Спосіб та установка для виготовлення прокату у вигляді гарячекатаної штаби з крем’янистої сталі на базі тонких слябів
Номер патенту: 94108
Опубліковано: 11.04.2011
Автори: Кляйн Крістоф, Найфер Херіберт, Зуккер Маріо, Шустер Інго
Формула / Реферат
1. Спосіб виготовлення прокату у вигляді гарячекатаної штаби із литої заготовки з легованої кремнієм сталі для подальшої переробки в матеріал з орієнтованою зернистою структурою, причому литу заготовку (2) на першому етапі піддають попередній тепловій обробці, а на другому етапі нагріту литу заготовку піддають процесу прокатки в прокатному стані, при цьому прокатуваний матеріал переводять в придатний для подальшої обробки стан рекристалізації з бажаною температурою (TWE) кінця прокатки, причому литу заготовку (2) в рамках попередньої теплової обробки для регулювання температури (TWE) кінця прокатки в стані гарячої прокатки піддають щонайменше одному рівню (3) підігрівання і рівню (6) інтенсивного нагрівання і, таким чином, нагрівають до температури (TEIN) входу в стан (9а або 9b) гарячої прокатки на рівні щонайменше 1200 °С, який відрізняється тим, що перед рівнем (3) підігрівання здійснюють видалення окалини за допомогою пристрою видалення окалини, при цьому управління температурою в стані (9а або 9b) гарячої прокатки забезпечують за допомогою комбінації регулювання швидкості прокатки і використання пристроїв (10) проміжного охолоджування між клітями.
2. Спосіб за п. 1, який відрізняється тим, що температуру (TWE) кінця прокатки і швидкість кінця прокатки прокатуваного матеріалу встановлюють на значення, при яких не відбувається повної рекристалізації сталі, при цьому прокатуваний матеріал після останнього проходу в стані гарячої прокатки охолоджують з температури (TWE) кінця прокатки до температури (ТA), при якій фіксується бажаний стан рекристалізації по товщині штаби, встановлений в кінці стана гарячої прокатки.
3. Спосіб за п. 2, який відрізняється тим, що температуру (TWE) кінця прокатки прокатуваного матеріалу встановлюють на рівні щонайменше 950 °С, переважно вище 1000 °С, при цьому після гарячої прокатки прокатуваний матеріал охолоджують до температур (ТA) максимально 650 °С, переважно нижче 600 °С, особливо переважно нижче 450 °С, протягом 10 с.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що на рівні (3) підігрівання температуру литої заготовки (2) встановлюють на величині між 1000 °С та 1100 °С, при цьому на подальшому рівні (6) інтенсивного нагрівання температуру підвищують до величини 1250 °С.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що рівень (3) підігрівання реалізовують в опалюваній газом або мазутом печі, а подальший рівень (6) інтенсивного нагрівання здійснюють за допомогою індукційного нагрівання.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що між рівнем (3) підігрівання і рівнем (6) інтенсивного нагрівання здійснюють видалення окалини в пристрої (5) для видалення окалини.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що після рівня (6) інтенсивного нагрівання здійснюють додаткове видалення окалини на другому рівні (8) видалення окалини.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що здійснюють обробку тонкого сляба.
9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що матеріал з орієнтованою зернистою структурою являє собою листи електротехнічної сталі.
10. Установка (1) для виготовлення прокату у вигляді гарячекатаної штаби для подальшої переробки в матеріал з орієнтованою зернистою структурою із литої заготовки з легованої кремнієм сталі за допомогою способу за будь-яким із пп. 1-7, причому установка містить установку (1а) безперервного розливання для виготовлення литої заготовки (2), систему (7) встановлення температури для нагрівання заготовки, а також розташований за системою (7) встановлення температури прокатний стан (9а або 9b), причому система (7) встановлення температури і прокатний стан служать для того, щоб перевести литу заготовку (2) в прокатуваний матеріал з придатним для подальшої переробки станом рекристалізації при визначеній температурі (TWE) кінця прокатки, при цьому система (7) встановлення температури для встановлення температури (TWE) кінця прокатки прокатуваного матеріалу в прокатному стані містить один рівень (3) підігрівання для нагрівання литої заготовки (2) і один рівень (6) інтенсивного нагрівання для інтенсивного нагрівання литої заготовки (2) до температури (TEIN) входу в стан гарячої прокатки понад 1200 °С, переважно понад 1250 °С, яка відрізняється тим, що перед рівнем (3) підігрівання передбачений пристрій для видалення окалини, при цьому стан (9а або 9b) гарячої прокатки містить пристрої (10) проміжного охолодження між клітями, що забезпечують у комбінації з регулюванням швидкості прокатки управління температурою в стані гарячої прокатки.
