Спосіб зварювання невидимих поверхонь у дзеркальному відображенні
Номер патенту: 93052
Опубліковано: 10.09.2014
Автори: АНДРІЄВСЬКИЙ АНДРІЙ ПЕТРОВИЧ, Григорян Рубен Саргісович, Григорян Саргіс Патваканович, Григорян Мушег Саргісович
Формула / Реферат
1. Спосіб зварювання невидимих поверхонь у дзеркальному відображенні, за яким притуляють поверхні зварюваних матеріалів впритул одну до одної, торкають електрод до поверхонь та забезпечують виникнення зварювальної дуги або наближають струмінь полум'я горілки до поверхонь та нагрівають їх, утворюють фіксуючий шов, формують постійний шов, при цьому, за необхідності, під час формування постійного шва використовують зварювальний дріт, який відрізняється тим, що перед притулянням поверхонь упритул одної до іншої та їх нагріванням додатково закопчують скло відкритим навуглецьовуючим полум'ям ацетиленового пальника або гасової лампи та застосовують закопчене скло, поблизу напроти зварювальних крайок або поверхонь розміщують закопчене скло, спостерігають за відображенням у закопченому склі утворення фіксуючого шва, спостерігають за відображенням у закопченому склі формування постійного шва на поверхнях, у міру зварювання поверхонь повертають або перевстановлюють дзеркало напроти не зварених поверхонь, у разі тріскання та відламування закопченого скла від нагрівання перевстановлюють закопчене скло неушкодженою поверхнею напроти незварених поверхонь.
2. Спосіб зварювання металевих конструкцій у дзеркальному відображенні за п. 1, який відрізняється тим, що під час зварювання невидимих поверхонь застосовують дзеркало.
Текст
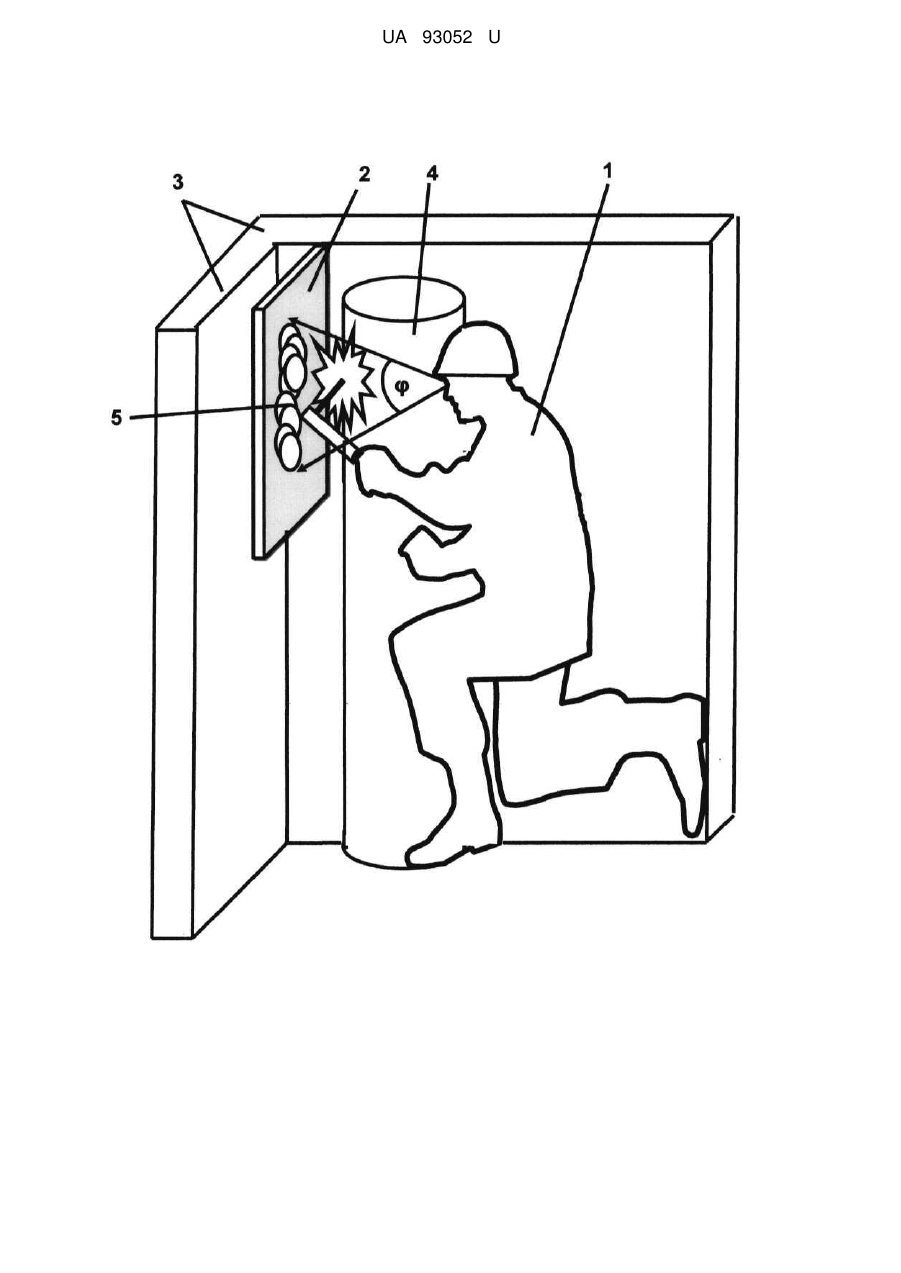
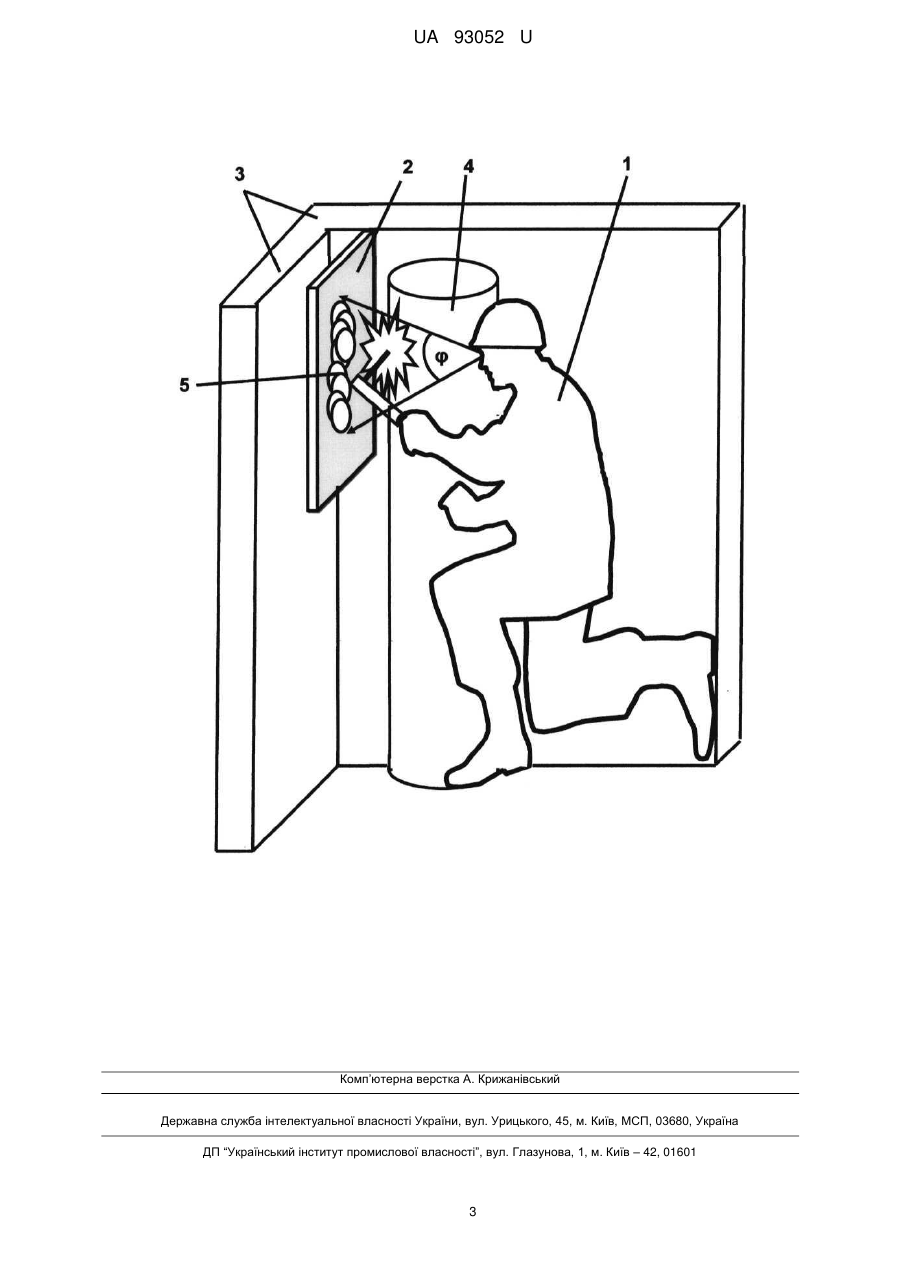
Реферат: Спосіб зварювання невидимих поверхонь у дзеркальному відображенні, за яким притуляють поверхні зварюваних матеріалів упритул одну до іншої, торкають електрод до поверхонь та забезпечують виникнення зварювальної дуги або наближають струмінь полум'я горілки до поверхонь та нагрівають їх, утворюють фіксуючий шов, формують постійний шов, при цьому, за необхідності, під час формування постійного шва використовують зварювальний дріт. Перед притулянням поверхонь упритул одної до іншої та їх нагріванням додатково закопчують скло відкритим навуглцьовуючим полум'ям ацетиленового пальника або гасової лампи та застосовують закопчене скло, поблизу напроти зварювальних крайок або поверхонь розміщують закопчене скло, спостерігають за відображенням у закопченому