Спосіб формування за разовими моделями
Номер патенту: 91224
Опубліковано: 25.06.2014
Автори: Шинський Олег Йосипович, Нейма Олександр Володимирович, Дорошенко Володимир Степанович

Формула / Реферат
1. Спосіб формування за разовими моделями, що включає нанесення на модель піщаного наповнювача та виготовлення порожнини в моделі, який відрізняється тим, що виготовлення порожнини в моделі виконують шляхом механічної деструкції матеріалу моделі при витяганні з матеріалу моделі дроту або нитки, закладеної в модель у вигляді спіралі при виготовленні моделі.
2. Спосіб за п. 1, який відрізняється тим, що матеріал моделі видаляють з утвореної порожнини з використанням принаймні одного скребка у вигляді потовщення, укріпленого на дроті або нитці.
3. Спосіб за п. 1, який відрізняється тим, що матеріал дроту нагрівають.
Текст
Реферат: UA 91224 U UA 91224 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, зокрема до виготовлення ливарних форм за разовими моделями. Відомий спосіб лиття, в якому в моделі виконують газовивідні канали (наколи) для оптимального виведення газів з форми і поліпшення якості виливків (Патент 67906, Україна, МПК В22С 9/04, бюл. № 14 /2007). Однак, для виконання таких каналів необхідне спеціальне обладнання, особливо, якщо вони криволінійної форми. А для великих моделей (з габаритними розмірами від 0,5 м) з великим обсягом газів, що виділяються, наколи вентиляційною голкою є недостатні, необхідні канали більшого діаметра, інакше значний тиск газів від газифікації моделі утруднить заливку форми і призведе до газових дефектів виливка. Для прискорення розплавлення разової крижаної моделі нагріту рідину подають на модель в піщаній формі через трубчастий випор (Патент 89664, Україна, МПК В22С9/04, В22С 7/00 бюл. N& 7 /2009). Така операція практично аналогічна розчиненню пінополістиролової моделі рідким розчинником як спосіб видалення моделі з порожнини форми, щоб пінополістирол не призводив до насичення вуглецем виливки при газифікації пінополістиролу металом (Патент 86634, Україна, МПК В22С 9/02, 9/04, 7/00, бюл. № 9 /2009). Однак, мала площа контакту теплоносія з крижаною моделлю під таким випором та потреба в значній кількості тепла на розплавлення крижаних моделей вимагає постійного доливання теплоносія, що повільно опускається в трубці випору і реагує з моделлю. Аналогічно, на розчинення пінополістиролової моделі потрібне доливання розчинника. Тоді як наявність у цій моделі порожнини вздовж тіла моделі навпроти отвору стояка або випору дозволила б відразу залити в цю порожнину значну кількість рідкого теплоносія або розчинника і в кілька разів прискорила б операцію видалення моделі. Виконання порожнини дало б зменшення кількості матеріалу моделі, що видаляється, збільшення площі контакту його з рідиною, що заливається, і швидкості деструкції моделі, зменшення кількості такої рідини, що потім прискорило б подальше сушіння форми. А в цілому, процес отримання форми з меншою кількістю рідини підвищив би якість форми і виливка. Відомий спосіб лиття за крижаними моделями, в якому плавлення моделі виконують нагріванням її шляхом пропускання електроструму через розплав моделі (Патент 76132, Україна, МПК В22С 9/02, бюл. № 24/2012). Проте такий вид нагріву має обмежене застосування, оскільки неможливий для матеріалів, які є ізоляторами (пінополістирол, лід), лише наявність між електродами води дозволяє здійснити спосіб. Найближчим аналогом до корисної моделі є спосіб виготовлення форм по моделях з пінополістиролу, при якому моделі виконують з порожниною, сполученою з ливниковою лійкою; порожнина проходить уздовж всього тіла моделі (Патент Японії N 51-31008, В22С 7/02, опубл. 