Спосіб та установка для виробництва сталевої стрічки з тонких слябів

Формула / Реферат
1. Спосіб виробництва сталевої стрічки, який включає стадію безперервного відливання тонких слябів, які мають товщину між 45 та 110 мм, зі швидкістю 5 м/хв., стадію розрізання і забезпечення наступного нагрівання, потім стадію прокатування на кількох клітях кінцевого прокатного стана, який відрізняється тим, що вказане нагрівання одержують принаймні частково шляхом індукційного нагрівання із робочою частотою, достатньо низькою, щоб довести дію нагрівання до ядра сляба, і підтримують різницю температур у ядрі та зовні сляба, при входженні до стадії прокатування, у той час як середня температура сляба в будь-якому поперечному профілі вища, ніж температура поверхні, таким чином дорівнюючи або будучи вищою ніж приблизно 1100 °С, і що у ядрі сляба температура принаймні на 100 °С вище, ніж поверхнева температура.
2. Спосіб за п. 1, який відрізняється тим, що забезпечують принаймні одне проміжне охолодження та/або нагрівання всередині клітей кінцевого прокатного стана.
3. Установка для виробництва сталевої стрічки з тонких слябів, які мають товщину між 45 та 110 мм і надходять із пристрою безперервного відливання (21, 31), яка містить принаймні одну нагрівальну (25, 35) та тунельну (36) печі, розміщені між пристроєм безперервного відливання (21, 31) та кінцевим прокатним станом (29, 39) з кількома клітями, де вказаний тонкий сляб є безперервним, за місцем розрізання слябів ножицями (3) розміщено окалиновідламувач (8) між печами (25, 35, 36) та прокатним станом (29, 39), яка відрізняється тим, що принаймні одна піч є індукційною піччю (35), яка має робочу частоту, вибрану достатньо низькою, щоб довести дію нагрівання до ядра сляба і підтримувати різницю температур у ядрі та зовні у кінці зазначеної печі (35) на вході першої кліті вказаного кінцевого прокатного стана (29, 39), та забезпечує середню температуру сляба вищу, ніж його поверхнева температура, а у ядрі температура принаймні на 100 °С вище, ніж вказана його поверхнева температура, яка дорівнює або вища ніж 1100 °С, а відстань між виходом пристрою безперервного відливання (21, 31) та входом до прокатного стана не перевищує 100 м.
4. Установка за п. 3, яка відрізняється тим, що вказана піч (25) також є тунельною піччю, що нагрівається газом.
5. Установка за п. 3, яка відрізняється тим, що в ній лише одна піч (35) є індукційною піччю.
6. Установка за п. 3 або 4, яка відрізняється тим, що в ній забезпечена тунельна піч (36) у комбінації з вказаною індукційною піччю ( 35), для підтримки вказаного рівня температури поверхні сляба та його ядра при його русі за течією, яка може бути розташована як на початку, так і в кінці зазначеної тунельної печі (36), а вказана тунельна піч (36) має таку довжину, щоб підтримувати загальну довжину між пристроєм безперервного відливання (21, 31) та прокатним станом (29, 39) не більш ніж 100 м, що забезпечує прийнятне обмеження теплових втрат.
7. Установка за п. 6, яка відрізняється тим, що вказана тунельна піч (36) містить під, сформований прокатними столами, які споряджені ізолюючими панелями.
8. Установка за п. 6 або 7, яка відрізняється тим, що вказана тунельна піч (36) містить газові пальники та/або електричні резистори.
9. Установка за п. 6 або 7, яка відрізняється тим, що вказана індукційна піч (35) розміщена одразу перед окалиновідламувачем (8) за напрямком руху.
10. Установка за п. 6 або 7, яка відрізняється тим, що вказану індукційну піч (35) розміщено одразу за ножицями (3) за напрямком руху.
11. Установка за п. 3, яка відрізняється тим, що додатково містить проміжні охолоджуючі та/або нагрівальні засоби між клітями прокатного стана (29, 39).
