Напрямний пристрій для безперервної заготовки і спосіб його експлуатації

Формула / Реферат
1. Напрямний пристрій для безперервнолитої заготовки (100), який забезпечує підтримування і направляння безперервнолитої заготовки після виходу з кристалізатора (210) в установці безперервного лиття, що містить щонайменше один сегмент, при цьому сегмент включає в себе:
- першу розміщену біля широкого боку безперервнолитої заготовки роликову напрямну (114-1);
- другу розміщену біля протилежного боку безперервнолитої заготовки роликову напрямну (114-2), причому на першій і другій роликових напрямних (114) з можливістю обертання розташовано відповідно щонайменше по одному ролику для підтримування і направляння безперервнолитої заготовки;
- щонайменше один перший встановлювальний елемент (118-3, 118-4) для з'єднання першої роликової напрямної (114-1) з першою станиною (112-1) і для індивідуального позиціонування першої роликової напрямної (114-1) відносно нейтральної фази (N) безперервнолитої заготовки; і
- щонайменше один другий встановлювальний елемент (118-1, 118-2) для з'єднання другої роликової напрямної (114-2) з другою станиною (112-2) і для індивідуального позиціонування другої роликової напрямної (114-2) відносно нейтральної фази (N) безперервнолитої заготовки;
при цьому роликові напрямні (114-1, 114-2) виконані з можливістю симетричного або несиметричного встановлення відносно нейтральної фази безперервнолитої заготовки.
2. Пристрій за п. 1, який відрізняється тим, що перший і/або другий встановлювальні елементи (118) виконані механічними і такими, що забезпечують статичне встановлення індивідуальної позиції роликових напрямних (114) відносно нейтральної фази (N) за допомогою дистанціюючих вставок (119).
3. Пристрій за п. 1, який відрізняється тим, що перший і/або другий встановлювальні елементи (118) виконані гідравлічними для встановлення позиції роликових напрямних (114) відносно нейтральної фази (N) безперервнолитої заготовки.
4. Пристрій за будь-яким із пп. 1-3, який відрізняється тим, що передбачені чотири розташовані поруч з кутовими зонами першої роликової напрямної (114) перші встановлювальні елементи для індивідуального позиціонування першої роликової напрямної (114-1) відносно нейтральної фази (N).
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що перша і/або друга станина є рамою сегмента.
6. Спосіб підтримування і направляння безперервнолитої заготовки після виходу з кристалізатора (210) в напрямному пристрої (100) для безперервної заготовки за будь-яким із пп. 1-5, що містить щонайменше один сегмент, причому сегмент включає в себе першу розміщену біля широкого боку безперервнолитої заготовки роликову напрямну (114-1) і другу розміщену біля протилежного боку заготовки роликову напрямну (114-2), щонайменше один перший встановлювальний елемент (118-3, 118-4) для з'єднання першої роликової напрямної (114-1) з першою станиною (112-1) і щонайменше один другий встановлювальний елемент (118-1, 118-2) для з'єднання другої роликової напрямної (114-2) з другою станиною, при якому здійснюють:
- підтримування і направляння безперервнолитої заготовки за допомогою індивідуального позиціонування першої роликової напрямної (114-1) за допомогою першого встановлювального елемента відносно нейтральної фази (N) безперервнолитої заготовки; та
- індивідуальне позиціонування другої роликової напрямної (114-2) за допомогою другого встановлювального елемента відносно нейтральної фази (N) безперервнолитої заготовки, при цьому позиціонування першої роликової напрямної (114-1) і другої роликової напрямної (114-2) виконують симетрично або несиметрично відносно нейтральної фази (N).
7. Спосіб за п. 6, який відрізняється тим, що встановлювальні елементи виконані гідравлічними, при цьому індивідуальне позиціонування роликових напрямних відносно нейтральної фази (N) безперервнолитої заготовки змінюють під час лиття.
