Спосіб виробництва трубчастої секції та система для її виробництва
Формула / Реферат
1. Спосіб виробництва трубчастої секції з мінеральної вати для ізоляції труб, при якому блок (1) вулканізованої трубчастої секції, що вийшов з виробничої лінії і складається по суті з мінеральної вати, яка містить щонайменше зв'язуючу речовину і можливо також інші добавки, доводять до його кінцевої форми відрізанням його нерівних кінців, який відрізняється тим, що щонайменше частину відрізаних кінців (2) блоків (1) трубчастої секції повертають у виробничий процес, подрібнюють на частинки, повертають на одну з попередніх виробничих стадій і разом зі всіма матеріалами, що містяться в них, повторно використовують на щонайменше одній попередній стадії виробництва трубчастої секції нанесенням поверх ще невулканізованого матеріалу (3) мінеральної вати, що містить зв'язуючу речовину, розподіляючи відрізані і подрібнені кінці (13) по вказаній маті (3) мінеральної вати у вигляді рівномірного шару, по суті по всій ширині, до його намотування навколо сердечника (16) і формування з нього по суті секції, причому таким чином, що подрібнені відрізані кінці (13) не потрапляють на передній і задній краї мати (3).
2. Спосіб за п. 1, який відрізняється тим, що відрізані кінці (2) блоків (1) секцій разом зі всіма матеріалами, що містяться в них, повторно використовують майже повністю або повністю.
3. Спосіб за п. 1 або 2, який відрізняється тим, що використання відрізаних кінців (2) як виробничого матеріалу для попередньої виробничої стадії здійснюють у формі безперервного процесу.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що подрібнену мінеральну вату (13) притискують до фіксуючого контакту до мати (3) з мінеральної вати до операції намотування (9).
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що відрізані кінці (2) подрібнюють до частинок (13) розміром переважно приблизно 3-15 мм.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що відрізані кінці (2) подрібнюють спочатку до крупних частинок (12) і потім до дрібніших частинок (13).
7. Спосіб за п. 6, який відрізняється тим, що подрібнення до дрібніших частинок (13) виконують в суміжній операції з розподілом повторно використовуваного матеріалу поверх невулканізованого матеріалу (3) мінеральної вати.
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що в трубчасту секцію додають антипірен.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що на додаток до придатних для повторного використання матеріалів інші добавки і/або антипірени додають ззовні виробничого процесу виготовлення трубчастої секції окремо, в композиції або в суміші з подрібненими кінцями (13) з метою повторного використання.
10. Система для виробництва трубчастої секції з мінеральної вати для ізоляції труб, в якій блок (1) вулканізованої трубчастої секції, що вийшов з виробничої лінії і складається по суті з мінеральної вати, яка містить щонайменше зв'язуючу речовину і можливо також інші добавки, доводять до його кінцевої форми відрізанням його нерівних кінців (2), яка відрізняється тим, що з метою повторного використання відрізаних кінців (2) блоків (1) трубчастої секції щонайменше в одній попередній стадії виробництва згаданих блоків (1) трубчастої секції система містить: транспортний пристрій (5, 6; 5, 18) для транспортування відрізаних кінців (2) щонайменше до однієї попередньої стадії виготовлення; щонайменше один подрібнювач (10) для подрібнення відрізаних кінців до частинок (12, 13); щонайменше один подрібнювач-розподільник (11), що призначений, в з'єднанні з ним, для розподілу подрібнених частинок (12, 13) рівномірним шаром поверх ще невулканізованого матеріалу (3) мінеральної вати по суті по всій ширині, до його намотування навколо сердечника (16) і формування з нього по суті секції, причому таким чином, що подрібнені відрізані кінці (13) не потрапляють на передній і задній краї мати (3).
11. Система за п. 10, яка відрізняється тим, що подрібнювач в цій системі складається з грубого подрібнювача (10) і тонкого подрібнювача (11).
12. Система за п. 10 або 11, яка відрізняється тим, що транспортним пристроєм є стрічковий конвеєр (5, 6; 5, 18) або пневмоконвейер.
