Спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями
Номер патенту: 100332
Опубліковано: 10.12.2012
Автори: Лошенков Вадим Олександрович, Ночвай Володимир Матвійович, Кравченко Максим Павлович, Полонський Леонід Григорович, Степчин Олег Анатолійович
Формула / Реферат
Спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями, за яким обробляють зразок, пошарово видаляючи покриття, з урахуванням дефектного прошарку, який відрізняється тим, що на поперечному прямому шліфі, виготовленому зі зразка з покриттям, визначають мікротвердість покриття по глибині з кроком, що відповідає глибині різання при пошаровій механічній обробці зразка, потім обробляють пошарово зразок і вимірюють після кожного проходу мікротвердість оброблених поверхонь, далі співставляють по товщині мікротвердість покриття, визначену на поперечному прямому шліфі, і мікротвердість поверхонь, оброблених пошарово, після чого за критерієм мікротвердості враховують величину прошарку, який піддається наклепу, що супроводжує процес обробки поверхонь, розташованих у верхній дефектній зоні покриття, та призначають припуск, який дорівнює сумарній величині товщин дефектних прошарків перед початком якісної зони за вирахуванням прошарку, що піддається наклепу під час механічної обробки.
Текст
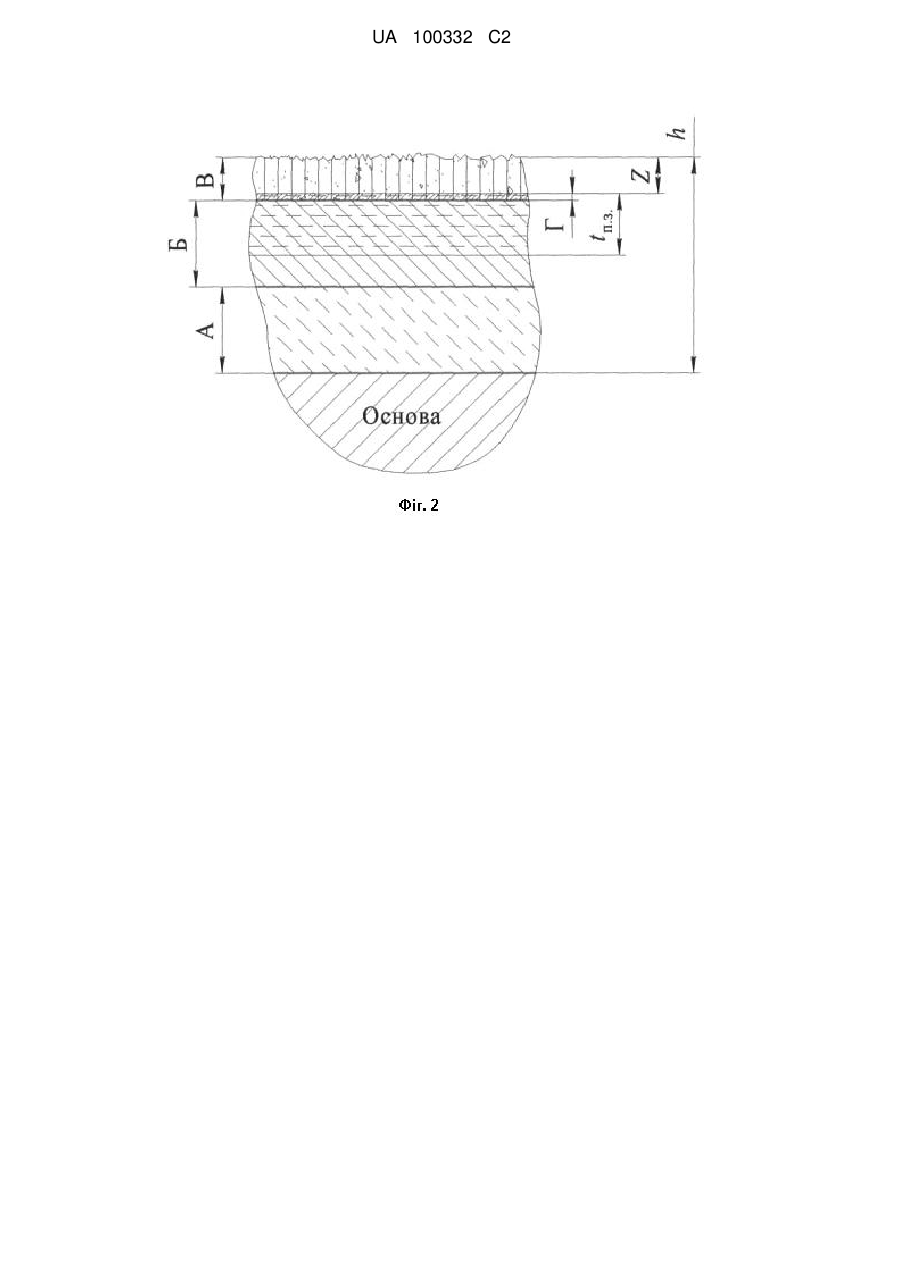
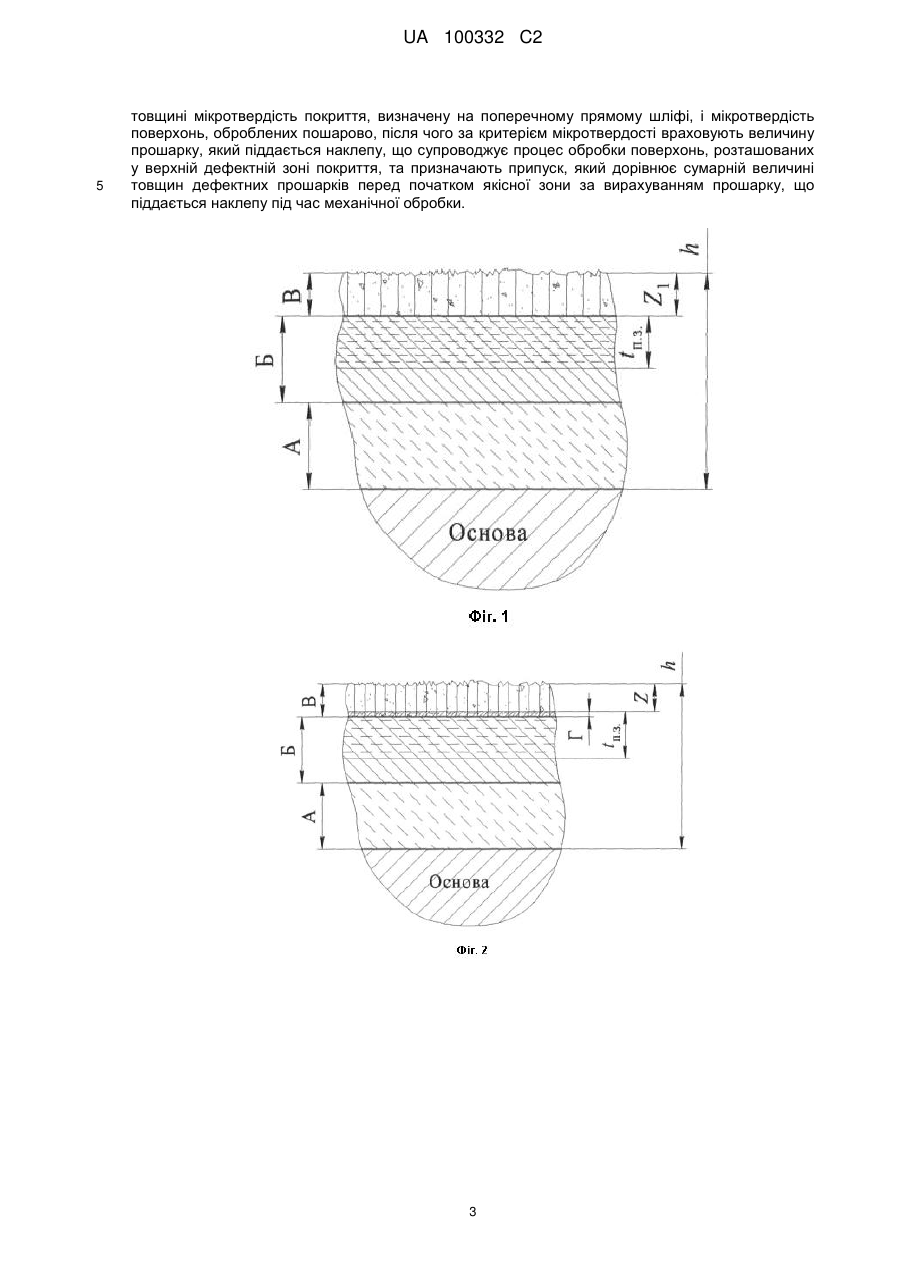
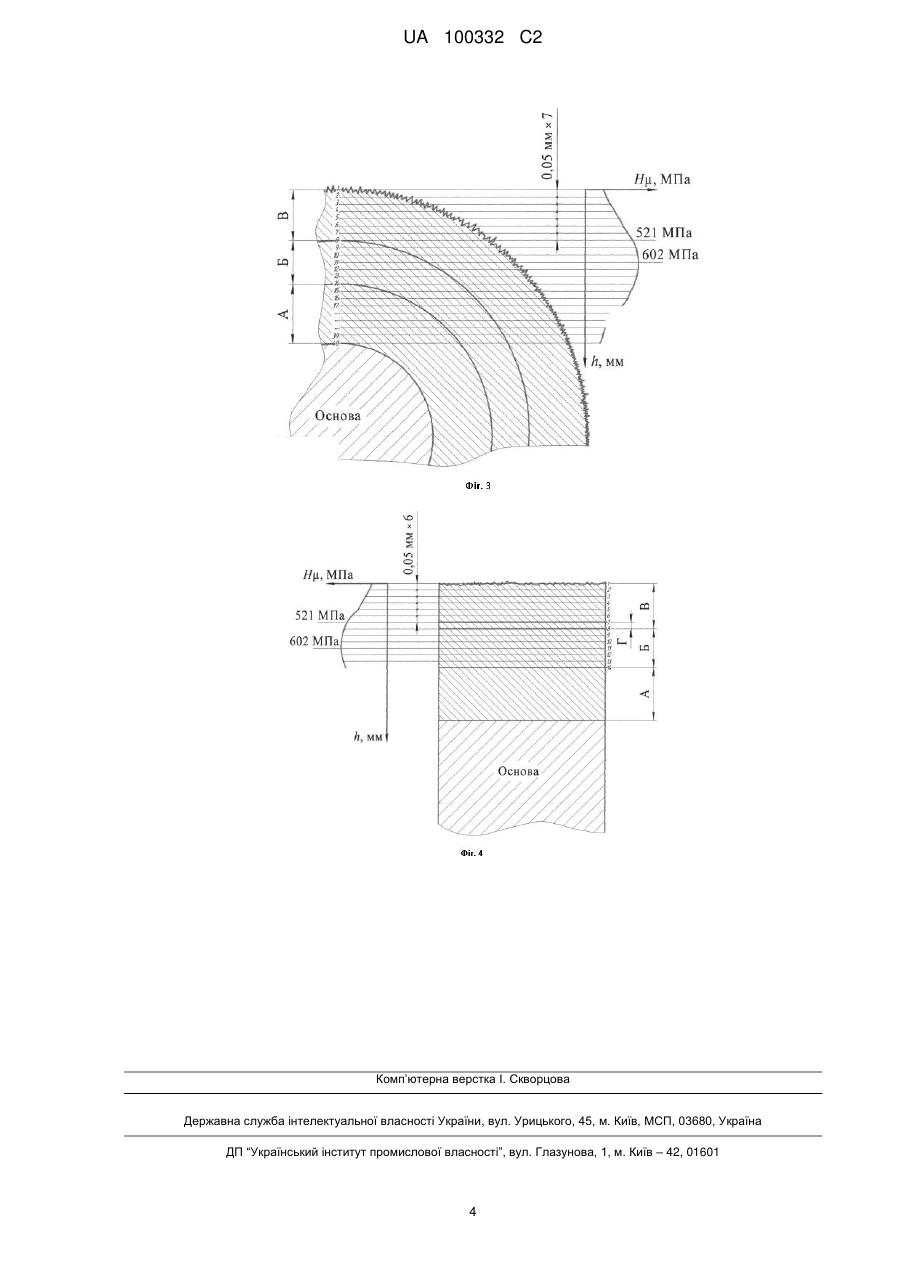
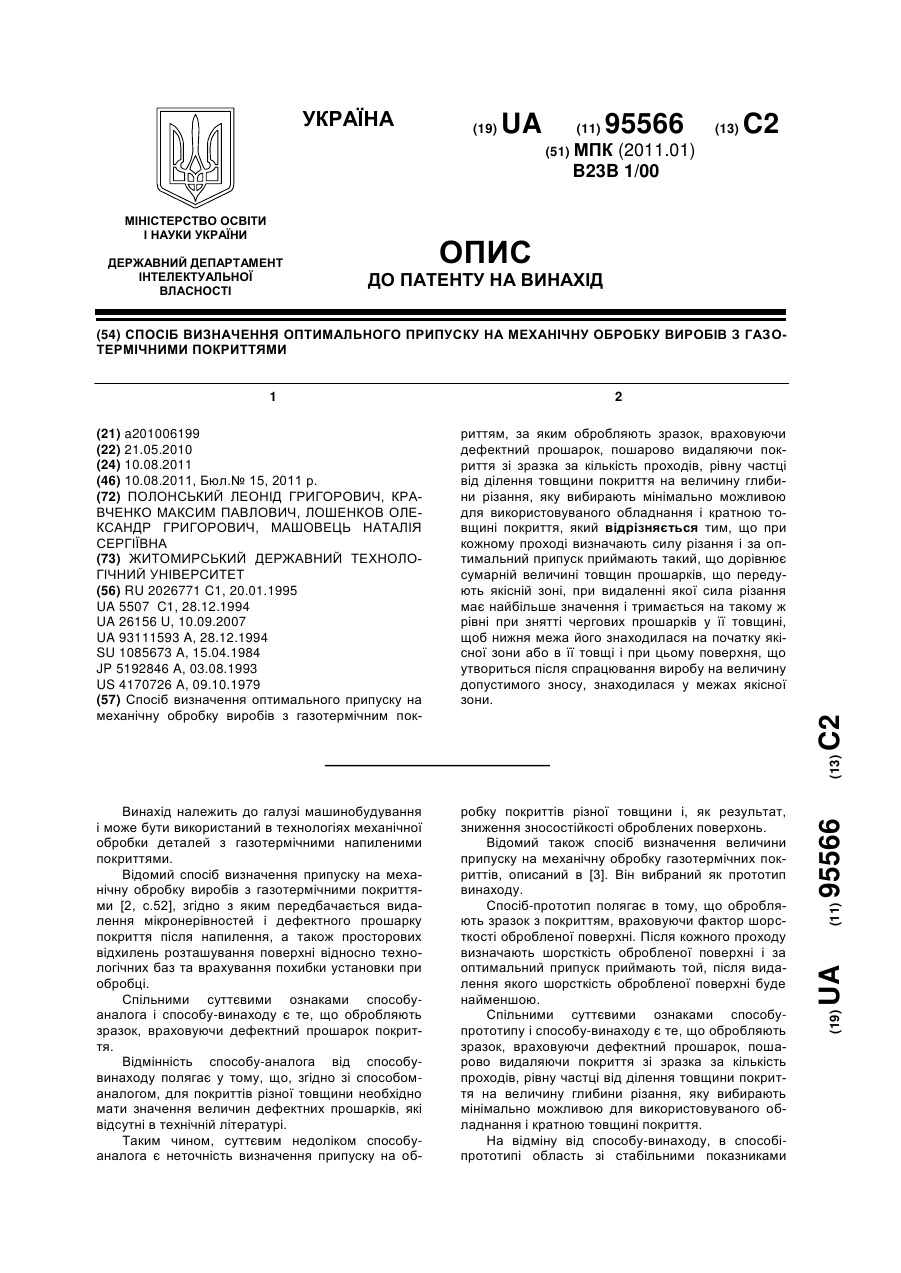
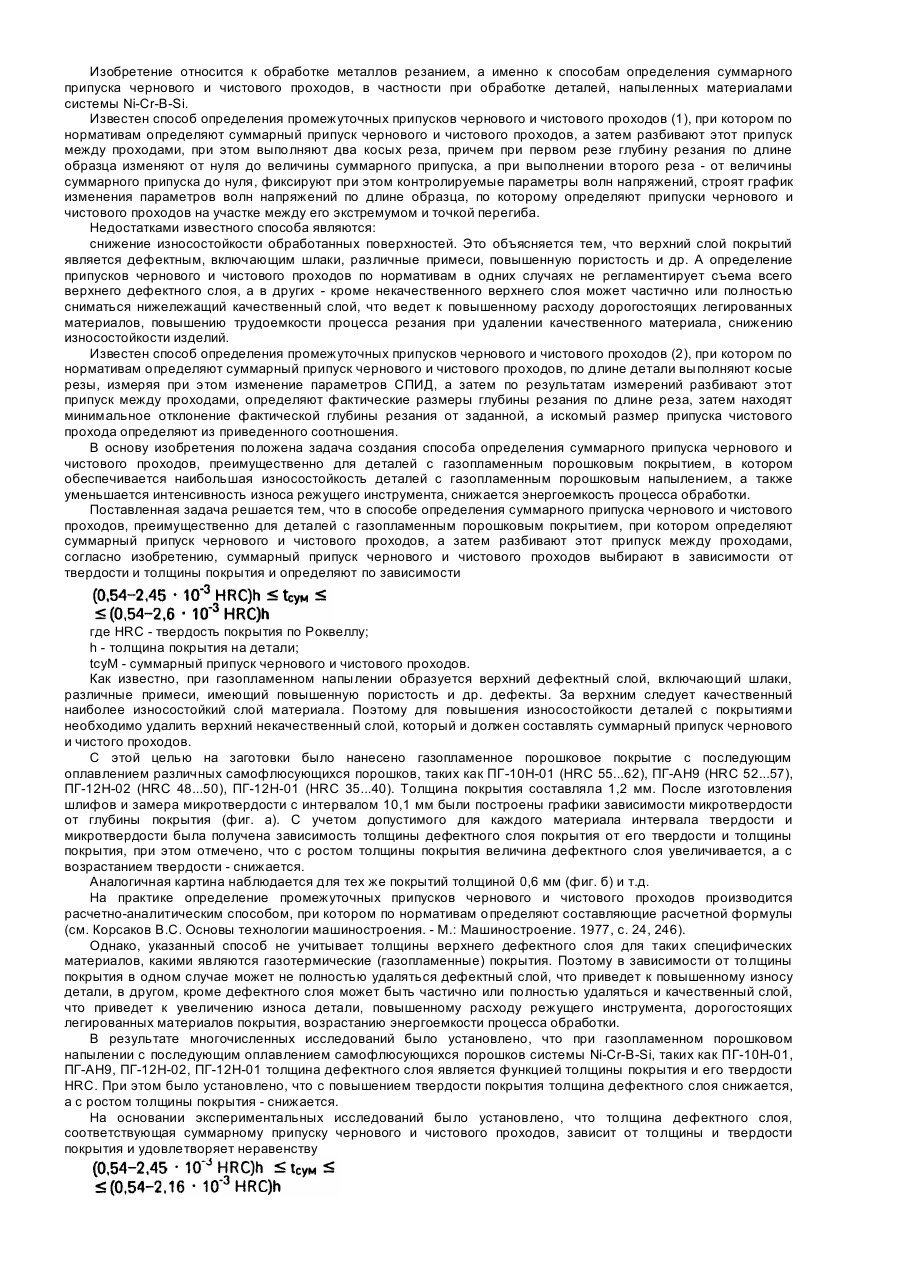
