Самонарізувальний і різеформувальний гвинт
Формула / Реферат
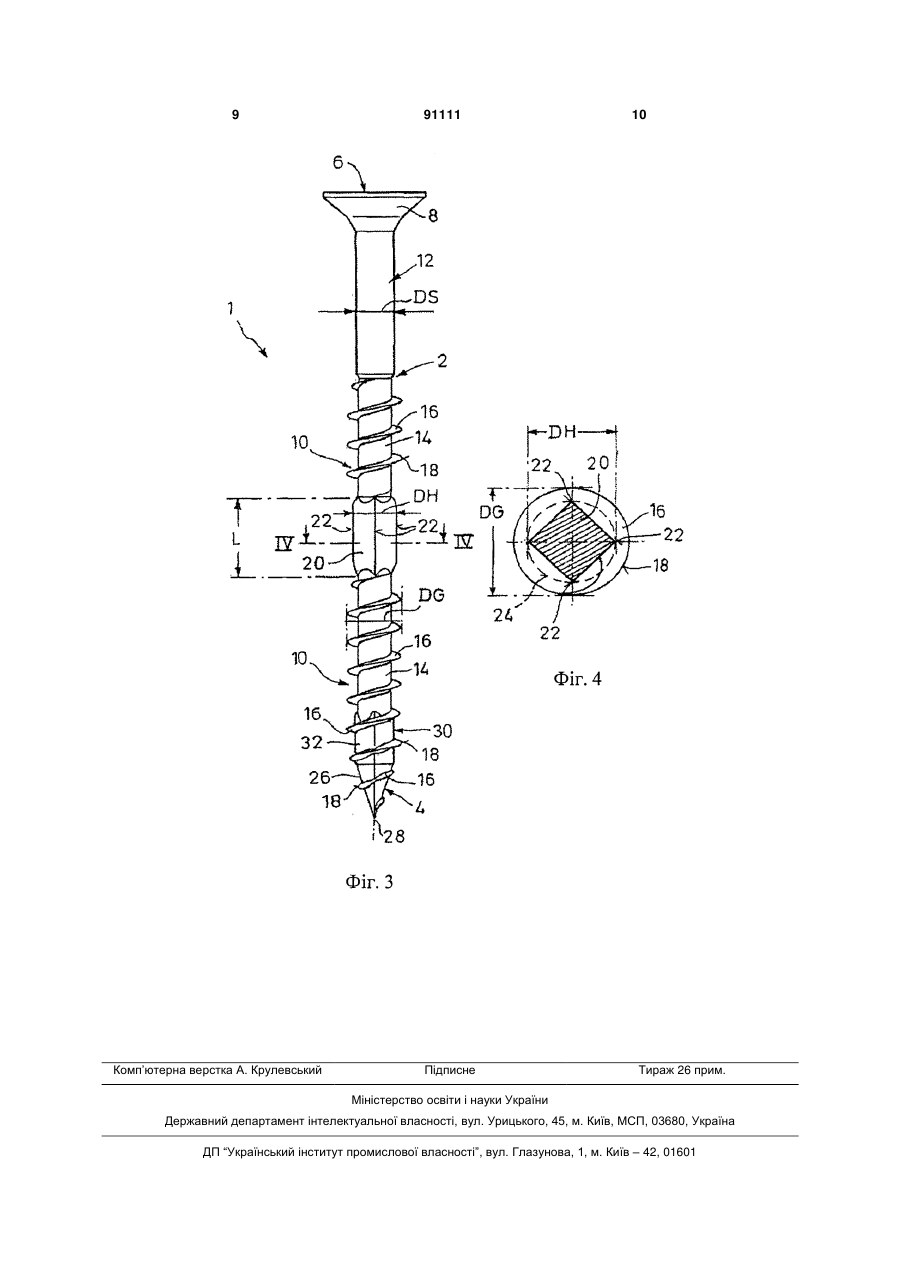
1. Самонарізувальний і різеформувальний гвинт (1), що включає стрижень (2) гвинта з вістрям (4) на одному кінці і точкою (6) прикладання сили для передачі крутного моменту на іншому кінці, причому стрижень (2) гвинта складається з нарізної ділянки (10), що містить вістря (4) гвинта, і прилеглої, вільної від різі ділянки (12), що містить точку (6) прикладання сили, причому нарізна ділянка (10) складається з циліндричного стрижня (14) і різеформувальної різі (16), який відрізняється тим, що нарізна ділянка (10) у віддаленій від вістря (4) гвинта зоні має стрижневий відрізок (20) з полігональним перерізом стрижня, який своїми кутами (22) задає обвідну окружність (24) з діаметром (DH), який перевищує діаметр (DS) стрижня вільної від різі стрижневої ділянки (12).
