Спосіб і технологічна лінія для виготовлення металевих штаб з міді або мідних сплавів
Номер патенту: 84815
Опубліковано: 25.11.2008
Автори: Ріхтер Ханс-Петер, Вайнгартен Людвіг, Павельскі Хартмут, Лінк Райнер, Мюллер Вольфхайнріх


Формула / Реферат
1. Спосіб виготовлення металевих штаб (1) з міді або мідних сплавів шляхом лиття і прокатки, який відрізняється тим, що розплав (2) розливають в процесі (3) вертикального і/або горизонтального безперервного лиття заготовки, яку очищають за допомогою фрезерування (5) з верхньої і нижньої сторін (5а, 5b), піддають процесу (6) холодної прокатки з одержанням мідної штаби, яку готують до відвантаження.
2. Спосіб за п. 1, який відрізняється тим, що мідну заготовку (4) додатково піддають відпалу (7), травленню (8), промиванню (9), сушінню (10) та контролю (12), а потім готують до відвантаження.
3. Спосіб за п. 1, який відрізняється тим, що мідну заготовку (4) піддають контролю після додаткової стадії (11) дресирувальної прокатки.
4. Спосіб за п. 1, який відрізняється тим, що шляхом поперечного різання (15) мідної штаби, що має вигляд проконтрольованих рулонів (13), одержують листи (14) у вигляді штабелів.
5. Спосіб за п. 1, який відрізняється тим, що з мідної штаби, що має вигляд проконтрольованих рулонів (13), шляхом подовжнього різання (16) одержують стрічки (17), що змотують в бунти.
6. Спосіб за п. 1, який відрізняється тим, що при холодній прокатці (6) мідну заготовку (4) змащують на вхідній стороні маслом, а на вихідній стороні охолоджують холодними або охолодженими до низьких температур інертними газами.
7. Спосіб за пп. 1-6, який відрізняється тим, що задане значення для параметрів прокатки встановлене на максимальну температуру штаби 120 °С.
8. Спосіб за будь-яким з пунктів 1-7, який відрізняється тим, що рулони (13), холоднокатані до остаточної товщини штаби при дотриманні температурного режиму, піддають подрібненню структури або в ковпаковому пристрої (31) відпалу в формі рулонів (13), або в процесі (7) безперервного відпалу, після чого травлять, промивають, сушать і контролюють поверхню і в формі рулонів (13) піддають подальшій обробці.
9. Технологічна лінія виготовлення металевих штаб (1) з міді або мідних сплавів з щонайменше одним пристроєм (20) виплавки, пристроєм (21) лиття і пристроєм (22) прокатки, переважно – для холодної деформації по товщині (18) мідної штаби від 23 мм до 0,2 мм, в якому за пристроєм (20) виплавки в напрямку (23) технологічного маршруту один за одним послідовно розташовані щонайменше пристрій (24а) вертикального безперервного лиття заготовки і/або пристрій (24b) горизонтального безперервного лиття заготовки, безпосередньо прилеглий пристрій (25) фрезерування, пристрій (22) холодної прокатки, пристрій (27) змотування штаби в рулон.
10. Технологічна лінія за п. 9, яка відрізняється тим, що в ній додатково передбачений пристрій (28) відпалу.
11. Технологічна лінія за п. 9, яка відрізняється тим, що в ній додатково передбачений пристрій (26) розмотування з рулону для подальшої додаткової прокатки.
12. Технологічна лінія за п. 9, яка відрізняється тим, що пристрій (22) холодної прокатки містить реверсивну кліть (29).
13. Технологічна лінія за п. 12, яка відрізняється тим, що пристрій (25) фрезерування безпосередньо прилягає до пристрою (24а) вертикального безперервного лиття заготовки.
14. Технологічна лінія за п. 9, яка відрізняється тим, що пристрій (24а) вертикального безперервного лиття заготовки, пристрій (25) фрезерування і реверсивна кліть (29) безпосередньо прилягають один до одного.
15. Технологічна лінія за п. 9, яка відрізняється тим, що пристрій (22) холодної прокатки містить тандемну кліть (30).