Реферат: Спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями включає обробку зразка з пошаровим видаленням покриття і врахуванням дефектного прошарку. На поперечному прямому шліфі, виготовленому зі зразка з покриттям, визначають мікротвердість покриття по глибині з кроком, що відповідає глибині різання при пошаровій механічній обробці зразка. Потім обробляють пошарово зразок і вимірюють після кожного проходу мікротвердість оброблених поверхонь. Далі співставляють по товщині мікротвердість покриття, визначену на поперечному прямому шліфі, і мікротвердість поверхонь, оброблених пошарово. Після цього за критерієм мікротвердості враховують величину прошарку, який піддається наклепу, що супроводжує процес обробки поверхонь, розташованих у верхній дефектній зоні покриття. Далі за припуск приймають той, що дорівнює сумарній величині товщин дефектних прошарків перед початком якісної зони за вирахуванням прошарку, що піддається наклепу під час механічної обробки. Забезпечується підвищення зносостійкості оброблених поверхонь виробів з газотермічними покриттями та зменшення величини припуску на їх механічну обробку. UA 100332 C2 (12) UA 100332 C2 UA 100332 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі машинобудування і може бути використаний в технологіях механічної обробки деталей з напиленими газотермічними покриттями. Відомий спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями [1, с. 52]. Спільними суттєвими ознаками способу-аналога і способу-винаходу є те, що обробляють зразок, з урахуванням дефектного прошарку покриття. Відмінність способу-аналога від способу-винаходу полягає у тому, що згідно зі способоманалогом для покриттів різної товщини необхідно мати значення величин дефектних прошарків. Це викликає необхідність їх визначення перед обробкою. Таким чином, недоліком способу-аналога є низька зносостійкість