Спосіб та пристрій для намотування металевих штаб на оправку
Номер патенту: 95977
Опубліковано: 26.09.2011
Автори: Зудау Петер, Хольцхауер Томас, Хефер Хельмут, Тушхофф Маттіас, Кіппінг Маттіас, Кастнер Андреас
Формула / Реферат
1. Спосіб намотування металевих штаб (2) на розташовану в шахті (1) моталки оправку (3), до якої металеву штабу підводять подавальним пристроєм, який складається з верхнього і нижнього подавальних роликів (5, 6), причому для направлення штаби (2) під нею розміщують стіл (7), а над нею - перевідний пристрій для штаби і поворотну кришку шахти, що примикає до неї і проходить майже до намотувальної оправки, який відрізняється тим, що прикладене подавальним пристроєм до металевої штаби (2) поздовжнє тягнуче зусилля для керування її рухом визначають за допомогою розташованого в шахті (1) механізму (13) вимірювання натягнення штаби, який притискають зверху до штаби, при цьому виміряний сигнал подають до регулятора (22) подавального пристрою.
2. Спосіб за п. 1, який відрізняється тим, що визначають клиноподібність розподілу тягнучого зусилля по заміряних зусиллях на опорах механізму (13) вимірювання натягнення штаби.
3. Спосіб за п. 2, який відрізняється тим, що для прямого або непрямого вимірювання зусиль на опорах використовують кут обхвату штабою ролика (17), який притискають при повороті механізму (13) вимірювання натягнення штаби до металевої штаби (2).
4. Спосіб за п. 3, який відрізняється тим, що кут обхвату підтримують постійним для регулювання зусилля притискання ролика (17).
5. Спосіб за п. 3, який відрізняється тим, що ролик (17) перед притисканням прискорюють до швидкості руху штаби (2).
6. Пристрій для намотування металевої штаби (2) на розташовану в шахті (1) моталки оправку (3), до якого штаба підводиться подавальним пристроєм, який має верхній і нижній ролики (5, 6), причому для направлення під металевою штабою (2) передбачений стіл (7), а для направлення над металевою штабою (2) - перевідний пристрій штаби і кришка (11) шахти, що примикає до перевідного пристрою і проходить майже до намотувальної оправки, для здійснення способу за п. 1, який відрізняється тим, що перевідний пристрій додатково виконаний як встановлений з можливістю притискання зверху до металевої штаби (2) механізм (13) вимірювання натягнення і оснащений корпусом (15) і важелем (16) з роликом (17) на його передньому кінці, встановленим з можливістю повороту, причому між корпусом (15) перевідного пристрою і важелем (16) ролика розташований динамометр (20) для вимірювання зусилля, яке створюється важелем, і передачі виміряного сигналу на регулятор (22) подавального пристрою.
7. Пристрій за п. 6, який відрізняється тим, що механізм (13) вимірювання натягнення штаби містить задній і передній поворотні важелі (14), які з'єднані між собою корпусом (15) перевідного пристрою.
8. Пристрій за п. 7, який відрізняється тим, що на розташованому на задньому боці поворотному важелі (14) міститься щонайменше один хитний циліндр (10) з регульованим ходом.
9. Пристрій за одним із пп. 6-8, який відрізняється тим, що ролик (17), який знаходиться на важелі (16), є привідним.
10. Пристрій за п. 6, який відрізняється тим, що на віддаленій від важеля (16) ролика осі обертання механізму (13) вимірювання натягнення розташований привідний ролик (23) перевідного пристрою.
11. Пристрій за п. 6, який відрізняється тим, що щонайменше передня ділянка стола (7), що примикає до нижнього подавального ролика (6) під металевою штабою (2), виконана як поворотний стіл (24).
12. Пристрій за п. 6 або п. 7, який відрізняється тим, що механізм (13) вимірювання натягнення з важелем (16) ролика на протилежному намотувальній оправці (3) боці інтегрований у верхню кришку (11) шахти.
