Спосіб заглушування впливу ексцентриситетів валків
Номер патенту: 95794
Опубліковано: 12.09.2011
Автори: Вайсхаар Бернхард, Вольд Дітріх, Хофбауер Йозеф, Німанн Мартін

Формула / Реферат
1. Спосіб заглушування впливу ексцентриситетів валків на вихідну товщину (hа) прокатуваного матеріалу (10), який проходить через прокатну кліть (1), при цьому ексцентриситети валків ідентифікують із застосуванням моделі (27) процесу і враховують при визначенні коригуючого сигналу щонайменше для одного управляючого пристрою (19) для виконавчого елемента прокатної кліті (1), при цьому для ідентифікації ексцентриситетів валків щонайменше в одну модель (27) процесу подають значення вимірювання (mЕ) діючої в прокатуваному матеріалі (10) сили (FZ) натягу, при цьому відбувається компенсація вхідної товщини вживаних для ідентифікації ексцентриситетів валків вимірювальних значень (mE).
2. Спосіб за п. 1, в якому силу (FZ) натягу вимірюють перед або після прокатної кліті (1).
3. Спосіб за будь-яким з пп. 1 або 2, в якому застосовують модель, яка описує діючу в прокатуваному матеріалі силу (FZ) натягу у вигляді функції положення (s) встановлення.
4. Спосіб за будь-яким з пп. 1-3, в якому застосовують модель із структурою спостерігача, при цьому у модель (27) подають задане значення (s*) положення встановлення, при цьому модель (27) з урахуванням ідентифікованих ексцентриситетів валків визначає ідентифіковану вихідну товщину (hai), при цьому на основі виміряної сили (FZ) натягу визначають вихідну товщину (hа) прокатуваного матеріалу (10), при цьому на основі різниці визначеної за допомогою моделі (27) ідентифікованої вихідної товщини (hai) і визначеної на основі сили (FZ) натягу вихідної товщини (ha) визначають помилку (е) спостерігача, при цьому помилку (е) спостерігача подають у модель (27), при цьому коригують ексцентриситети валків на основі помилки (е) спостерігача, доки помилка (е) спостерігача не стане достатньо малою або буде дорівнювати нулю.
5. Спосіб за будь-яким з пп. 1-4, в якому вимірювальні значення (mЕ) сили (FZ) натягу подають у модуль (21), який враховує у зворотному порядку передавальні характеристики діючої у прокатуваному матеріалі (10) сили (FZ) натягу у вигляді функції положення (s) встановлення.
6. Спосіб за будь-яким з пп. 4 або 5, в якому адаптивно враховують залежність від швидкості (VB) прокатуваного матеріалу.
7. Спосіб за будь-яким з пп. 1-6, в якому модель (27) процесу описує щонайменше центр деформації і валки прокатної кліті (1).
Текст
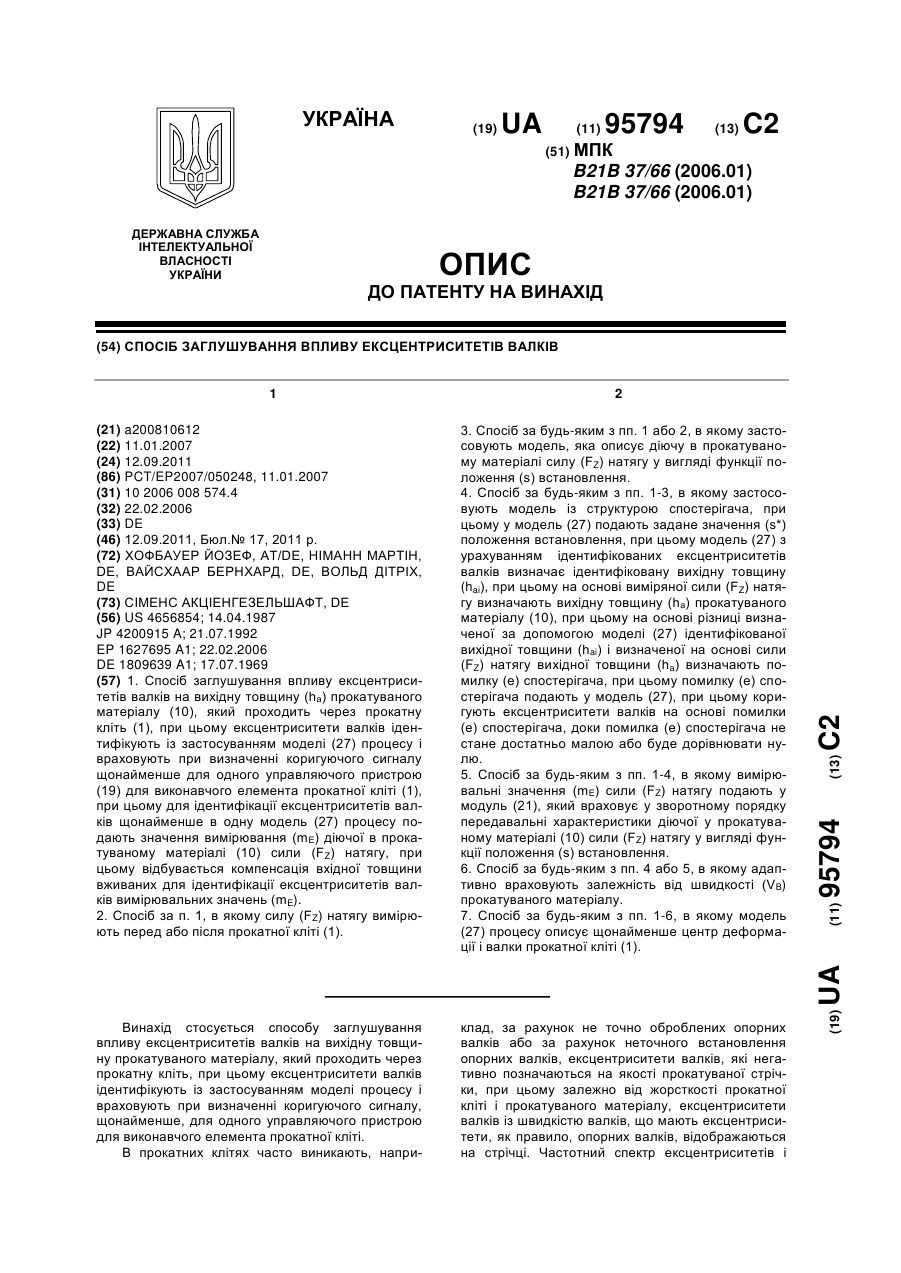
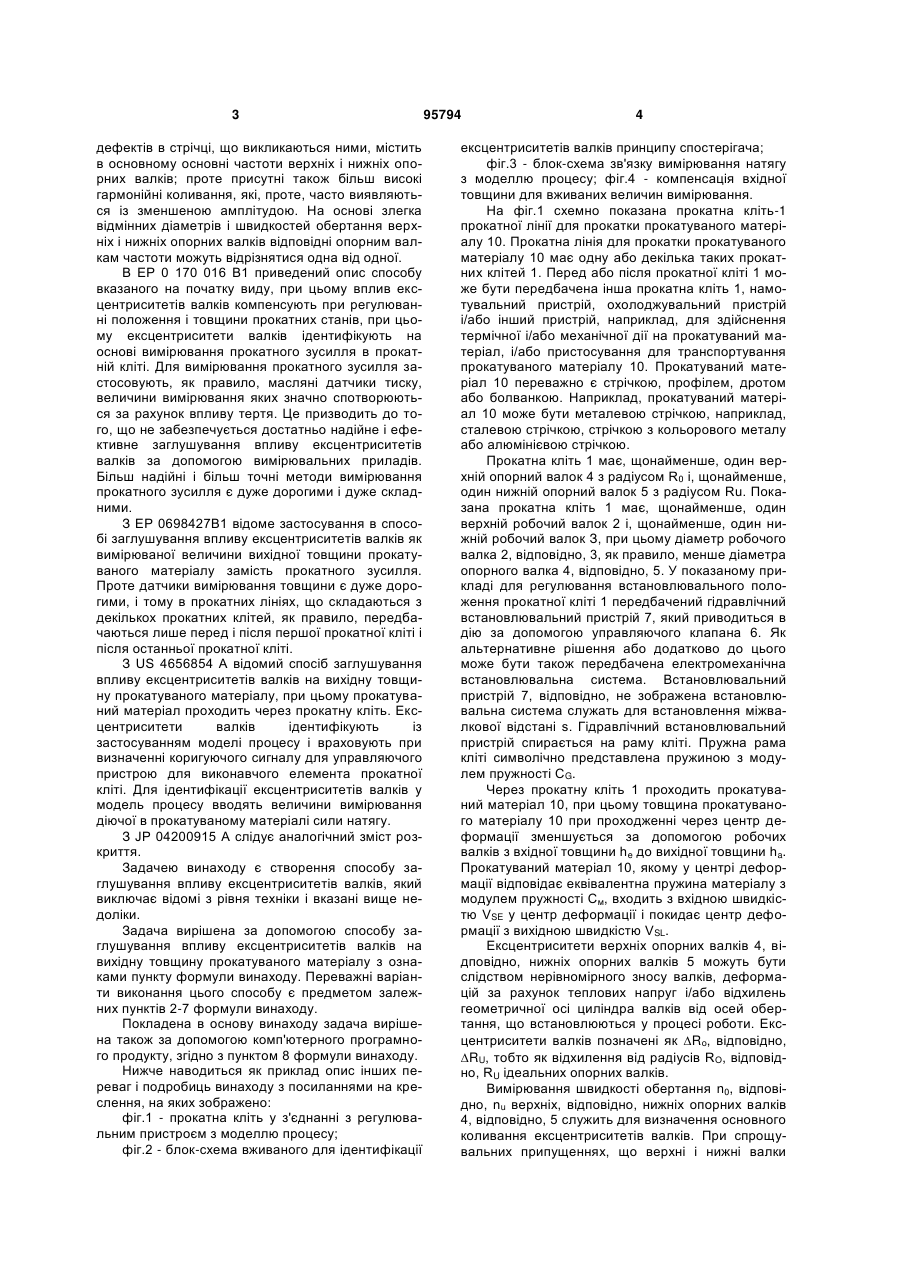
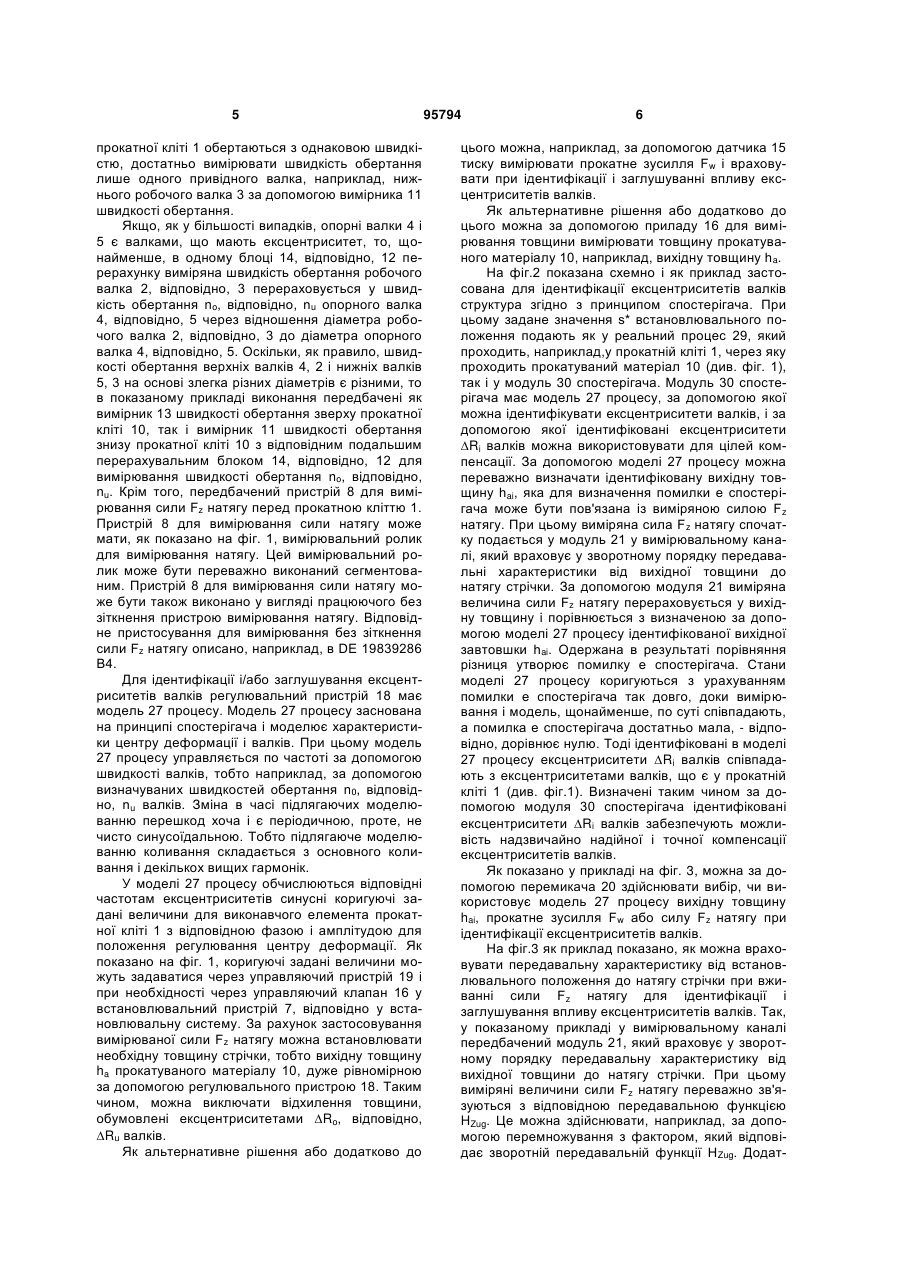
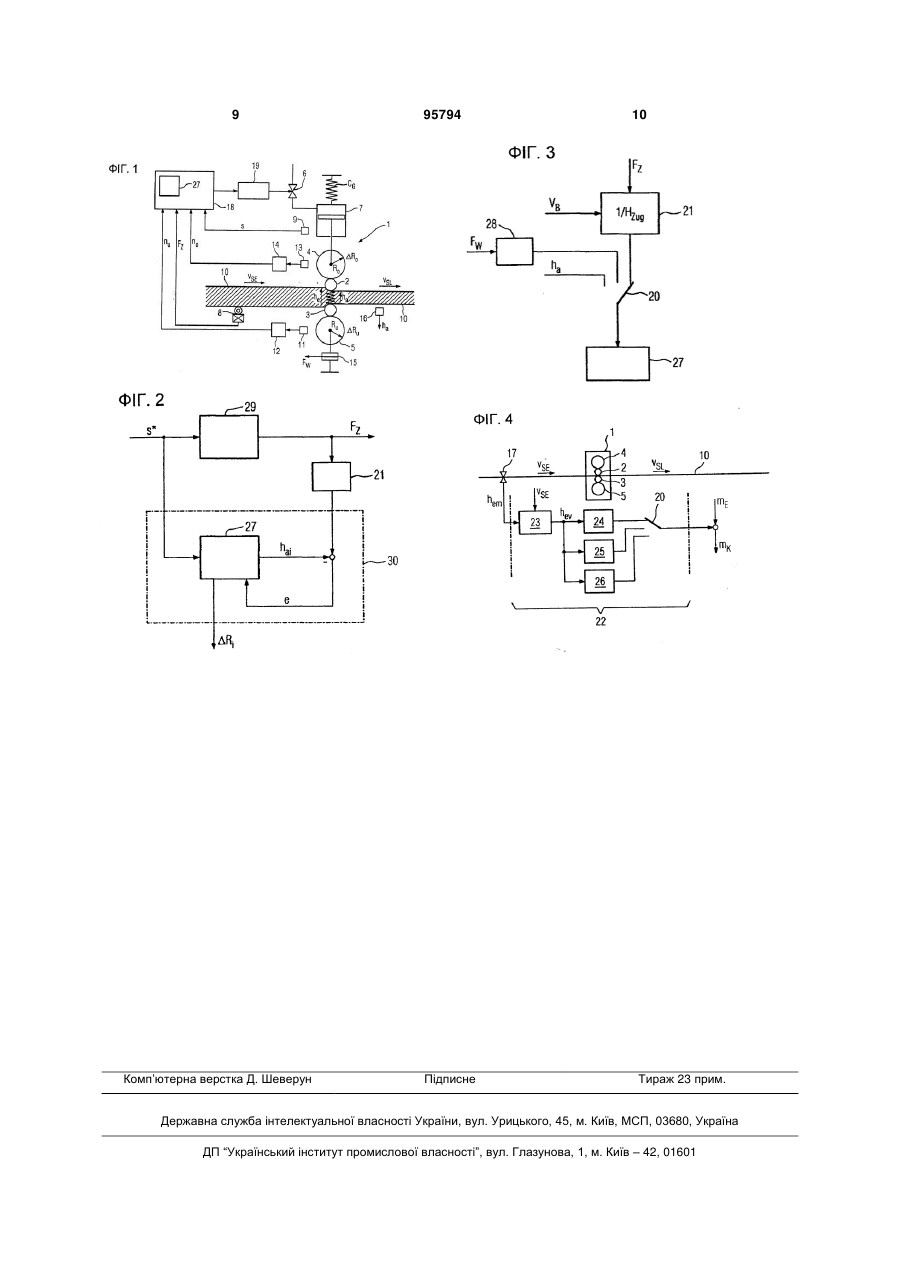
УКРАЇНА (19) UA (11) 95794 (13) C2 (51) МПК B21B 37/66 (2006.01) B21B 37/66 (2006.01) ДЕРЖАВНА СЛУЖБА ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ УКРАЇНИ ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ЗАГЛУШУВАННЯ ВПЛИВУ ЕКСЦЕНТРИСИТЕТІВ ВАЛКІВ клад, за рахунок не точно оброблених опорних валків або за рахунок неточного встановлення опорних валків, ексцентриситети валків, які негативно позначаються на якості прокатуваної стрічки, при цьому залежно від жорсткості прокатної кліті і прокатуваного матеріалу, ексцентриситети валків із швидкістю валків, що мають ексцентриситети, як правило, опорних валків, відображаються на стрічці. Частотний спектр ексцентриситетів і (13) Винахід стосується способу заглушування впливу ексцентриситетів валків на вихідну товщину прокатуваного матеріалу, який проходить через прокатну кліть, при цьому ексцентриситети валків ідентифікують із застосуванням моделі процесу і враховують при визначенні коригуючого сигналу, щонайменше, для одного управляючого пристрою для виконавчого елемента прокатної кліті. В прокатних клітях часто виникають, напри 95794 3. Спосіб за будь-яким з пп. 1 або 2, в якому застосовують модель, яка описує діючу в прокатуваному матеріалі силу (FZ) натягу у вигляді функції положення (s) встановлення. 4. Спосіб за будь-яким з пп. 1-3, в якому застосовують модель із структурою спостерігача, при цьому у модель (27) подають задане значення (s*) положення встановлення, при цьому модель (27) з урахуванням ідентифікованих ексцентриситетів валків визначає ідентифіковану вихідну товщину (hai), при цьому на основі виміряної сили (FZ) натягу визначають вихідну товщину (hа) прокатуваного матеріалу (10), при цьому на основі різниці визначеної за допомогою моделі (27) ідентифікованої вихідної товщини (hai) і визначеної на основі сили (FZ) натягу вихідної товщини (ha) визначають помилку (е) спостерігача, при цьому помилку (е) спостерігача подають у модель (27), при цьому коригують ексцентриситети валків на основі помилки (е) спостерігача, доки помилка (е) спостерігача не стане достатньо малою або буде дорівнювати нулю. 5. Спосіб за будь-яким з пп. 1-4, в якому вимірювальні значення (mЕ) сили (FZ) натягу подають у модуль (21), який враховує у зворотному порядку передавальні характеристики діючої у прокатуваному матеріалі (10) сили (FZ) натягу у вигляді функції положення (s) встановлення. 6. Спосіб за будь-яким з пп. 4 або 5, в якому адаптивно враховують залежність від швидкості (VB) прокатуваного матеріалу. 7. Спосіб за будь-яким з пп. 1-6, в якому модель (27) процесу описує щонайменше центр деформації і валки прокатної кліті (1). (19) UA (21) a200810612 (22) 11.01.2007 (24) 12.09.2011 (86) PCT/EP2007/050248, 11.01.2007 (31) 10 2006 008 574.4 (32) 22.02.2006 (33) DE (46) 12.09.2011, Бюл.№ 17, 2011 р. (72) ХОФБАУЕР ЙОЗЕФ, AT/DE, НІМАНН МАРТІН, DE, ВАЙСХААР БЕРНХАРД, DE, ВОЛЬД ДІТРІХ, DE (73) СІМЕНС АКЦІЕНГЕЗЕЛЬШАФТ, DE (56) US 4656854; 14.04.1987 JP 4200915 A; 21.07.1992 EP 1627695 A1; 22.02.2006 DE 1809639 A1; 17.07.1969 (57) 1. Спосіб заглушування впливу ексцентриситетів валків на вихідну товщину (hа) прокатуваного матеріалу (10), який проходить через прокатну кліть (1), при цьому ексцентриситети валків ідентифікують із застосуванням моделі (27) процесу і враховують при визначенні коригуючого сигналу щонайменше для одного управляючого пристрою (19) для виконавчого елемента прокатної кліті (1), при цьому для ідентифікації ексцентриситетів валків щонайменше в одну модель (27) процесу подають значення вимірювання (mЕ) діючої в прокатуваному матеріалі (10) сили (FZ) натягу, при цьому відбувається компенсація вхідної товщини вживаних для ідентифікації ексцентриситетів валків вимірювальних значень (mE). 