та завищений припуск при обробці поверхонь деталей з покриттями. Відомий також спосіб визначення величини припуску на механічну обробку газотермічних покриттів, описаний в [2]. Він вибраний за найближчий аналог винаходу. Спільними суттєвими ознаками способу-найближчого аналога і способу-винаходу є те, що обробляють зразок, пошарово видаляючи покриття, з урахуванням дефектного прошарку. На відміну від способу-винаходу, в способі-найближчому аналозі припуск визначають без урахування того, що приповерхневі прошарки оброблюваної поверхні зміцнюються (піддаються наклепу) під час механічної обробки. Однак, застосування цього способу для знаходження в товщі покриття обробленої поверхні з необхідною мікротвердістю є неефективним. Це пояснюється тим, що мікротвердість прошарку, в якому розміститься робоча поверхня, після обробки буде збільшеною порівняно з вихідною, оскільки на поперечному прямому шліфі мікротвердість вимірюється без урахування прошарку, що піддається наклепу, який завжди супроводжує процес механічної обробки. Отже, спосіб за найближчим аналогом є неефективним при виготовленні таких деталей з покриттями, оброблені поверхні яких повинні забезпечувати задану мікротвердість. Таким чином, суттєвим недоліком способу за найближчим аналогом є низька зносостійкість та завищений припуск при обробці поверхонь деталей з покриттями. В основу винаходу поставлена задача удосконалення способу визначення припуску на механічну обробку газотермічних покриттів, зняття якого забезпечить підвищення зносостійкості оброблених поверхонь виробів з газотермічними покриттями та зменшення величини припуску на їх механічну обробку. Поставлена задача вирішується