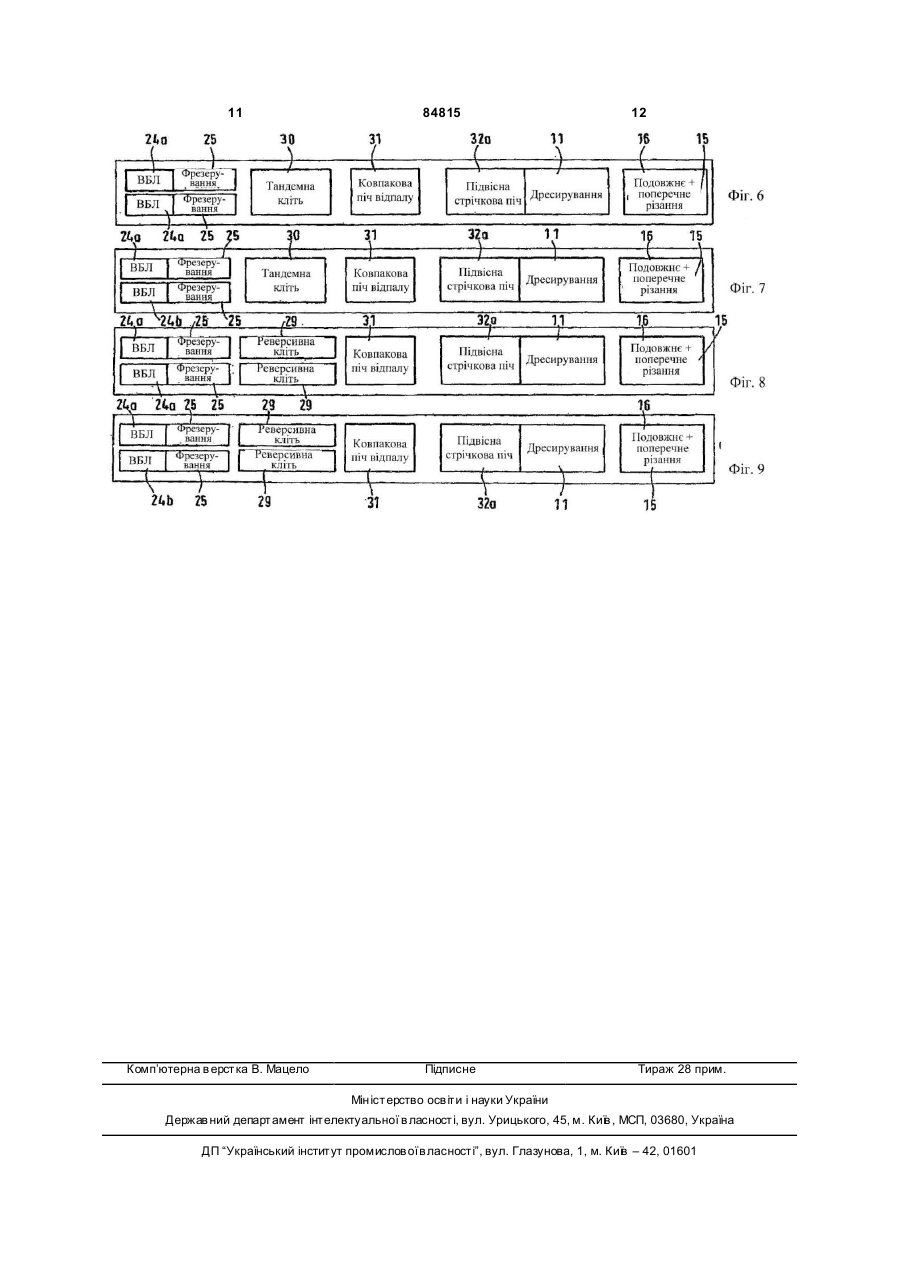
16. Технологічна лінія за п. 9 або 15, яка відрізняється тим, що пристрій (24а) вертикального безперервного лиття заготовки, пристрій (25) фрезерування і тандемна кліть (30) безпосередньо прилягають один до одного.
17. Технологічна лінія за п. 9 або 15, яка відрізняється тим, що до тандемної кліті (30) додані два встановлені паралельно і перед нею пристрої (24а, 24а) вертикального безперервного лиття заготовки з пристроями (25) фрезерування.