1976). Наявність порожнини в моделі і сполучення її з атмосферою дозволяє знизити надлишковий газовий тиск газифікованих продуктів моделі в порожнині форми при заливці металу, зменшити насичення вуглецем металу виливка. Наявність порожнини в порівнянні з цілісною моделлю зменшує кількість рідкої фази моделі, яка нерідко призводить до дефектів виливка (раковини і пористість). Однак, отримання порожнини в моделі, наприклад, свердленням, часто утруднено конструкцією виливка. Отримання порожнини шляхом склеювання двох половинок моделі збільшує удвічі кількість прес-форм і пінополістиролових виробів, а процес склеювання підвищує ймовірність дефектів виливка, одержуваних у місці склеювання. Отримати порожнину моделі розчиненням матеріалу поза формою неприпустимо через небезпеку зміни конфігурації моделі і втрати її конструктивної міцності, необхідної для формування. При отриманні оболонкових (керамічних) форм по пінополістиролових моделях випалювання моделі без порожнини перед заливкою металу може деформувати форму, наприклад, через розширення пінополістиролу суцільного масиву моделі при нагріванні. В основу корисної моделі поставлена задача зниження виробничих витрат при підвищенні якості виливків. Поставлена задача вирішується тим, що в способі формування за разовими моделями, що включає нанесення на модель піщаного наповнювача та виготовлення порожнини в моделі, згідно з корисною моделлю, виготовлення порожнини в моделі виконують шляхом механічної деструкції матеріалу моделі при витяганні з матеріалу моделі дроту або нитки, закладеної в модель у вигляді спіралі при виготовленні моделі. Крім того, матеріал моделі можуть видаляти з утвореної порожнини з використанням принаймні одного скребка у вигляді потовщення, укріпленого на дроті або нитці. Також матеріал дроту можуть нагрівати. Спосіб реалізується наступним чином. Такі матеріали разових моделей, як пінополістирол чи лід є доволі крихкими та легкоплавкими. Дріт (або нитка) при витягуванні з деяким зусиллям з матеріалу моделі розпрямляється зі спіральної конструкції та шляхом зламування 1 UA 91224 U 5 10 15 20 25 30 35 40 45 50 55 60 (механічного руйнування при перевищенні міцності на згин) кришить тонкий шар матеріалу моделі, розміщений між витками спіралі. При закріпленні на дріт або нитку принаймні одного скребка у вигляді металевого ґудзика, шайби або іншого потовщення, при видаленні дроту або нитки він захоплює крихти і уламки матеріалу моделі і видаляє їх з одержуваної в моделі порожнини. При цьому модель нерухомо зафіксована в піщаній формі. За потреби зменшення зусиль для витягання дроту, зокрема з великим кроком спіралі, нагрівання матеріалу дроту вище температури плавлення матеріалу моделі розплавляє чи зменшує міцність прошарку матеріалу моделі, що контактує з дротом. Як приклад розглянемо виготовлення форми для лиття лопатки (лопаті) турбіни, довжина таких лопаток може сягати 1,4 м. Модель її складається (та в такому положенні формується) з самої моделі деталі лопатки (пером з тонким кінцем донизу), до якої зверху примикає модель надливу (для попередження усадочної раковини), а вище надливу розташована модель лійки. При