тим, що в спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями, за яким обробляють зразок, пошарово видаляючи покриття, з урахуванням дефектного прошарку, введені нові суттєві ознаки. Згідно з винаходом, на поперечному прямому шліфі, виготовленому зі зразка з покриттям, визначають мікротвердість покриття по глибині з кроком, що відповідає глибині різання при пошаровій механічній обробці зразка, потім обробляють пошарово зразок і вимірюють після кожного проходу мікротвердість оброблених поверхонь, далі співставляють по товщині мікротвердість покриття, визначену на поперечному прямому шліфі, і мікротвердість поверхонь, оброблених пошарово, після чого за критерієм мікротвердості враховують величину прошарку, який піддається наклепу, що супроводжує процес обробки поверхонь, розташованих у верхній дефектній зоні покриття, та призначають припуск, який дорівнює сумарній величині товщини дефектних прошарків перед початком якісної зони за вирахуванням прошарку, що піддається наклепу під час механічної обробки. Суть винаходу пояснюється кресленнями. Перелік креслень: - фіг. 1 - схема поділу на зони та параметри механічної обробки покриття; - фіг. 2 - товщина та місце розташування наклепаного прошарку Г; - фіг. 3 - визначення мікротвердості покриття на шліфі; - фіг. 4 - визначення мікротвердості пошарово оброблених поверхонь зразка. Як відомо [3], показники якості газотермічних покриттів по товщині змінюються з виокремленням трьох шарів (фіг. 1): верхнього В - з погіршеними значеннями показників якості; середнього Б - зі стабільними екстремальними (найліпшими) значеннями показників якості; нижнього А - з погіршеними значеннями показників