2. Спосіб за п. 1, в якому силу (FZ) натягу вимірюють перед або після прокатної кліті (1). C2 2 (11) 1 3 дефектів в стрічці, що викликаються ними, містить в основному основні частоти верхніх і нижніх опорних валків; проте присутні також більш високі гармонійні коливання, які, проте, часто виявляються із зменшеною амплітудою. На основі злегка відмінних діаметрів і швидкостей обертання верхніх і нижніх опорних валків відповідні опорним валкам частоти можуть відрізнятися одна від одної. В EP 0 170 016 В1 приведений опис способу вказаного на початку виду, при цьому вплив ексцентриситетів валків компенсують при регулюванні положення і товщини прокатних станів, при цьому ексцентриситети валків ідентифікують на основі вимірювання прокатного зусилля в прокатній кліті. Для вимірювання прокатного зусилля застосовують, як правило, масляні датчики тиску, величини вимірювання яких значно спотворюються за рахунок впливу тертя. Це призводить до того, що не забезпечується достатньо надійне і ефективне заглушування впливу ексцентриситетів валків за допомогою вимірювальних приладів. Більш надійні і більш точні методи вимірювання прокатного зусилля є дуже дорогими і дуже складними. З EP 0698427В1 відоме застосування в способі заглушування впливу ексцентриситетів валків як вимірюваної величини вихідної товщини прокатуваного матеріалу замість прокатного зусилля. Проте датчики вимірювання товщини є дуже дорогими, і тому в прокатних лініях, що складаються з декількох прокатних клітей, як правило, передбачаються лише перед і після першої прокатної кліті і після останньої прокатної кліті. З US 4656854 А відомий спосіб заглушування впливу ексцентриситетів валків на вихідну товщину прокатуваного матеріалу, при цьому прокатуваний матеріал проходить через прокатну кліть. Ексцентриситети валків ідентифікують із застосуванням моделі процесу і враховують при визначенні коригуючого сигналу для управляючого пристрою для виконавчого елемента прокатної кліті. Для ідентифікації ексцентриситетів валків у модель процесу вводять величини вимірювання діючої в прокатуваному матеріалі сили натягу. З JP 04200915 А слідує аналогічний зміст розкриття. Задачею винаходу є створення способу заглушування впливу ексцентриситетів валків, який виключає відомі з рівня техніки і вказані вище недоліки. Задача вирішена за допомогою способу заглушування впливу ексцентриситетів валків на вихідну товщину прокатуваного матеріалу з ознаками пункту формули винаходу. Переважні варіанти виконання цього способу є предметом залежних пунктів 2-7 формули винаходу. Покладена в основу винаходу задача вирішена також за допомогою комп'ютерного програмного продукту, згідно з пунктом 8 формули винаходу. Нижче наводиться як приклад опис інших переваг і подробиць винаходу з посиланнями на креслення, на яких зображено: фіг.1 - прокатна кліть у з'єднанні з регулювальним пристроєм з моделлю процесу; фіг.2 - блок-схема вживаного для ідентифікації 95794 4 ексцентриситетів валків принципу спостерігача; фіг.3 - блок-схема зв'язку вимірювання натягу з моделлю процесу; фіг.4 - компенсація вхідної товщини для вживаних величин вимірювання. На фіг.1 схемно показана прокатна кліть-1 прокатної лінії для прокатки прокатуваного матеріалу 10. Прокатна лінія для прокатки прокатуваного матеріалу 10 має одну або декілька таких прокатних клітей 1. Перед або після прокатної кліті 1 може бути передбачена інша прокатна кліть 1, намотувальний пристрій, охолоджувальний пристрій і/або інший пристрій, наприклад, для здійснення термічної і/або механічної дії на прокатуваний матеріал, і/або пристосування для транспортування прокатуваного матеріалу 10. Прокатуваний матеріал 10 переважно