Спосіб виготовлення абразивного інструменту
Номер патенту: 95033
Опубліковано: 10.12.2014
Автори: Свіржевська Мар'яна Вікторівна, Головко Леонід Федорович, Сороченко Валерій Григорович, Сорокін Григорій Олегович, Кагляк Олексій Дмитрович, Гончарук Олексій Олександрович

Формула / Реферат
1. Спосіб виготовлення абразивного інструменту, що включає нагрівання порошкової суміші, висококонцентрованим джерелом енергії і подачу її на поверхню інструменту та закріплення зерен абразиву на корпусі застиглим розплавом металевої суміші, який відрізняється тим, що порошкову суміш з абразивом подають до зони нагрівання у вигляді пастоподібної суміші безпосередньо або в оболонці.
2. Спосіб за п. 1, який відрізняється тим, що попередньо на корпус інструменту з використанням висококонцентрованих джерел енергії наносять перший шар пастоподібної суміші, без вмісту зерен абразиву.
3. Спосіб за п. 1, який відрізняється тим, що на зону контакту пастоподібної суміші з інструментом та зону дії висококонцентрованого джерела енергії в процесі наплавлення накладають ультразвукові коливання високої частоти.
4. Спосіб за п. 1, який відрізняється тим, що остаточну геометрію абразивного шару (суцільний або сегментний) задають схемою подачі пастоподібної суміші в зону термічної дії джерела енергії при керуванні режимом опромінення, або при цьому елемент оболонки може бути виготовлений у вигляді певного елемента (сегмента, відрізка), довжина якого дорівнює довжині абразивного шару.
Текст
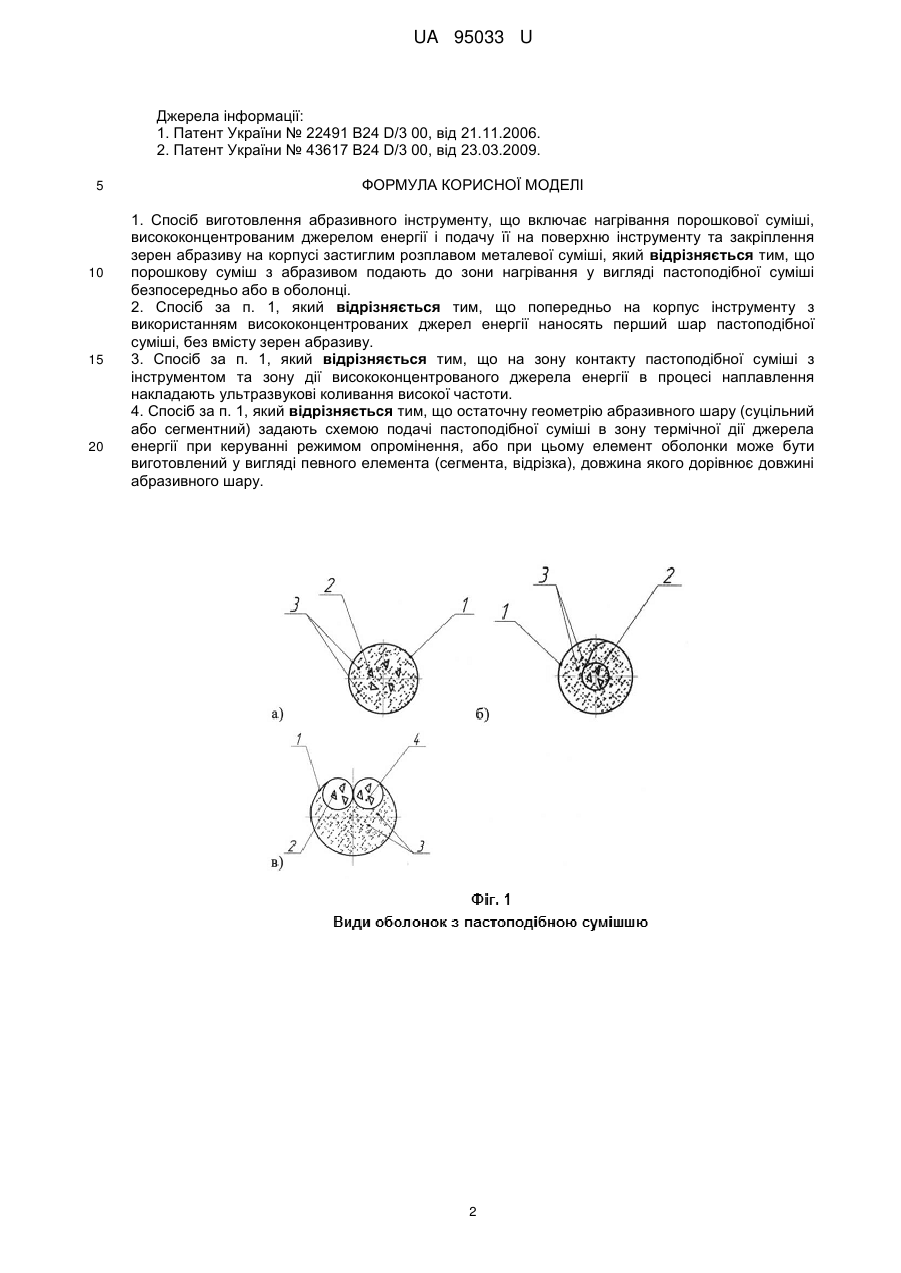
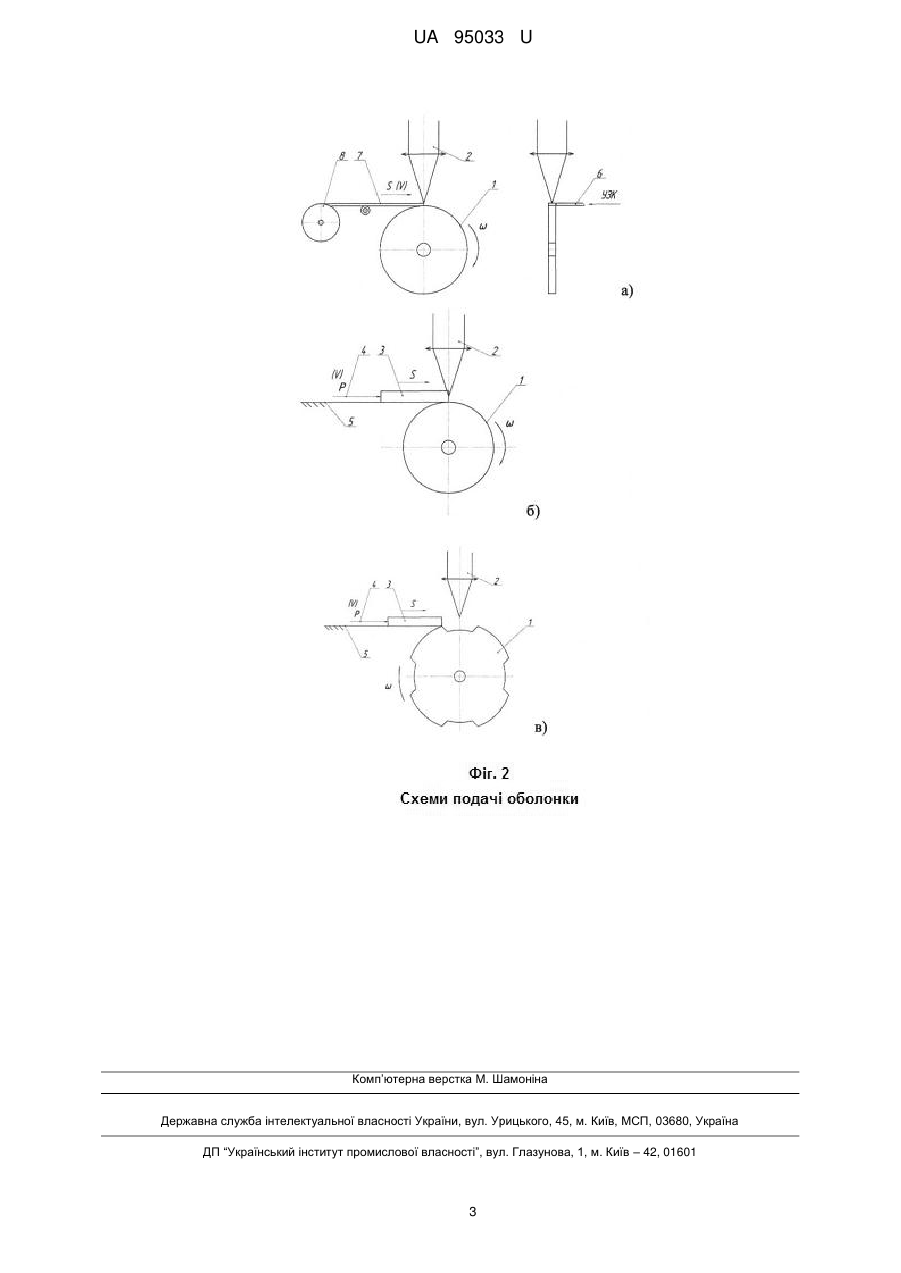
Реферат: Спосіб виготовлення абразивного інструменту включає нагрівання порошкової суміші, висококонцентрованим джерелом енергії і подачу її на поверхню інструменту та закріплення зерен абразиву на корпусі застиглим розплавом металевої суміші. Порошкову суміш з абразивом подають до зони нагрівання у вигляді пастоподібної суміші безпосередньо або в оболонці. UA 95033 U (54) СПОСІБ ВИГОТОВЛЕННЯ АБРАЗИВНОГО ІНСТРУМЕНТУ UA 95033 U UA 95033 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології виготовлення абразивного інструменту із зернами надтвердих матеріалів (НТМ), який може бути використаний для напівчистової обробки металота мінералокерамічних композиційних матеріалів, а також крихких матеріалів. Відомий спосіб виготовлення абразивного інструменту, що включає