склі утворення фіксуючого шва, спостерігають за відображенням у закопченому склі формування постійного шва на поверхнях, у міру зварювання поверхонь повертають або перевстановлюють дзеркало напроти незварених поверхонь, у разі тріскання та відламування закопченого скла від нагрівання перевстановлюють закопчене скло неушкодженою поверхнею напроти незварених поверхонь. UA 93052 U (12) UA 93052 U UA 93052 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі виконування операцій зварювання матеріалів, зокрема до способів зварювання невидимих поверхонь у дзеркальному відображенні. Спосіб доцільно використовувати для зварювання невидимих поверхонь, які розміщені ззаду будь-якої конструкції та які неможливо побачити під час зварювання. Відомий спосіб, за яким очищують крайки або поверхні зварюваних матеріалів, запалюють дугу, підтримують довжину дуги під час зварювання, переміщують дугу вздовж зварюваних крайків, встановлюють електрод під кутами 15-20° відносно вертикалі, подають електрод у зону горіння дуги залежно від розплавлення електрода, при цьому електрод переміщують коливальними рухами, причому під час зварювання застосовують один або більше електродів. [1; 2]. Найбільш близьким способом як за суттю, так і за завданнями, що вирішуються, яке вибрано за найближчий прототип, є спосіб зварювання поверхонь у дзеркальному відображенні, за яким очищують поверхні зварюваних матеріалів, притуляють поверхні зварюваних матеріалів упритул одної до іншої, торкають електрод до поверхонь та забезпечують виникнення зварювальної дуги або наближають струмінь полум'я пальника до поверхонь та нагрівають їх, утворюють фіксуючий шов, формують постійний шов, при цьому, за необхідності, під час формування постійного шва використовують зварювальний дріт [3]. Недоліками способів, які вибрано за аналог і прототип є те, що ці способи не забезпечують зварювання невидимих крайків або поверхонь. В основу корисної моделі поставлено задачу створити спосіб зварювання невидимих поверхонь (крайків або поверхонь, які розміщені ззаду будь-якої конструкції та які неможливо побачити під час зварювання) у дзеркальному відображенні. Поставлена задача вирішена тим, що запропонований спосіб зварювання поверхонь у дзеркальному відображенні, за яким притуляють поверхні зварюваних матеріалів упритул одну до іншої, торкають електрод до поверхонь та забезпечують виникнення зварювальної дуги або наближають струмінь полум'я пальника