Текст
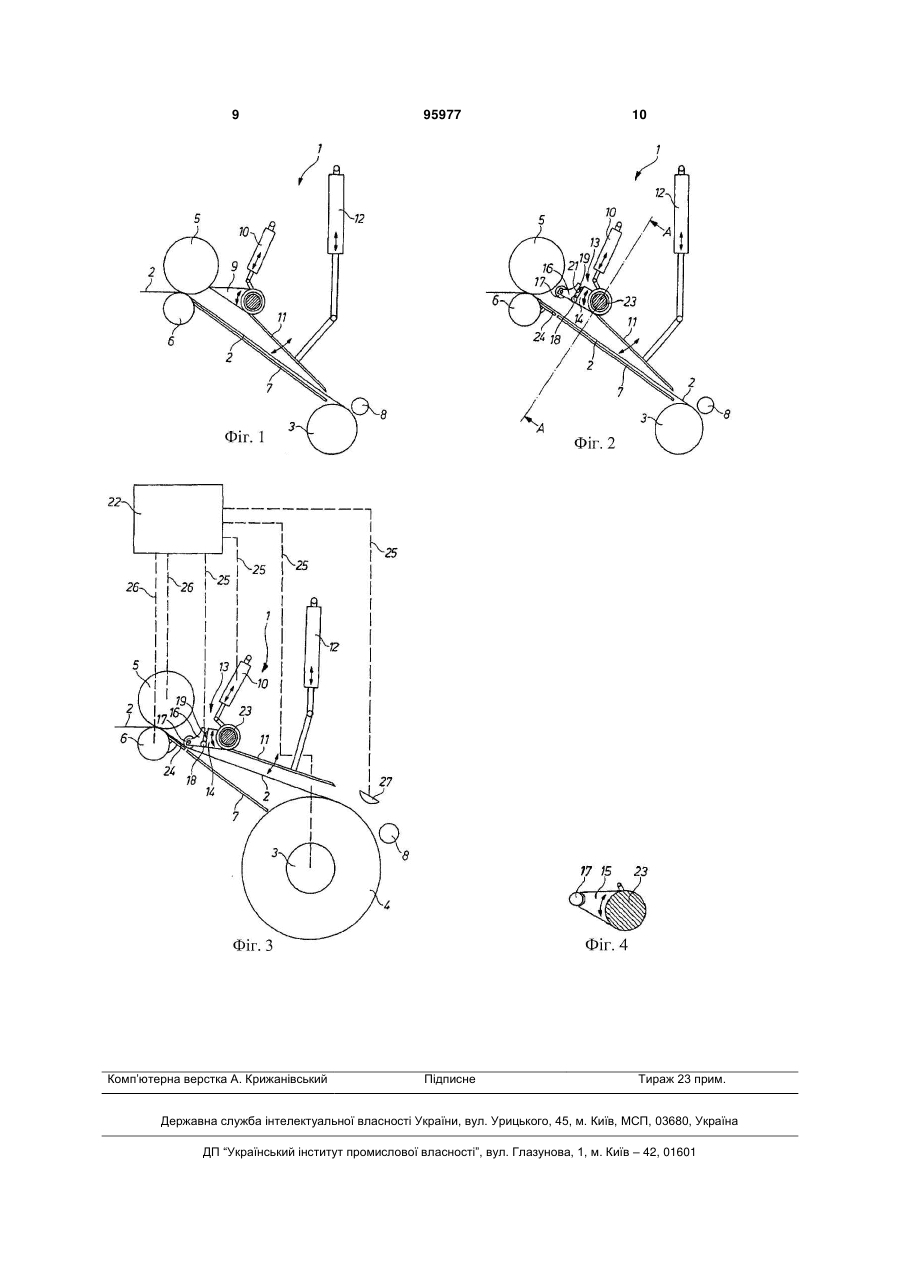
1. Спосіб намотування металевих штаб (2) на розташовану в шахті (1) моталки оправку (3), до якої металеву штабу підводять подавальним пристроєм, який складається з верхнього і нижнього подавальних роликів (5, 6), причому для направлення штаби (2) під нею розміщують стіл (7), а над нею - перевідний пристрій для штаби і поворотну кришку шахти, що примикає до неї і проходить майже до намотувальної оправки, який відрізняється тим, що прикладене подавальним пристроєм до металевої штаби (2) поздовжнє тягнуче зусилля для керування її рухом визначають за допомогою розташованого в шахті (1) механізму (13) вимірювання натягнення штаби, який притискають зверху до штаби, при цьому виміряний сигнал подають до регулятора (22) подавального пристрою. 2. Спосіб за п. 1, який відрізняється тим, що визначають клиноподібність розподілу тягнучого зусилля по заміряних зусиллях на опорах механізму (13) вимірювання натягнення штаби. 3. Спосіб за п. 2, який відрізняється тим, що для прямого або непрямого вимірювання зусиль на опорах використовують кут обхвату штабою ролика (17), який притискають при повороті механізму (13) вимірювання натягнення штаби до металевої штаби (2). 2 (19) 1 3 95977 4 металевою штабою (2), виконана як поворотний стіл (24). 12. Пристрій за п. 6 або п. 7, який відрізняється тим, що механізм (13) вимірювання натягнення з важелем (16) ролика на протилежному намотувальній оправці (3) боці інтегрований у верхню кришку (11) шахти. Винахід стосується способу та пристрою для намотування металевих штаб на розташовану в шахті моталки оправку, до якої штаба підводиться подавальним пристроєм, який має верхній і нижній подавальні ролики, причому для направлення під металевою штабою передбачений стіл, а над нею - перевідний пристрій для штаби і поворотна кришка шахти, яка майже примикає до оправки. Відомий з DE 19520709 А1 подавальний пристрій має стаціонарно встановлений нижній валок і регульований по відношенню до нього верхній валок. Регульований верхній валок обпертий в рамі, що переміщується гідроциліндром, утвореній двома протилежно розташованими кулісами, які в зоні своєї спільної осі коливання зв'язані обпертою в рамі з двох боків основою. Куліси цього подавального пристрою регулюється за допомогою гідроциліндрів, що навантажуються окремо, причому з'єднуюча куліси основа виконана як пружина крутіння. За рахунок введення різних встановлювальних сил при відносно невеликій різниці зусиль в гідроциліндрах можна одержати різні кути поворотів куліс і, тим самим, регульованого верхнього валка. Внаслідок його поворотів можна впливати на тягнучу силу штаби, що створюється подавальним пристроєм, і, таким чином, встановлювати розподіл тягнучого зусилля. З DE 19704447 А1 відомий вимірювальний ролик для вимірювань площинності штаби, що прокатується, яка знаходиться під натягненням, в станах гарячої прокатки. Один або декілька таких вимірювальних роликів, які знизу притискаються до штаби, що прокатується, можна розташувати між клітями чистового прокатного стану і/або за останньою в напрямку прокатки кліттю чистового прокатного стану, і/або