18. Технологічна лінія за п. 9 або 15, яка відрізняється тим, що перед тандемною кліттю (30) встановлені відповідно один пристрій вертикального і один пристрій горизонтального (24а; 24b) безперервного лиття заготовки відповідно з пристроєм (25) фрезерування, який іде безпосередньо за ними.
19. Технологічна лінія за п. 9 або 15, яка відрізняється тим, що у разі використання в ній двох паралельно розливних пристроїв (24а; 24а) вертикального безперервного лиття заготовки, за відповідним пристроєм (25) фрезерування відповідно розташована реверсивна кліть (29).
20. Технологічна лінія за п. 9 або 15, яка відрізняється тим, що у разі використання в ній технологічно паралельних пристроїв (24а; 24b) вертикального і горизонтального безперервного лиття заготовки за ними відповідно розташована реверсивна кліть (29).
21. Технологічна лінія за пп. 10-20, яка відрізняється тим, що пристрій (28) відпалу виконаний або з ковпакового пристрою (31) для відпалу рулонів, або з пристрою (32) безперервного відпалу у вигляді підвісної стрічкової печі (32а).
Текст
1. Спосіб виготовлення металевих штаб (1) з міді або мідних сплавів шляхом лиття і прокатки, який відрізняється тим, що розплав (2) розливають в процесі (3) вертикального і/або горизонтального безперервного лиття заготовки, яку очищають за допомогою фрезерування (5) з верхньої і нижньої сторін (5а, 5b), піддають процесу (6) холодної прокатки з одержанням мідної штаби, яку готують до відвантаження. 2. Спосіб за п. 1, який відрізняється тим, що мідну заготовку (4) додатково піддають відпалу (7), травленню (8), промиванню (9), сушінню (10) та контролю (12), а потім готують до відвантаження. 3. Спосіб за п. 1, який відрізняється тим, що мідну заготовку (4) піддають контролю після додаткової стадії (11) дресирувальної прокатки. 4. Спосіб за п. 1, який відрізняється тим, що шляхом поперечного різання (15) мідної штаби, що має вигляд проконтрольованих рулонів (13), одержують листи (14) у вигляді штабелів. 5. Спосіб за п. 1, який відрізняється тим, що з мідної штаби, що має вигляд проконтрольованих рулонів (13), шля хом подовжнього різання (16) одержують стрічки (17), що змотують в бунти. 6. Спосіб за п. 1, який відрізняється тим, що при холодній прокатці (6) мідну заготовку (4) змащують на вхідній стороні маслом, а на вихідній стороні 2 (19) 1 3 84815 4 реверсивна кліть (29) безпосередньо прилягають (25) фрезерування, який іде безпосередньо за один до одного. ними. 15. Технологічна лінія за п. 9, яка відрізняється 19. Технологічна лінія за п. 9 або 15, яка відрізнятим, що пристрій (22) холодної прокатки містить ється тим, що у разі використання в ній двох патандемну кліть (30). ралельно розливних пристроїв (24а; 24а) вертика16. Технологічна лінія за п. 9 або 15, яка відрізняльного безперервного лиття заготовки, за ється тим, що пристрій (24а) вертикального безвідповідним пристроєм (25) фрезерування відповіперервного лиття заготовки, пристрій (25) фрезедно розташована реверсивна кліть (29). рування і тандемна кліть (30) безпосередньо 20. Технологічна лінія за п. 9 або 15, яка відрізняприлягають один до одного. ється тим, що у разі використання в ній технологі17. Технологічна лінія за п. 9 або 15, яка відрізнячно паралельних пристроїв (24а; 24b) вертикальється тим, що до тандемної кліті (30) додані два ного і горизонтального безперервного лиття встановлені паралельно і перед нею пристрої заготовки за ними відповідно розташована ревер(24а, 24а) вертикального безперервного лиття сивна кліть (29). заготовки з пристроями (25) фрезерування. 