2. Гвинт за п. 1, який відрізняється тим, що діаметр (DH) обвідної окружності полігонального стрижневого відрізка (20) перевищує не більш ніж в 1,4 разу, зокрема в 1,1-1,2 разу, стрижневий діаметр (DS) вільної від різі стрижневої ділянки (12).
3. Гвинт за п. 1 або 2, який відрізняється тим, що різь (16) проходить по всьому стрижню (14), включаючи полігональний стрижневий відрізок (20), при цьому полігональний стрижневий відрізок (20) передбачений переважно в кінцевій зоні нарізної ділянки (10) з боку стрижня поруч з вільною від різі стрижневою ділянкою (12).
4. Гвинт за п. 3, який відрізняється тим, що різь (16) своєю зовнішньою кромкою (18) проходить - якщо дивитися в осьовій проекції - через зону полігонального стрижневого відрізка (20) по окружності з постійним радіусом.
5. Гвинт за п. 1 або 2, який відрізняється тим, що полігональний стрижневий відрізок (20), розриваючи різь (16), виконаний вільним від різі, причому між полігональним стрижневим відрізком (20) і вільним від різі стрижневим відрізком (12) передбачена кінцева зона нарізної ділянки (10) переважно з щонайменше одним повним витком різі.
6. Гвинт за одним з пп. 1-5, який відрізняється тим, що вістря (4) гвинта має стрижень (26) з полігональним перерізом, причому різь (16) своєю зовнішньою кромкою (18) - якщо дивитися в осьовій проекції - проходить по зоні вістря (4) гвинта, що звужується, з постійно зменшуваним радіусом спірально по стрижню (26).
7. Гвинт за п. 6, який відрізняється тим, що до вістря (4) гвинта примикає перехідна ділянка (30), що має стрижень (32) з постійним по його осьовій довжині полігональним поперечним перерізом, який відповідає, зокрема, поперечному перерізу вістря (4) гвинта, що знаходиться в безпосередньо прилеглій зоні стрижня (26), при цьому різь (16) своєю зовнішньою кромкою (18) - якщо дивитися в осьовій проекції - проходить по зоні стрижня (32) перехідної ділянки (30) по окружності з постійним радіусом.
8. Гвинт за одним з пп. 1-7, який відрізняється тим, що полігональний стрижневий відрізок (20) має осьову довжину (L), яка приблизно відповідає довжині частини нарізної ділянки (10), що містить від одного до шести витків різі.
9. Гвинт за одним з пп. 1-8, який відрізняється тим, що полігональний переріз стрижня виконаний переважно у формі рівносторонньої геометричної фігури від трикутника до шестикутника, зокрема у формі чотирикутника.
10. Гвинт за одним з пп. 1-9, який відрізняється тим, що вільна від різі стрижнева ділянка (12) переходить в головку (8) гвинта, що має точку (6) прикладання сили, зокрема потайну головку.