Текст
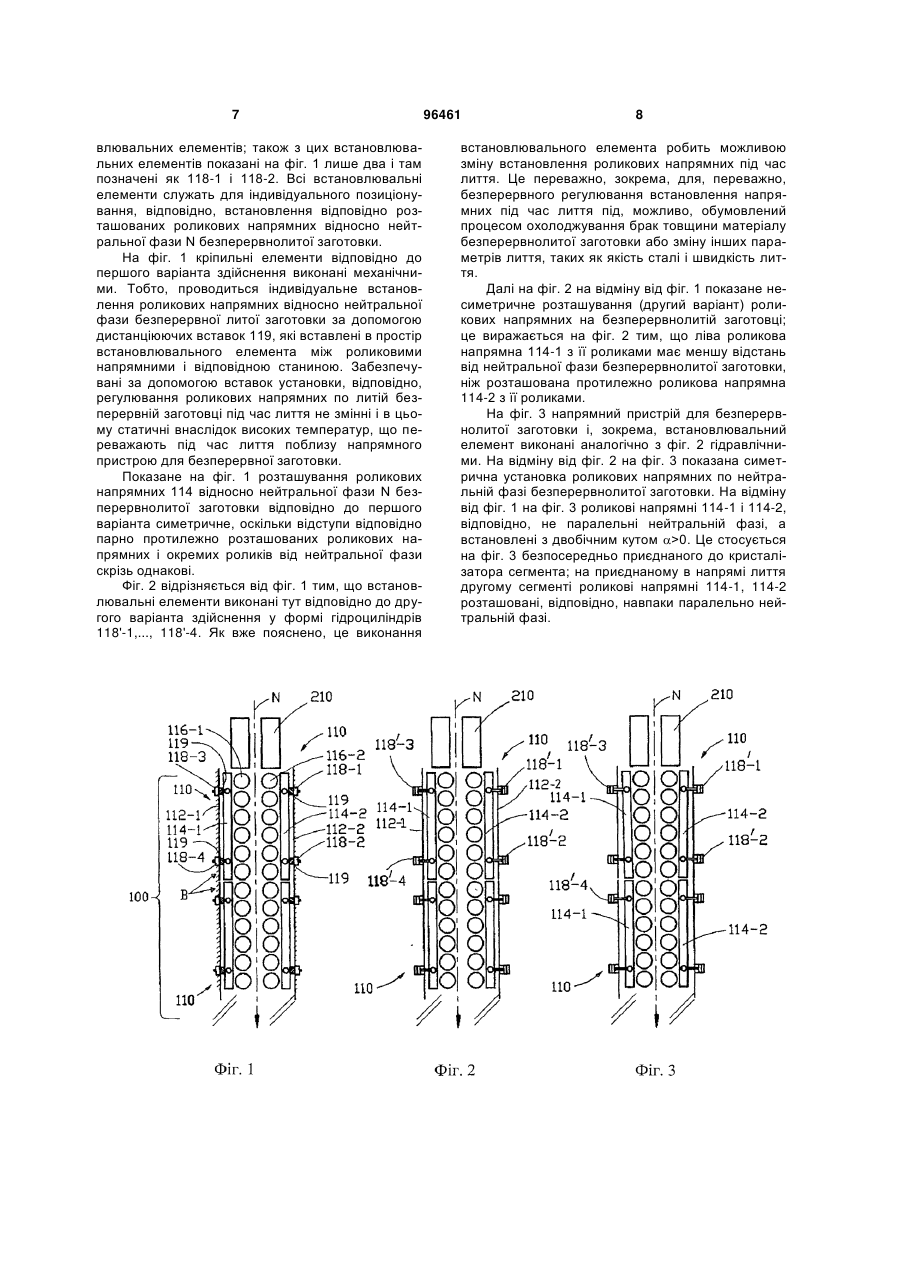
1. Напрямний пристрій для безперервнолитої заготовки (100), який забезпечує підтримування і направляння безперервнолитої заготовки після виходу з кристалізатора (210) в установці безперервного лиття, що містить щонайменше один сегмент, при цьому сегмент включає в себе: - першу розміщену біля широкого боку безперервнолитої заготовки роликову напрямну (114-1); - другу розміщену біля протилежного боку безперервнолитої заготовки роликову напрямну (114-2), причому на першій і другій роликових напрямних (114) з можливістю обертання розташовано відповідно щонайменше по одному ролику для підтримування і направляння безперервнолитої заготовки; - щонайменше один перший встановлювальний елемент (118-3, 118-4) для з'єднання першої роликової напрямної (114-1) з першою станиною (1121) і для індивідуального позиціонування першої роликової напрямної (114-1) відносно нейтральної фази (N) безперервнолитої заготовки; і - щонайменше один другий встановлювальний елемент (118-1, 118-2) для з'єднання другої роликової напрямної (114-2) з другою станиною (112-2) і для індивідуального позиціонування другої роликової напрямної (114-2) відносно нейтральної фази (N) безперервнолитої заготовки; 2 (19) 1 3 96461 4 відносно нейтральної фази (N) безперервнолитої заготовки; та - індивідуальне позиціонування другої роликової напрямної (114-2) за допомогою другого встановлювального елемента відносно нейтральної фази (N) безперервнолитої заготовки, при цьому позиціонування першої роликової напрямної (114-1) і другої роликової напрямної (114-2) виконують си метрично або несиметрично відносно нейтральної фази (N). 7. Спосіб за п. 6, який відрізняється тим, що встановлювальні елементи виконані гідравлічними, при цьому індивідуальне позиціонування роликових напрямних відносно нейтральної фази (N) безперервнолитої заготовки змінюють під час лиття. Винахід стосується напрямного пристрою для безперервної заготовки для підтримування і направляння безперервних литих заготовок і способу його експлуатації всередині установки безперервного розливання, зокрема для сляба і тонкого сляба. Винахід застосовується принципово у всіх видах напрямних пристроїв для безперервної заготовки, зокрема на вертикальних, горизонтальних і дугових установках. Більш конкретно, винахід стосується позиціонування, відповідно, регулювання, роликових напрямних всередині напрямного пристрою. Напрямний пристрій для безперервної заготовки з роликовими напрямними для підтримання і направляння безперервних литих заготовок принципово відомий в рівні техніки. DE 1583620 А1 розкриває пристрій для обробки безперервнолитих заготовок за допомогою валків, в яких елемент, що направляє заготовку, передбачений з роликовими напрямними, які з одного боку утримуються з можливістю повороту, а на другому кінці - з можливістю зміщення так, що роликові напрямні можуть v-подібно виставлятися відносно нейтральної фази або також від середньої осі литої заготовки. ЕР 0834364 В1 розкриває пристрій для установки безперервного розливання із зменшенням товщини заготовки, в якому передбачені розташовані один навпроти одного ролики, причому ролики одного боку розташовані нерухомо, а ролики іншого протилежного боку - навантажуваними відносно нерухомих роликів. При цьому найближча до кристалізатора