Текст
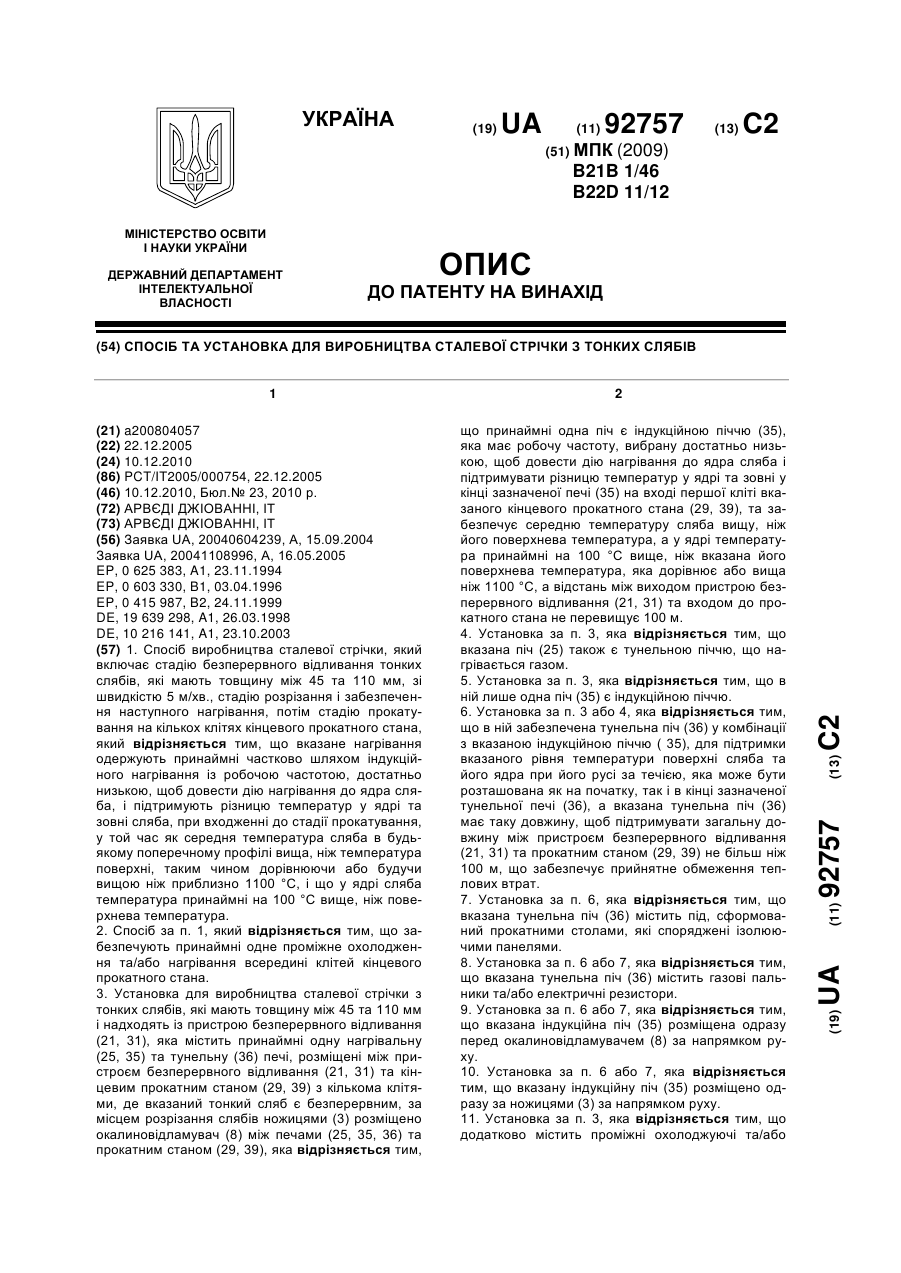
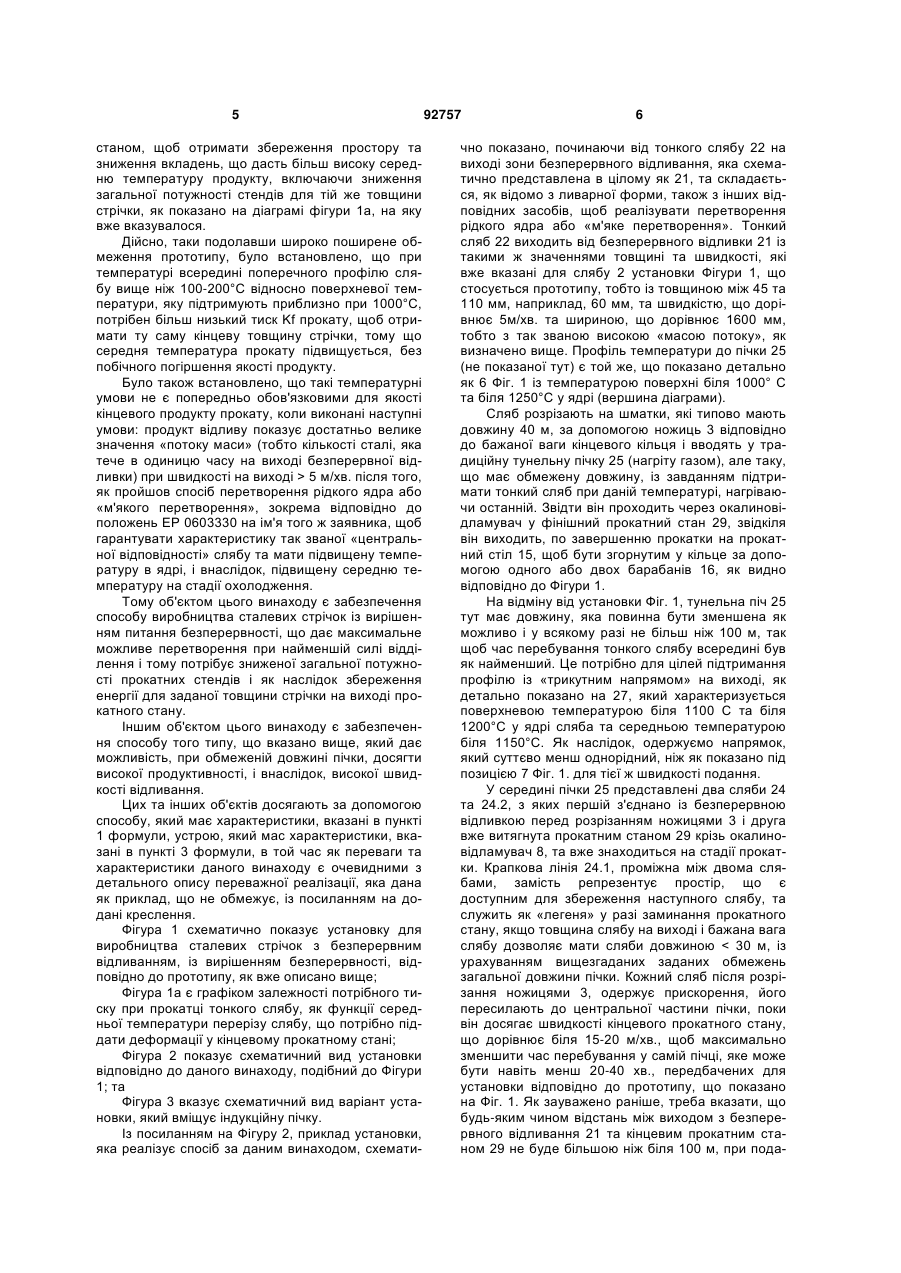
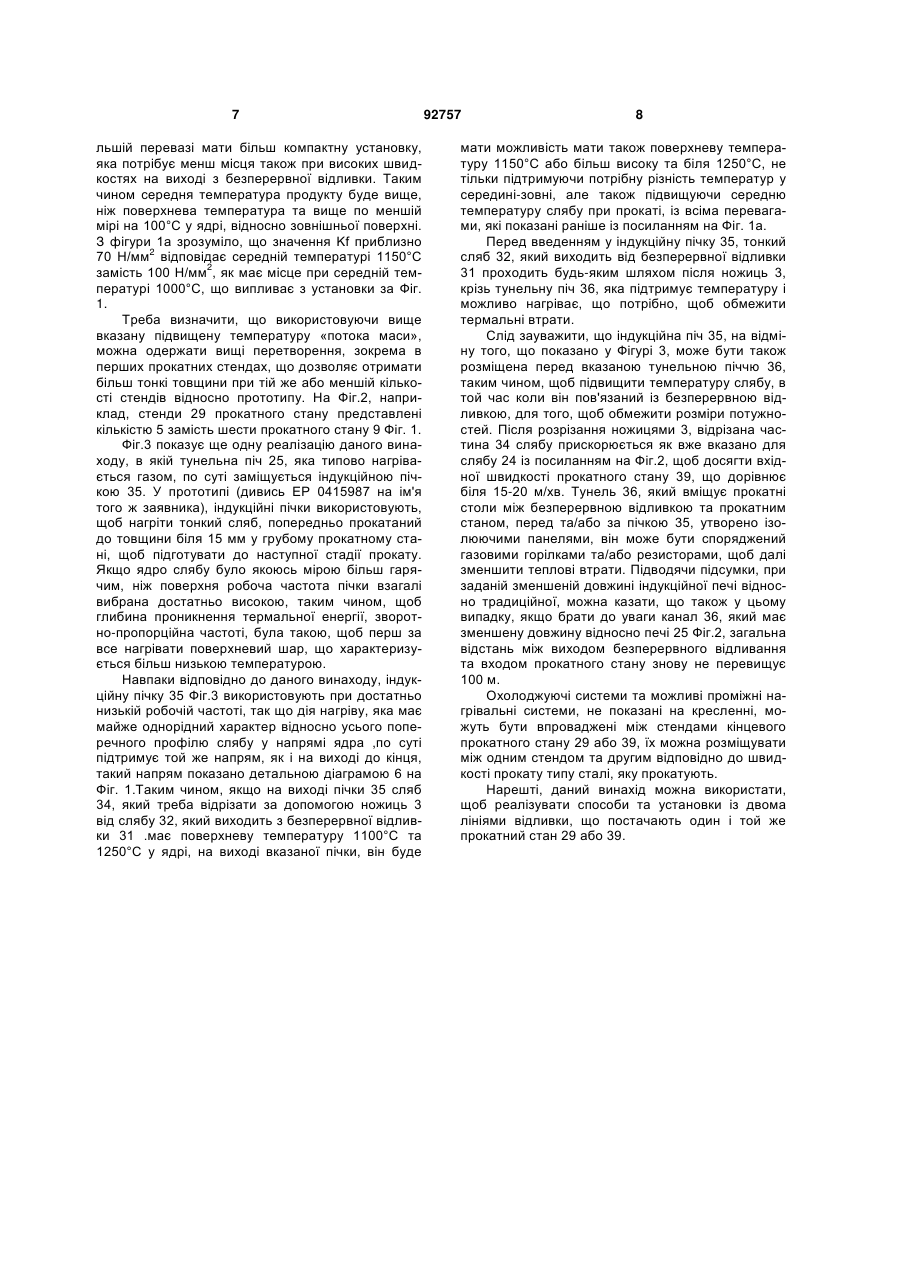
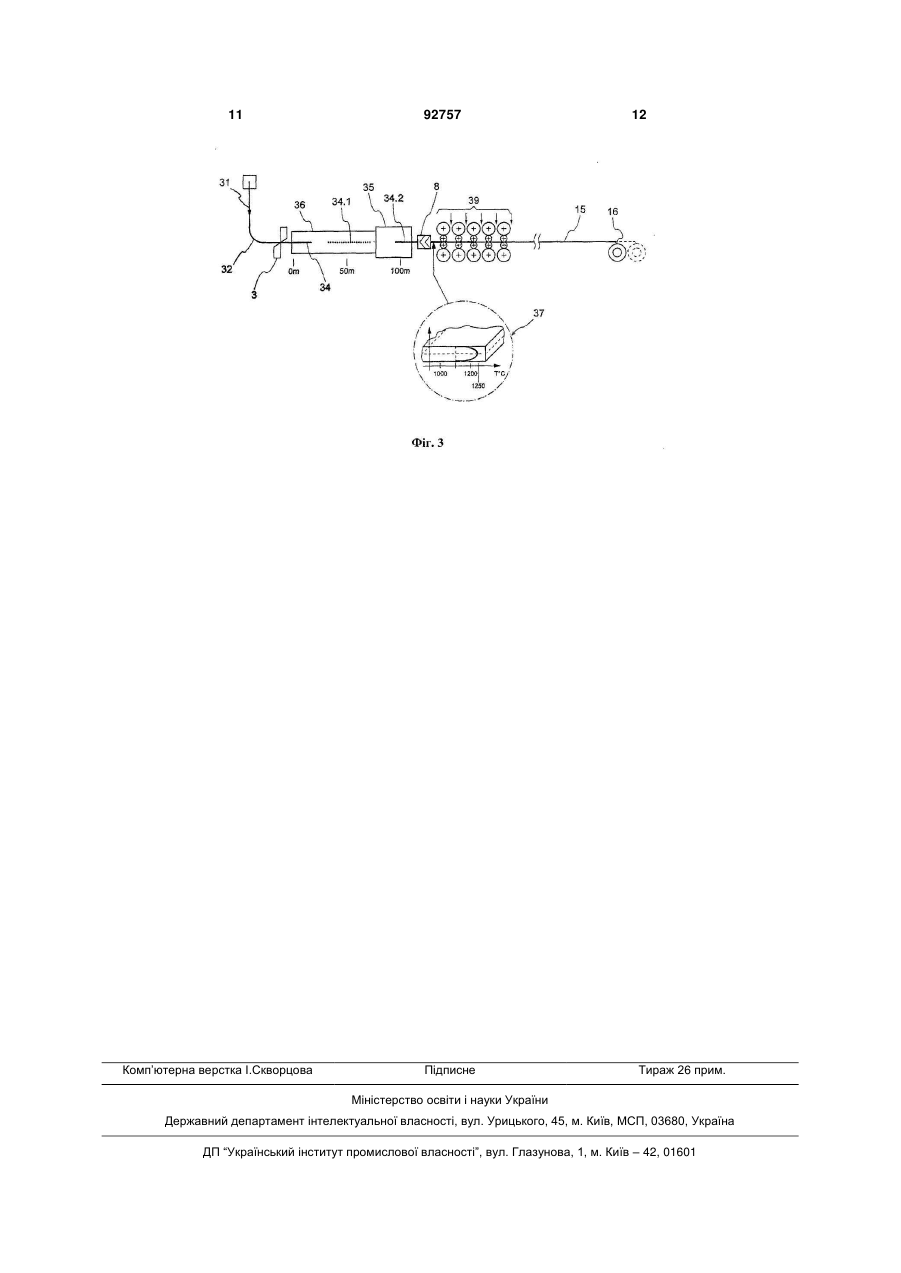
1. Спосіб виробництва сталевої стрічки, який включає стадію безперервного відливання тонких слябів, які мають товщину між 45 та 110 мм, зі швидкістю 5 м/хв., стадію розрізання і забезпечення наступного нагрівання, потім стадію прокатування на кількох клітях кінцевого прокатного стана, який відрізняється тим, що вказане нагрівання одержують принаймні частково шляхом індукційного нагрівання із робочою частотою, достатньо низькою, щоб довести дію нагрівання до ядра сляба, і підтримують різницю температур у ядрі та зовні сляба, при входженні до стадії прокатування, у той час як середня температура сляба в будьякому поперечному профілі вища, ніж температура поверхні, таким чином дорівнюючи або будучи вищою ніж приблизно 1100 °С, і що у ядрі сляба температура принаймні на 100 °С вище, ніж поверхнева температура. 2. Спосіб за п. 1, який відрізняється тим, що забезпечують принаймні одне проміжне охолодження та/або нагрівання всередині клітей кінцевого прокатного стана. 3. Установка для виробництва сталевої стрічки з тонких слябів, які мають товщину між 45 та 110 мм і надходять із пристрою безперервного відливання (21, 31), яка містить принаймні одну нагрівальну (25, 35) та тунельну (36) печі, розміщені між пристроєм безперервного відливання (21, 31) та кінцевим прокатним станом (29, 39) з кількома клітями, де вказаний тонкий сляб є безперервним, за місцем розрізання слябів ножицями (3) розміщено окалиновідламувач (8) між печами (25, 35, 36) та прокатним станом (29, 39), яка відрізняється тим, 2 (19) 1 3 92757 4 нагрівальні засоби між клітями прокатного стана (29, 39). Даний винахід належить до способу та установки для виробництва сталевих стрічок. У сталевій промисловості відома потреба, яка до речі, є присутньою у будь-якій промисловій галузі, використовувати способи виробництва із низькими вкладеннями та виробничими цінами. За останні роки також відомі технології виробництва, які базуються на так званій технології «тонкого сляба», яка має значні та успішні досягнення у напрямі здешевлення, перш за все енергетичних Витрат. Можливо виділити три фундаментальні типи виробничих способів і установок, які реалізують таку технологію, зокрема перший тип, який не забезпечує безперервність між стадією відливання та стадією прокатування, другий тип, де вказані дві стадії розділено, де є забезпечення безперервності із провадженням прокатного стану Штекеля, і нарешті третій тип, знов із забезпеченням безперервності, як зображено на Фіг. 1, яка репрезентує найбільш близький аналог для даного винаходу, як воно '« реалізовано у так званій установці CSP Амерікен Компані Ньюкор Стіл. Із посиланням на вказану Фіг. 1, де безперервна відливочна машина схематично представлена як 1, тонкий сляб 2, який виробляють на виході, має товщину від 45 до 110 мм і типову швидкість 5м/хв. Сляб розрізають ножицями 3 при типовій довжині 40 м, залежно від товщини, ширини і ваги бажаного кінцевого стрічкового кільця. Тонкий сляб, розрізаний таким чином на куски 4, подають