закріплення орієнтовано закріплених зерен абразиву на поверхні інструменту шаром металу шляхом його гальванічного осадження [1]. Недоліками цього способу є: низька міцність закріплення зерен абразиву в матеріалі корпусу внаслідок слабкого зчеплення шару порівняно незначної твердості з зернами абразиву та матеріалу основи, що обмежує застосування такого інструмента в умовах підвищеного абразивного зносу та великих питомих тисків; низька якість виготовлення інструменту внаслідок нерівномірного осадження матеріалу наплавленого шару, низька продуктивність процесу, а також необхідність використання феромагнітного сплаву для металізації зерен. Найбільш близьким до запропонованої корисної моделі є спосіб виготовлення абразивного інструменту, що включає нагрівання корпусу інструменту і поданого на його поверхню порошкової суміші та закріплення зерен абразиву на поверхні корпусу інструменту застиглим розплавом металевої суміші [2]. Недоліками цього способу є: непродуктивні витрати порошкової суміші і її попадання у вузли механізмів, в електронне обладнання та навколишнє середовище. Задачею корисної моделі є зменшення непродуктивних витрат порошкової суміші, забезпечення металургійного з'єднання наплавленого шару з матеріалом корпусу інструменту, а також створення абразивного шару з орієнтованим розміщенням зерен. Поставлена задача вирішується тим, що у способі виготовлення абразивного інструменту, який складається з корпусу і робочого шару, що включає нагрівання корпусу висококонцентрованим джерелом енергії (ВДЕ) і подачу на його поверхню порошкової суміші, яка містить зерна абразивного матеріалу і металеві порошки, та закріплення зерен абразиву на корпусі застиглим розплавом металевої суміші, згідно корисної моделі порошкову суміш з абразивом подають до зони нагрівання у вигляді пастоподібної суміші, яку наносять безпосередньо або в одно- чи багатошаровій оболонці (наприклад порожнистого дроту) (Фіг. 1). На локальну область корпусу інструменту діють ВДЕ (наприклад лазерним променем) та за допомогою пристрою подачі подають порошкову суміш абразиву у вигляді пастоподібної суміші. Послідовне нанесення декількох шарів пастоподібної суміші дає можливість отримувати робочий шар необхідної висоти та форми. В іншому випадку, пастоподібну суміш подають в односкладовій оболонці 1, в якій зерна абразиву 2 можуть знаходитись у