роликова напрямна на своєму найближчому до кристалізатора кінці встановлена з можливістю повороту, причому інший кінець роликової напрямної може переміщатися. Ці перші роликові напрямні парно з'єднані одна з одною і обмежено рухомі з урахуванням з'єднання, причому завжди кінець роликової напрямної рухомий разом з іншим кінцем суміжної роликової напрямної. Також ЕР 0545104 В1 розкриває пристрій для безперервного лиття, причому пристрій має жорстко розташований блок роликів і інший другий блок роликів, що закріпляються відносно цього першого блока роликів. У рівні техніки відомі, таким чином, установки для безперервного лиття, які мають однобічне жорстке розташування роликів або які передбачають симетричне розташування роликів так, що формується v-подібна щілина між роликами. При цьому є недолік, що безперервній заготовці внаслідок однобічного жорсткого розташування роликів надається жорстка геометрія, оскільки жорст кий бік представляє початкову точку для рухомого боку. З іншого боку, при симетричному vподібному розташуванні передбачена роликова щілина, основана на фіксованому вхідному розташуванні перших роликів, і нерухоме розташування протилежних роликів, що не допускає бажаної свободи при направлянні безперервної заготовки і в наданні форми безперервній заготовці. Розкриття винаходу, задача, рішення, переваги Задача винаходу полягає в тому, щоб створити пристрій і спосіб, які дозволяють гнучко змінювати напрям безперервної заготовки і параметри безперервної заготовки. Ця задача вирішена предметом пункту 1 формули. Таким чином, відповідний винаходу напрямний пристрій для безперервної заготовки включає в себе, зокрема, щонайменше перший встановлювальний елемент для з'єднання першої роликової напрямної з першою станиною і для індивідуального позиціонування першої роликової напрямної відносно нейтральної фази литої заготовки, і щонайменше другий встановлювальний елемент для з'єднання другої роликової напрямної з другою станиною і для індивідуального позиціонування другої роликової напрямної відносно нейтральної фази литої заготовки. Нейтральна фаза всередині ще не застиглої литої заготовки описується такою уявною лінією, яка, відповідно при розгляді в поперечному перерізі безперервної заготовки, з'єднує найбільш гарячі точки в поздовжньому напрямі безперервної заготовки. Вона може, але не повинна, зокрема при несиметричному охолоджуванні, співпадати з геометричною середньою лінією безперервної заготовки. Переважно, заявлений винахід робить можливим встановлення обох роликових напрямних одного сегмента напрямного пристрою на двох боках литої безперервної заготовки незалежно одна від одної відносно нейтральної фази безперервнолитої заготовки. Початковою точкою для встановлення і вирівнювання напрямного пристрою безперервної заготовки, відповідно, роликової напрямної, відповідно до винаходу є не роликова доріжка жорсткого боку як в рівні техніки, а нейтральна фаза безперервної заготовки. Таким чином, можливе згідно з винаходом індивідуальне, тобто незалежне, позиціонування або встановлення роликових напрямних на обох (широких) боках безперервнолитої заготовки відносно нейтральної фази безперервної заготовки або, як альтернатива, відносно відповідних станин, що дозволяє значно поліпшити якість при безперервному литті, 5 зокрема при виготовленні