безперервний відпал 30. Услід за оцинковуванням 40 штаби проводиться подальша обробка аж до одержання з матеріалу штаби готового продукту 80. На Фіг.2 зображені можливі технологічні маршрути 1, 2, 3 для відпалу матеріалу дроту. Відповідно до зображеного технологічного маршруту 1 Rm (МПа) 1035 981 839 881 Rp0,2/Rm 0,46 0,48 0,60 0,58 А (%) 13,0 7,8 17,7 18,1 після гарячої прокатки 10 і подальшого керованого охолоджування 20 відбувається відпал, який тут, як і у випадку матеріалу штаби, може бути проведений в режимі «on-line». У цьому випадку за відпалом 30 безпосередньо іде подальша обробка аж до одержання готового продукту 80. Відповідно до технологічного маршруту 2 після можливого і у цьому випадку відпалу 30 в режимі «on-line», перш ніж матеріал дроту буде направлений на подальшу обробку для одержання готового продукту 80, здійснюється ще одна технологічна операція, а саме - пресування 50 з'єднувальних елементів. У порядку альтернативи це пресування 50 з'єднувальних елементів може бути проведене, як вказано в технологічному маршруті 3, до відпалу. У цьому випадку наявна послідовність таких технологічних операцій, як гаряча прокатка 10, кероване охолоджування 20, пресування 50 з'єднувальних елементів, відпал 30 і, нарешті, подальша обробка аж до одержання готового продукту 80. На Фіг.3 зображені можливі технологічні маршрути 1, 2, 3 для відпалу деталей, причому для всіх трьох технологічних маршрутів технологічна операція, що іде за керованим охолоджуванням 20, починається з одержання заготовки 60. Згідно з технологічним маршрутом 1 при виготовленні деталей з регульованими механічними властивостями після одержання заготовки 60 здійснюється пресування деталей 70. Потім вся деталь піддається відпалу 30 і після цього подається на подальшу обробку для одержання готового продукту 80. Згідно з технологічним маршрутом 2 при виготовленні деталей з попереднім локальним відпалом заготовки після одержання заготовки 60 здійснюється зональний відпал 35, внаслідок чого пресування деталей 70 повинно проводитися на заготовці 70, що пройшла локальну гарячу обробку, тобто на заготовці з локальними змінами механічних властивостей. У порядку альтернативи технологічному маршруту 2, відповідно до технологічного маршруту 3, виготовлення деталей з подальшою локальною зміною механічних властивостей здійснюється за 9 90348 допомогою зонального відпалу 35 пресованої деталі, завдяки чому пресування деталей 70 може успішно реалізовуватися на ще не обробленій заготовці. Після цього зонального відпалу 35 деталь з локально зміненою механічною міцністю може направлятися на подальшу обробку для одержання готового продукту 80. Перелік посилальних позицій 1, 2, 3 Технологічний маршрут 10 Гаряча прокатка Комп’ютерна верстка М. Ломалова 10 20 Кероване охолоджування 30 Відпал всієї деталі 35 Зональний відпал 40 Оцинковування штаби 50 Пресування з'єднувальних елементів 60 Одержання заготовки 70 Пресування деталей 80 Подальша обробка для одержання готового продукту Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for obtaining hot rolled multiphase steel with the creation of desirable combination of its properties
Автори англійськоюHenning Wolfgang, Bilgen Christian, Schuster Ingo
Назва патенту російськоюСпособ и устройство для получения горячекатаной многофазной стали с созданием желаемой комбинации ее свойств
Автори російськоюХеннинг Вольфганг, Бильген Кристиан, Шустер Инго
МПК / Мітки
МПК: C21D 9/48, C21D 6/00, C21D 9/50, C21D 8/02, C21D 8/04, C21D 1/00, C21D 7/00, C21D 9/46, C21D 1/26
Мітки: одержання, створенням, сталі, властивостей, комбінації, гарячекатаної, бажаної, спосіб, багатофазної, пристрій
Код посилання
<a href="https://ua.patents.su/5-90348-sposib-i-pristrijj-dlya-oderzhannya-garyachekatano-bagatofazno-stali-zi-stvorennyam-bazhano-kombinaci-vlastivostejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для одержання гарячекатаної багатофазної сталі зі створенням бажаної комбінації її властивостей</a>
Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі для холодного штампування
Номер патенту: 90220
Опубліковано: 12.04.2010
Автори: Воробей Сергій Олександрович, Сичков Олександр Борисович, Нестеренко Анатолій Михайлович, Грицай Тетяна Валеріївна, Сухомлин Володимир Іванович, Ткач Василь Миколайович, Здоровець Сергій Олександрович, Левченко Генадій Васильович
МПК: C21D 1/78, C21D 1/26, C21D 9/46, C21D 9/48, C21D 8/04, C21D 8/02
Мітки: штампування, низьковуглецевої, спосіб, виробництва, смуги, холодного, гарячекатаної, сталі
Формула / Реферат:
Спосіб виробництва гарячекатаної смуги з низьковуглецевої сталі, який включає гарячу прокатку із закінченням деформації в інтервалі температур двофазної аустеніто-ферритної області – 700-800 °С, наступне підохолодження, змотування смуги в рулон при температурі не вище 500 °С, охолодження рулону до температури оточуючого середовища, який відрізняється тим, що додатково здійснюють відпал рулону при температурі 650-700 °С, тривалість витримки...