якості. Знаючи, що покриття по товщині мають змінні властивості, а середня зона є найякіснішою з точки зору щільності, твердості та зносостійкості, і враховуючи величину прошарку Г, наклепаного під час механічної обробки, є можливим розмістити робочу поверхню вище зони Б на величину товщини наклепаного прошарку біля якісної зони. Правильно призначивши припуск Z, ми зріжемо неякісні прошарки газотермічного покриття за вирахуванням прошарку, що піддається наклепу під час механічної обробки. В результаті цього робоча поверхня буде 1 UA 100332 C2 5 10 15 20 25 30 35 40 45 50 знаходитись вище зони з підвищеними експлуатаційними показниками на товщину прошарку, що піддається наклепу. Знаючи товщину прошарку, підданого наклепу, ми маємо можливість призначити припуск заданої величини, зменшити припуск (збільшити зону Б) та ефективно розмістити його згідно з вимогами отримання робочої поверхні з заданою зносостійкістю. Таким чином, спосіб-винахід забезпечує підвищення зносостійкості оброблених поверхонь виробів з газотермічними покриттями та зменшення величини припуску на їх механічну обробку. Заявлений спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями виконують в такій послідовності. 1. Реєструємо значення мікротвердості Hμ на поперечному прямому шліфі. Виміри розпочинаємо від поверхні покриття до зони Б. Крок замірів відповідає величині глибини різання при пошаровій механічній обробці. 2. Пошарово, з постійним кроком, обробляємо газотермічне покриття. Реєструємо показник якості Hμ від поверхні до місця, де значення мікротвердості будуть відповідати попередньо виміряним на поперечному прямому шліфі. 