сляба. Безперервнолита заготовка за винаходом з технологічної точки зору поліпшується в тій мірі, поки можливе індивідуальне підтримування оболонки безперервнолитої заготовки за допомогою індивідуально встановлених роликових доріжок, причому підтримування може здійснюватися незалежно і гнучко беручи до уваги, якщо можливо, оптимальний характер процесу затвердівання, але, також, беручи до уваги бажане зниження м'якості і/або беручи до уваги здійснення Liquid-Core-Reduction (обтиснення з рідкою серцевиною). Відповідно до першого варіанта здійснення встановлювальні елементи з'єднані механічно і роблять можливим статичне встановлення індивідуальної позиції роликових напрямних відносно нейтральної фази безперервнолитої заготовки за допомогою дистанціюючих вставок, так званих Spacer. Як альтернатива, встановлювальні елементи можуть бути виконані як гідравлічні елементи. Це дає перевагу в тому, що тоді встановлення і, відповідно, зміна встановлення роликових напрямних, наприклад, можливі також за допомогою віддалено розташованого пульта керування під час експлуатації напрямного пристрою для безперервнолитої заготовки. Особливо стабільне позиціонування, відповідно, встановлення роликових напрямних до безперервної литої заготовки досягається, якщо роликові напрямні позиціонуються, відповідно, за допомогою чотирьох передбачених в їх відповідних кутових зонах встановлювальних елементів. Зокрема, тоді можливе позиціонування під певним кутом >0 до нейтральної фази литої безперервної заготовки. Відповідно, протилежні роликові напрямні можуть бути закріплені або на одній, або на, відповідно, різних станинах. Переважним чином у випадку станини мова йде про раму сегмента напрямного пристрою (проводки). Це, звичайно, ні в якому випадку не обов'язково; швидше мова може йти про бажаний нерухомий конструктивний елемент установки безперервного лиття або розташований поблизу установки безперервного лиття, наприклад, про стіну. Вищеназвана задача вирішена далі за допомогою способу експлуатації напрямного пристрою для безперервної заготовки. Переваги цього способу відповідають вищезазначеним з посиланням на установку перевагам. Крім того, підкреслюється, зокрема, перевага, що відповідний винаходу напрямний пристрій для безперервної заготовки і відповідний спосіб роблять можливим як симетричне, так і несиметричне встановлення роликових напрямних відносно нейтральної фази безперервної литої заготовки. При симетричному встановленні роликові напрямні встановлюються симетрично, тобто з відповідно однаковою відстанню від нейтральної фази гарячої заготовки. При симетричному встановленні реалізується природний процес затвердівання, за умови, що також всі інші технологічні процеси, наприклад, повторне охолоджування, на обох боках безперервної литої заготовки мають однакову ін 96461 6 тенсивність. Симетричне регулювання, відповідно, встановлення включає також симетричне встановлення роликових напрямних на обох боках безперервнолитої заготовки під кутом а>0 до нейтральної фази безперервнолитої заготовки. Несиметричне встановлення роликових напрямних відносно нейтральної фази безперервнолитої заготовки може бути раціональним, зокрема, під час лиття, якщо брати до уваги оптимальну конусність сегмента/плавного переходу, брати до уваги здійснення Liquid-Call-Reduction (обтиснення