у тунельну піч 5, завданням якої є гомогенізувати температуру, особливо усюди вздовж поперечного профілю, від зовнішньої поверхні до ядра, потім він проходить через окалиновідламувач 8 перед попаданням на кінцевий прокатний стан 9, який вміщує у прикладі, що наведений, шість стендів 9.1-9.6. Після прокатки, він попадає на охолоджуючий рольганг 15, його надсилають до кінцевого охолодження за допомогою двох барабанів 16, щоб сформувати бажане кільце стрічки. Слід підкреслити, що тунельну пічку 5 характеризують, як відомо, довжиною біля 200 м і типовим часом перебування сляба у неї, який складає між 20 та 40 хвилинами при швидкості, що вказана вище. Звичайно, безперервна швидкість прокату, вища ніж 5 м/хв., вимагає довжини тунельної пічки навіть довше ніж 200 м, щоб нагрівати сляб і робити температуру однорідною. Наприклад, при швидкості 7 м/хв. на виході безперервного прокату тунельна піч повинна мати довжину біля 300 м, якщо час перебування слябу у пічці більш ніж 40 хв., є небажаним. Якщо надалі збільшувати швидкість відливки ,для того ж часу перебування у пічці, остання повинна мати ще більшу довжину, що важко витримати як з механічної, так і економічної точки зору. Знову із посиланням на Фігуру 1, на ній показано усередині пічки 5 три сляби 4. 4.1 та 4.2, перший з яких з'єднаний із безперервним прокатом перед розрізанням ножицями 3, другий є вільним усередині пічки, напоготові для прокату, а третій витягують на кінцевому прокатному стані 9 через окалиновідламувач 8. Віртуальні профілі двох додаткових слябів 4.3 та 4.4 далі представлені крапковою лінією, вони можуть знайти місце всередині пічки 5 без необхідності зупинки безперервної відливки у разі заминання у прокатному стані або при операціях заміни валків, якщо такі проблеми вирішують довше, ніж 20 хвилин. Поперечний профіль температури слябу, відразу на потоці першої прокатної установки представлений детально під номером 7 посилання. Далі блок-схема Фігури 1а, показує, що сляб із середньою температурою 1000° С на вході кінцевого прокатного стану вимагає тиску або «напруження потоку» Kf на матеріалі, що дорівнює 100 Н/ММ2, в той час як температура 800°С для низьковуглецевої сталі передбачає тиск у 150 Н/мм2. Як детально показано на 7, профіль температури слябу на вході кінцевого прокатного стану по суті однорідний, це можна побачити на слабо опуклій кривій, яка дає представлення від мінімуму біля 990°С на кінцях, що відповідає температурі поверхні, до максимуму 1010°С, що відповідає температурі ядра слябу у центральні зоні, від чого витікає попередньо визначена приблизно середня температура 1000°С. Дійсно, відповідно до показаного прототипу для цього типу технології, можна вважати, що продукт на виході безперервної відливки 2, що має профіль температури слябу, як вказано на детальній діаграмі 6, відносно поперечного профілю слябу на вході пічки 5, тобто при поверхневій температурі біля 1100°С та біля 1250°С у ядрі (тобто біля вершини діаграми), повинен набути характер способу встановлення повної однорідності. Така тенденція повинна завжди максимально гомогенізувати таку температуру, особливо поздовж поперечного профілю слябу перед