21. Технологічна лінія за пп. 10-20, яка відрізня18. Технологічна лінія за п. 9 або 15, яка відрізняється тим, що пристрій (28) відпалу виконаний або ється тим, що перед тандемною кліттю (30) встаз ковпакового пристрою (31) для відпалу рулонів, новлені відповідно один пристрій вертикального і або з пристрою (32) безперервного відпалу у виодин пристрій горизонтального (24а; 24b) безпегляді підвісної стрічкової печі (32а). рервного лиття заготовки відповідно з пристроєм Винахід належить до способу і те хнологічної лінії для виготовлення металевих стрічок з міді або мідних сплавів шляхом лиття і прокатки. До цього часу подібні металеві штаби з таких м'яких металів, як, наприклад, мідь або мідні сплави, виробляють шляхом лиття у виливниці [DE 692 22 504 Т2]. Після охолоджування злиток необхідно знов нагрівати і в процесі гарячої прокатки доводити до необхідної товщини. За гарячою прокаткою потім йде фрезерування верхньої і нижньої сторін і контроль і намотування в рулон. Після розмотування рулону металева штаба попадає в реверсивну кліть і після процесу холодної прокатки змотується в рулон і в формі рулону випалюється в ковпаковому пристрої відпалу для подрібнення структури або ж випалюється в пристрої безперервного відпалу в розмотаному стані, після чого проводяться травлення, промивання, сушіння, дресирування, і поверхня знов піддається контролю перед змотуванням в рулон. Виробничі витрати, які затрачуються на це, і інвестиційні витрати на нове виробництво, а також компонування обладнання при наявних корисних основних площах, дуже високі. По технології горизонтального розливання відливаються і піддаються холодній прокатці металеві штаби з міді або мідних сплавів в кількості приблизно 15-20 000т/рік, та й ще і з помітно меншими інвестиційними витратами. Підвищення об'єму виробництва, яке потребується в цей час ринком (приблизно 30000-70000 т/рік), при нинішніх витратах більше не може бути досягнуте рентабельним чином. У основі винаходу проте лежить задача досягнути необхідного підвищення об'єму виробництва при невеликих виробничих витратах і знижених інвестиційних витрата х на обладнання. Поставлена задача згідно з винаходом вирішується завдяки тому, що розплав розливають в процесі вертикального і/або горизонтального безперервного лиття штаби з отриманням мідної штаби, цю мідну штабу очищають шляхом фрезерування з верхньої і нижньої сторін, піддають процесу холодної прокатки і готують до відвантаження, або ж після відпалу, травлення, промивання і сушіння і, при необхідності, стадії дресирувальної прокатки піддають контролю, а потім готують до відвантаження. Перевагою є те, що повністю виключаються пристрій лиття злитків, підігрівання злитків до температури прокатки і гаряча прокатка. Далі, перевагою є те, що процес холодної прокатки можна гнучко підігнати до планових кількостей продукування, наприклад, завдяки тому, що холодна прокатка може бути доведена до оптимальної температури штаби на ви ході. Один варіант реалізації полягає в тому, що з проконтрольованих рулонів шляхом поперечного різання мідної штаби отримують листи у вигляді штабелів. Ще один вдосконалений варіант полягає в тому, що з проконтрольованих рулонів шляхом подовжнього різання отримують стрічки з мідної штаби, які змотуються в бунти. Температурний режим може переважно встановлюватися завдяки тому, що при холодній прокатці мідну штабу на вхідній стороні змащують мастилом, а на вихідній стороні охолоджують холодними або охолодженими до низьких температур (кріогенними) інертними газами. Для охолоджування можуть бути залучені різні середовища. При цьому є переважним, щоб задане значення для параметрів прокатки встановлювалося на максимальну температуру штаби 120°. Завдяки цьому параметри (дійсні значення) для лиття і фрезерування можна зв'язати з процесом прокатки. Спосіб може бути ще більш поліпшений завдяки тому, що холоднокатані до кінцевої товщини 5 84815 6 штаби при дотриманні температурного режиму При двох пристроях лиття технологічна лінія рулони мідної штаби піддають подальшому подріскомпонована таким чином, що у разі двох парабненню структури або в ковпаковому пристрої відлельно розливаючих пристроїв вертикального палу в формі рулонів, або в процесі безперервного безперервного лиття штаби за відповідним привідпалу, після чого травлять, промивають, сушать і строєм фрезерування відповідно йде реверсивна контролюють поверхню і піддають подальшій обкліть. робці в формі рулонів. Інша комбінація лиття/фрезерування і прокатТехнологічна лінія для виготовлення металеки виходить завдяки тому, що у разі технологічно вих стрічок з міді або мідних сплавів з щонайменпаралельних