13. Система за будь-яким з пп. 10-12, яка відрізняється тим, що розподільник (11) розташований над ще невулканізованою матою (3) з матеріалу мінеральної вати, і нижче розподільника (11) у напрямі транспортування мати розташований натискний валок (14) для притиску матеріалу (13), розподіленого по маті (3), до фіксуючого контакту з поверхнею мати (3) з метою його утримання на маті при намотуванні мати (3) навколо сердечника (16) у фактичному процесі (9) формування секції.
Текст
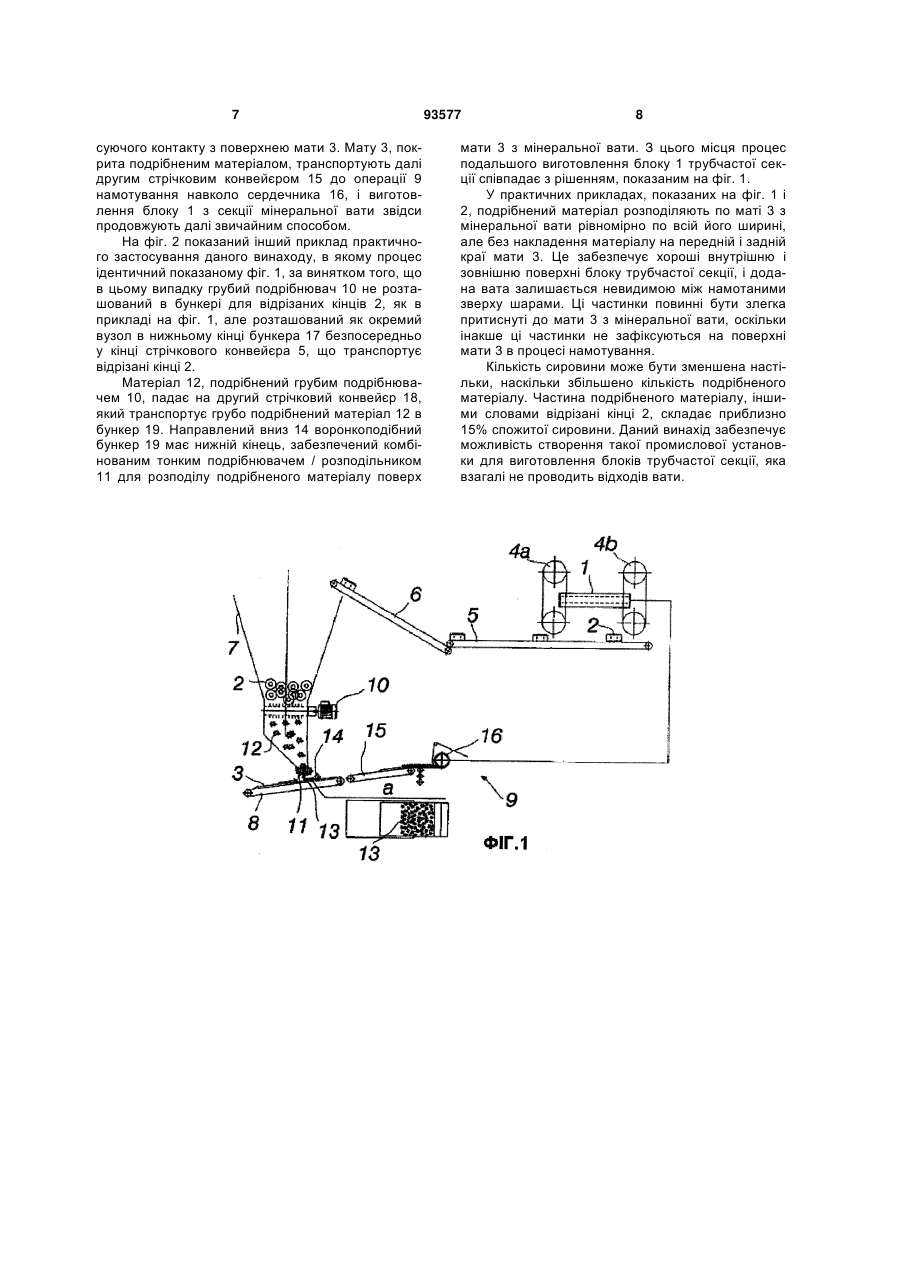
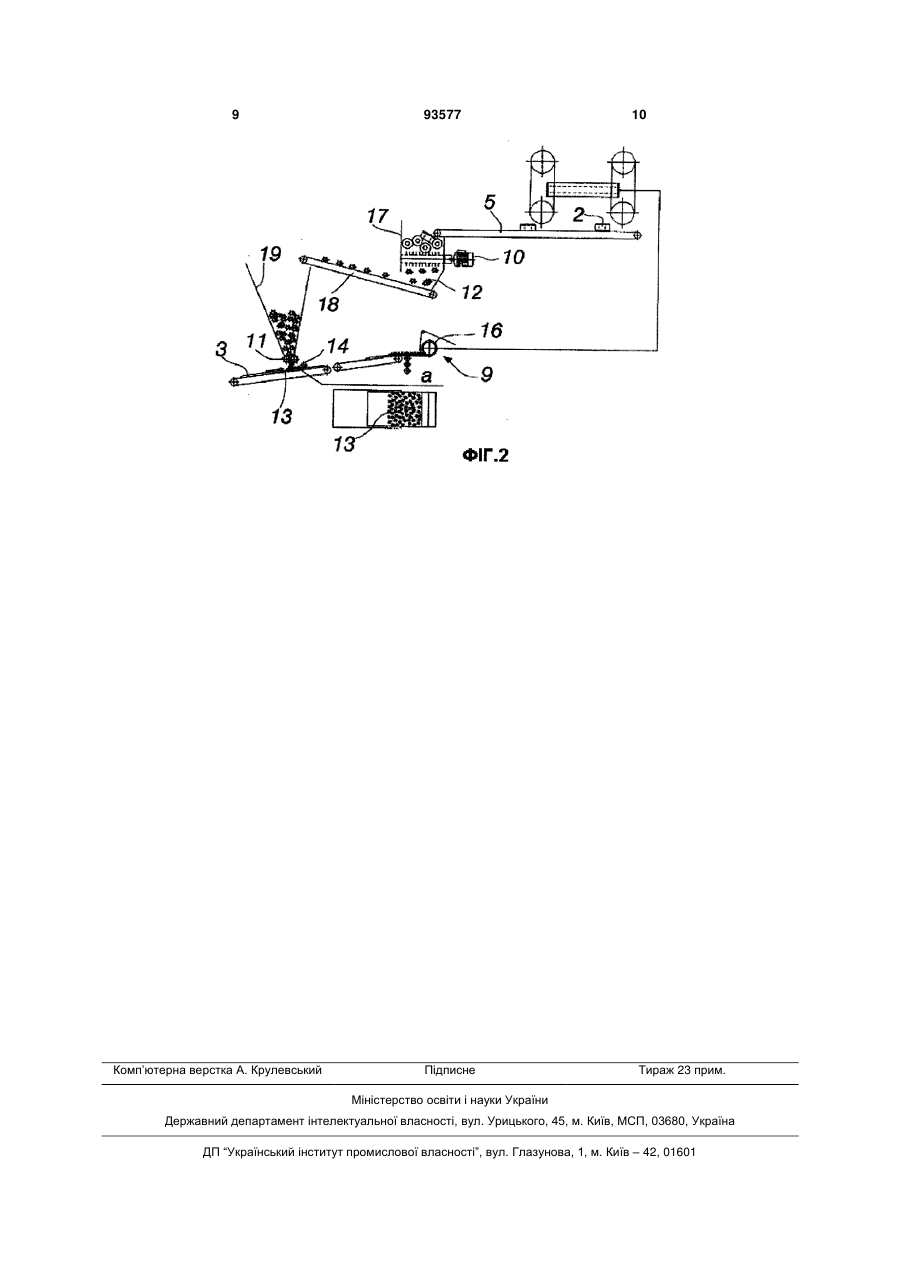
1. Спосіб виробництва трубчастої секції з мінеральної вати для ізоляції труб, при якому блок (1) вулканізованої трубчастої секції, що вийшов з виробничої лінії і складається по суті з мінеральної вати, яка містить щонайменше зв'язуючу речовину і можливо також інші добавки, доводять до його кінцевої форми відрізанням його нерівних кінців, який відрізняється тим, що щонайменше частину відрізаних кінців (2) блоків (1) трубчастої секції повертають у виробничий процес, подрібнюють на частинки, повертають на одну з попередніх виробничих стадій і разом зі всіма матеріалами, що містяться в них, повторно використовують на щонайменше одній попередній стадії виробництва трубчастої секції нанесенням поверх ще невулканізованого матеріалу (3) мінеральної вати, що містить зв'язуючу речовину, розподіляючи відрізані і подрібнені кінці (13) по вказаній маті (3) мінеральної вати у вигляді рівномірного шару, по суті по всій ширині, до його намотування навколо сердечника (16) і формування з нього по суті секції, причому таким чином, що подрібнені відрізані кінці (13) не потрапляють на передній і задній краї мати (3). 2. Спосіб за п. 1, який відрізняється тим, що відрізані кінці (2) блоків (1) секцій разом зі всіма матеріалами, що містяться в них, повторно використовують майже повністю або повністю. 3. Спосіб за п. 1 або 2, який відрізняється тим, що використання відрізаних кінців (2) як виробничого матеріалу для попередньої виробничої стадії 2 (19) 1 3 93577 4 поверх ще невулканізованого матеріалу (3) мінеральної вати по суті по всій ширині, до його намотування навколо сердечника (16) і формування з нього по суті секції, причому таким чином, що подрібнені відрізані кінці (13) не потрапляють на передній і задній краї мати (3). 11. Система за п. 10, яка відрізняється тим, що подрібнювач в цій системі складається з грубого подрібнювача (10) і тонкого подрібнювача (11). 12. Система за п. 10 або 11, яка відрізняється тим, що транспортним пристроєм є стрічковий конвеєр (5, 6; 5, 18) або пневмоконвейер. 