11. Установка за п. 10, яка відрізняється тим, що включає в себе пристрій (11) для охолоджування прокатуваного матеріалу, який містить засоби охолодження прокатуваного матеріалу для зниження температури до величини нижче 600 °С, переважно нижче 450 °С.
12. Установка за п. 10 або п. 11, яка відрізняється тим, що прокатний стан для гарячої прокатки виконаний у вигляді компактного чистового стана (9а).
13. Установка за п. 10 або п. 11, яка відрізняється тим, що прокатний стан для гарячої прокатки виконаний розділеним на щонайменше одну попередню групу і щонайменше одну фінішну групу (9b) прокатки.
14. Установка за будь-яким із пп. 10-13, яка відрізняється тим, що матеріал з орієнтованою зернистою структурою являє собою листи електротехнічної сталі.
Текст
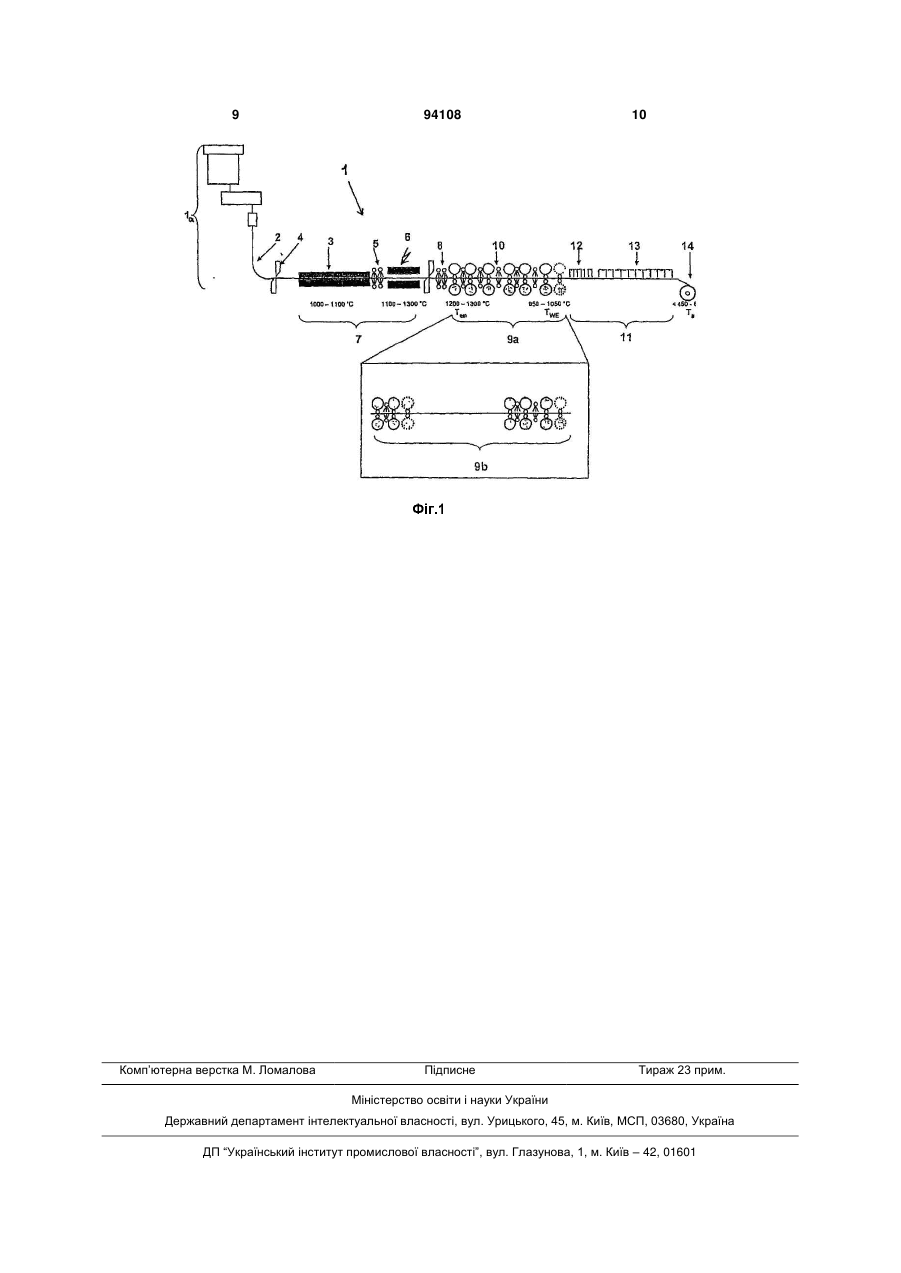
1. Спосіб виготовлення прокату у вигляді гарячекатаної штаби із литої заготовки з легованої кремнієм сталі для подальшої переробки в матеріал з орієнтованою зернистою структурою, причому литу заготовку (2) на першому етапі піддають попередній тепловій обробці, а на другому етапі нагріту литу заготовку піддають процесу прокатки в прокатному стані, при цьому прокатуваний матеріал переводять в придатний для подальшої обробки стан рекристалізації з бажаною температурою (TWE) кінця прокатки, причому литу заготовку (2) в рамках попередньої теплової обробки для регулювання температури (TWE) кінця прокатки в стані гарячої прокатки піддають щонайменше одному рівню (3) підігрівання і рівню (6) інтенсивного нагрівання і, таким чином, нагрівають до температури (TEIN) входу в стан (9а або 9b) гарячої прокатки на рівні щонайменше 1200 °С, який відрізняється тим, що перед рівнем (3) підігрівання здійснюють видалення окалини за допомогою пристрою видалення окалини, при цьому управління температу 2 (19) 1 3 94108 4 структурою являє собою листи електротехнічної сталі. 10. Установка (1) для виготовлення прокату у вигляді гарячекатаної штаби для подальшої переробки в матеріал з орієнтованою зернистою структурою із литої заготовки з легованої кремнієм сталі за допомогою способу за будь-яким із пп. 1-7, причому установка містить установку (1а) безперервного розливання для виготовлення литої заготовки (2), систему (7) встановлення температури для нагрівання заготовки, а також розташований за системою (7) встановлення температури прокатний стан (9а або 9b), причому система (7) встановлення температури і прокатний стан служать для того, щоб перевести литу заготовку (2) в прокатуваний матеріал з придатним для подальшої переробки станом рекристалізації при визначеній температурі (TWE) кінця прокатки, при цьому система (7) встановлення температури для встановлення температури (TWE) кінця прокатки прокатуваного матеріалу в прокатному стані містить один рівень (3) підігрівання для нагрівання литої заготовки (2) і один рівень (6) інтенсивного нагрівання для інтенсивного нагрівання литої заготовки (2) до температури (TEIN) входу в стан гарячої прокатки понад 1200 °С, переважно понад 1250 °С, яка відрізня ється тим, що перед рівнем (3) підігрівання передбачений пристрій для видалення окалини, при цьому стан (9а або 9b) гарячої прокатки містить пристрої (10) проміжного охолодження між клітями, що забезпечують у комбінації з регулюванням швидкості прокатки управління температурою в стані гарячої прокатки. 