є стрічкою, профілем, дротом або болванкою. Наприклад, прокатуваний матеріал 10 може бути металевою стрічкою, наприклад, сталевою стрічкою, стрічкою з кольорового металу або алюмінієвою стрічкою. Прокатна кліть 1 має, щонайменше, один верхній опорний валок 4 з радіусом R0 і, щонайменше, один нижній опорний валок 5 з радіусом Ru. Показана прокатна кліть 1 має, щонайменше, один верхній робочий валок 2 і, щонайменше, один нижній робочий валок З, при цьому діаметр робочого валка 2, відповідно, 3, як правило, менше діаметра опорного валка 4, відповідно, 5. У показаному прикладі для регулювання встановлювального положення прокатної кліті 1 передбачений гідравлічний встановлювальний пристрій 7, який приводиться в дію за допомогою управляючого клапана 6. Як альтернативне рішення або додатково до цього може бути також передбачена електромеханічна встановлювальна система. Встановлювальний пристрій 7, відповідно, не зображена встановлювальна система служать для встановлення міжвалкової відстані s. Гідравлічний встановлювальний пристрій спирається на раму кліті. Пружна рама кліті символічно представлена пружиною з модулем пружності CG. Через прокатну кліть 1 проходить прокатуваний матеріал 10, при цьому товщина прокатуваного матеріалу 10 при проходженні через центр деформації зменшується за допомогою робочих валків з вхідної товщини he до вихідної товщини ha. Прокатуваний матеріал 10, якому у центрі деформації відповідає еквівалентна пружина матеріалу з модулем пружності См, входить з вхідною швидкістю VSE у центр деформації і покидає центр деформації з вихідною швидкістю VSL. Ексцентриситети верхніх опорних валків 4, відповідно, нижніх опорних валків 5 можуть бути слідством нерівномірного зносу валків, деформацій за рахунок теплових напруг і/або відхилень геометричної осі циліндра валків від осей обертання, що встановлюються у процесі роботи. Ексцентриситети валків позначені як Rо, відповідно, RU, тобто як відхилення від радіусів RО, відповідно, RU ідеальних опорних валків. Вимірювання швидкості обертання n0, відповідно, nu верхніх, відповідно, нижніх опорних валків 4, відповідно, 5 служить для визначення основного коливання ексцентриситетів валків. При спрощувальних припущеннях, що верхні і нижні валки 5 прокатної кліті 1 обертаються з однаковою швидкістю, достатньо вимірювати швидкість обертання лише одного привідного валка, наприклад, нижнього робочого валка 3 за допомогою вимірника 11 швидкості обертання. Якщо, як у більшості випадків, опорні валки 4 і 5 є валками, що мають ексцентриситет, то, щонайменше, в одному блоці 14, відповідно, 12 перерахунку виміряна швидкість обертання робочого валка 2, відповідно, 3 перераховується у швидкість обертання no, відповідно, nu опорного валка 4, відповідно, 5 через відношення діаметра робочого валка 2, відповідно, 3 до діаметра опорного валка 4, відповідно, 5. Оскільки, як правило, швидкості обертання верхніх валків 4, 2 і нижніх валків 5, 3 на основі злегка різних діаметрів є різними, то в показаному прикладі виконання передбачені як вимірник 13 швидкості обертання зверху прокатної кліті 10, так і вимірник 11 швидкості обертання знизу прокатної кліті 10 з відповідним подальшим перерахувальним блоком 14, відповідно, 12 для вимірювання швидкості обертання no, відповідно, nu. Крім того, передбачений пристрій 8 для вимірювання сили Fz натягу перед