13. Система за будь-яким з пп. 10-12, яка відрізняється тим, що розподільник (11) розташований над ще невулканізованою матою (3) з матеріалу мінеральної вати, і нижче розподільника (11) у напрямі транспортування мати розташований натискний валок (14) для притиску матеріалу (13), розподіленого по маті (3), до фіксуючого контакту з поверхнею мати (3) з метою його утримання на маті при намотуванні мати (3) навколо сердечника (16) у фактичному процесі (9) формування секції. Предметом даного винаходу є трубчаста секція для ізоляції труб, що складається по суті з мінеральної вати, яка містить щонайменше зв'язуючу речовину і можливо також інші добавки. Іншим об'єктом даного винаходу є спосіб виготовлення трубчастої секції з мінеральної вати для ізоляції труб, при якому блок вулканізованої трубчастої секції, що вийшов з виробничої лінії і складався по суті з мінеральної вати, яка містить щонайменше зв'язуючу речовину і можливо також інші добавки, доводять до кінцевої форми відрізанням його нерівних кінців. Іншим об'єктом даного винаходу є виробнича система для виготовлення трубчастої секції з мінеральної вати для ізоляції труб, в якій блок вулканізованої трубчастої секції, що вийшов з виробничої лінії і складався по суті з мінеральної вати, яка містить щонайменше зв'язуючу речовину і можливо також інші добавки, доводять до кінцевої форми відрізанням його нерівних кінців. У цій заявці термін "мата з мінеральної вати" використаний для позначення як виготовленого традиційним способом ще невулканізованої мати з мінеральної вати, так і тоншої секції листа/мати, одержаного при відрізанні від такої мати з мінеральної вати. В даний час у вживаних способах виготовлення блоків трубчастих секцій залишається багато відходів матеріалу. Найбільша кількість відходів походить з кінців блоків трубчастих секцій, які відрізають для забезпечення блоків трубчастої секції рівними кінцями. Ця кількість відходів складає приблизно 10 % кількості використовуваної сировини. Цей непотрібний матеріал в даний час використовують як сировину для виготовлення задувної вати і високотемпературної цеглини, але частину цього матеріалу також відвозять на звалище. Відходи, одержані з установок, які проводять або обробляють інші продукти з мінеральної вати, можуть бути використані для забезпечення достатньої кількості сировини для виготовлення задувної вати і високотемпературної цеглини. Якби кінці могли бути повністю перероблені у виробництві блоків трубчастої секції, то втрати матеріалу на відходи могли бути значно зменшені. У той же самий час, для виготовлення блоків трубчастої секції буде потрібно менше сировинної вати. При повній переробці відрізаних кінців блоків труб в способі виготовлення блоків труб також можуть бути зменшені транспортні витрати. При повторному використанні відрізаних кінців в тому ж самому способі або процесі виготовлення блоків труб відсутня необхідність відвантаження відрізаних кінців трубчастої секції або їх транспортування від місця їх виробництва до місця виробництва інших продуктів. Завдання даного винаходу полягає в тому, щоб усунути проблему рівня техніки і забезпечити трубчасту секцію, спосіб її виготовлення