11. Установка за п. 10, яка відрізняється тим, що включає в себе пристрій (11) для охолоджування прокатуваного матеріалу, який містить засоби охолодження прокатуваного матеріалу для зниження температури до величини нижче 600 °С, переважно нижче 450 °С. 12. Установка за п. 10 або п. 11, яка відрізняється тим, що прокатний стан для гарячої прокатки виконаний у вигляді компактного чистового стана (9а). 13. Установка за п. 10 або п. 11, яка відрізняється тим, що прокатний стан для гарячої прокатки виконаний розділеним на щонайменше одну попередню групу і щонайменше одну фінішну групу (9b) прокатки. 14. Установка за будь-яким із пп. 10-13, яка відрізняється тим, що матеріал з орієнтованою зернистою структурою являє собою листи електротехнічної сталі. Винахід належить до способу та установки для виготовлення гарячекатаної штаби (заготовки для гарячекатаної штаби) з легованих кремнієм сталей для подальшої обробки з одержанням матеріалу, наприклад листа, з орієнтованою зернистою структурою, наприклад, електротехнічної листової сталі. Подальша переробка не є предметом даного винаходу, вона здійснюється холодною прокаткою. З рівня техніки відомі різні способи та установки такого типу, в зв'язку з цим потрібно вказати на два документи: Спосіб та пристрій для прокатки штаб і листів з гарячої заготовки після розливання відомі та описані, наприклад, в публікації Stahl&Eisen, том 2, 1993, стор. 37 і далі. В описаній установці за допомогою машини безперервного розливання із спеціально виконаним кристалізатором виготовляється плоска заготовка, яка розділяється на відрізки визначеної довжини, при цьому здійснюється вирівнювання температури в печі з роликовим подом. Потім плоска заготовка прискорюється до істотно більш високої швидкості входу в подальший прокатний стан, очищається від окалини і підводиться до прокатного стану. У стаціонарному виробничому режимі із швидкістю лиття 5,5 м/хв плоска заготовка досягає печі з роликовим подом із середньою температурою 1080°С. Температура на виході з печі з роликовим подом становить близько 1100°С. Необхідна для процесу прокатки енергія, таким чином, майже повністю покривається тепловою енергією, яка міститься в гарячій литій заготовці. У прокатному стані здійснюється керування температурою за допомогою зміни швидкості прокатки, охолоджування або за допомогою кон такту з прокатними валками, так що температура кінця прокатки становить 880°С. Йде повільне охолоджування на ділянці охолоджування, а також подальше змотування. Багатоступеневі системи регулювання температури для нагрівання литої заготовки до її входу в прокатний стан відомі з документа ЕР 1469954. Крім того, з документа ЕР 0415987 В2 відомий спосіб для безперервного виготовлення сталевої штаби або сталевого листа з тонких слябів з товщиною близько 50 мм, причому плоскі заготовки виготовляються у вертикальних установках безперервного розливання з вигином і горизонтальним напрямком виходу. Спосіб включає в себе етапи: прокатки плоских заготовок після затвердіння заготовок в дуговій напрямній проводці при температурах більше 1100°С, охолоджування сляба в процесі струминної обробки або видалення окалини, індукційне підігрівання до температури близько 