Текст
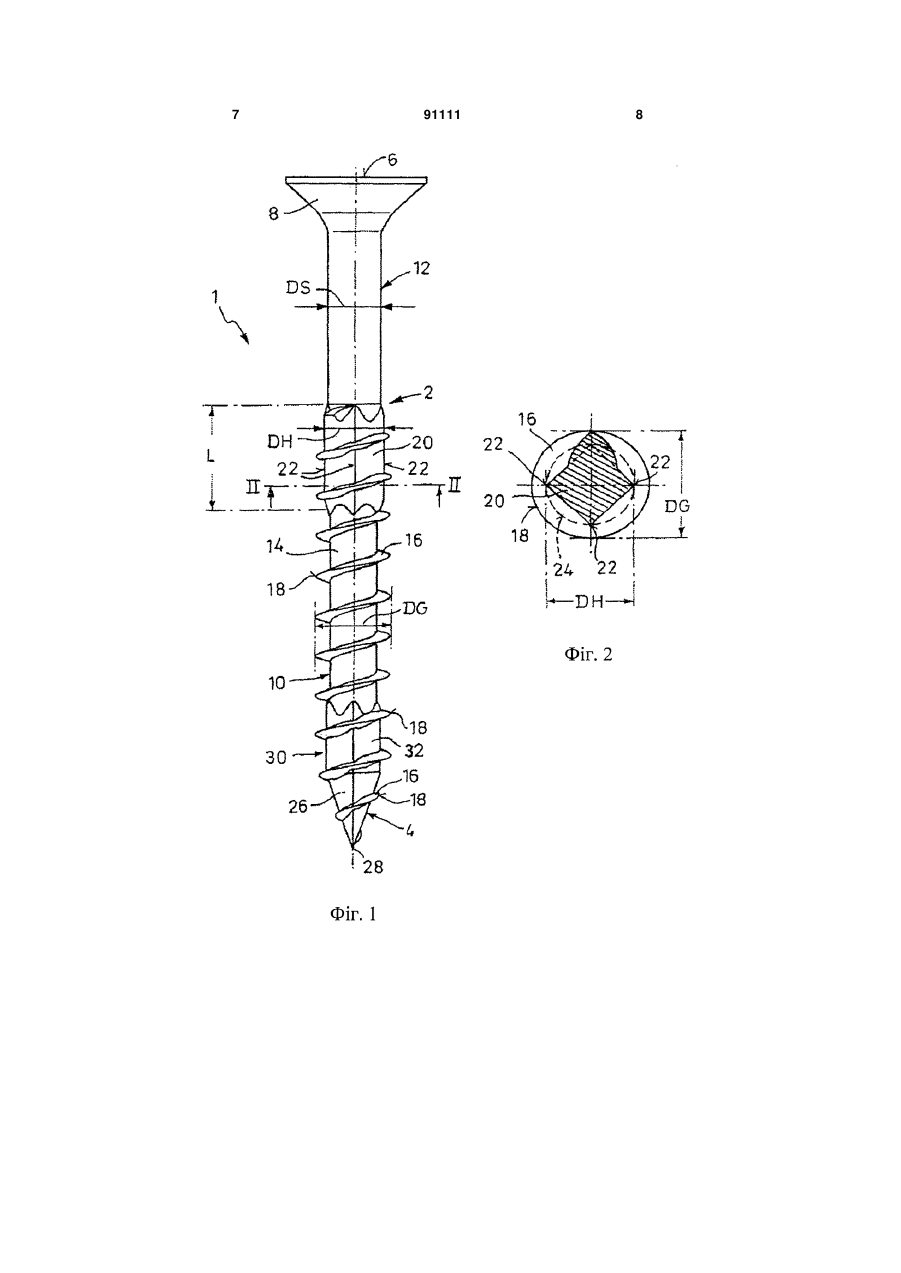
1. Самонарізувальний і різеформувальний гвинт (1), що включає стрижень (2) гвинта з вістрям (4) на одному кінці і точкою (6) прикладання сили для передачі крутного моменту на іншому кінці, причому стрижень (2) гвинта складається з нарізної ділянки (10), що містить вістря (4) гвинта, і прилеглої, вільної від різі ділянки (12), що містить точку (6) прикладання сили, причому нарізна ділянка (10) складається з циліндричного стрижня (14) і різеформувальної різі (16), який відрізняється тим, що нарізна ділянка (10) у віддаленій від вістря (4) гвинта зоні має стрижневий відрізок (20) з полігональним перерізом стрижня, який своїми кутами (22) задає обвідну окружність (24) з діаметром (DH), який перевищує діаметр (DS) стрижня вільної від різі стрижневої ділянки (12). 2. Гвинт за п. 1, який відрізняється тим, що діаметр (DH) обвідної окружності полігонального стрижневого відрізка (20) перевищує не більш ніж в 1,4 разу, зокрема в 1,1-1,2 разу, стрижневий діаметр (DS) вільної від різі стрижневої ділянки (12). 3. Гвинт за п. 1 або 2, який відрізняється тим, що різь (16) проходить по всьому стрижню (14), включаючи полігональний стрижневий відрізок (20), при цьому полігональний стрижневий відрізок (20) передбачений переважно в кінцевій зоні нарізної ділянки (10) з боку стрижня поруч з вільною від різі стрижневою ділянкою (12). 4. Гвинт за п. 3, який відрізняється тим, що різь 2 (19) 1 3 Винахід належить до самонарізувального і різеформувального гвинта, який включає стрижень гвинта з вістрям на одному кінці і точкою прикладання сили для передачі крутного моменту на іншому кінці, при цьому стрижень гвинта складається з нарізної ділянки, що містить вістря гвинта, і прилеглої, вільної від різі ділянки, що містить точку прикладання сили, і при цьому нарізна ділянка складається з циліндричного стрижня і різеформувальної однозахідної або багатозахідної різі. Такого роду гвинти, які через вільну від різі ділянку стрижня називають також гвинтами з частковою різзю, можуть бути угвинчені у відносно м'які матеріали, такі як дерево і подібні матеріали, прямо, без попереднього просвердлювання. При цьому на практиці було встановлено, що вільна від різі ділянка стрижня при входженні в нарізний отвір, виконаний нарізною ділянкою, створює велике тертя, яке приводить до невигідно високого крутного моменту загвинчування. Відомо, що у випадку таких гвинтів з частковою різзю вільну від різі ділянку стрижня забезпечують в суміжній з нарізною ділянкою зоні так званою хвостовою фрезою, що складається з радіально виступаючих так званих фрезерних ребер, які при загвинчуванні повинні настільки розширити отвір під різі, що стрижнева ділянка може проникати з меншим тертям і, отже, з більш низьким крутним моментом загвинчування. Проте, при виготовленні методом накачування таких гвинтів стикаються з проблемами. При накачуванні різі в зоні хвостової фрези може відбутися згинальна деформація гвинта. Це означає, що гвинт не може або може лише при додатковій витраті праці бути виготовлений точно прямолінійним. Задача винаходу, що пропонується, полягає в тому, щоб створити гвинт названого типу, який, з одного боку, може бути загвинчений з