пристроїв вертикального і горизонташе одним пристроєм виплавки, пристроєм лиття і льного безперервного лиття штаби за ними відпопристроєм прокатки переважно скомпонована для відно йде по одній реверсивній кліті. холодної деформації мідної штаби по товщині від Для всіх комбінацій технологічної лінії перед23 до 0,2мм. бачено, що пристрій відпалу виконаний відповідно Для рішення поставленої задачі відносно приабо з ковпакового пристрою для відпалу рулонів, строїв пропонується, що услід за пристроєм виабо з пристрою безперервного відпалу у вигляді плавки в напрямку технологічного маршруту попідвісної стрічкової печі. слідовно один за одним розташовані щонайменше На кресленнях представлені приклади реаліпристрій вертикального безперервного лиття штазації винаходу, які далі описуються більш детальби і/або пристрій горизонтального безперервного но. Вони показують: лиття штаби, безпосередньо прилеглий пристрій Фіг.1 - всю технологічну лінію в модульному фрезерування, пристрій розмотування штаби з зображенні з окремими вузлами, рулону, пристрій холодної прокатки, пристрій змоФіг.2 технологічну лінію із зумовленою місцем тування в рулон і пристрій відпалу. Пристрій лиття комбінацією з пристрою безперервного лиття штазлитків, які охолоджуються і повинні знов нагріваби з пристроєм фрезерування в блоковому зобратися в печі до температури прокатки і сама кліть женні, гарячої прокатки повністю відпадають. Завдяки Фіг.3 - технологічну лінію з такою комбінацією з цьому при створенні технологічної лінії потрібні не пристрою безперервного лиття штаби/пристрою тільки менші інвестиційні витрати, але і менші вифрезерування/реверсивної кліті в блоковому зоробничі витрати в процесі виробництва (витрати браженні, на ремонт і час на ремонт), яким «протистоїть» Фіг.4 - те хнологічну лінію з комбінацією прибільш висока продуктивність установки. стрій безперервного лиття штаби/пристрій фрезеПри подальшій характеристиці технологічної рування/і тандемна кліть в блоковому зображенні, лінії виходять додаткові перераховані нижче переФіг.5 - те хнологічну лінію з комбінацією приваги. стрій безперервного лиття штаби/пристрій фрезеПристрій холодної прокатки складається з рерування і тандемна кліть в блоковому зображенні, версивної кліті. Фіг.6 - те хнологічну лінію з двома паралельПристрій фрезерування безпосередньо приляними пристроями безперервного лиття штаби, які гає до пристрою вертикального безперервного скомбіновані з пристроєм фрезерування і тандемлиття штаби. Мідна штаба переважним чином ною кліттю, в блоковому зображенні, проходить безпосередньо в наступний пристрій. Фіг.7 - технологічну лінію з пристроями вертиПристрій вертикального безперервного лиття кального і горизонтального безперервного лиття штаби, пристрій фрезерування і реверсивна кліть штаби з безпосередньо прилеглими до них приприлягають безпосередньо один до одного. Мідна строями фрезерування і тандемною кліттю в блоштаба без перерви проходить в наступний приковому зображенні, стрій. Фіг.8 - технологічну лінію з пристроями вертиПристрій холодної прокатки складається з такального безперервного лиття штаби і пристроями ндемної кліті. фрезерування, які відповідно йдуть один за одним, Пристрій вертикального безперервного лиття після яких розташовані паралельні реверсивні штаби, пристрій фрезерування і тандемна кліть кліті, в блоковому зображенні, і безпосередньо прилягають один до одного. Мідна Фіг.9 - те хнологічну лінію з паралельними паштаба без перерви проходить від пристрою до рами з пристрою вертикального безперервного пристрою. лиття штаби/пристрою горизонтального безперерДля більш високих прокатних потужностей є вного лиття штаби, за якими відповідно йде ревепереважним, щоб тандемній кліті були додані два рсивна кліть. встановлені паралельно і перед нею пристрої верЩоб виготувати металеву штабу 1 з такого тикального безперервного лиття штаби з пристроматеріалу Фіг.1 розплав 2, наприклад, міді або ями фрезерування. мідного сплаву, з не показаної більш детально Більш висока продуктивність розливання в поплавильної печі розливають в процесі 3 безпереррівнянні з пристроєм прокатки може досягатися вного лиття штаби, і мідну штабу 4 очищають від завдяки тому, що перед тандемною кліттю розтаокалини з верхньої сторони 5а і нижньої сторони шовані відповідно один пристрій вертикального 5b шляхом фрезерування 5 відповідно за допомобезперервного лиття штаби і один пристрій горигою встановлених навскоси один навпроти одного зонтального безперервного лиття штаби відповідопорних валків, піддають процесу 6 холодної проно до пристроєм фрезерування, який іде безпосекатки і після контролю 12 поверхні змотують в руредньо за ними. лон 13 і готують до відвантаження. 