1100°С, а також прокатки тонкого сляба в щонайменше одному прокатному стані. За допомогою нагрівання регулюється температура сляба, так що на деформуючих пристроях прокатного стану виникають перепади температур, а саме таким чином, що при входженні в останню прокатну кліть температура ще знаходиться в межах, достатніх для хорошого деформування. Тут в третій та останній прокатній кліті температура прокатуваного матеріалу падає, наприклад, до 988°С і є достатньою для заходження на останній етап деформування. Прокатуваний матеріал залишає останню прокатну кліть з температурою 953°С або менше і після цього при ще більш низькій температурі розрізається за бажаною довжиною, штабелюється 5 або намотується. У випадку необхідності між окремими прокатними клітями можуть бути передбачені одна або декілька ступенів індукційного підігрівання. Для обох способів спільним є те, що температура входу в ступінь чистової прокатки регулюється таким чином, що може забезпечуватися підтримка встановленої температури кінця прокатки. Виходячи з рішення за ЕР 0415987 В2, задачею винаходу є підвищення ефективності термічної обробки у відомому способі і у відомій установці, за допомогою якої виготовляються заготовки для штаби з легованої кремнієм сталі для подальшої обробки з одержанням листів з орієнтованою зернистою структурою. Задача вирішується за допомогою способу, розкритого в п. 1 формули. За допомогою способу, що відповідає винаходу, перший раз і нескладним чином встановлюють температуру на вході у виробничу лінію, яка забезпечує сприятливу морфологію осаджень в прокатуваному матеріалі. Відомі з рівня техніки одноступеневі системи установки температури не в змозі підігрівати в прокатному стані литу заготовку до високих температур, переважно, понад 1250°С, бажаних/необхідних для регулювання стану рекристалізації. У випадку заявленого способу високі температури досягаються переважним чином за рахунок того, що здійснюється двоступеневе підігрівання литої заготовки, що включає в себе ступінь обігрівання первинною енергією і ступінь індукційного нагрівання. Заявлена двоступенева теплова обробка має, крім того, ту перевагу, що вона дозволяє не тільки нагрівати литий продукт, у разі необхідності, до температур понад 1250°С, але і нагрівати його до більш низьких температур входу, якщо це необхідне для регулювання інших бажаних станів структури або рекристалізації; відповідно до цього заявлений спосіб відрізняється високою універсальністю застосування. Керування температурою в прокатному стані чистової прокатки орієнтується на підлягаючу досягненню кінцеву структуру і керується за допомогою комбінування швидкості прокатки і використання охолоджування в проміжних клітях. У випадку однієї переважної форми виконання даного винаходу відносно способу температуру (TWE) кінця прокатки і швидкість прокатки прокатуваного матеріалу встановлюють на значення, при яких більше не відбувається повної рекристалізації сталі, і прокатуваний матеріал після останнього проходження охолоджується в лінії гарячої прокатки з температури (TWE) кінця прокатки до температури (ТA), яка забезпечує регулювання або припинення бажаного стану рекристалізації по товщині штаби. При цьому відповідно до наступного варіанта виконання даного винаходу