виготовленні всієї такої моделі по одній прес-формі в металеву прес-форму поміщали дріт у вигляді спіралі, розташовуючи її в центрі порожнини прес-форми і затискаючи кінці дроту по роз'єму прес-форми. Після задування і спікання гранул пінополістиролу отримували модель, при цьому з поверхні торця моделі лійки визирали або два кінці дроту, або один кінець, в останньому випадку другий кінець виходив з моделі в нижній її частині, його відрізали. Також виготовляли крижану модель замороженням водної композиції в такій же прес-формі з розташуванням спіралі аналогічно моделі з пінополістиролу. Спіраль розташовували в центральній частині дослідної моделі, на якій відпрацьовували технологію, розмір витка спіралі становив у плані в межах 5…10 мм, відстань спіральної частини дроту до поверхні моделі - не менше 4…6 мм. Спіраль попередньо накручували на оправці, яка може бути циліндричної, конусної, або більш складної форми. Конфігурацію всієї спіралі з м'якого дроту також можна вигинати за шаблоном. Крім дроту, можливе виготовлення спіралі із синтетичної нитки (волосіні), для фіксації витків таку спіраль нагрівали на оправці. Також для крупних моделей можливе застосування тонкого троса. Після виготовлення модель, як правило, фарбували, фарбу висушували, потім у процесі відпрацювання варіантів цього способу на модель наносили піщаний наповнювач шляхом формування наступними відомими способами: в сухому піску за традиційною технологією лиття за газифікованими моделями (ЛГМ) з вакуумуванням при заливці металом, або шляхом нанесення багатошарової керамічної форми. Для крижаної моделі наносили в контейнері на модель піщаний наповнювач шляхом формування в сипучій сухій піщаній суміші з її вакуумуванням нетривалий час. Після зміцнення форми, зокрема, вакуумуванням відомими способами, спіраль видаляли з моделі з боку лійки шляхом витягування дроту або нитки приблизно уздовж осі спіралі. При цьому тонкий дріт (або нитка) розпрямлявся, шляхом зламування (руйнування за умови перевищення міцності на згин) кришив тонкий шар матеріалу моделі, розміщений між витками спіралі. У варіантах способу на дріт або нитку кріпили принаймні один скребок у вигляді металевого ґудзика або іншого потовщення, яке при видаленні дроту або нитки захоплювало крихти і уламки матеріалу моделі і видаляло її з одержуваної в моделі порожнини. Модель була нерухомо зафіксована в піщаній формі. Для крупних моделей і моделей, зібраних в блоки, можливий вивід на поверхню піщаної форми, моделі лійки, чаші або випору (включно з застосуванням трубчастих моделей стояків або випорів) кінців декількох дротів або ниток від декількох спіралей, від спіралей різного кроку та/або діаметра, і/або форми витка, та/або конфігурації всієї спіралі, та/або діаметра дроту або нитки. Також можливе продовження однієї великої спіралі в глибині моделі двома або більш дрібними спіралями залежно від технологічних умов деструкції, вентилювання моделі, подальшого розміщення в отриманих порожнинах легуючих або армуючих метал виливка компонентів тощо. Для пінополістиролових моделей з товщиною понад 30 мм при спіканні в автоклавах нерідко центральна частина пропікається слабо і складається з незв'язаних кульок пінополістиролу. Ця пухка частина моделі легко видаляється при видаленні спіралі, це запобігає появі надлишкової рідкої фази матеріалу моделі, що часто призводить до дефектів в литві при ЛГМ. Зі стінок моделей такої