прокатною кліттю 1. Пристрій 8 для вимірювання сили натягу може мати, як показано на фіг. 1, вимірювальний ролик для вимірювання натягу. Цей вимірювальний ролик може бути переважно виконаний сегментованим. Пристрій 8 для вимірювання сили натягу може бути також виконано у вигляді працюючого без зіткнення пристрою вимірювання натягу. Відповідне пристосування для вимірювання без зіткнення сили Fz натягу описано, наприклад, в DE 19839286 В4. Для ідентифікації і/або заглушування ексцентриситетів валків регулювальний пристрій 18 має модель 27 процесу. Модель 27 процесу заснована на принципі спостерігача і моделює характеристики центру деформації і валків. При цьому модель 27 процесу управляється по частоті за допомогою швидкості валків, тобто наприклад, за допомогою визначуваних швидкостей обертання n0, відповідно, nu валків. Зміна в часі підлягаючих моделюванню перешкод хоча і є періодичною, проте, не чисто синусоїдальною. Тобто підлягаюче моделюванню коливання складається з основного коливання і декількох вищих гармонік. У моделі 27 процесу обчислюються відповідні частотам ексцентриситетів синусні коригуючі задані величини для виконавчого елемента прокатної кліті 1 з відповідною фазою і амплітудою для положення регулювання центру деформації. Як показано на фіг. 1, коригуючі задані величини можуть задаватися через управляючий пристрій 19 і при необхідності через управляючий клапан 16 у встановлювальний пристрій 7, відповідно у встановлювальну систему. За рахунок застосовування вимірюваної сили Fz натягу можна встановлювати необхідну товщину стрічки, тобто вихідну товщину ha прокатуваного матеріалу 10, дуже рівномірною за допомогою регулювального пристрою 18. Таким чином, можна виключати відхилення товщини, обумовлені ексцентриситетами Ro, відповідно, Ru валків. Як альтернативне рішення або додатково до 95794 6 цього можна, наприклад, за допомогою датчика 15 тиску вимірювати прокатне зусилля Fw і враховувати при ідентифікації і заглушуванні впливу ексцентриситетів валків. Як альтернативне рішення або додатково до цього можна за допомогою приладу 16 для вимірювання товщини вимірювати товщину прокатуваного матеріалу 10, наприклад, вихідну товщину ha. На фіг.2 показана схемно і як приклад застосована для ідентифікації ексцентриситетів валків структура згідно з принципом спостерігача. При цьому задане значення s* встановлювального положення подають як у реальний процес 29, який проходить, наприклад,у прокатній кліті 1, через яку проходить прокатуваний матеріал 10 (див. фіг. 1), так і у модуль 30 спостерігача. Модуль 30 спостерігача має модель 27 процесу, за допомогою якої можна ідентифікувати ексцентриситети валків, і за допомогою якої ідентифіковані ексцентриситети Ri валків можна використовувати для цілей компенсації. За допомогою моделі 27 процесу можна переважно визначати ідентифіковану вихідну товщину hai, яка для визначення помилки е спостерігача може бути пов'язана із виміряною силою Fz натягу. При цьому виміряна сила Fz натягу спочатку подається у модуль 21 у вимірювальному каналі, який враховує у зворотному порядку передавальні характеристики від вихідної товщини до натягу стрічки. За допомогою модуля 21 виміряна величина сили Fz натягу перераховується у вихідну товщину і порівнюється з визначеною за допомогою моделі 27 процесу ідентифікованої вихідної завтовшки hai. Одержана