з рідкою серцевиною) або Soft-Reduction (м'якого обтиснення). Можлива за допомогою винаходу зміна симетричного або несиметричного встановлення роликових напрямних під час процесу лиття робить можливим постійне оптимальне регулювання положення роликових напрямних під регулювання параметрів залежно від типу сталі і залежно від швидкості лиття. Винахід доповнений в загальній кількості трьома фігурами, які показують: Фіг. 1 - установку для безперервного лиття з напрямним пристроєм для безперервної заготовки відповідно до першого варіанта здійснення для встановлення роликових напрямних; Фіг. 2 - установку для безперервного лиття з напрямним пристроєм для безперервної заготовки відповідно до другого варіанта здійснення для встановлення роликових напрямних; і Фіг. 3 - установку для безперервного лиття з напрямним пристроєм для безперервної заготовки відповідно до третього варіанта здійснення для встановлення роликових напрямних. Винахід далі описаний детально для варіантів здійснення з посиланнями на фігури. На всіх фігурах однакові технічні елементи позначені однаковими позиціями. Фіг. 1 показує установку 210 для безперервного лиття з кристалізатором 210 і напрямним пристроєм 100 для безперервної заготовки. Напрямний пристрій 100 для безперервної заготовки включає в себе два сегменти 110, які розташовані послідовно і нижче кристалізатора 210 в напрямі безперервного лиття (напрям стрілки). Кожний з обох сегментів 110 включає в себе першу роликову напрямну 114-1 на широкому боці безперервнолитої заготовки і другу роликову напрямну 114-2 на протилежному боці заготовки. Безперервнолита заготовка представлена на фіг. 1-3 у вигляді вертикальної штрихпунктирної лінії. Кожна з бічних роликових напрямних 114-1, 114-2 включає в себе відповідно декілька роликів 116-1, 116-2 для підтримування і направляння заготовки. Перша роликова напрямна 114-1 переважно може варійованим чином позиціонуватися на першій станині 1121 за допомогою чотирьох встановлювальних елементів 118, тобто закріплюватися на змінній відстані. З чотирьох перших встановлювальних елементів лише два показані на фіг. 1 і позначені там посиланнями 118-3 і 118-4. Аналогічно, друга роликова напрямна 114-2 закріплена з можливістю варійованого позиціонування на другій станині 112-2 за допомогою, переважно, чотирьох встано 7 влювальних елементів; також з цих встановлювальних елементів показані на фіг. 1 лише два і там позначені як 118-1 і 118-2. Всі встановлювальні елементи служать для індивідуального позиціонування, відповідно, встановлення відповідно розташованих роликових напрямних відносно нейтральної фази N безперервнолитої заготовки. На фіг. 1 кріпильні елементи відповідно до першого варіанта здійснення виконані механічними. Тобто, проводиться індивідуальне встановлення роликових напрямних відносно нейтральної фази безперервної литої заготовки за допомогою дистанціюючих вставок 119, які вставлені в простір встановлювального елемента між роликовими напрямними і відповідною станиною. Забезпечувані за допомогою вставок установки, відповідно, регулювання роликових напрямних по литій безперервній заготовці під час лиття не змінні і в цьому статичні внаслідок високих температур, що переважають під час лиття поблизу напрямного пристрою для безперервної заготовки. Показане на фіг. 1 розташування