перед подавальним пристроєм для моталки, і/або між подавальним пристроєм і моталкою. При вимірювальному ролику, розташованому між подавальним пристроєм і моталкою, можна використовувати значення для поворотів подавального пристрою, яке одержується при вимірюваннях, і, таким чином, регулювати хід штаби при намотуванні на оправку. Завдяки DE 19953524 А1 став відомий петлеутворювач, який може вимірювати клиноподібність, що є по ширині штаби, з використанням наявного в ній поздовжнього натягнення. Для цього петлеутворювач має обпертий по обох боках у відповідних поворотних важелях ролик. Обидва важелі шарніром розділені на важіль вала і важіль ролика і зв'язані з валом петлеутворювача. Шарнір передає зусилля, яке надається стрічкою на розташований знизу під штабою ролик петлеутворювача, на розташовані на поворотних важелях динамометри. Це зусилля корелюється з поздовжнім натяг ненням, так що воно може бути розраховане по цих заміряних зусиллях. Щоб перешкодити підйому важеля ролика динамометром, важіль вала і важіль ролика з'єднані один з одним утримуючим елементом. За рахунок або загального поздовжнього натягнення, або розрахованої частки клина можна регулювати вхідні і вихідні пристрої, виконані, наприклад, як кліті або подавальні пристрої, за частотою обертання або кутом встановлення валків. В основу винаходу покладена задача удосконалити спосіб та пристрій названих видів з метою забезпечення поліпшеного вимірювання натягнення металевої штаби в шахті моталки, яке повинне використовуватися для того, щоб подавальний пристрій регулював хід штаби таким чином, що могла забезпечуватися пряма кромка рулону. Згідно з винаходом ця задача вирішена завдяки тому, що прикладене подавальним пристроєм до металевої штаби поздовжнє тягнуче зусилля для керування її рухом визначається за допомогою механізму для вимірювання натягнення, який розташований в шахті моталки і вдавлюється зверху в штабу, і вимірювальний сигнал підводиться до регулятора подавального пристрою. За рахунок повороту зверху на штабу згідно з винаходом механізму для визначення поздовжнього натягнення можна, зокрема, зберігати на кінці штаби оптимальний кут обхвату. При поворотах механізму знизу це було б неможливе, оскільки в цьому випадку кут обхвату був би сильно обмежений необхідним перевідним пристроєм для штаби, включаючи кришку шахти, і був би таким малим, що на кінці штаби точне вимірювання було б неможливе. Однак вимірювання на кінці штаби особливо важливе, оскільки тут направлення штаби надто ускладнене через відсутність її натягнення групою ступінчасто розташованих чистових клітей прокатного стану. Згідно з винаходом запропоновано визначати наявну клиноподібність розподілу натягнення, зумовлену поздовжнім натягненням штаби по ширині, по заміряних зусиллях на опорах механізму для визначення натягнення, який вдавлюється в металеву стрічку під деяким кутом обхвату. Для цього згідно з переважним виконанням винаходу для прямого або непрямого вимірювання зусилля на опорі використовується кут обхвату, що робиться втисненням в металеву штабу роликом механізму для визначення поздовжнього натягнення. Кут