3. Вираховуємо різницю між глибинами розташування прошарків з однаковою мікротвердістю на поперечному шліфі і під час пошарової обробки. Як результат, отримуємо величину наклепаного прошарку Г у зоні В. 4. На основі отриманих даних для кінцевої обробки приймаємо припуск Z (фіг. 2). Він зменшений порівняно з Z1 (фіг. 1) за рахунок збільшення прошарку на допустимий знос tп.з. Останній збільшується в результаті наклепу під час механічної обробки частини зони В (прошарок Г). В результаті припуск Z дорівнює сумарній величині товщини дефектних прошарків, що передують якісній зоні Б. При видаленні газотермічного покриття з останньої мікротвердість Hμ має найбільше значення на поверхнях, що містяться у її товщині та у прошарку Г. При цьому поверхня, що утвориться після спрацювання виробу на величину допустимого зносу, повинна знаходитися у межах якісної зони. Це означає, що матеріал покриття із зони А не повинен брати участь у процесі спрацювання деталі. При проведенні досліджень запропонованого способу визначення припуску на механічну обробку виробів з газотермічними покриттями готували прямий поперечний шліф зі зразка з покриттям товщиною 2,00 мм. Послідовно визначали мікротвердість покриття по глибині з кроком 0,05 мм (фіг. 3). Далі пошарово обробляли зразок із покриттям тієї ж товщини, з припуском 0,05 мм, вимірюючи мікротвердість оброблених поверхонь (фіг. 4). Співставляючи значення мікротвердості, визначені на поперечному прямому шліфі та при пошаровому точінні, визначали розташування поверхонь з однаковою мікротвердістю: у першому випадку - після 8го заміру (521 МПа), у другому випадку-після 7-го заміру (521 МПа). Відповідно до цього, за оптимальний припуск Z приймали суму