і систему, за допомогою яких відходи матеріалу можуть бути зменшені або усунені майже повністю, або навіть зовсім. Це завдання вирішене даним винаходом, що забезпечує трубчасту секцію, що відрізняється тим, що частина мінеральної вати в трубчастій секції і/або пов'язуючої речовини і/або можливих інших добавок, що містяться у складі мінеральної вати, складається з повторно використовуваного матеріалу, одержаного з відходів матеріалу, що залишилися в результаті виготовлення трубчастої секції. З іншого боку, спосіб згідно даного винаходу відрізняється тим, що частина відрізаних кінців блоків трубчастих секцій, разом зі всіма матеріалами, що містяться в них, повторно використовують щонайменше в одній попередній стадії виробництва згаданих блоків трубчастої секції додаванням цього матеріалу поверх і/або до ще невулканізованого матеріалу мінеральної вати. Система згідно винаходу відрізняється тим, що з метою повторного використання відрізаних кінців блоків трубчастої секції щонайменше в одній попередній стадії процесу виробництва згаданих блоків трубчастої секції, система містить: транспортний пристрій для транспортування відрізаних кінців щонайменше в одну попередню стадію виготовлення; щонайменше один подрібнювач для подрібнення відрізаних кінців; щонайменше один подрібнювач, оснащений розподільником, сполученим з ним для додавання подрібнених частин поверх ще невулканізованого матеріалу мінеральної вати і/або до нього. На додаток до вищесказаного, винахід також відноситься до повторного використання відходів мінеральної вати, проведених при виготовленні трубчастої секції, як сировина для попередньої стадії згаданого виробництва з метою зменшення споживання сировини і відходів мінеральної вати. У переважному варіанті виконання трубчастої секції згідно винаходу, повторно використовуваний матеріал складається з відрізаних нерівних кінців вулканізованого блоку трубчастої секції, одержа 5 них з виробничої лінії, що виготовляє трубчасту секцію і що складаються по суті з мінеральної вати, яка містить щонайменше зв'язуючу речовину, але також можливо і інші добавки, причому згадані кінці подрібнені до консистенції сипкого матеріалу. Частка відходів повторно використовуваного матеріалу в повному матеріалі, використаному для виробництва обробленої начисто трубчастої секції, складає переважно від 0% до приблизно 15%, переважніше приблизно 5%-10%. У переважному варіанті виконання способу згідно винаходу відрізані кінці блоків секцій разом зі всіма матеріалами, що містяться в них, повторно використані майже повністю або навіть повністю. Також переважно використання відрізаних кінців як виробничий матеріал в ранішій виробничій стадії, яка здійснена як безперервний процес. У другому переважному варіанті виконання способу згідно винаходу відрізані кінці повертають у виробничий процес, подрібнюють і повертають на попередню