Спосіб визначення механічних властивостей сталі
Номер патенту: 6146
Опубліковано: 15.04.2005
Автори: Зазимко Оксана Володимирівна, Лопатько Костянтин Григорович, Афтанділянц Євген Григорович
МПК: G01N 25/02, G01N 27/80, G01N 25/00
Мітки: визначення, сталі, спосіб, механічних, властивостей
Формула / Реферат:
Спосіб визначення механічних властивостей сталі, що включає визначення хімічного складу сталі, вимірювання температури і отримання розрахункових характеристик властивостей, за заздалегідь складеними рівняннями регресії, який відрізняється тим, що в процесі термічної обробки додатково вимірюють температури нагріву сталі, закінчення утворення аустеніту при нагріві і розпаду при охолоджуванні, перегрів над температурою закінчення формування...
Спосіб визначення механічних властивостей сталі
Номер патенту: 76335
Опубліковано: 17.07.2006
Автори: Зазимко Оксана Володимирівна, Афтанділянц Євген Григорович, Лопатько Костянтин Григорович
МПК: G01N 25/02
Мітки: сталі, властивостей, механічних, спосіб, визначення
Формула / Реферат:
Спосіб визначення механічних властивостей сталі, що включає визначення хімічного складу сталі, вимірювання температури сталі при її кристалізації, проведення термічної обробки сталі та отримання розрахункових характеристик властивостей за заздалегідь складеними рівняннями регресії, який відрізняється тим, що в процесі термічної обробки додатково вимірюють температури: нагріву сталі, закінчення утворення аустеніту при нагріві сталі, його...
Комбінація активних речовин, спосіб одержання комбінації, лікарський засіб та застосування комбінації
Номер патенту: 82986
Опубліковано: 10.06.2008
Автори: Польманн Єнс, Перзборн Елізабет, Шлеммер Карл-Хайнц, Пернершторфер Йозеф, Рьоріг Сузанне, Штрауб Александер, Лампе Томас
МПК: A61K 31/435, A61K 31/422
Мітки: активних, засіб, комбінація, комбінації, спосіб, застосування, лікарський, одержання, речовин
Формула / Реферат:
1. Комбінація активних речовин, яка складається з:А) не менше ніж однієї сполуки формули (І),деR1 означає 2-тіофен, заміщений в 5-положенні залишком, вибраним з ряду: хлор, бром, метильна група або трифторметильна група,R2 означає D-A-;причомузалишок „А” означає феніленову групу,залишок „D” означає насичений п'яти-...
Компактна установка для одержання гарячекатаної сталевої штаби
Номер патенту: 88616
Опубліковано: 10.11.2009
Автори: Розенталь Дітер, Кляйн Крістоф, Ріттнер Карл, Мюллер Юрген
МПК: B21B 1/46
Мітки: сталевої, штаби, гарячекатаної, установка, одержання, компактна
Формула / Реферат:
1. Компактна установка для одержання гарячекатаної сталевої штаби, яка включає лінію розливу з щонайменше однією машиною безперервного розливу і щонайменше одними ножицями, а також лінію прокатки з щонайменше однією піччю для вирівнювання температури, одним окалиновідламувачем, чистовим прокатним станом, рольгангом із зоною охолоджування і щонайменше однією намотувальною моталкою для гарячекатаної штаби, яка відрізняється тим, що машина...
Попередній патент: Спосіб очистки амонійвмістних стічних вод
Наступний патент: Спосіб реконструкції насаджень на крутосхилах
Випадковий патент: Спосіб оцінки функціональної активності нейтрофільних гранулоцитів крові