введенням у фінішний прокатний стан. Дійсно, завжди вважалося, що зробивши температуру однорідною між поверхнею та ядром продукту, можна одержати перевагу однорідного подовження волокна, щоб теж показати тій ж самий опір напруженню при тій ж самій температурі. На базі такого постійного технічного прогнозу, можна мати різність температур, нижче ніж 20°С між поверхнею та ядром продукту, як показано вище в детальній діаграмі 7, щоб мати однорідне подовження волокна, поки це потрібно для досягнення високої якості кінцевого продукту. З другого боку, як було показано вище, характеристика однорідності температури слябів не дозволяє будувати заводи із високими швидкостями відливу, які теоретично можливі для досягнення (до 12 м/хв унаслідок сучасних досягнень технології) і таким чином із високою продуктивністю, тому що вони повинні мати неприпустиму довжину пічки. Але було б бажано мати пічки з меншою довжиною між безперервною відливкою та прокатним 5 станом, щоб отримати збереження простору та зниження вкладень, що дасть більш високу середню температуру продукту, включаючи зниження загальної потужності стендів для тій же товщини стрічки, як показано на діаграмі фігури 1а, на яку вже вказувалося. Дійсно, таки подолавши широко поширене обмеження прототипу, було встановлено, що при температурі всередині поперечного профілю слябу вище ніж 100-200°С відносно поверхневої температури, яку підтримують приблизно при 1000°С, потрібен більш низький тиск Kf прокату, щоб отримати ту саму кінцеву товщину стрічки, тому що середня температура прокату підвищується, без побічного погіршення якості продукту. Було також встановлено, що такі температурні умови не є попередньо обов'язковими для якості кінцевого продукту прокату, коли виконані наступні умови: продукт відливу показує достатньо велике значення «потоку маси» (тобто кількості сталі, яка тече в одиницю часу на виході безперервної відливки) при швидкості на виході > 5 м/хв. після того, як пройшов спосіб перетворення рідкого ядра або «м'якого перетворення», зокрема відповідно до положень ЕР 0603330 на ім'я того ж заявника, щоб гарантувати характеристику так званої «центральної відповідності» слябу та мати підвищену температуру в ядрі, і внаслідок, підвищену середню температуру на стадії охолодження. Тому об'єктом цього винаходу є забезпечення способу виробництва сталевих стрічок із вирішенням питання безперервності, що дає максимальне можливе перетворення при найменшій силі відділення і тому потрібує зниженої загальної потужності прокатних стендів і як наслідок збереження енергії для заданої товщини стрічки на виході прокатного стану. Іншим об'єктом цього винаходу є забезпечення способу того типу, що вказано вище, який дає можливість, при обмеженій довжині пічки, досягти високої продуктивності, і внаслідок, високої швидкості відливання. Цих та інших об'єктів досягають за допомогою способу, який має характеристики, вказані в пункті 1формули, устрою, який мас характеристики, вказані в пункті 3 формули, в той час як переваги та характеристики даного винаходу є очевидними з детального опису переважної реалізації, яка дана як приклад, що не обмежує, із посиланням на додані