виробничу стадію для повторного використання поверхневим розподілом і/або додаванням до ще невулканізованого матеріалу мінеральної вати, що містить зв'язуючу речовину. Це також може бути виконано у формі безперервного процесу. Також переважно, щоб ще невулканізований матеріал мінеральної вати мав форму мати з мінеральної вати або, альтернативно, також переважно, щоб ще невулканізований матеріал мінеральної вати складався з подрібненої вати, що застосовується у разі виготовлення трубчастої секції в просторі між внутрішнім сердечником і зовнішньою формою. У разі, коли використовувана невулканізована мінеральна вата містить мату з мінеральної вати, переважно подрібнені відрізані кінці розподіляють поверх згаданого мінерального мату до намотування його навколо сердечника і обробки по суті у формі трубчастої секції. Подрібнені відрізані кінці переважно розподіляють поверх згаданої мати з мінеральної вати по суті по всій його ширині способом, при якому подрібнені відрізані кінці взагалі не потрапляють на передній і задній краї мати. З метою фіксації подрібненого матеріалу мінеральної вати на маті після його намотування, переважно притискують подрібнений матеріал мінеральної вати наприклад притискним валком до мати з мінеральної вати перед намотуванням. Відрізані кінці подрібнюють до розміру переважно приблизно 3-15 мм. Подрібнення переважно виконують розділенням вторинного матеріалу спочатку на крупні частини з подальшим розділенням на дрібніші частини. Подрібнення на дрібніші частини переважно може бути виконано в суміжній операції з розподілом повторно використовуваного матеріалу поверх ще невулканізованого матеріалу мінеральної вати і/або з додаванням до ще невулканізованого матеріалу мінеральної вати. Пожежобезпечність трубчастої секції може бути підвищена використанням добавок у формі антипірену. Також переважно на додаток до придатних для повторного використання матеріалів можуть бути використані інші добавки і/або антипірен, забезпечені ззовні процесу виробництва трубчастої секції, або окремо, в композиції, або в суміші з подрібненими кінцями для повторного 93577 6 використання. Прикладами добавок, використовуваних як антипірен, можуть бути гіпс, гашене вапно, вуглекислий кальцій, напівгідрат сірчанокислого кальцію, доломіт, гідроокис алюмінію, сірчанокислий алюміній, гідроокис магнію, вуглекислий магній, монтморілоніт, бентоніт. Прикладами добавок, використовуваних як антипірен, які розширюються при високій температурі, можуть бути вермікуліт, перліт, пемза, а також різні сорти глини, що спучується. Система згідно винаходу, в переважному варіанті її виконання, забезпечена подрібнювачем, який складається з грубого подрібнювача і тонкого подрібнювача. У системі згідно винаходу транспортний пристрій переважно може бути стрічковим конвейєром або пневмоконвейером. У іншому переважному варіанті виконання системи згідно