товщин попередніх прошарків, що передували 7-му проходу при пошаровому точінні зразка (або суму товщин попередніх прошарків, що передували 8-му заміру мікротвердості на поперечному прямому шліфі за вирахуванням прошарку Г, підданого зміцненню). У нашому випадку Г = 0,05 мм. Отже, Z = 8×0,05-0,05 = 0,35 мм. Таким чином, проведені вдосконалення способу визначення припуску на механічну обробку виробів із газотермічними покриттями дозволили вирішити поставлену задачу. Джерела інформації: 1. Газотермические покрытия из порошковых материалов: Справочник / Ю. С. Борисов, Ю. А. Харламов, С. Л. Сидоренко, Е. Н. Ардатовская. - К.: Наукова, думка, 1987. - 544 с. 2. Патент Российской Федерации № 2026771, В23В 1/00. Способ определения оптимального припуска / А. Ф. Багинский, Л. Г. Полонский, В. М. Ночвай и др. - 20.01.95. - Бюл. № 2. 3. Пилипенко О. М. Вібраційна обробка газотермічних покриттів. - Черкаси: Сіяч, 2000. - 203 с. ФОРМУЛА ВИНАХОДУ 55 60 Спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями, за яким обробляють зразок, пошарово видаляючи покриття, з урахуванням дефектного прошарку, який відрізняється тим, що на поперечному прямому шліфі, виготовленому зі зразка з покриттям, визначають мікротвердість покриття по глибині з кроком, що відповідає глибині різання при пошаровій механічній обробці зразка, потім обробляють пошарово зразок і вимірюють після кожного проходу мікротвердість оброблених поверхонь, далі співставляють по 2 UA 100332 C2 5 товщині мікротвердість покриття, визначену на поперечному прямому шліфі, і мікротвердість поверхонь, оброблених пошарово, після чого за критерієм мікротвердості враховують величину прошарку, який