креслення. Фігура 1 схематично показує установку для виробництва сталевих стрічок з безперервним відливанням, із вирішенням безперервності, відповідно до прототипу, як вже описано вище; Фігура 1а є графіком залежності потрібного тиску при прокатці тонкого слябу, як функції середньої температури перерізу слябу, що потрібно піддати деформації у кінцевому прокатному стані; Фігура 2 показує схематичний вид установки відповідно до даного винаходу, подібний до Фігури 1; та Фігура 3 вказує схематичний вид варіант установки, який вміщує індукційну пічку. Із посиланням на Фігуру 2, приклад установки, яка реалізує спосіб за даним винаходом, схемати 92757 6 чно показано, починаючи від тонкого слябу 22 на виході зони безперервного відливання, яка схематично представлена в цілому як 21, та складається, як відомо з ливарної форми, також з інших відповідних засобів, щоб реалізувати перетворення рідкого ядра або «м'яке перетворення». Тонкий сляб 22 виходить від безперервного відливки 21 із такими ж значеннями товщині та швидкості, які вже вказані для слябу 2 установки Фігури 1, що стосується прототипу, тобто із товщиною між 45 та 110 мм, наприклад, 60 мм, та швидкістю, що дорівнює 5м/хв. та шириною, що дорівнює 1600 мм, тобто з так званою високою «масою потоку», як визначено вище. Профіль температури до пічки 25 (не показаної тут) є той же, що показано детально як 6 Фіг. 1 із температурою поверхні біля 1000° С та біля 1250°С у ядрі (вершина діаграми). Сляб розрізають на шматки, які типово мають довжину 40 м, за допомогою ножиць 3 відповідно до бажаної ваги кінцевого кільця і вводять у традиційну тунельну пічку 25 (нагріту газом), але таку, що має обмежену довжину, із завданням підтримати тонкий сляб при даній температурі, нагріваючи останній. Звідти він проходить через окалиновідламувач у фінішний прокатний стан 29, звідкіля він виходить, по завершенню прокатки на прокатний стіл 15, щоб бути згорнутим у кільце за допомогою одного або двох барабанів 16, як видно відповідно до Фігури 1. На відміну від установки Фіг. 1, тунельна піч 25 тут має довжину, яка повинна бути зменшена як можливо і у всякому разі не більш ніж 100 м, так щоб час перебування тонкого слябу всередині був як найменший. Це потрібно для цілей підтримання профілю із «трикутним напрямом» на виході, як детально показано на 27, який характеризується поверхневою температурою біля 1100 С та біля 1200°С у ядрі сляба та середньою температурою біля 1150°С. Як наслідок, одержуємо напрямок, який суттєво менш однорідний, ніж як показано під позицією 7 Фіг. 1. для тієї ж швидкості подання. У середині пічки 25 представлені два сляби 24 та 24.2, з яких першій з'єднано із безперервною відливкою перед розрізанням ножицями 3 і друга вже витягнута прокатним станом 29 крізь окалиновідламувач 8, та вже знаходиться на стадії прокатки. Крапкова лінія 24.1, проміжна між двома слябами, замість репрезентує простір, що є доступним для збереження наступного слябу, та служить як «легеня» у разі заминання прокатного стану, якщо товщина слябу на виході і бажана вага слябу дозволяє мати сляби довжиною < 30 м, із урахуванням вищезгаданих заданих обмежень загальної довжини