винаходу згаданий ще невулканізований матеріал мінеральної вати знаходиться у формі мати, при цьому розподільник розташований над ще невулканізованим матом з мінеральної вати, і нижче за розподільника по ходу руху мати розташований натисний валок для притиску матеріалу по всій довжині мати до фіксуючого контакту з поверхнею мати з метою утримання на ньому вторинного матеріалу при намотуванні мати навколо сердечника в процесі формування секції. Далі винахід буде описано детальніше з посиланням на супроводжуючі креслення, на яких: Фіг. 1 показує схему однієї системи, що здійснює спосіб згідно винаходу, і Фіг. 2 показує схему іншої системи, що здійснює спосіб згідно винаходу. У рішеннях, показаних тут на прикладах, використовуваний мата з мінеральної вати містить тоншу мату (3), одержану відрізанням від виготовленого традиційним способом і ще невулканізовану мату з мінеральної вати, що вийшла безпосередньо з основної виробничої лінії і що містить зв'язуючу речовину і антипірен. У системі, показаній на фіг. 1, блоки 1 трубчастої секції доводять до кінцевої їх форми відрізанням їх нерівних кінців 2 на завершуючій стадії виробництва блоків 1 трубчастої секції за допомогою ріжучих інструментів 4а і 4b. Відрізані кінці 2 транспортують стрічковими конвейєрами 5, 6 в бункер 7, який пристосований вище за стрічковий конвейєр 8, що транспортує ще невулканізована мата 3 з мінеральної вати до операції 9 намотування мати 3 з мінеральної вати. Бункер 7 виконаний у формі воронки і містить як грубий подрібнювач 10 для грубого подрібнення відрізаних кінців, так і комбінований тонкий подрібнювач / розподільник 11 для тонкого подрібнення грубо подрібненого матеріалу 12 і його розподілення поверх мати 3 з мінеральної вати, що проходить під тонким подрібнювачем / розподільником 11. Тонкий подрібнювач / розподільник 11 своєю побічною дією розподіляє тонко подрібнений матеріал 13 по маті 3. Це також проілюстровано на виді «а» покритого мату з фіг. 1, де мата показана зверху. Подрібнений матеріал 13, розподілений по маті 3, потім притискують натисним валком 14, розташованим на стрічковому конвейєрі 8, до фік 7 суючого контакту з поверхнею мати 3. Мату 3, покрита подрібненим матеріалом, транспортують далі другим стрічковим конвейєром 15 до операції 9 намотування навколо сердечника 16, і виготовлення блоку 1 з секції мінеральної вати звідси продовжують далі звичайним способом. На фіг. 2 показаний інший приклад практичного застосування даного винаходу, в якому процес ідентичний показаному фіг. 1, за винятком того, що в цьому випадку грубий подрібнювач 10 не розташований в бункері для відрізаних кінців 2, як в прикладі на фіг. 1, але розташований як окремий вузол в нижньому кінці бункера 17 безпосередньо у кінці стрічкового конвейєра 5, що транспортує відрізані кінці 2. Матеріал 12, подрібнений грубим подрібнювачем 10, падає на другий