7 84815 8 Рулон 13 для подальшого зниження товщини палу, підвісна стрічкова піч 32а і разом з стадією 18 мідної штаби можна також знов направити в 11 дресирувальної прокатки і, якщо бажано, попепроцес 6 холодної прокатки. Дуже сильно ущільречне різання 15 за допомогою летючих ножиць і нена завдяки цьому стр уктура при обробці відпаподовжнє різання 16 на стрічки 17 з мідної штаби. лом 7, травленням 8, промиванням 9, сушінням 10 Згідно з Фіг.3, пристрій 24а вертикального безі, при необхідності, на стадії дресирувальної проперервного лиття штаби, пристрій 25 фрезеруванкатки 11 після контролю 12 змотується в проконтня і реверсивна кліть 29 утворюють функціонально рольований рулон 13. взаємодіючу систему. З проконтрольованих відносно їх поверхні руНа Фіг.4 пристрій 22 холодної прокатки склалонів 13 шляхом поперечного різання 15 мідної дається з тандемної кліті 30. Пристрій 25 фрезештаби 4 отримують листи 14 у вигляді штабелів і рування знов прилягає безпосередньо до принаправляють на відвантаження. Альтернативно, з строю 24а вертикального безперервного лиття проконтрольованих рулонів 13 шляхом подовжштаби. нього різання 16 отримують змотувані в бунти Згідно з Фіг.5, пристрій 24а вертикального безстрічки 17 з мідної штаби і направляють на відванперервного лиття штаби, пристрій 25 фрезерувантаження (в напрямку стрілки). ня і тепер вже тандемна кліть 30, подібно до подаПроцес 6 холодної прокатки може для отриного на Фіг.3, утворюють працюючу спільно мання бажаної структури і аналогічних властивоссистему. Ковпаковий пристрій 31 відпалу, підвісна тей для збереження робочих валків виконуватися стрічкова піч 32а, стадія 11 дресирувальної прокатаким чином, що мідну штабу 4 на вхідній стороні тки, при необхідності поперечне різання 15 і/або(Фіг.1, зліва) змащують маслом, а на вихідній стоподовжнє різання 16 йдуть один за одним без зміроні (Фіг.1, праворуч) охолоджують і очищають ни, як і на попередніх Фіг.2-4. холодними або охолодженими до низьких темпеНа Фіг.6 показане підвищення продуктивності ратур інертними газами, такими як, наприклад, процесу лиття. Для цього тандемній кліті 30 видіазот. Задані значення для параметрів прокатки лено два розташованих паралельно і перед нею встановлюються на максимальну температуру пристрої 24а, 24а вертикального безперервного штаби 120°С на вихідній стороні. лиття штаби з пристроєм 25 фрезерування. Товщина 18 готової штаби виходить на основі Згідно з Фіг.7, перед тандемною кліттю 30 такого переважного способу при дотриманні темвстановлений один пристрій (24а) вертикального пературного режиму, і рулони 13 мідної штаби безперервного лиття (ВБЛ) і один пристрій 24Ь обробляють або в ковпаковому пристрої 31 відпагоризонтального безперервного лиття (ГНЛ) штаби лу в формі рулонів 13 (верхня частина Фіг.1), або в в кожному випадку з функціонально зв'язаним з процесі 7 безперервного відпалу з тим, щоб подріними пристроєм (25) фрезерування. бнити структур у і зробити металеву штабу знов На Фіг.8 при двох пристроях 24а, 24а вертикабільш м'якою. Після цього відбувається травлення льного безперервного лиття штаби, які проходять 8, промивання 9, сушіння 10 і змотування в прокопаралельно, за відповідним пристроєм 25 фрезентрольовані відносно поверхні рулони 13. рування йде відповідно реверсивна кліть 29 на З пристрою 20 виплавки (наприклад, електрозвичайній, прив'язаній до місця відстані. печі) розплав спрямовується в пристрій 21 лиття, Згідно з Фіг.9, прийшли до того розміщення, який складається з