рекомендується, що температура (TWE) кінця прокатки прокатуваного матеріалу встановлюється на щонайменше 950°С, переважно понад 1000°С, при цьому на завершення, переважно безпосередньо після прокатки, прокатуваний матеріал різко охолоджують до температури (ТА) максимально 650°С, переважно нижче 600°С, особливо переважно нижче 450°С протягом 10 с. При цьому заглушується по 94108 6 вна рекристалізація гарячої штаби. За рахунок вибору температури змотування може регулюватися частка рекристалізованої структури по товщині штаби. Відповідно до наступного варіанта виконання даного винаходу передбачено, що на ступені підігрівання температура литої заготовки встановлюється на величину між 1000 та 1100°С, при цьому на подальшому ступені інтенсивного нагрівання температура підвищується до величини 1250°С. При цьому в переважному виконанні ступінь підігрівання реалізовується в працюючій на газі або мазуті печі, а наступний ступінь інтенсивного нагрівання - в печі індукційного нагрівання. Це має ту суттєву перевагу, що попереднє нагрівання може здійснюватися в печі з роликовим подом, в той час як етап нагрівання до температур понад 1200°С переноситься в індукційну зону нагрівання. Тим самим запобігають посиленому навантаженню на піч з роликовим подом, яке за певних обставин може призвести до термічного руйнування. Щоб уникнути негативного впливу сильно розігрітого шару первинної окалини на якість поверхні прокатуваного матеріалу здійснюється очищення поверхні сляба від окалини. З цією метою відповідно до наступної ознаки даного винаходу між ступенем підігрівання і ступенем інтенсивного нагрівання здійснюється видалення окалини в установці для видалення окалини. Регулювання температури входу на ступінь чистової прокатки здійснюється, таким чином, за допомогою індукційної печі. Ступінь чистової прокатки може включати в себе одну або декілька клітей попередньої групи і множину клітей фінішної групи. Дистанція між ними може бути при цьому оснащена рольгангом або тунелем, що обігрівається. З метою подальшого поліпшення якості поверхні відповідно до наступного варіанта виконання даного винаходу передбачено, що після проходження ступеня інтенсивного нагрівання здійснюється другий процес видалення окалини у другій установці для видалення окалини. В іншому передбачено, додатково або окремо до названих операцій з видалення окалини, видалення окалини вже перед піччю з роликовим подом, щоб захистити ролики печі від нальоту окалини і, отже, нижню сторону плоскої заготовки від небажаних міток, і щоб поліпшити перехід тепла в плоску заготовку. Покладена в основу винаходу або названа задача вирішується, крім того, за допомогою заявленої в п. 8 установки. Як перевага, яка виникає при цьому, можна, щоб уникнути повторень, послатися на описані вище переваги способу, що відповідає винаходу. У переважній формі виконання установки, що відповідає винаходу, передбачено, що пристрій для охолоджування прокатуваного матеріалу містить компоненти для різкого охолоджування прокатуваного матеріалу до температур нижче 600°С, переважно нижче 450°С. Відповідно до наступної ознаки виконання даного винаходу рекомендується виконання стану гарячої прокатки як компактної чистової лінії. Відповідно до альтернативної ознаки передбачено, 7 що стан гарячої