пічки. Кожний сляб після розрізання ножицями 3, одержує прискорення, його пересилають до центральної частини пічки, поки він досягає швидкості кінцевого прокатного стану, що дорівнює біля 15-20 м/хв., щоб максимально зменшити час перебування у самій пічці, яке може бути навіть менш 20-40 хв., передбачених для установки відповідно до прототипу, що показано на Фіг. 1. Як зауважено раніше, треба вказати, що будь-яким чином відстань між виходом з безперервного відливання 21 та кінцевим прокатним станом 29 не буде більшою ніж біля 100 м, при пода 7 льшій перевазі мати більш компактну установку, яка потрібує менш місця також при високих швидкостях на виході з безперервної відливки. Таким чином середня температура продукту буде вище, ніж поверхнева температура та вище по меншій мірі на 100°С у ядрі, відносно зовнішньої поверхні. З фігури 1а зрозуміло, що значення Kf приблизно 70 Н/мм2 відповідає середній температурі 1150°С замість 100 Н/мм2, як має місце при середній температурі 1000°С, що випливає з установки за Фіг. 1. Треба визначити, що використовуючи вище вказану підвищену температуру «потока маси», можна одержати вищі перетворення, зокрема в перших прокатних стендах, що дозволяє отримати більш тонкі товщини при тій же або меншій кількості стендів відносно прототипу. На Фіг.2, наприклад, стенди 29 прокатного стану представлені кількістю 5 замість шести прокатного стану 9 Фіг. 1. Фіг.3 показує ще одну реалізацію даного винаходу, в якій тунельна піч 25, яка типово нагрівається газом, по суті заміщується індукційною пічкою 35. У прототипі (дивись ЕР 0415987 на ім'я того ж заявника), індукційні пічки використовують, щоб нагріти тонкий сляб, попередньо прокатаний до товщини біля 15 мм у грубому прокатному стані, щоб підготувати до наступної стадії прокату. Якщо ядро слябу було якоюсь мірою більш гарячим, ніж поверхня робоча частота пічки взагалі вибрана достатньо високою, таким чином, щоб глибина проникнення термальної енергії, зворотно-пропорційна частоті, була такою, щоб перш за все нагрівати поверхневий шар, що характеризується більш низькою температурою. Навпаки відповідно до даного винаходу, індукційну пічку 35 Фіг.3 використовують при достатньо низькій робочій частоті, так що дія нагріву, яка має майже однорідний характер відносно усього поперечного профілю слябу у напрямі ядра ,по суті підтримує той же напрям, як і на виході до кінця, такий напрям показано детальною діаграмою 6 на Фіг. 1.Таким чином, якщо на виході пічки 35 сляб 34, який треба відрізати за допомогою ножиць 3 від слябу 32, який виходить з безперервної відливки 31 .має поверхневу температуру 1100°С та 1250°С у ядрі, на виході вказаної пічки, він буде 92757 8 мати можливість мати також поверхневу температуру 1150°С або більш високу та біля 1250°С, не тільки підтримуючи потрібну різність температур у середині-зовні, але також підвищуючи середню температуру слябу при прокаті, із всіма перевагами, які показані раніше із посиланням на Фіг. 1а. Перед введенням у індукційну пічку 35, тонкий сляб 32, який виходить від безперервної відливки 31 проходить будь-яким шляхом після ножиць 3, крізь тунельну піч 36, яка підтримує температуру і