стрічковий конвейєр 18, який транспортує грубо подрібнений матеріал 12 в бункер 19. Направлений вниз 14 воронкоподібний бункер 19 має нижній кінець, забезпечений комбінованим тонким подрібнювачем / розподільником 11 для розподілу подрібненого матеріалу поверх 93577 8 мати 3 з мінеральної вати. З цього місця процес подальшого виготовлення блоку 1 трубчастої секції співпадає з рішенням, показаним на фіг. 1. У практичних прикладах, показаних на фіг. 1 і 2, подрібнений матеріал розподіляють по маті 3 з мінеральної вати рівномірно по всій його ширині, але без накладення матеріалу на передній і задній краї мати 3. Це забезпечує хороші внутрішню і зовнішню поверхні блоку трубчастої секції, і додана вата залишається невидимою між намотаними зверху шарами. Ці частинки повинні бути злегка притиснуті до мати 3 з мінеральної вати, оскільки інакше ці частинки не зафіксуються на поверхні мати 3 в процесі намотування. Кількість сировини може бути зменшена настільки, наскільки збільшено кількість подрібненого матеріалу. Частина подрібненого матеріалу, іншими словами відрізані кінці 2, складає приблизно 15% спожитої сировини. Даний винахід забезпечує можливість створення такої промислової установки для виготовлення блоків трубчастої секції, яка взагалі не проводить відходів вати. 9 Комп’ютерна верстка А. Крулевський 93577 Підписне 10 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of pipe section and system for its production
Автори англійськоюNikkinen Matti, Mikszath Julius
Назва патенту російськоюСпособ производства трубчатой секции и система для ee производства
Автори російськоюНиккинен Матти, Миксзат Юлиус
МПК / Мітки
МПК: F16L 59/00, D01G 11/00
Мітки: спосіб, система, секції, трубчастої, виробництва
Код посилання
<a href="https://ua.patents.su/5-93577-sposib-virobnictva-trubchasto-sekci-ta-sistema-dlya-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва трубчастої секції та система для її виробництва</a>
Спосіб покриття трубчастої секції з мінеральної вати, призначеної для термоізоляції труб, і відповідний даному способу пристрій
Номер патенту: 92110
Опубліковано: 27.09.2010
Автори: Пюлько Матті, Холопайнен Веійо, Сеппянен Еса, Кар'ялайнен Еркі, Х'єльт Туомо, Лаукканен Пасі, Куокканен Пекка, Руммукайнен Янне
МПК: F16L 59/02
Мітки: трубчастої, секції, спосіб, труб, відповідний, пристрій, термоізоляції, покриття, вати, даному, мінеральної, способу, призначеної
Формула / Реферат:
1. Спосіб покриття трубчастої секції (1) з мінеральної вати, призначеної для термоізоляції труб і виконаної у вигляді по суті круглої трубки, згідно з яким покриваючий матеріал (3) зв'язують із зовнішньою поверхнею трубчастої секції в ході подачі цього матеріалу в пресову зону (N), утворену між трубчастою секцією, що покривається, і нагрітим валком (2), причому в цій пресовій зоні покриваючий матеріал притискують до зовнішньої поверхні (8)...