обхвату забезпечує передачу зусилля від металевої штаби на ролик і від нього на вбудований в механізм динамометр. Для приведення в дію механізму для визначення натягнення необхідний щонайменше один циліндр, і за пропозицією винаходу робочий хит 5 ний циліндр з регулюванням ходу, що діє на розташований на задньому боці поворотний важіль. Альтернативно можуть використовуватися два хитних циліндри. Інша можливість для приведення в дію названого механізму полягає в тому, що він встановлюється в U-подібній рамі, на яку діє розташований на осі симетрії рами циліндр. При цьому рекомендується, щоб кут обхвату утримувався приблизно постійним за рахунок регулювання глибини занурення ролика. Кут обхвату залежить від ходу хитного циліндра або циліндрів і від діаметра рулону, що намотується. Щоб під час всього процесу намотування зберігався оптимальний кут обхвату, може регулюватися хід щонайменше одного хитного циліндра. Задане значення під час намотування може розраховуватися залежно від миттєвого діаметра рулону, оптимального кута обхвату і геометричних даних. Для реєстрації ходу можна встановити в поворотному циліндрі або на ньому вимірювач переміщень; альтернативно, можна обладнати поворотний механізм вимірювання натягнення штаби кутоміром, так що хід хитного циліндра може бути розрахований. Миттєвий діаметр рулону може бути визначений із заміряної кількості обертів оправки і товщини металевої штаби. Альтернативно пропонується також пряме вимірювання діаметра рулону, наприклад, лазерно-оптичним засобом. За наступним переважним виконанням винаходу ролик механізму для вимірювання натягнення штаби перед поворотом прискорюється до швидкості руху штаби. Оскільки ролик під час намотування повертається на штабу, за рахунок попереднього прискорення можна усунути пошкодження металевої штаби при необхідному в іншому випадку подальшому прискоренні. Привід ролика може бути механічним і/або електричним, і/або гідравлічним. Пристрій для вирішення покладеної в основу винаходу задачі, зокрема, для здійснення способу, відрізняється згідно з винаходом тим, що перевідний розподільний пристрій для штаби виконаний як механізм для вимірювання натягнення штаби, що повертається зверху на штабу, і забезпечений корпусом, який має встановлений з можливістю повороту важіль з роликом на передньому кінці, причому між корпусом перевідного пристрою і важелем ролика розташований динамометр, який по сигналу зв'язаний з регулятором подавального пристрою. Механізм для вимірювання натягнення згідно з винаходом, тим самим, одночасно виконує класичну функцію стрілки для штаби. З неробочого положення, тобто піднятого положення очікування, весь механізм повертається проти годинникової стрілки вниз, в робоче, тобто занурене в металеву штабу положення, і направляє її до намотувальної оправки при вимірюванні, що одночасно активується. Функція механізму вимірювання натягнення як стрілка стрічки, переважно, підтримується тим, що щонайменше передня ділянка примикаючого до нижнього ролика подавального пристрою стола під металевою штабою виконана як поворотний стіл. Він повертається навколо осі нижнього подавального ролика проти годинникової стрілки. 