в результаті порівняння різниця утворює помилку е спостерігача. Стани моделі 27 процесу коригуються з урахуванням помилки е спостерігача так довго, доки вимірювання і модель, щонайменше, по суті співпадають, а помилка е спостерігача достатньо мала, - відповідно, дорівнює нулю. Тоді ідентифіковані в моделі 27 процесу ексцентриситети Ri валків співпадають з ексцентриситетами валків, що є у прокатній кліті 1 (див. фіг.1). Визначені таким чином за допомогою модуля 30 спостерігача ідентифіковані ексцентриситети Ri валків забезпечують можливість надзвичайно надійної і точної компенсації ексцентриситетів валків. Як показано у прикладі на фіг. 3, можна за допомогою перемикача 20 здійснювати вибір, чи використовує модель 27 процесу вихідну товщину hai, прокатне зусилля Fw або силу Fz натягу при ідентифікації ексцентриситетів валків. На фіг.3 як приклад показано, як можна враховувати передавальну характеристику від встановлювального положення до натягу стрічки при вживанні сили Fz натягу для ідентифікації і заглушування впливу ексцентриситетів валків. Так, у показанoму прикладі у вимірювальному каналі передбачений модуль 21, який враховує у зворотному порядку передавальну характеристику від вихідної товщини до натягу стрічки. При цьому виміряні величини сили Fz натягу переважно зв'язуються з відповідною передавальною функцією HZug. Це можна здійснювати, наприклад, за допомогою перемножування з фактором, який відповідає зворотній передавальній функції HZug. Додат 7 ково до цього може бути передбачена адаптаційна схема, яка враховує залежність від швидкості VB стрічки. Величина, яка є на виході модуля 21 і яка визначена за допомогою сили Fz натягу, переважно подається у модель 27 процесу. Як випливає з показаного на фіг.2 прикладу, модель 27 процесу переважно відображає характеристики процесу 29 від встановлювального положення s, відповідно, від заданого значення s* встановлювального положення до вихідної товщини hа. Якщо ж як альтернативне рішення або додатково до сили Fz натягу у моделі 27 процесу повинна враховуватися прокатна сила Fw, то доцільно передбачати модуль 28 у вимірювальному каналі прокатної сили Fw, який має відповідну передавальну характеристику. На фіг.4 показаний приклад застосування компенсації вхідної товщини у поєднанні зі способом, згідно з винаходом. При цьому перед прокатною кліттю 1 передбачений датчик 17 вимірювання товщини, за допомогою якого визначається вимірювана вхідна товщина hem. Показаний модуль 22 компенсації вхідної товщини має модуль 23 трасування стрічки. За допомогою модуля 23 трасування стрічки відстежується на відстані вимірювана вхідна товщина hem аж до прокатної кліті 1. За допомогою вхідної швидкості VSE визначається відстежувана на відстані вхідна товщина hev Модуль 23 трасування стрічки переважно працює на основі моделі. У показаному прикладі модуль 22 компенсації вхідної товщини має, щонайменше, один компенсаційний модуль 24, 25, 26, за допомогою якого залежно від вживаної вимірювальної величини mE, відповідно, відповідного вимірювального значення визначається вплив вхідної товщини he на вихідну товщину ha. Оскільки якість компенсації вхідної товщини істотно залежить від вживаних компенсаційних моделей 24, 25, 26, то у показаному прикладі передбачені компенсаційний модуль 24 для застосування вихідної товщини ha як вимірювальної величини