Апарат і спосіб безперервного виробництва трубної секції з мінеральної вати, призначеної для ізоляційних цілей
Номер патенту: 89838
Опубліковано: 10.03.2010
Автори: Скіппарі Самі, Куукка Оссі, Ніккінен Матті, Маннінен Юкка, Булут Піркко, Карьялайнєн Ерккі
МПК: B29C 53/00
Мітки: вати, безперервного, апарат, цілей, призначеної, секції, ізоляційних, мінеральної, виробництва, спосіб, трубної
Формула / Реферат:
1. Апарат для виробництва безперервним способом трубної секції з мінеральної вати, призначеної для ізоляційних цілей, який містить сердечник і зовнішню роликову збірку, що оточує його щонайменше частково, причому вказана роликова збірка містить щонайменше два ролики, встановлені з можливістю їх регулювання, за допомогою яких мату з мінеральної вати заданої довжини накручують навколо сердечника між сердечником і роликовою збіркою для...
Вставка в матрицю для виробництва довгих макаронів трубчастої форми
Номер патенту: 47223
Опубліковано: 15.03.2005
Автори: Середа Олександр Дмитрович, Стеганцов Ігор Вікторович, Шапіро Михайло Віталійович
МПК: A21C 11/00
Мітки: довгих, трубчастої, форми, матрицю, макаронів, виробництва, вставка
Формула / Реферат:
1. Вставка в матрицю для виробництва довгих макаронів трубчастої форми, що включає корпус, фторопластову прокладку і захисний диск, яка відрізняється тим, що вставка додатково містить фторопластові вкладиші, захисний диск, виконаний з наскрізними отворами і виступами на стороні, оберненій всередину корпуса, на яких змонтовані фторопластові вкладиші, корпус, виконаний у вигляді циліндра із дном, у якому виконані отвори, число яких відповідає...
Спосіб і пристрій для виготовлення ізоляційної трубної секції з мінеральної вати
Номер патенту: 88199
Опубліковано: 25.09.2009
Автори: Карьялайнєн Ерккі, Маннінен Юкка, Куукка Оссі, Скіппарі Самі, Булут Піркко, Ніккінен Матті
МПК: F16L 59/00, F16L 59/02, D04H 1/00
Мітки: вати, ізоляційної, секції, пристрій, виготовлення, трубної, спосіб, мінеральної
Формула / Реферат:
1. Спосіб виготовлення ізоляційної трубної секції з мінеральної вати, в якому, для формування, по суті, циліндрової ізоляційної заготівки, вату (4) у вигляді пухкого матеріалу подають в проміжок між серцевиною (5) і, по суті, циліндровою зовнішньою формою (6), що оточує її, який відрізняється тим, що, для фіксації форми заготівки (7) трубної секції, її внутрішні і зовнішні поверхні (7а і 7b) піддають термообробці за допомогою нагрівання...
Вставка в матрицю для виробництва коротких макаронів трубчастої форми
Номер патенту: 46597
Опубліковано: 15.12.2004
Автори: Стеганцов Ігор Вікторович, Шапіро Михайло Віталійович, Середа Олександр Дмитрович
МПК: A21C 11/00
Мітки: макаронів, трубчастої, виробництва, вставка, форми, коротких, матрицю
Формула / Реферат:
1. Вставка в матрицю для виробництва коротких макаронів трубчастої форми, що включає корпус, фторопластову прокладку і захисний диск, яка відрізняється тим, що додатково містить вкладиш, змонтований на захисному диску і виконаний також із фторопласта, захисний диск, виконаний з наскрізними й напівнаскрізними отворами, при цьому відношення S1/S2 = 2,5 - 3,0, де S1 - площа живого...
Попередній патент: Застосування 2-метил-3-феніламінометилхінолін-4-ону як засобу антидепресивної та антиамнестичної дії
Наступний патент: Система і спосіб забезпечення надмірності
Випадковий патент: Застосування сполук, що відкривають калієві канали kcnq, для лікування дефіциту уваги/гіперактивності (adhd) або агресії