прокатки виконаний розділеним на щонайменше одну попередню групу і щонайменше одну фінішну групу. Інші переваги і подробиці винаходу витікають з додаткових пунктів формули винаходу і з подальшого опису, в якому більш детально пояснюються зображені на кресленнях форми виконання винаходу. Нарівні з вказаними вище комбінаціями ознак для винаходу важливими є самі ознаки або ознаки в інших комбінаціях. Фіг.1 креслення показує схематичне зображення установки для здійснення способу, що відповідає винаходу. Фіг.1 показує установку 1 для виготовлення прокатуваного матеріалу в формі штаб або листів з легованої кремнієм сталі для подальшої обробки до вигляду штаб з орієнтованою зернистою структурою, наприклад, листів електротехнічної сталі, які без проміжного охолоджування до температури в приміщенні піддаються гарячій обробці і прокатуються, так що після цього в розпорядження надають прокатуваний матеріал з бажаними властивостями структури. Установка 1 включає в себе установку 1а безперервного розливання. Близька до кінцевого розміру заготовка в формі литого виробу 2 перед піччю 3 з роликовим подом розрізається за допомогою ножиць 4 на сляби, які потім, надходячи в гарячому стані після розливання, передаються безпосередньо в піч 3 з роликовим подом для нагрівання до температур від 1000 до 1100°С або для вирівнювання температури. У випадку слябів мова йде переважно про тонкі сляби з товщиною до 120 мм. Нагріті сляби проходять після цього переважно через пристрій 5 видалення окалини і на завершення надходять в ступінь 6 інтенсивного нагрівання. Тут сляби протягом короткого швидкого процесу нагрівання нагріваються до температури входу 1100-1300°С, переважно понад 1250°С. Ступінь 3 підігрівання здійснюється при цьому в опалювальній газом або мазутом печі, як в печі 3 з роликовим подом, і здійснюється завершальний ступінь 6 інтенсивного нагрівання на ступені індукційного нагрівання. Ступінь 6 індукційного нагрівання повинен бути виконаний при цьому таким чином, щоб забезпечувалася температура TEIN входу литої заготовки 2 в прокатний стан на рівні більше 1200°С. Ступінь 3 підігрівання і ступінь 6 інтенсивного нагрівання утворюють систему 7 встановлення температури. Засоби для здійснення теплової обробки містять ступінь 3 підігрівання, ступінь 6 інтенсивного нагрівання, а також пристрої 10 проміжного охолоджування між клітями. Після проходження ступеня 6 інтенсивного нагрівання лита заготовка 2 ще раз піддається процедурі видалення окалини (другий ступінь 8 видалення окалини) і вводиться в стан 9а або 9b гарячої прокатки. Стан гарячої прокатки 9а, 9b може являти собою компактну чистову лінію 9а або бути поділеним на одну попередню групу та одну фінішну групу 9b. Кількість клітей в кожній з обох груп не обмежена. 94108 8 У випадку способу, що відповідає винаходу, передбачено, що для регулювання температури TWE кінця прокатки температура TEIN входу литої заготовки 2 в лінію 9а, 9b гарячої прокатки стану гарячої прокатки встановлюється на величині щонайменше 1200°С, переважно понад 1250°С, за рахунок багатоступеневої теплової обробки, причому лита заготовка, що надходить із зони лиття в гарячому стані, безпосередньо підводиться до вузла підігрівання. Це багатоступеневе нагрівання здійснюється за допомогою системи 