незначним крутним моментом загвинчування, але при цьому виготовлений простим і економічним способом і з високою точністю (зокрема, точно прямолінійно). Згідно з винаходом це досягається тим, що нарізна ділянка у віддаленій від вістря гвинта зоні має стрижневий відрізок з полігональним перерізом стрижня, який своїми кутами задає обвідну окружність, діаметр якої перевищує діаметр стрижня на вільній від різі стрижневій ділянці. Цим досягається те, що при загвинчуванні полігональний стрижневий відрізок своїми кутами розширює отвір під різь, щоб потім при входженні вільної від різі ділянки стрижня знизити тертя і момент загвинчування. Оскільки полігональний стрижневий відрізок згідно з винаходом розташований в зоні нарізної ділянки (а не, наприклад, в зоні вільної від різі ділянки стрижня), то при виготовленні гвинта методом накачування сприятливим чином досягається те, що гвинт між накатними плашками направляється («натягається») точно по різі саме в зоні полігонального стрижневого відрізка, так що виключаються відхилення від осі гвинта. Таким чином, винахід забезпечує просте і швидке виготовлення методом накачування з високою точністю. Інші переважні ознаки виконання винаходу містяться в залежних пунктах формули винаходу, а 91111 4 також в самому нижченаведеному описі. Нижче винахід пояснюється більш детально на основі двох переважних прикладів виконання, які ілюструються на кресленні. При цьому показані: Фіг. 1 - вигляд збоку гвинта згідно з винаходом в першому переважному варіанті виконання, Фіг. 2 - переріз в площині ІІ-ІІ з фіг. 1, в збільшеному масштабі, Фіг. 3 - вигляд збоку другого варіанта виконання гвинта згідно з винаходом, і Фіг. 4 - переріз в площині IV-IV з фіг. 3, в збільшеному масштабі. Гвинт 1 згідно з винаходом складається в обох варіантах виконання з подовженого стрижня 2 гвинта з вістрям 4 на одному кінці і точкою 6 прикладання сили для передачі крутного моменту на іншому кінці. У запропонованих прикладах виконання точка 6 прикладання сили являє собою внутрішню точку прикладання сили і тому на вигляді збоку власне не видна. Крім того, точка 6 прикладання сили утворена на головці 8 або в головці 8 гвинта, яка переважно виконана як потайна головка. Точка 6 прикладання сили може бути виконана у вигляді хрестоподібного шліца, внутрішнього шестигранника, внутрішньої зірочки або інших аналогічних елементів. Мова може йти також про зовнішнє прикладанні сили, наприклад зовнішній шестигранник. Стрижень 2 гвинта складається з нарізної ділянки 10, що містить вістря 4 гвинта, і прилеглої, вільної від різі ділянки 12, що містить точку 6 прикладання сили або головку 8 гвинта. Вільна від різі стрижнева ділянка 12 має циліндричну, округлу поверхню з діаметром DS. Нарізна ділянка 10 складається з циліндричного стрижня 14 і різеформувальної, як зображено, переважно однозахідної різі 16, у формі радіального виступу, що проходить у вигляді гвинтової лінії. Різь 16 своєю зовнішньою, утвореною між двома бічними сторонами профілю різі кромкою 18 визначає зовнішній діаметр DG різі. Згідно з винаходом нарізна ділянка 10 у віддаленій від вістря 4 гвинта зоні має стрижневий відрізок 20 з полігональним перерізом стрижня. Як видно, зокрема, з діаметрів