95977 6 Згідно з переважним виконанням винаходу корпус перевідного пристрою з'єднує задній і передній важелі механізму вимірювання натягнення стрічки. При наявності тільки одного циліндра, який був би розташований позаду, з боку приводу, корпус перевідного механізму як зв'язок між поворотним важелем на боці приводу і поворотним важелем на боці керування сприймає скручувальне навантаження, яке виникає внаслідок односторонньої дії механізму, що приводиться в дію тільки одним хитним циліндром на задньому, відповідно, привідному боці. Якщо, переважно, привідний ролик перевідного пристрою розташований на осі обертання механізму вимірювання натягнення, віддаленій від сприймаючого привідний ролик важеля, металева штаба може бути захищена від пошкоджень, якщо на шляху від нижнього ролика подавального пристрою до наступного його ролика вона направляється примикаючою шахтою моталки. Варіант винаходу передбачає, що механізм вимірювання натягнення з важелем ролика на протилежному намотувальній оправці боці інтегрований у верхню кришку шахти. При такому розташуванні має місце поєднання механізму вимірювання натягнення і кришки шахти. Передній ролик механізму примикав би до кришки шахти, що доходить до першого натискного ролика намотувальної оправки, а вільний простір до верхнього ролика подавального пристрою був би заповнений звичайним перевідним пристроєм. Наступні ознаки і деталі винаходу витікають з пунктів формули і нижченаведеного опису, представленого на фігурах прикладу виконання винаходу. Показані: - фіг. 1, в схематичному зображенні вигляд збоку традиційної шахти моталки, що відповідає рівню техніки; - фіг. 2, в схематичному зображенні вигляд збоку шахти моталки з механізмом вимірювання натягнення, який повертається зверху в металеву штабу, який одночасно виконує функцію перевідного розподільного пристрою для штаби і знаходиться в піднятому над штабою неробочому положенні; фіг. 3, об'єкт фіг. 2 з поверненим у вимірювальне або робоче положення механізмом вимірювання натягнення незадовго до закінчення процесу намотування; - фіг. 4, фрагмент розрізу через встановлений в механізмі вимірювання натягнення ролик перевідного пристрою. Шахта 1 моталки, показана на фіг. 1 в традиційному виконанні, примикає до прокатного стану або до групи ступінчасто розташованих клітей чистового стану для намотування прокатаної металевої штаби 2 на оправку 3 в бухту або рулон 4 (див. фіг. 3). Штаба подається до оправки 3 подавальним механізмом, від якого тут показані тільки верхній і нижній подавальні ролики 5, 6. Від нижнього ролика 6 до оправки 3 знизу до штаби примикає стіл 7. Початок або кінець штаби, що подається таким чином, приймається першим, взаємодіючим 7 з оправкою 3 натискним роликом 8 або декількома такими роликами, розподіленими по колу. Над металевою штабою знаходиться перевідний пристрій 9, який в позиції очікування прилягає до подавального ролика 5. Перевідний пристрій 9 повертається циліндром 10, який своїм штоком діє на поворотний важіль перевідного пристрою 9. Шахта 1 моталки закрита зверху кришкою 11, що проходить від перевідного пристрою 