mЕ, компенсаційний модуль 25 для застосування прокатного зусилля Fw як вимірювальної величини mЕ і компенсаційний модуль 26 для застосування сили Fz натягу як вимірювальної величини mЕ. Видаваний модулем 22 компенсації вхідної товщини компенсаційний сигнал зв'язується з відповідним вимірюваним значенням вимірювальної величини mЕ для утворення компенсованої вимірювальної величини mк. Покладену в основу винаходу ідею можна сформулювати таким чином: Винахід стосується способу заглушування впливу ексцентриситетів валків на вихідну товщину ha прокатуваного матеріалу 10, який проходить 95794 8 через прокатну кліть 1, при цьому ексцентриситети валків ідентифікують із застосуванням моделі 27 процесу і враховують при визначенні коригуючого сигналу, щонайменше, для одного виконавчого елемента для встановлювального положення прокатної кліті 1, при цьому для ідентифікації ексцентриситетів валків у модель 27 процесу подають виміряну силу Fz натягу перед прокатною кліттю 1. Згідно з винаходом коливання сили натягу цілеспрямовано зводяться до зменшення дії періодичних ексцентриситетів валків на прокатуваний матеріал 10, тоді як всі інші джерела коливань виключаються. Заснована на принципі спостерігача модель 27 процесу центру деформації або валків створює, наприклад, за допомогою виміряної сили Fz натягу, встановлення s валків і швидкості валків, відповідно, швидкості обертання валків, надійні дані про ексцентриситети валків. Згідно з винаходом досягаються більш рівномірні задані розміри прокатуваного матеріалу 10, ніж раніше. Пристрої 8 вимірювання натягу працюють дуже точно і динамічно у порівнянні з вимірювальними пристроями для товщини hе, відповідно, ha прокатуваного матеріалу 10 і у порівнянні з вимірювальними пристроями для прокатного зусилля Fw. Сили натягу, що містяться у коливаннях, і викликані, ексцентриситетом валків періодичні складові коливань цілеспрямовано застосовуються для зменшення обумовлених ексцентриситетами, небажаних змін товщини прокатуваного матеріалу. Складові коливання з іншими частотами, які відрізняються від частот ексцентриситетів, не враховуються. Обумовлені вхідною товщиною періодичні коливання товщини з частотами, які майже дорівнюють частотам ексцентриситетів, можуть створювати перешкоди для ідентифікації ексцентриситетів валків. Тому може бути передбачена компенсація вхідної товщини, яка визначає вплив коливань вхідної товщини на вживану вимірювальну величину mЕ і компенсує їх, усуваючи тим самим цей вид перешкод. Регулятори натягу, що є у відомих регулювальних системах, наприклад, у виконаній у вигляді безперервного стану прокатній лінії, можуть внаслідок їх обмеженої динаміки запобігати викликаним ексцентриситетами діям на товщину стрічки лише при невеликій прокатній швидкості і лише в передніх клітях безперервного стану. Виконаний згідно з винаходом регулювальний пристрій 18 для заглушування впливу ексцентриситетів валків, в який подається виміряна на прокатуваному матеріалі сила Fz натягу, може повністю виконувати в прокатній кліті 1 компенсацію частот ексцентриситетів і тим самим повністю розвантажувати звичайні регулятори натягу. 9 Комп’ютерна верстка Д. Шеверун 95794 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for suppressing influence of roll eccentricities
Автори англійськоюHofbauer Josef, Niemann Martin, Weisshaar Bernhard, Wohld Dietrich