на фіг. 2 і 4, полігональний стрижневий відрізок 20 своїми кутами 22 задає обвідну окружність 24 з діаметром DH, що перевищує діаметр DS стрижня вільної від різі стрижневої ділянки 12, але переважно є меншим діаметра DG різі. Переважно діаметр DH обвідної окружності повинен перевищувати не більше ніж в 1,4 разу стрижневий діаметр DS, зокрема в 1,1-1,2 разу. Наприклад, для гвинта в 8мм діаметр DG різі становить 8мм, а стрижневий діаметр DS - приблизно 5,6мм. При цьому діаметр DH обвідної окружності знаходиться згідно з винаходом в інтервалі приблизно від 6,2мм до 6,4мм. У першому, показаному на фіг. 1 і 3 варіанті виконання різь 16 проходить по всьому стрижню 14, включаючи полігональний стрижневий відрізок 20. Тому полігональний стрижневий відрізок 20 переважно в кінцевій зоні нарізної ділянки 10 з 5 боку стрижня (на збігу різі) може розташовуватися суміжно безпосередньо з вільною від різі стрижневою ділянкою 12. Проте, при виготовленні гвинта 1 методом накачування досягається точна прямолінійність, причому також зона полігонального стрижневого відрізка 20 точно направляється, практично натягається, по суцільній різі 16 між двома накатними плашками. Різь 16 своєю зовнішньою кромкою 18 проходить також - якщо дивитися в осьовій проекції - через зону полігонального стрижневого відрізка 20 з постійним радіусом по окружності (порівн. фіг. 2). На відміну від показаного на фіг. 1 варіанта виконання, полігональний і забезпечений різзю 16 стрижневий відрізок 20 також може бути розташований на нарізній ділянці 10, на більшому віддаленні від вільної від різі стрижневої ділянки 12, причому в цьому випадку між відрізками 20 і 12 передбачена частина «нормальної» різі з циліндричним стрижнем 14. У альтернативному варіанті виконання згідно з фіг. 3 і 4 полігональний стрижневий відрізок 20, розриваючи різь 16, виконаний вільним від різі. При цьому між полігональним стрижневим відрізком 20 і вільним від різі стрижневим відрізком 12 передбачена кінцева зона нарізної ділянки 10 переважно з щонайменше одним повним витком різі. Згідно з фіг. 3 мова може йти також щонайменше про чотири повні витки різі. Таким чином, по осі з обох сторін від полігонального стрижневого відрізка 20 знаходиться частина нарізної ділянки 10, так що також в цьому варіанті виконання при накачуванні різі забезпечується точний напрям, що виключає перекіс/згин. У обох варіантах виконання полігональний стрижневий відрізок 20 має осьову довжину L, яка відповідає приблизно довжині частини нарізної ділянки 10, що містить від одного до шести витків різі. Як далі видно з фіг. 2 і 4, полігональний переріз стрижневого відрізка 20 виконаний переважно у формі чотиригранника (чотирикутника або квадрата). Але в основному мова може йти за розсудом переважно про будь-яку рівнобічну фігуру від трикутника до шестикутника. При цьому бічні поверхні, на відміну від зображень на кресленні, можуть бути злегка угнутими або опуклими. Кути 22 повинні бути виконані з якомога більш гострою кромкою, але можуть бути також злегка округлені. У переважному варіанті виконання винаходу 91111 6 вістря 4 гвинта також мас стрижень 26 з полігональним перерізом. При цьому різь 16 своєю зовнішньою кромкою 18 - якщо дивитися в