9 до оправки 3. Для повороту кришки 11 до неї приєднаний циліндр 12. У прикладі виконання шахти 1 моталки, представленому на фіг. 2, 3, співпадаючі з описаним вище варіантом шахти деталі зазначені тими самими посилальними цифрами. Важливою відмінністю тут є те, що механізм 13 вимірювання натягнення штаби одночасно виконує функцію перевідного пристрою для штаби. Цей механізм складається з розташованого позаду або з боку приводу поворотного важеля 14 і переднього важеля 14, з яких на фіг. 2 показаний тільки перший. Обидва важелі 14 зв'язані між собою сприймаючим скручувальні навантаження корпусом 15 перевідного пристрою (див. фіг. 4). Крім того, він має важіль 16 ролика, на передньому кінці якого знаходиться привідний ролик 17. Важіль 16 повертається в шарнірі 18. Щоб усунути перекидання під дією сили тяжіння, важіль 16 утримується в позиції елементом 19. Як тільки механізм 13 вимірювання натягнення повернеться зверху на металеву штабу 2 і втиснеться в неї своїм роликом 17 з утворенням кута обхвату, через ролик 17 починає діяти сила, яка навантажує важіль 16 за годинниковою стрілкою. Повороту важеля в цьому напрямку, однак, перешкоджає динамометр 20, який швидше забезпечує опору для важеля 16, визначає силу, що виробляється опорою в осі 21, і як вимірювальний сигнал передає її в регулятор 22 подавального пристрою (див. фіг. 3). Подавальний пристрій за результатами вимірювань може, наприклад, завдяки повороту верхнього і/або нижнього ролика 5, 6 або паралельному повороту обох роликів, або завданню різних замикаючих зусиль на бік приводу і керування, забезпечувати одержання на оправці 3 рулону 4 з прямими кромками. Механізм 13 вимірювання натягнення на своєму задньому у напрямку руху штаби, віддаленому від ролика 17 кінці забезпечений передбаченим на його осі обертання роликом 23 перевідного пристрою, як показано на фіг. 2, 3 у вигляді поперечного перерізу в зоні поворотного важеля 14 через цапфу ролика 23. Тут шахта 1 моталки також зверху закрита кришкою 1, що повертається циліндром 12. Направляючий металеву штабу 2 стіл 7, що проходить від нижнього ролика 6 до оправки 3, щонайменше, на своєму передньому кінці має поворотний стіл 24, переміщуваний навколо осі нижнього ролика 6 подавального пристрою проти годинникової стрілки. Фіг. 3, яка показує робоче положення незадовго до кінця процесу намотування рулону 4 з металевої штаби 2, дозволяє бачити, з одного боку, кут обхвату, який штаба 2 утворює внаслідок втиснен 95977 8 ня в неї ролика 17 механізму 13 вимірювання натягнення. З іншого боку, штрихові лінії показують різні вимірювальні або керуючі сигнали 25, 26, які вводяться в регулятор 22 або виходять з нього до засобів повороту верхнього і нижнього роликів 5, 6 (див. штрихові лінії 26). Важливі для визначення і при необхідності утримання постійним оптимального кута обхвату під час всього процесу намотування параметри задаються, наприклад, вимірюванням ходу хитного циліндра або ходу хитних циліндрів 10 механізму 13 вимірювання натягнення, причому циліндр/циліндри оснащені вимірювачами переміщень, а також вимірюваннями кутів повороту механізму 13 і миттєвого діаметра