до поверхонь та нагрівають їх, утворюють фіксуючий шов, формують постійний шов, при цьому, за необхідності, під час формування постійного шва використовують зварювальний дріт, згідно з корисною моделлю, перед притуленням поверхонь упритул одну до іншої та їх нагріванням додатково закопчують скло відкритим навуглецьовуючим полум'ям ацетиленового пальника або гасової лампи та застосовують закопчене скло, поблизу напроти зварювальних крайок або поверхонь розміщують закопчене скло, спостерігають за відображенням у закопченому склі утворення фіксуючого шва, спостерігають за відображенням у закопченому склі формування постійного шва на поверхнях, у міру зварювання поверхонь повертають або перевстановлюють дзеркало напроти незварених поверхонь, у разі тріскання та відламування закопченого скла від нагрівання перевстановлюють закопчене скло неушкодженою поверхнею напроти незварених поверхонь. Як варіант, під час зварювання невидимих поверхонь, застосовують дзеркало. Закопчення скла відкритим навуглецьовуючим полум'ям ацетиленового пальника (ацетилен без подавання кисню) або гасової лампи дозволяє утворити дзеркальну поверхню. Розміщення закопченого скла або дзеркала поблизу напроти зварювальних поверхонь забезпечує візуальне відображення поверхонь, які розміщені ззаду будь-якої конструкції та які неможливо побачити під час зварювання. При цьому крізь зварювальну маску якісно видно нагрітий шов. У міру заварювання поверхонь напроти місць формування швів дзеркало або закопчене скло від нагрівання тріскатиметься. У разі тріскання дзеркало або закопчене скло перевстановлюють неушкодженою поверхнею напроти незварених поверхонь, що забезпечує безперервне візуальне спостереження за відображенням процесу утворення фіксуючого та формування постійного шва на крайках або поверхнях. Дзеркало або закопчене скло забезпечує якісне відображення охолодженого шва без зварювальної маски або зварювальних окулярів. Дзеркальне відображення забезпечує звільнення холодного шва від шлаку за рахунок його простукування. Суть способу пояснюється кресленням, де показано момент процесу зварювання невидимих поверхонь, які розміщені на поверхні, наприклад, труби, яка притулена одночасно до двох стін будівлі. Спосіб зварювання поверхонь у дзеркальному відображенні реалізується наступним чином. Зварювальник 1 закопчує будь-яку одну плоску поверхню скла відкритим полум'ям гасової лампи або ацетиленового пальника з навуглецьовуючим полум'ям. На іншій плоскій не закопченій поверхні утворюється дзеркальна поверхня. 