пристрою (24а) вертикального що у разі технологічно паралельних пристроїв 24а, або, в особливих випадках або у разах наявності 24b вертикального і горизонтального безперервновже існуючих потужностей, також з пристрою 24b го лиття штаби відповідно на звичайній відстані горизонтального безперервного лиття штаби. розташована реверсивна кліть 29. Пристрій 28 У пристрої 22 прокатки, який прилягає безповідпалу складається відповідно або з ковпакового середньо до пристрою 21 лиття і фрезерування 5, пристрою 31 для відпалу рулонів 13, або з припереважно відбувається холодна деформація на строю 32 безперервного відпалу у вигляді підвісної товщин у 18 мідної штаби від 23мм до 0,2мм. стрічкової печі. За пристроєм 20 виплавки в напрямку 23 техПерелік посилальних позначень нологічного маршруту йдуть один за одним що1 металева штаба найменше пристрій 24а вертикального безперерв2 розплав ного лиття штаби або, у виняткових випадках, уже 3 процес безперервного лиття штаби наявний пристрій 24b горизонтального безперерв4 мідна штаба ного лиття штаби, безпосередньо прилеглий при5 фрезерування стрій 25 фрезерування, пристрій 26 розмотування 5 а верхня сторона металевої штаби 5Ь нижня штаби з рулону, пристрій 22 холодної прокатки, сторона металевої штаби пристрій 27 змотування штаби в рулон і пристрій 6 процес холодної прокатки 28 відпалу, які всі розташовані послідовно один за 7 відпал одним в напрямку 23 технологічного маршруту. 8 травлення Пристрій 22 холодної прокатки в цьому при9 промивання кладі реалізації складається з реверсивної кліті 29. 10 сушіння Істотною складовою частиною винаходу є те, що 11 стадія дресирувальної прокатки пристрій 25 фрезерування прилягає безпосеред12 контроль ньо до пристрою 24а вертикального безперервно13 (проконтрольований) рулон го лиття штаби (або пристрою 24b горизонтально14 листи го безперервного лиття штаби). Потім йде 15 поперечне різання реверсивна кліть 29, ковпаковий пристрій 31 від16 подовжнє різання 9 84815 10 17 стрічки з мідної штаби 25 пристрій фрезерування 18 товщина мідної штаби 19 26 пристрій розмотування штаби з рулону 20 пристрій виплавки 27 пристрій змотування штаби в р улон 21 пристрій лиття 28 пристрій відпалу 22 пристрій (холодної) прокатки 29 реверсивна кліть 23 напрямок технологічного маршруту 30 тандемна кліть 24а пристрій вертикального безперервного 31 ковпаковий пристрій відпалу лиття штаби 24Ь пристрій горизонтального безпе32 пристрій безперервного відпалу 32а підвісрервного лиття штаби на стрічкова піч 11 Комп’ютерна в ерстка В. Мацело 84815 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and production line for manufacturing metal strips made of copper or copper alloys
Автори англійськоюRichter Hans-Peter, Weingarten Ludwig, Pawelski Hartmut, Link Rainer, Mueller Wolfheinrich
Назва патенту російськоюСпособ и технологическая линия изготовления металлических полос из меди или медных сплавов
Автори російськоюРихтер Ханс-Петер, Вайнгартен Людвиг, Павельски Хартмут, Линк Райнер, Мюллер Вольфхайнрих
МПК / Мітки
Мітки: сплавів, спосіб, мідних, виготовлення, міді, технологічна, металевих, штаб, лінія
Код посилання
<a href="https://ua.patents.su/6-84815-sposib-i-tekhnologichna-liniya-dlya-vigotovlennya-metalevikh-shtab-z-midi-abo-midnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб і технологічна лінія для виготовлення металевих штаб з міді або мідних сплавів</a>
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки л63
Номер патенту: 8966
Опубліковано: 15.08.2005
Автори: Шпаковскій Вадім, Клюєв Сергій Петрович, Клюєв Андрій Петрович
Мітки: переважно, сплаву, марки, штаб, основі, спосіб, міді, листів, виготовлення
Формула / Реферат:
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки Л63, що включає гарячу прокатку зливка, багатостадійну холодну прокатку з регламентованим режимом обтиснень по проходах і проміжний відпал між стадіями холодної прокатки, який відрізняється тим, що гарячу прокатку здійснюють у перших трьох проходах із сумарним відносним обтисненням 76 - 77 %, холодну прокатку ведуть у валках, чистота обробки поверхні яких відповідає...