товщини і достатньої міцності без небезпеки деформування при формуванні в піщаному наповнювачі можливе вилучення спіралі з дроту також в момент, коли модель вже виготовлена, але ще перебуває в прес-формі. Для цього достатньо виконання нескладної зміни конструкції прес-форми, а отвір на поверхні моделі може легко заклеюватись папером чи скотчем, або закриватись пробкою з пінополістиролу. Описана гнучкість технологічного способу сприяє підвищенню якості виливків при виконанні різноманітних ливарних завдань при литті деталей різних конфігурацій за моделями, в яких 2 UA 91224 U 5 10 15 20 25 30 35 виконується порожнина. Для полегшення витягання дроту, зокрема з великим кроком спіралі, матеріал дроту нагрівали вище температури плавлення матеріалу моделі. Для цього брали дріт з ніхрому Х20Н80 (ГОСТ 10994-74) і пропускали через нього електрострум нетривалий час. Для деяких видів крижаних моделей масою до 2.3 кт можливий також варіант нагрівання розплаву моделі до повного розплавлення льоду моделі. Після вилучення спіралі з моделі в отриману порожнину наливали розчинник або подавали теплоносій у вигляді рідини або потоку газу. Рекомендується також варіант формовки згідно з зазначеним вище патентом 86634, який поєднує видалення моделі зі зміцненням форми. Після повної деструкції моделі видаляли її продукти і відправляли форму на наступний цикл операцій, що залежно від виду ливарного процесу включає сушіння, прожарювання і заливання металу або заливання металу в форму, що вакуумується. Для крижаних моделей швидке механічне видалення частини льоду зменшує водонасичення форми від контакту з розплавом моделі і зменшує витрати на подальше сушіння форми. А зменшення такого впливу вологи (або розчинника) разом з наступним нагріванням при сушінні форми підвищує її якість; в більшості випадків рідкі компоненти в порожнині форм в таких способах лиття є в надлишку і підлягають видаленню. Необхідність двох і більше пресформ для отриманні порожнистих конструкцій моделей, подібних до показаних в описі прототипу, або потреба для цього складних способів свердлення, замінені цією корисною моделлю способом деструкції матеріалу моделей із застосуванням спіралей. Спосіб формування поєднує зниження виробничих витрат при отриманні порожнистої моделі, виготовленої за однією прес-формою, за рахунок швидкої механічної деструкції та видалення частини матеріалу моделі при мінімальних витратах на оснащення з можливістю підвищення якості виливків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб формування за разовими моделями, що включає нанесення на модель піщаного наповнювача та виготовлення порожнини в моделі, який відрізняється тим, що виготовлення порожнини в моделі виконують шляхом механічної деструкції матеріалу моделі при витяганні з матеріалу моделі дроту або нитки, закладеної в модель у вигляді спіралі при виготовленні моделі. 2. Спосіб за п. 1, який відрізняється тим, що матеріал моделі видаляють з утвореної порожнини з використанням принаймні одного скребка у вигляді потовщення, укріпленого на дроті або нитці. 3. Спосіб за п. 1, який відрізняється тим, що матеріал дроту нагрівають. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02
Мітки: разовими, спосіб, моделями, формування
Код посилання
<a href="https://ua.patents.su/5-91224-sposib-formuvannya-za-razovimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування за разовими моделями</a>