необхідній концентрації з металевими порошками 3. Інший варіант, пастоподібну суміш подають у двох- та трискладовій оболонці з розміщенням зерен абразиву у внутрішньому контурі (б, в). При цьому для зменшення термічного впливу на зерна абразиву у двох- або трискладовій оболонці у внутрішній контур разом із абразивом подають захисний газ 4. При цьому для забезпечення металургійного з'єднання наплавленого шару з матеріалом корпусу інструменту та зменшення термічного навантаження на інструмент при наплавленні пастоподібної суміші, попередньо на корпус інструменту наносять проміжний шар матеріалу, що є застиглим розплавом металевих порошків, які входять до складу пастоподібної суміші але без абразивних зерен. Для виготовлення сегментного абразивного інструменту використовують елемент оболонки (сегмент, відрізок), довжина якого дорівнює довжині відповідного абразивного шару; здійснюють одночасне обертання корпусу інструменту з лінійною подачею оболонки та введенням енергії ВДЕ, після наплавлення необхідної довжини абразивного шару подачу оболонки та введення енергії ВДЕ припиняють, корпус інструменту здійснює оберт на величину одного зуба і процес наплавлення продовжують. При використанні суцільної оболонки невизначеної довжини після наплавлення абразивного шару подачу оболонки з пастоподібною сумішшю припиняють та відсікають її, змінюючи параметри висококонцентрованого джерела енергії. Для регулювання орієнтування, розміщення та глибини занурення зерен абразиву у робочому шарі на зону контакту пастоподібної суміші з інструментом в процесі наплавлення накладають ультразвукові коливання високої частоти (Фіг. 2). Застосування лазерного випромінювання внаслідок високої швидкості введення енергії в матеріал і локальності процесу, забезпечує високу продуктивність і економічність, оскільки енергія використовується виключно на створення абразивного шару, що обумовлюється енергетичними параметрами лазерного випромінювання. Цьому сприяє також те, що запропонований спосіб не вимагає створення вакууму та тривалого нагрівання, а дозована подача порошкової суміші і абразиву в оболонці зменшує витрату матеріалів, захищає вузли обладнання від потрапляння абразиву, розширює межі застосування даного способу. 1 UA 95033 U Джерела інформації: 1. Патент України № 22491 В24 D/3 00, від 21.11.2006. 2. Патент України № 43617 В24 D/3 00, від 23.03.2009. 