Технологічна лінія для виготовлення порошків алюмінію та його сплавів
Номер патенту: 14503
Опубліковано: 09.01.1997
Автори: Сімонов Віктор Сергійович, Калінін Валерій Георгійович, Копершевич Павло Михайлович, Константінов Микола Борисович, Нейков Олег Доміанович
МПК: B22F 9/08
Мітки: сплавів, алюмінію, лінія, технологічна, порошків, виготовлення
Формула / Реферат:
Технологическая линия для получения порошков алюминия и его сплавов, включающая резервуар-аккумулятор воды, плавильную печь, металлоприемник, диспергирующее устройство, камеру распыления, водоочистной фильтр, сушильную установку, отличающаяся тем, что она дополнительно снабжена холодильной машиной, гидроклассификатором, мешалкой, механическими обезвоживателями и газоотводящим устройством, при этом плавильная печь снабжена аспирационным...
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування
Номер патенту: 80890
Опубліковано: 12.11.2007
Автори: Будніков Володимир Іванович, Уланова Олександра Лук'янівна, Побегайло Олег Андрійович, Климанчук Владислав Владиславович, Пасько Іван Олександрович, Шебаніц Едуард Миколайович, Норка Сергій Петрович, Пасько Тетяна Григорівна, Мурашкін Олександр Вікторович
МПК: B21B 1/22
Мітки: штаб, тонких, спосіб, наступного, холоднокатаних, оцинкування, виготовлення
Формула / Реферат:
Спосіб виготовлення тонких штаб для наступного оцинкування, що включає гарячу прокатку на стані 1700, травлення гарячекатаного прокату в безупинно - травильних лініях з наступним обрізанням бічних країв і змотуванням травлених штаб у рулони та холодну прокатку тонких штаб, який відрізняється тим, що гарячу прокатку штаб здійснюють з розгоном, із заправною швидкістю 8,8 - 10 м/с, а швидкість прокатки штаб після розгону встановлюють 10,6...
Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення
Номер патенту: 40606
Опубліковано: 15.08.2001
Автори: Ное Андреас, Баукло Дітер, Ное Рольф
МПК: C22F 1/18, B21B 45/04, C21D 8/02
Мітки: виготовлення, лінія, холоднокатаних, стрічок, сталі, сталевих, титану, металевих, спосіб, здійснення, нержавіючої, сплавів
Формула / Реферат:
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с...
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування
Номер патенту: 15237
Опубліковано: 15.06.2006
Автори: Побегайло Олег Андрійович, Шебаніц Едуард Миколайович, Пасько Іван Олександрович, Климанчук Владислав Владиславович, Мурашкін Олександр Вікторович, Норка Сергій Петрович, Уланова Олександра Лук'янівна, Пасько Тетяна Григорівна, Будніков Володимир Іванович
МПК: C21D 8/00
Мітки: наступного, оцинкування, спосіб, штаб, виготовлення, холоднокатаних, тонких
Формула / Реферат:
Спосіб виготовлення тонких холоднокатаних штаб для наступного оцинкування, що включає гарячу прокатку на стані 1700, травлення гарячекатаного прокату в безупиннотравильних лініях з якісною обрізкою бічних крайок і змотуванням травлених стрічок у рулони, холодну прокатку тонких штаб, який відрізняється тим, що гарячу прокатку штаб товщиною 1,6 мм здійснюють з розгоном із заправною швидкістю 8,8-10 м/с, швидкість прокатки тонких штаб після...