осьовій проекції - проходить по зоні вістря 4 гвинта, що звужується, до його загостреного кінця 28 з постійно зменшуваним радіусом спірально по стрижню 26. Далі, в місці з'єднання з вістрям 4 гвинта переважно передбачити перехідну ділянку 30, що має стрижень 32 з постійним по його осьовій довжині, також полігональним поперечним перерізом. Цей поперечний переріз стрижня відповідає, зокрема, поперечному перерізу вістря 4 гвинта, що знаходиться в безпосередньо прилеглій зоні стрижня 26. Різь 16 своєю зовнішньою кромкою 18 - також якщо дивитися в осьовій проекції - проходить по зоні стрижня 32 перехідної ділянки 30 аналогічно іншим нарізним ділянкам 10 по окружності з постійним радіусом. Поперечні перерізи стрижня 26 вістря 4 гвинта і стрижня 32 перехідної ділянки 30 також мають переважно форму квадрата або чотиригранника, або будь-якої, зокрема, рівносторонньої геометричної фігури від трикутника до шестикутника. Полігональний стрижень 32 перехідної ділянки 30 своїми кутами визначає обвідну окружність, діаметр якої, з одного боку, перевищує діаметр стрижня 14, але в той же час менше діаметра обвідної окружності DH стрижневого відрізка 20 згідно з винаходом. Завдяки описаному переважному варіанту виконання зони вістря 4 гвинта воно діє як свердлильна головка, яка забезпечує центроване і легке загвинчування. Винахід не обмежений представленими і описаними прикладами виконання, він поширюється також на всі рівнодіючі в значенні винаходу варіанти. Далі, винахід також ще не обмежений визначеною в пункті 1 формули винаходу комбінацією ознак, навпаки, він також може бути визначений будь-якою іншою комбінацією визначених ознак, що містяться у всій сукупності розкритих окремих ознак. Це означає, що в принципі практично кожна окрема ознака пункту 1 формули винаходу може бути виключена або відповідно замінена щонайменше однією розкритою в іншому місці заявки окремою ознакою. У цьому значенні пункт 1 формули винаходу потрібно розуміти лише як першу спробу сформулювати винахід. 7 91111 8 9 Комп’ютерна верстка А. Крулевський 91111 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSelf-tapping and thread-forming screw
Автори англійськоюLANGEWIESCHE FRANK
Назва патенту російськоюСамонарезной и резьбоформирующий винт
Автори російськоюЛангевише Франк
МПК / Мітки
МПК: F16B 25/00, F16B 35/04
Мітки: самонарізувальний, гвинт, різеформувальний
Код посилання
<a href="https://ua.patents.su/5-91111-samonarizuvalnijj-i-rizeformuvalnijj-gvint.html" target="_blank" rel="follow" title="База патентів України">Самонарізувальний і різеформувальний гвинт</a>
Гребний гвинт зі знімними лопатями
Номер патенту: 68420
Опубліковано: 16.08.2004
Автор: Бацкаі Іштван
МПК: B63H 3/00
Мітки: гребний, гвинт, знімними, лопатями
Формула / Реферат:
1. Корабельний гвинт, що має порожнистий корпус втулки (11), множину лопатей (16) гвинта, розподілених навколо корпусу втулки (11) та закріплених на ньому з можливістю знімання у зчепленні із зовнішньою посадочною поверхнею (14С) на стінці корпусу втулки, множину скріплюючих пристроїв (19,21) для кожної лопаті (16) гвинта, причому кожний скріплюючий пристрій включає силовий стрижень (19), який проходить з порожнини (11А) корпусу втулки (11)...