1 UA 93052 U 5 10 15 20 25 30 Зварювальник 1 встановлює закопчене скло або дзеркало 2 між стінкою 3 будь-якою будівлі і будь-якою конструкцією 4, зварювану поверхню якої неможливо побачити під час зварювання. Як приклад (варіант), на кресленні як зварювану конструкцію показано трубу 4. Зварювальник 1 розміщує закопчене скло або дзеркало 2 поблизу напроти зварювальних поверхонь (на кресленні не показано) будь-якої конструкції (наприклад, труби). На кресленні показано відображення 5 у дзеркалі або закопченому склі 2 зварюваних поверхонь труби 4. Зварювальник 1 візуально спостерігає за відображенням 5 швів на поверхнях у закопченому склі або дзеркалі 2, які розміщені ззаду будь-якої конструкції 4, наприклад труби, та які неможливо побачити під час зварювання. На кресленні сектор візуального спостереження φ за відображенням 5 показано стрілками. Під час заварювання поверхонь 6 закопчене скло або дзеркало 2 від нагрівання тріскатиметься та відламуватиметься напроти місць формування швів. У разі тріскання та відламування закопчене скло або дзеркало 2 перевстановлюють неушкодженою поверхнею напроти незварених поверхонь, що забезпечує безперервне візуальне спостереження за відображенням 5 зварюваних поверхонь під час процесу утворення фіксуючого та формування постійного шва на поверхнях. При цьому відламані частини дзеркала 2 або закопченого скла 2 падатимуть на підлогу. Таким чином, спосіб зварювання невидимих поверхонь у дзеркальному відображенні забезпечує зручне візуальне спостереження та контроль зварювання невидимих поверхонь у дзеркальному відображенні (поверхонь, які розміщені ззаду будь-якої конструкції та які неможливо побачити під час зварювання). Джерела інформації: 1. Ободянский А.В. Справочное пособие по сварке сталей /А.В.Ободянский, И.А.Золотарев // Изд. "Промінь", 1973. Гл. 3. §. 1. Стр. 16. §.5. Стр. 82. -219 с. - аналог. 2. Чернышов Г.Г., Мордынский В.Б. Справочник молодого электросварщика по ручной сварке: Справ, пособие для среднх ПТУ. - М.: Машиностроение. 1987. - 112 с: ил. Г. 5. §. 15-19. Стр. 58-63. Г. 6. §. 20, 21. Стр. 64-66. - аналог. 3. Геворкян В.Г. Основы сварочного дела: учебник для строит. спец. Техникумов. - 4-е изд., перераб. и доп. - М.: Высш. шк., 1985. - 168 с, ил. §.33. Стр. 100-101. Рис. 98. §. 34. Стр. 100-101. Рис. 91-92. -прототип. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 1. Спосіб зварювання невидимих поверхонь у дзеркальному відображенні, за яким притуляють поверхні зварюваних матеріалів впритул одну до одної, торкають електрод до поверхонь та забезпечують виникнення зварювальної дуги або наближають струмінь полум'я горілки до поверхонь та нагрівають їх, утворюють фіксуючий шов, формують постійний шов, при цьому, за необхідності, під час формування постійного шва використовують зварювальний дріт, який відрізняється тим, що перед притулянням поверхонь упритул одної до іншої та їх нагріванням додатково закопчують скло відкритим навуглецьовуючим полум'ям ацетиленового пальника або гасової лампи та застосовують закопчене скло, поблизу напроти зварювальних крайок або поверхонь розміщують закопчене скло, спостерігають за відображенням у закопченому склі утворення фіксуючого шва, спостерігають за відображенням у закопченому склі формування постійного шва наповерхнях, у міру зварювання поверхонь повертають або перевстановлюють дзеркало напроти не зварених поверхонь, у разі тріскання та відламування закопченого скла від нагрівання перевстановлюють закопчене скло неушкодженою поверхнею напроти незварених поверхонь. 2. Спосіб зварювання металевих конструкцій у дзеркальному відображенні за п. 1, який відрізняється тим, що під час зварювання невидимих поверхонь застосовують дзеркало. 2 UA 93052 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 31/00, B23K 28/00
Мітки: невидимих, поверхонь, зварювання, відображенні, дзеркальному, спосіб
Код посилання
<a href="https://ua.patents.su/5-93052-sposib-zvaryuvannya-nevidimikh-poverkhon-u-dzerkalnomu-vidobrazhenni.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання невидимих поверхонь у дзеркальному відображенні</a>
Пристрій для візуалізації невидимих зображень
Номер патенту: 79492
Опубліковано: 25.04.2013
Автори: Матвійчук Анастасія Миколаївна, Бернацький Віктор Антонович
МПК: H05B 33/00, H05B 33/12
Мітки: невидимих, зображень, пристрій, візуалізації
Формула / Реферат:
1. Пристрій для візуалізації невидимих зображень, який складається з скляної пластини з нанесеним на неї прозорим струмопровідним шаром, зверху якого послідовно нанесені ЕЛ-шар, непрозорий діелектричний і фоторезистивний шари, та верхній прозорий струмопровідний шар, на який нанесено люмінесцентний (ЛМ)-шар, який відрізняється тим, що між ЕЛ-шаром та непрозорим діелектричним шаром розміщено скляну пластину, через яку проходять вварені...