7 встановлення температури, яка містить ступінь 3 підігрівання для попереднього нагрівання литої заготовки 2 та ступінь 6 інтенсивного нагрівання для встановлення вхідної температури TEIN литої заготовки 2 перед входом в лінію гарячої прокатки. У способі, що відповідає винаходу, температура TWE кінця прокатки і швидкість кінцевої прокатки прокатуваного матеріалу встановлюються на значення, при яких більше не здійснюється повної рекристалізації сталі. Після останнього проходження прокатуваний матеріал в рамках теплової обробки різко охолоджується в стані гарячої прокатки від температури TWE кінця прокатки до температури ТА, внаслідок чого забезпечується бажаний стан рекристалізації прокатуваного матеріалу в кінці прокатного стану по товщині штаби. При цьому температура TWE кінця прокатки прокатуваного матеріалу встановлюється на величину щонайменше 950°С, переважно понад 1000°С, і на завершення прокатуваний матеріал різко охолоджується до температур ТA максимально 650°С, переважно нижче 600°С, особливо переважно нижче 450°С протягом 10с. (див. фіг.1). При подальшій тепловій обробці після прокатки можна передбачити комбінацію з установки 12 швидкого охолоджування і стандартних охолоджуючих балок з водяним охолоджуванням 13. Охолоджений прокатаний матеріал потім змотується в намотувальному пристрої 14. Перелік посилальних позначень 1 Установка для виготовлення гарячої штаби 1a Установка безперервного розливання 2 Лита заготовка (штранг) 3 Пристрій підігрівання (піч з роликовим подом) 4 Ножиці 5 Пристрій видалення окалини 6 Ступінь інтенсивного нагрівання 7 Система встановлення температури 8 Другий ступінь видалення окалини 9а Компактна чистова лінія у вигляді стану гарячої прокатки 9b Попередня і фінішна групи стану гарячої прокатки 10 Пристрій проміжного охолоджування між клітями 11 Пристрій для охолоджування (ділянка охолоджування) 12 Пристрій швидкого охолоджування 13 Охолоджуючі балки з водяним охолоджуванням 14 Намотувальний пристрій 9 Комп’ютерна верстка М. Ломалова 94108 Підписне 10 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for plant for producing of rolled stock as hot-rolled strip of silicon steel based on thin slabs
Автори англійськоюSchuster Ingo, Klein Christoph, Sucker Mario, Neifer Heribert
Назва патенту російськоюСпособ и установка для изготовления проката в виде горячекатаной полосы из кремнистой стали на базе тонких слябов
Автори російськоюШустер Инго, Кляйн Кристоф, Зуккер Марио, Найфер Хериберт
МПК / Мітки
Мітки: вигляді, сталі, прокату, штаби, виготовлення, базі, гарячекатаної, тонких, спосіб, крем'янистої, установка, слябів
Код посилання
<a href="https://ua.patents.su/5-94108-sposib-ta-ustanovka-dlya-vigotovlennya-prokatu-u-viglyadi-garyachekatano-shtabi-z-kremyanisto-stali-na-bazi-tonkikh-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та установка для виготовлення прокату у вигляді гарячекатаної штаби з крем’янистої сталі на базі тонких слябів</a>
Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Номер патенту: 78281
Опубліковано: 15.03.2007
Автори: Шустер Інго, Альбеділ Манфред
МПК: B21B 1/46, B21B 1/26, C21D 8/02
Мітки: сталей, аустенітних, спосіб, стрічки, установка, гарячекатаної, нержавіючих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну...