роликових напрямних 114 відносно нейтральної фази N безперервнолитої заготовки відповідно до першого варіанта симетричне, оскільки відступи відповідно парно протилежно розташованих роликових напрямних і окремих роликів від нейтральної фази скрізь однакові. Фіг. 2 відрізняється від фіг. 1 тим, що встановлювальні елементи виконані тут відповідно до другого варіанта здійснення у формі гідроциліндрів 118'-1,..., 118'-4. Як вже пояснено, це виконання 96461 8 встановлювального елемента робить можливою зміну встановлення роликових напрямних під час лиття. Це переважно, зокрема, для, переважно, безперервного регулювання встановлення напрямних під час лиття під, можливо, обумовлений процесом охолоджування брак товщини матеріалу безперервнолитої заготовки або зміну інших параметрів лиття, таких як якість сталі і швидкість лиття. Далі на фіг. 2 на відміну від фіг. 1 показане несиметричне розташування (другий варіант) роликових напрямних на безперервнолитій заготовці; це виражається на фіг. 2 тим, що ліва роликова напрямна 114-1 з її роликами має меншу відстань від нейтральної фази безперервнолитої заготовки, ніж розташована протилежно роликова напрямна 114-2 з її роликами. На фіг. 3 напрямний пристрій для безперервнолитої заготовки і, зокрема, встановлювальний елемент виконані аналогічно з фіг. 2 гідравлічними. На відміну від фіг. 2 на фіг. 3 показана симетрична установка роликових напрямних по нейтральній фазі безперервнолитої заготовки. На відміну від фіг. 1 на фіг. 3 роликові напрямні 114-1 і 114-2, відповідно, не паралельні нейтральній фазі, а встановлені з двобічним кутом >0. Це стосується на фіг. 3 безпосередньо приєднаного до кристалізатора сегмента; на приєднаному в напрямі лиття другому сегменті роликові напрямні 114-1, 114-2 розташовані, відповідно, навпаки паралельно нейтральній фазі. 9 Комп’ютерна верстка Л. Купенко 96461 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStrand guiding device and method for operating it
Автори англійськоюWeyer, Axel, Stavenow, Axel
Назва патенту російськоюНаправляющее устройство для непрерывной заготовки и способ его эксплуатации
Автори російськоюВейер Аксель, Штафенов Аксель
МПК / Мітки
МПК: B22D 11/128, B22D 11/20, B22D 11/12
Мітки: напрямний, безперервної, експлуатації, спосіб, пристрій, заготовки
Код посилання
<a href="https://ua.patents.su/5-96461-napryamnijj-pristrijj-dlya-bezperervno-zagotovki-i-sposib-jjogo-ekspluataci.html" target="_blank" rel="follow" title="База патентів України">Напрямний пристрій для безперервної заготовки і спосіб його експлуатації</a>
Напрямний пристрій проведення заготовки прокату у вертикальних прокатних клітях
Номер патенту: 77979
Опубліковано: 15.02.2007
Автори: Кляйн Ахім, Вендт Штефан
МПК: B21B 13/06, B21B 39/14
Мітки: напрямний, заготовки, вертикальних, клітях, прокатних, пристрій, проведення, прокату
Формула / Реферат:
1. Напрямний пристрій у вертикальних прокатних клітях (WG) з розташованими з обох боків парами вертикальних валків (VW), зверху роликів (RR) рольганга, за допомогою якого подається заготовка прокату спочатку в одному, а потім у зворотному напрямку, і встановлюваними перпендикулярно напрямку прокатування з можливістю пересування, настроювання і жорсткого закріплення тримачами (TR) вертикальних напрямних пластин (FP) для спрямовування прокату,...