5 10 15 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виготовлення абразивного інструменту, що включає нагрівання порошкової суміші, висококонцентрованим джерелом енергії і подачу її на поверхню інструменту та закріплення зерен абразиву на корпусі застиглим розплавом металевої суміші, який відрізняється тим, що порошкову суміш з абразивом подають до зони нагрівання у вигляді пастоподібної суміші безпосередньо або в оболонці. 2. Спосіб за п. 1, який відрізняється тим, що попередньо на корпус інструменту з використанням висококонцентрованих джерел енергії наносять перший шар пастоподібної суміші, без вмісту зерен абразиву. 3. Спосіб за п. 1, який відрізняється тим, що на зону контакту пастоподібної суміші з інструментом та зону дії висококонцентрованого джерела енергії в процесі наплавлення накладають ультразвукові коливання високої частоти. 4. Спосіб за п. 1, який відрізняється тим, що остаточну геометрію абразивного шару (суцільний або сегментний) задають схемою подачі пастоподібної суміші в зону термічної дії джерела енергії при керуванні режимом опромінення, або при цьому елемент оболонки може бути виготовлений у вигляді певного елемента (сегмента, відрізка), довжина якого дорівнює довжині абразивного шару. 2 UA 95033 U Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHolovko Leonid Fedorovych, Sorochenko Valerii Hryhorovych, Honcharuk Oleksij Oleksandrovych, Kahliak Oleksij Dmytrovych
Автори російськоюГоловко Леонид Федорович, Сороченко Валерий Григорьевич, Гончарук Алексей Александрович, Кагляк Алексей Дмитриевич
МПК / Мітки
МПК: B24D 3/00
Мітки: абразивного, виготовлення, інструменту, спосіб
Код посилання
<a href="https://ua.patents.su/5-95033-sposib-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного інструменту</a>
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Ситник Борис Васильович, Лавріненко Валерій Іванович, Пасічний Олег Олегович, Ткач Василь Миколайович
МПК: B24D 3/00
Мітки: інструменту, спосіб, абразивного, виготовлення, робочого, шару
Формула / Реферат:
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Спосіб виготовлення шліфувально-полірувального абразивного інструменту на гнучкій основі
Номер патенту: 41353
Опубліковано: 12.05.2009
Автор: Петрусевич Юрій Михайлович
МПК: B24D 13/00, B24B 7/00, B24D 9/00