Процес перетворення даних при відображенні електронного документообігу щодо здійснення закупівель товарів, робіт та послуг
Номер патенту: 70908
Опубліковано: 15.10.2004
Автори: Врублевський Володимир Станіславович, Яценко Антон Володимирович
МПК: G06Q 10/00, G06N 5/00, G06Q 30/00, G06Q 99/00
Мітки: перетворення, відображенні, електронного, робіт, закупівель, даних, здійснення, процес, товарів, документообігу, послуг
Формула / Реферат:
1. Процес перетворення даних при відображенні електронного документообігу щодо здійснення закупівель товарів, робіт та послуг, при якому як поєднуюче середовище для розміщення документів з даними щодо процедур закупівель замовник застосовує спеціалізовані електронні системи в мережі Інтернет, кожна з яких відкривається через програму броузер за чітко визначеною адресою, а документи стають доступними користувачам, які мають чітко відмежовані...
Процес перетворення даних при відображенні електронного документообігу
Номер патенту: 29027
Опубліковано: 25.12.2007
Автори: Іващенко Юрій Вікторович, Іващенко Віктор Іванович
МПК: G06N 5/00, G06F 17/00
Мітки: перетворення, процес, даних, електронного, відображенні, документообігу
Формула / Реферат:
1. Процес перетворення даних при відображенні електронного документообігу щодо здійснення закупівель, товарів, робіт та послуг, при якому як поєднуюче середовище для розміщення документів з даними щодо процедур закупівель замовник застосовує спеціалізовані електронні системи в мережі Інтернет з внутрішнім та зовнішнім веб-порталами, кожна з яких за чітко визначеною адресою, а документи стають доступними користувачам, які мають чітко...
Спосіб зварювання термічним олівцем

Номер патенту: 13200
Опубліковано: 15.03.2006
Автор: Набок Микола Романович
МПК: B23K 9/00
Мітки: зварювання, термічним, спосіб, олівцем
Формула / Реферат:
Спосіб зварювання термічним олівцем, що провоlдять за допомогою електрода, який виготовляють з стального дроту та покривають дрібною крейдою на силікатному клею, при цьому термічний олівець також виготовляють з стального дроту та покривають алюмінієвими і залізними ошурками на силікатному клею, а на кінці олівця виконана затравка з бертолетової солі на силікатному клею, яка ініціює реакцію горіння та зварювання металів.
Зварювальний агрегат для зварювання двох рейок колії і спосіб зварювання
Номер патенту: 84058
Опубліковано: 10.09.2008
Автор: Мюлляйтнер Хайнц
МПК: E01B 11/00, C21D 9/50
Мітки: зварювання, агрегат, спосіб, рейок, двох, зварювальний, колії
Формула / Реферат:
1. Зварювальний агрегат (1) для зварювання двох рейок (2) колії (3), що складається з пристрою (5) керування, двох половин (4), що встановлені з можливістю переміщення за допомогою обтискних циліндрів (7) в повздовжньому напрямку (6) рейок і містять передбачені для притиснення до рейок (2) затискні колодки (8), і зрізуючого ножа (9) для зрізування зварювального грату (11) із зварного стику (12), який відрізняється тим, що на одній половині...
Попередній патент: Спосіб виготовлення коробчастих форм з неметалевих матеріалів для облицювання металевих дверей, конструкцій і меблів
Наступний патент: Спосіб очищення та косметичної обробки зовнішньої поверхні транспортного засобу
Випадковий патент: Спосіб медичної реабілітації хворих на неалкогольний стеатогепатит з використанням засобів антигомотоксичної терапії