Назва патенту російськоюСпособ подавления влияния эксцентриситетов валков
Автори російськоюХофбауер Йозеф, Ниманн Мартин, Вайсхаар Бернхард, Вольд Дитрих
МПК / Мітки
МПК: B21B 37/66
Мітки: спосіб, валків, впливу, ексцентриситетів, заглушування
Код посилання
<a href="https://ua.patents.su/5-95794-sposib-zaglushuvannya-vplivu-ekscentrisitetiv-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб заглушування впливу ексцентриситетів валків</a>
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: кварто, подушок, валків, кліті, комплект
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Спосіб і пристрій для маніпулювання/транспортування робочих валків і/або опорних валків
Номер патенту: 93895
Опубліковано: 25.03.2011
Автор: Блехер Герхард
МПК: B21B 28/00, B21B 31/00
Мітки: опорних, пристрій, валків, спосіб, робочих
Формула / Реферат:
1. Пристрій для маніпулювання/транспортування робочих (7, 8) і/або опорних (5, 6) валків, що містить опорну конструкцію у вальцетокарній майстерні (2) для прийому робочих валків (7, 8) прокатної кліті, який відрізняється тим, що опорна конструкція (26) має перевальний візок (31), причому на верхній стороні (29) опорної конструкції (26) виконані рейки (30), на які спирається перевальний візок (31) з можливістю переміщування у бічному напрямку...
Клиновий пристрій подушок валків кліті кварто

Номер патенту: 61095
Опубліковано: 11.07.2011
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/02
Мітки: кліті, валків, клиновий, подушок, пристрій, кварто
Формула / Реферат:
Клиновий пристрій подушок валків кліті кварто, який включає робочі та опорні валки, їх подушки, плунжери гідравлічного пристрою врівноважування, які встановлено в подушці нижнього робочого валка, який відрізняється тим, що в нижній частині подушки верхнього робочого валка виконано скоси з кутом нахилу , які контактують з рухомими клинами, що мають такий же кут нахилу...
Подушки робочих валків листового стана
Номер патенту: 4221
Опубліковано: 17.01.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: стана, подушки, листового, робочих, валків
Формула / Реферат:
Подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут φ = 3-45 град. проти напрямку обертання робочих валків, які відрізняються тим, що подушки робочих валків виконано з двох частин і при цьому складову частину з поверхнею, яка має нахил, переміщують...
Пристрій для рифлення прокатних валків
Номер патенту: 62302
Опубліковано: 15.12.2003
Автори: Карнаух Сергій Григорович, Бігунов Олександр Олександрович, Сатонін Олександр Володимирович, Роганов Лев Леонідович
МПК: B21H 7/00
Мітки: валків, рифлення, прокатних, пристрій
Формула / Реферат:
Пристрій для рифлення прокатних валків складається з корпуса, у якому на осях встановлені накатні ролики, механізму подовжнього переміщення пристрою уздовж осі валка і притиску накатних роликів до робочих валків, який відрізняється тим, що механізм переміщення виконаний у вигляді гвинтової пари, що складається з привідного ролика і нерухомого гвинта, який закріплений у станині прокатної кліті, а функцію механізму притиску виконує натискний...
Попередній патент: Спосіб контролю якості плодоовочевої продукції
Наступний патент: Спосіб виготовлення продукту з біомаси та установка з виробництва палива з біомаси
Випадковий патент: Механізм натяжіння гусеничного обводу транспортного засобу