можливо нагріває, що потрібно, щоб обмежити термальні втрати. Слід зауважити, що індукційна піч 35, на відміну того, що показано у Фігурі 3, може бути також розміщена перед вказаною тунельною піччю 36, таким чином, щоб підвищити температуру слябу, в той час коли він пов'язаний із безперервною відливкою, для того, щоб обмежити розміри потужностей. Після розрізання ножицями 3, відрізана частина 34 слябу прискорюється як вже вказано для слябу 24 із посиланням на Фіг.2, щоб досягти вхідної швидкості прокатного стану 39, що дорівнює біля 15-20 м/хв. Тунель 36, який вміщує прокатні столи між безперервною відливкою та прокатним станом, перед та/або за пічкою 35, утворено ізолюючими панелями, він може бути споряджений газовими горілками та/або резисторами, щоб далі зменшити теплові втрати. Підводячи підсумки, при заданій зменшеній довжині індукційної печі відносно традиційної, можна казати, що також у цьому випадку, якщо брати до уваги канал 36, який має зменшену довжину відносно печі 25 Фіг.2, загальна відстань між виходом безперервного відливання та входом прокатного стану знову не перевищує 100 м. Охолоджуючі системи та можливі проміжні нагрівальні системи, не показані на кресленні, можуть бути впроваджені між стендами кінцевого прокатного стану 29 або 39, їх можна розміщувати між одним стендом та другим відповідно до швидкості прокату типу сталі, яку прокатують. Нарешті, даний винахід можна використати, щоб реалізувати способи та установки із двома лініями відливки, що постачають один і той же прокатний стан 29 або 39. 9 92757 10 11 Комп’ютерна верстка І.Скворцова 92757 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess and device for manufacturing steel strip from thin slabs
Автори англійськоюArvedi, Giovanni
Назва патенту російськоюСпособ и установка для производства стальной ленты из тонких слябов
Автори російськоюАрведи Джиованни
МПК / Мітки
МПК: B22D 11/12, B21B 1/46
Мітки: спосіб, тонких, стрічки, виробництва, сталевої, установка, слябів
Код посилання
<a href="https://ua.patents.su/6-92757-sposib-ta-ustanovka-dlya-virobnictva-stalevo-strichki-z-tonkikh-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та установка для виробництва сталевої стрічки з тонких слябів</a>
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки
Номер патенту: 17868
Опубліковано: 16.10.2006
Автори: Норка Сергій Петрович, Гапонов Борис Петрович, Пасько Тетяна Григорівна, Мінаєв Андрій Євгеньйович, Вагін Анатолій Миколайович, Пожидаєв Віталій Іванович, Уланова Олександра Лук'янівна, Мурашкін Олександр Вікторович, Пасько Іван Олександрович
МПК: B21B 1/22
Мітки: пакувальної, гарячекатаної, спосіб, сталевої, стрічки, виробництва
Формула / Реферат:
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки, що включає гарячу прокатку, травлення прокату в безупинно травильних агрегатах, обрізання крайок і змотування травлених штаб у двоштабові рулони, дресирування, порізку заготівки, порізку сталевої пакувальної стрічки, який відрізняється тим, що як заготовку використовують сталь марки 08 кп, прокатку здійснюють на стані гарячої прокатки з температурними режимами прокатки й...
Спосіб та пристрій для очищення слябів, тонких слябів, профілів і подібного