Гвинт для остеосинтезу
Номер патенту: 4961
Опубліковано: 15.02.2005
Автори: Васілас Спірідон, Герцен Генріх Іванович, Остапчук Микола Петрович, Афшин Форух Насіраі
МПК: A61F 5/00
Мітки: гвинт, остеосинтезу
Формула / Реферат:
Гвинт для остеосинтезу, що містить тіло з розташованою впродовж нього різзю і головкою з виїмкою чи поперечною проріззю під ключ, який відрізняється тим, що в діаметральній площині головки гвинта під кутом до подовжньої осі гвинта просвердлений отвір, в який може бути заведена спиця Кіршнера.
Гвинт для синтезу дистального міжгомілкового синдесмозу
Номер патенту: 71169
Опубліковано: 15.11.2004
Автори: Бабун Дмитро Валентинович, Жук Петро Михайлович, Плотиця Віктор Іванович
МПК: A61B 17/58
Мітки: дистального, синдесмозу, міжгомілкового, синтезу, гвинт
Формула / Реферат:
Гвинт для синтезу дистального міжгомілкового синдесмозу, що має різьбову частину кортикального типу, шийку з головкою, який відрізняється тим, що шийку гвинта виконано з двох частин, які з'єднані між собою за допомогою півкарданного з'єднання, на головці гвинта розташована помітка площини коливальних рухів у шийці гвинта.
Гвинт повітряний водяний
Номер патенту: 38386
Опубліковано: 12.01.2009
Автор: Сергіенко Григорій Якович
МПК: B64D 47/00
Мітки: гвинт, повітряній, водяній
Формула / Реферат:
Гвинт повітряний водяний, що включає робочі лопаті, який відрізняється тим, що робочі поверхні лопатей виконані у вигляді поверхонь збираючої нагнітаючої дії потоку, наприклад у вигляді пустотілих зрізаних кругових півконусів, розміщених і приварених до корпусного обтічника послідовно в площині обертання, а вихідні отвори півконусів менші вхідних в 1,5...2 рази.