Спосіб виготовлення напрямних роликів для безперервної заготовки
Номер патенту: 95615
Опубліковано: 25.08.2011
Автор: Моервалд Карл
МПК: B22D 11/128
Мітки: виготовлення, заготовки, напрямних, безперервної, спосіб, роликів
Формула / Реферат:
1. Спосіб виготовлення напрямних роликів для безперервної заготовки для установки безперервного розливання із депонованих на складі готових компонентів та компонентів-напівфабрикатів, принаймні таких як опори роликів, готові опорні вали та матеріал-напівфабрикат для виготовлення гільз роликів, а також різноманітні малі деталі та додаткові внутрішні та допоміжні частини, згідно з яким:- опори роликів зберігають на складі за типовим...
Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, виконаної у перерізі як тонкий сляб і вертикально відлитої з певною швидкістю розливу, та ливарно-прокатний агрегат для здійснення
Номер патенту: 84128
Опубліковано: 25.09.2008
Автори: Хеннінг Вольфганг, Ріттнер Карл, Альтунтоп Зіткі, Колаковскі Манфред
МПК: B22D 11/12, B21B 1/46
Мітки: швидкістю, тонкий, розливу, спосіб, здійснення, виконано, заготовки, стальної, відлитої, певною, безперервної, сляб, ливарно-прокатний, перерізі, вертикальної, металевої, зокрема, агрегат, прокатки
Формула / Реферат:
1. Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, вертикально відлитої з певною швидкістю розливу та виконаної у перерізі як тонкий сляб, при якому заготовку при охолодженні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють в першу прокатну кліть для прокатки, який відрізняється тим, що після ділянки підтримки вертикально відлитої та затверділої заготовки, яка...
Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання
Номер патенту: 88241
Опубліковано: 25.09.2009
Автори: Штольп Крістіан, Классен Ханс Езау, Вейєр Аксель
МПК: B22D 11/12, B22D 11/20, B21B 37/00
Мітки: встановлення, спосіб, одного, відносної, розливання, безперервного, роликового, пристрою, виготовленої, заготовки, напрямного, сегмента, пристрій, щонайменше, методом
Формула / Реферат:
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий...
Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Цайбер Адольф-Густав, Вейєр Аксель, Гертнер Хорст, Летцель Дірк, Мілевскі Вілфрід
МПК: B22D 11/12, B22D 11/22, B22D 11/124, B22D 11/128, B22D 11/20
Мітки: обтисненням, безпосереднім, розливу, спосіб, безперервного, зокрема, сталевої, металевої, заготовки, пристрій, металу
Формула / Реферат:
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу...
Попередній патент: Фармацевтична композиція, що містить капецитабін
Наступний патент: Способи та пристрої для пошуку стільників в ортогональній системі безпровідного зв’язку
Випадковий патент: Муфта запобіжна пружна