рулону 4. Цей діаметр може бути розрахований за заміряною кількістю обертів оправки 3 (див. штрихову лінію 25, що виходить від нього) і товщиною штаби. Додатково можливе безпосереднє вимірювання діаметра рулону 4 за допомогою лазернооптичного засобу 27. У будь-якому випадку можливо мати в розпорядженні для регулювання подавального пристрою вимірювальний сигнал у вигляді результату вимірювання натягнення штаби. Альтернативою в описаному виконанні можуть бути поєднання "механізм вимірювання натягнення штаби - перевідний пристрій для штаби" або "механізм - кришка шахти". Показаний на фіг. 2, 3 механізм 13 своїм направленим від оправки 3 роликом 17 міг би бути інтегрований в кришку шахти, що відображено лінією А-А на фіг. 2. Вільний простір від переднього ролика 5 до механізму 13 міг би тоді (при цій опції) заповнюватися або перекриватися звичайним перевідним пристроєм 9 для штаби (див. фіг. 1). Відомість основних позицій 1 - шахта моталки 2 - металева штаба 3 - намотувальна оправка 4 - бухта/рулон 5 - верхній подавальний ролик 6 - нижній подавальний ролик 7 - стіл (напрямний стіл) 8 - натискний ролик 9 - перевідний пристрій для штаби 10 - циліндр 11 - кришка шахти 12 - циліндр 13 - механізм вимірювання натягнення штаби 14 - поворотний важіль 15 - корпус перевідного пристрою 16 - важіль ролика 17 - ролик 18 - шарнір 19 - утримуючий елемент 20 - динамометр 21 - вісь динамометра 22 - регулятор подавального пристрою 23 - ролик перевідного пристрою 24 - поворотний стіл 25 - вимірювальний сигнал 26 - вимірювальний сигнал 27 - лазерно-оптичний вимірювальний засіб 9 Комп’ютерна верстка А. Крижанівський 95977 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for winding up-metal strips onto mandrel
Автори англійськоюKipping, Matthias, Hofer, Helmut, Tuschhoff, Matthias, Sudau, Peter, Kastner, Andreas, Holzhauer, Thomas
Назва патенту російськоюСпособ и устройство для намотки металлических полос на оправку
Автори російськоюКиппинг Маттиас, Хефер Хельмут, Тушхофф Маттиас, Зудау Петер, Кастнер Андреас, Хольцхауер Томас
МПК / Мітки
МПК: B21C 51/00, B21C 47/02
Мітки: спосіб, штаб, оправку, металевих, пристрій, намотування
Код посилання
<a href="https://ua.patents.su/5-95977-sposib-ta-pristrijj-dlya-namotuvannya-metalevikh-shtab-na-opravku.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для намотування металевих штаб на оправку</a>
Спосіб та пристрій для намотування металевих стрічок на навивальну оправку
Номер патенту: 93999
Опубліковано: 25.03.2011
Автор: Хаккенберг Вольфганг-Дітмар
МПК: B21C 47/06, B21B 38/00, B21C 47/34, B21C 51/00
Мітки: оправку, пристрій, спосіб, навивальну, намотування, стрічок, металевих
Формула / Реферат:
1. Спосіб намотування металевих стрічок (13) на розташовану в шахті (3) намотувальної установки навивальну оправку (4), до якої металеву стрічку подають ведучим пристроєм (2), який містить в своїй рамі (5) один нижній та один верхній ведучі ролики (6, 7), причому для направлення металевої стрічки (13) під нею передбачений стіл (11), а вище металевої стрічки розташований перевідний пристрій (17) і відкидна кришка (19) шахти, яка примикає до...