Мітки: шліфувально-полірувального, інструменту, абразивного, виготовлення, спосіб, гнучкий, основі
Формула / Реферат:
1. Спосіб виготовлення шліфувально-полірувального абразивного інструменту на гнучкій основі, що включає приготування композиційної суміші, нанесення її на гнучку основу із зміцнювальними елементами, який відрізняється тим, що гнучка основа проходить попередню обробку, розміщується у формувальному пристрої з наступною засипкою на неї композиційної суміші, проводять її структурування при заданому тиску, температурі та часі з одночасним...
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Новіков Микола Васильович, Крамар Владислав Григорович, Сидорко Володимир Ігорович, Філатов Юрій Данилович, Скрябін Віктор Валерійович
МПК: B24D 3/20
Мітки: робочого, виготовлення, інструменту, шару, абразивного, маса
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Спосіб виготовлення абразивного інструменту на гальванічній зв’язці з орієнтованими зернами
Номер патенту: 22491
Опубліковано: 25.04.2007
Автори: Смоквина Володимир Віталійович, Бровченко Анатолій Михайлович, Лавріненко Валерій Іванович
МПК: B24D 3/00
Мітки: абразивного, спосіб, зв'язці, зернами, виготовлення, орієнтованими, інструменту, гальванічний
Формула / Реферат:
Спосіб виготовлення абразивного інструменту на гальванічній зв'язці, на поверхні якого зерна закріплені в одній точці за допомогою струмопровідного клейового розчину, який відрізняється тим, що попередньо металізовані феромагнітним сплавом зерна орієнтують в магнітному полі відносно робочої поверхні під кутом 75°.
Спосіб виготовлення абразивного інструменту
Номер патенту: 32366
Опубліковано: 12.05.2008
Автори: Пасічний Олег Олегович, Лавріненко Валерій Іванович, Ткач Сергій Васильович, Ситник Борис Васильович
МПК: B24D 3/00
Мітки: спосіб, абразивного, виготовлення, інструменту
Формула / Реферат:
Спосіб виготовлення абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку її в прес-форму і брикетування по висоті робочого шару, закріплення робочого шару на корпусі абразивного інструменту, спікання в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що засипку суміші і...
Попередній патент: Спосіб сепарації порошків синтетичних надтвердих матеріалів
Наступний патент: Пристрій для автоматизації системи управління розігріванням мерзлих вантажів у піввагоні
Випадковий патент: Гідроагрегат живлення гідросистем