Номер патенту: 92755
Опубліковано: 10.12.2010
Автори: Йонен Петер, Ельс Бернхард, Рункель Томас, Ріттнер Карл, Шустер Інго, Хоубен Андреас, Ліппольд Карстен, Арменат Юрген, Хеммерлє Юрген, Копфштедт Уве, Яннаш Отмар
МПК: B21B 45/04
Мітки: тонких, спосіб, пристрій, профілів, слябів, очищення, подібного
Формула / Реферат:
1. Спосіб видалення окалини, що відшаровується, та інших сторонніх речовин з верхньої і нижньої сторони литого виробу (3), такого як сляб, тонкий сляб, профіль і подібне, текучими середовищами, що розбризкуються по литому виробу (3) за допомогою очищувального пристрою (5), що складається щонайменше з одного розбризкувального пристрою (8), розташованого над відлитим виробом (3), і щонайменше одного розбризкувального пристрою (9),...
Спосіб та ливарно-прокатна установка для виготовлення сталевої стрічки
Номер патенту: 78248
Опубліковано: 15.03.2007
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: виготовлення, стрічки, спосіб, ливарно-прокатна, установка, сталевої
Формула / Реферат:
1. Спосіб виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, за допомогою лиття з подальшою прокаткою у широкострічковому стані (4) гарячої прокатки, на вхід якого з підігрівальної печі (6), розташованої перед широкострічковим станом (4) гарячої прокатки, подають безперервнолиті товсті сляби (товщиною 120-400 мм), який відрізняється тим, що безперервнолиті тонкі сляби (товщиною 30-70 мм) і безперервнолиті середні...
Спосіб прокатки тонких і товстих сталевих слябів в гарячекатану штабу
Номер патенту: 87103
Опубліковано: 25.06.2009
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: тонких, спосіб, штабу, сталевих, гарячекатану, слябів, товстих, прокатки
Формула / Реферат:
1. Спосіб прокатки тонких і товстих сталевих слябів (2; 3) в лінії прокатного стана для одержання гарячекатаної штаби (4а), при якому тонкі і товсті сляби (2; 3) відповідно заздалегідь відливають за допомогою безперервного лиття, нагрівають до температури прокатки і прокатують в лінії (4) прокатного стана, після чого одержану штабу охолоджують і намотують в рулони (18), який відрізняється тим, що тонкі і товсті сляби (2, 3) прокатують в...
Спосіб та установка для безперервного виробництва тонкої сталевої штаби
Номер патенту: 78123
Опубліковано: 15.02.2007
Автор: Хохенбіхлер Геральд
МПК: B22D 11/16, B22D 11/06
Мітки: сталевої, тонкої, безперервного, виробництва, штаби, установка, спосіб
Формула / Реферат:
1. Спосіб безперервного виробництва тонкої сталевої штаби, у якому розплав сталі випускають з приймача розплаву і подають між двома обертовими та охолоджуваними розливними валками, що рухаються, зокрема, синхронно з відлитою штабою, і зазначений розплав сталі принаймні частково твердіє на зазначених розливних валках з утворенням відлитої штаби, причому зазначений розплав сталі включає принаймні такі легуючі складові, мас. %:- Ni -...
Попередній патент: Похідні піразоло[1,5-альфа]піримідинілу, корисні як антагоністи рецептора рилізинг-фактора кортикотропіну (crf)
Наступний патент: Коробка для сигарет та набір заготовок для її виготовлення
Випадковий патент: Борона з пружинними зубами