Пристрій для намотування і розмотування катаних штаб
Номер патенту: 93075
Опубліковано: 10.01.2011
Автори: Бойтер Маттіас, Ельс Бернхард
МПК: B21C 47/02, B21C 47/24
Мітки: розмотування, катаних, штаб, намотування, пристрій
Формула / Реферат:
Пристрій для намотування і розмотування катаних штаб (WB), що виходять з прокатного стана (WS), виконаний з можливістю введення катаної штаби (WB), що виходить з прокатного стана (WS), за допомогою блока згинальних валків (BR) в камеру (WK) намотування, що містить роликову пару (RP), яка приводиться в обертальний рух, намотування в рулон (B) з подальшим встановленням рулону на рольганг (GR), його розмотування при зміні напрямку обертання...
Пристрій для намотування бунтів або бухт металевого дроту на вдосконалену намотувальну оправку
Номер патенту: 89053
Опубліковано: 25.12.2009
Автор: Кастеллані Федеріко
МПК: B21C 47/34, B65H 54/56, B21C 47/00, B21C 47/28
Мітки: дроту, намотувальну, бухт, намотування, бунтів, металевого, оправку, вдосконалену, пристрій
Формула / Реферат:
1. Намотувальний пристрій (1) для металевого дроту або прутка, який включає в себе вертикальну оправку, яка складається з множини рухомих секторів (10), які шарнірно закріплені біля основи дископодібної опорної плити (14) та утворюють з'єднання з верхніми пелюстками (11), шарнірно закріпленими (110) на верхній частині згаданої оправки і які виконані з можливістю переміщення з положення, перпендикулярного до осі оправки і призначеного для...
Спосіб і технологічна лінія для виготовлення металевих штаб з міді або мідних сплавів
Номер патенту: 84815
Опубліковано: 25.11.2008
Автори: Вайнгартен Людвіг, Павельскі Хартмут, Мюллер Вольфхайнріх, Ріхтер Ханс-Петер, Лінк Райнер
Мітки: виготовлення, спосіб, металевих, міді, мідних, штаб, сплавів, лінія, технологічна
Формула / Реферат:
1. Спосіб виготовлення металевих штаб (1) з міді або мідних сплавів шляхом лиття і прокатки, який відрізняється тим, що розплав (2) розливають в процесі (3) вертикального і/або горизонтального безперервного лиття заготовки, яку очищають за допомогою фрезерування (5) з верхньої і нижньої сторін (5а, 5b), піддають процесу (6) холодної прокатки з одержанням мідної штаби, яку готують до відвантаження.2. Спосіб за п. 1, який відрізняється...
Вузол намотування для намотування композитної стрічки на котушку з втулкою (варіанти), пристрій для намотування стрічки та спосіб намотування композитної стрічки на котушку з втулкою
Номер патенту: 94444
Опубліковано: 10.05.2011
Автори: Грайфорд Аленн, Бейтмен Аян Роджер, Меймен Крейґ Ентоні
МПК: B21C 47/06, B29C 53/00
Мітки: втулкою, пристрій, композитної, вузол, намотування, спосіб, стрічки, котушку, варіанти
Формула / Реферат:
1. Вузол намотування для намотування композитної стрічки на котушку з втулкою, в якому композитна стрічка має: пластичну стрічку, що розтягується, яка має плоску основу і сукупність окремих бічних буртиків, розташованих уздовж і розміщених на основі, і сукупність підсилюючих деталей, що розтягуються, розміщених уздовж у відповідних буртиках, буртики і підсилюючі деталі утворюють композитні буртики, до складу вузла для намотування котушки...
Попередній патент: Похідні 2-арил-6-фенілімідазо[1,2-a]піридинів, їх одержання і застосування в терапії
Наступний патент: Інгібітор активації stat3/5
Випадковий патент: Спосіб подрібнення зерна молотковою дробаркою та установка для його здійснення