Компактна установка для одержання гарячекатаної сталевої штаби
Номер патенту: 88616
Опубліковано: 10.11.2009
Автори: Мюллер Юрген, Кляйн Крістоф, Ріттнер Карл, Розенталь Дітер
МПК: B21B 1/46
Мітки: гарячекатаної, установка, сталевої, одержання, штаби, компактна
Формула / Реферат:
1. Компактна установка для одержання гарячекатаної сталевої штаби, яка включає лінію розливу з щонайменше однією машиною безперервного розливу і щонайменше одними ножицями, а також лінію прокатки з щонайменше однією піччю для вирівнювання температури, одним окалиновідламувачем, чистовим прокатним станом, рольгангом із зоною охолоджування і щонайменше однією намотувальною моталкою для гарячекатаної штаби, яка відрізняється тим, що машина...
Спосіб та пристрій для очищення слябів, тонких слябів, профілів і подібного
Номер патенту: 92755
Опубліковано: 10.12.2010
Автори: Шустер Інго, Яннаш Отмар, Рункель Томас, Хеммерлє Юрген, Ліппольд Карстен, Хоубен Андреас, Йонен Петер, Арменат Юрген, Копфштедт Уве, Ельс Бернхард, Ріттнер Карл
МПК: B21B 45/04
Мітки: очищення, слябів, спосіб, профілів, подібного, пристрій, тонких
Формула / Реферат:
1. Спосіб видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і нижньої сторони литого виробу (3), такого як сляб, тонкий сляб, профіль і подібне, текучими середовищами, що розбризкуються по литому виробу (3) за допомогою очищувального пристрою (5), що складається щонайменше з одного розбризкувального пристрою (8), розташованого над відлитим виробом (3), і щонайменше одного розбризкувального пристрою (9),...
Спосіб та установка для виробництва сталевої стрічки з тонких слябів
Номер патенту: 92757
Опубліковано: 10.12.2010
Автор: Арвєді Джіованні
МПК: B22D 11/12, B21B 1/46
Мітки: виробництва, сталевої, слябів, стрічки, установка, спосіб, тонких
Формула / Реферат:
1. Спосіб виробництва сталевої стрічки, який включає стадію безперервного відливання тонких слябів, які мають товщину між 45 та 110 мм, зі швидкістю 5 м/хв., стадію розрізання і забезпечення наступного нагрівання, потім стадію прокатування на кількох клітях кінцевого прокатного стана, який відрізняється тим, що вказане нагрівання одержують принаймні частково шляхом індукційного нагрівання із робочою частотою, достатньо низькою, щоб довести...
Спосіб виготовлення листового прокату з маловуглецевої мікролегованої сталі
Номер патенту: 57579
Опубліковано: 10.03.2011
Автори: Куксенко В'ячеслав Іванович, Лаухін Дмитро Вячеславович, Климанчук Владислав Владиславович, Сухомлин Георгій Дмитрович, Мурашкін Олександр Васильович, Носенко Олег Павлович, Пушков Валерій Васильович, Большаков Володимир Іванович
МПК: B21B 1/00
Мітки: листового, мікролегованої, виготовлення, прокату, спосіб, сталі, маловуглецевої
Формула / Реферат:
Спосіб виготовлення листового прокату з маловуглецевої мікролегованої сталі, що включає нагрівання слябів до температури аустенитізації, витримку при заданій температурі, чорнову прокатку, охолодження на повітрі до температур чистової прокатки, чистову прокатку та уповільнене охолодження на повітрі, який відрізняється тим, що деформацію в процесі чорнової прокатки здійснюють за 14...20 проходів із закінченням її при температурі металу...
Попередній патент: Стабілізована фармацевтична композиція фезотеродину
Наступний патент: Спосіб керування потоком та самокеровний клапан або пристрій керування потоком
Випадковий патент: Спосіб виробництва ванадійвмісної сталі