Спосіб лиття за крижаними моделями
Номер патенту: 76132
Опубліковано: 25.12.2012
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/02
Мітки: лиття, крижаними, спосіб, моделями
Формула / Реферат:
1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаних форм формуванням моделей в піску, розплавлення моделей із застосуванням нагрівання їх матеріалу, видалення матеріалу моделей з порожнини форми і заливання її розплавом металу, який відрізняється тим, що нагрівання виконують шляхом пропускання електричного струму через розплав матеріалу моделей.2. Спосіб за п. 1, який відрізняється тим, що електрострум пропускають...
Спосіб лиття за крижаними моделями
Номер патенту: 74280
Опубліковано: 25.10.2012
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02
Мітки: моделями, крижаними, лиття, спосіб
Формула / Реферат:
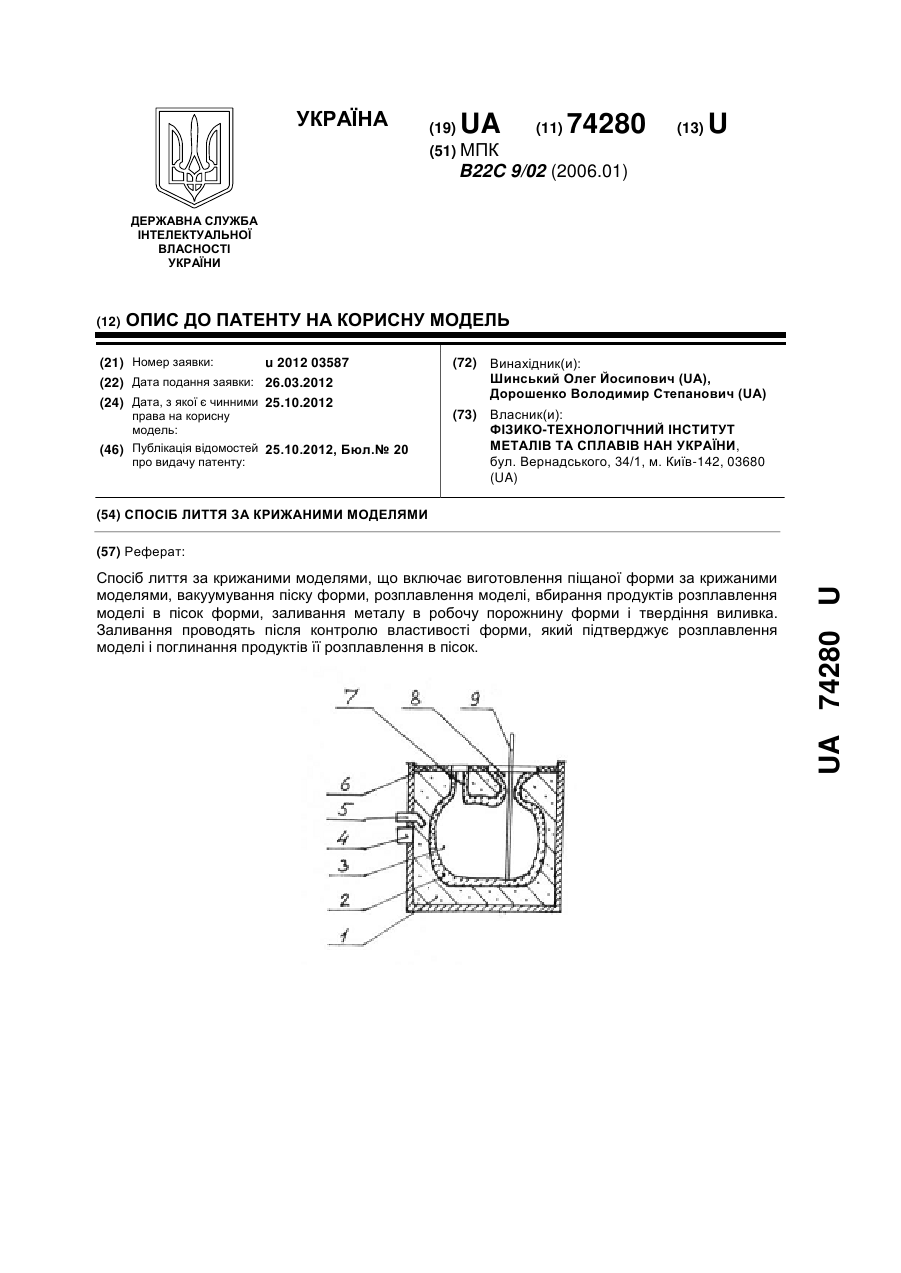
1. Спосіб лиття за крижаними моделями, що включає виготовлення піщаної форми за крижаними моделями, вакуумування піску форми, розплавлення моделі, вбирання продуктів розплавлення моделі в пісок форми, заливання металу в робочу порожнину форми і твердіння виливка, який відрізняється тим, що заливання проводять після контролю властивості форми, який підтверджує розплавлення моделі і поглинання продуктів її розплавлення в пісок.2. Спосіб...
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 89664
Опубліковано: 25.02.2010
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Мітки: форми, піщаних, спосіб, поглинаються, форм, моделями, піском, виготовлення
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, який включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, який відрізняється тим, що як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми.2. Спосіб за п. 1, який відрізняється тим, що нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір та/або стояк...
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 86634
Опубліковано: 12.05.2009
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 7/00, B22C 9/04, B22C 9/02
Мітки: піском, форм, форми, виготовлення, моделями, спосіб, піщаних, поглинаються
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення його в рідкий стан шляхом розчинення його рідким розчинником, який відрізняється тим, що для виготовлення форм і формування моделі застосовують пісок, який не містить сполучного, як розчинник використовують живичний скипидар, а під час розчинення і поглинання моделі в піску створюють газове...
Спосіб виготовлення піщаних форм за одноразовими моделями
Номер патенту: 75888
Опубліковано: 25.12.2012
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/02
Мітки: піщаних, форм, одноразовими, спосіб, виготовлення, моделями
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за одноразовими моделями, що включає засипку моделі сипучим піском, фіксування цього піску в нерухомому стані, виконання частиною моделі, що утворює ливник або випор, принаймні одного отвору в піску, подання до поверхні моделі під тиском через цей отвір рідкої композиції, яка герметизує, переводить в рідкий стан одноразову модель, просочує та зв'язує поверхневий шар піску навколо порожнини форми, а також...
Попередній патент: Сільськогосподарський транспортний засіб “х-жік”
Наступний патент: Спосіб вибору методу пластики при грижах черевної стінки малих і середніх розмірів
Випадковий патент: Стабільний водний препарат антитіла в гістидинацетатному буфері