Гвинт для остеосинтезу і спосіб для остеосинтезу фрагментів кісток
Номер патенту: 70620
Опубліковано: 15.10.2004
Автори: Суховецький Валерій Володимирович, Бітчук Денис Дмитрович, Хименко Михайло Федорович
МПК: A61B 17/58
Мітки: фрагментів, остеосинтезу, кісток, спосіб, гвинт
Формула / Реферат:
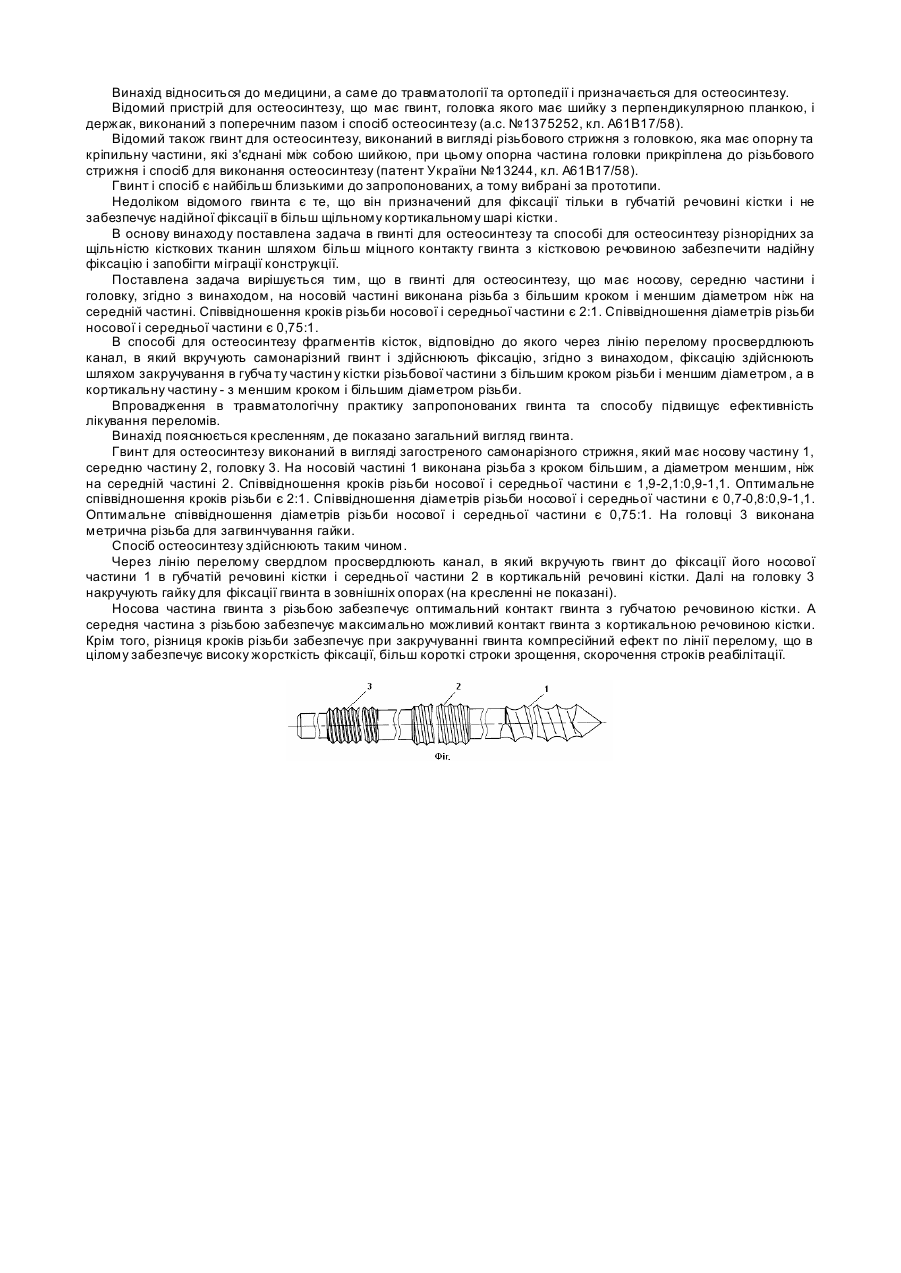
1. Гвинт для остеосинтезу, що містить носову, середню частини і головку, який відрізняється тим, що на носовій частині виконана різьба з більшим кроком і меншим діаметром ніж на середній частині.2. Гвинт для остеосинтезу за п. 1, який відрізняється тим, що співвідношення кроків різьби носової і середньої частини є 2:1.3. Гвинт для остеосинтезу за п. 1, який відрізняється тим, що співвідношення діаметрів різьби носової і...
Попередній патент: Пристрій для електрогідроімпульсного подрібнювання
Наступний патент: Спосіб та пристрій для агломерації на агломераційній машині
Випадковий патент: Гранулятор для розплавів полімерів