піддається наклепу, що супроводжує процес обробки поверхонь, розташованих у верхній дефектній зоні покриття, та призначають припуск, який дорівнює сумарній величині товщин дефектних прошарків перед початком якісної зони за вирахуванням прошарку, що піддається наклепу під час механічної обробки. 3 UA 100332 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of determination of allowance for machining articles with gas-thermal coatings
Автори англійськоюKravchenko Maksym Pavlovych, Polonskyi Leonid Hryhorovych, Nochvai Volodymyr Matviiovych, Loshenkov Vadym Oleksandrovych, Stepchyn Oleh Anatoliiovych
Назва патенту російськоюСпособ определения припуска на механическую обработку изделий с газотермическими покрытиями
Автори російськоюКравченко Максим Павлович, Полонский Леонид Григорьевич, Ночвай Владимир Матвеевич, Лошенков Вадим Александрович, Степчин Олег Анатольевич
МПК / Мітки
МПК: B23B 1/00
Мітки: обробку, визначення, покриттями, механічну, виробів, газотермічними, спосіб, припуску
Код посилання
<a href="https://ua.patents.su/6-100332-sposib-viznachennya-pripusku-na-mekhanichnu-obrobku-virobiv-z-gazotermichnimi-pokrittyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення припуску на механічну обробку виробів з газотермічними покриттями</a>
Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічними покриттями
Номер патенту: 95566
Опубліковано: 10.08.2011
Автори: Полонський Леонід Григорович, Лошенков Олександр Григорович, Машовець Наталія Сергіївна, Кравченко Максим Павлович
МПК: B23B 1/00
Мітки: оптимального, виробів, механічну, газотермічними, визначення, обробку, припуску, покриттями, спосіб
Формула / Реферат:
Спосіб визначення оптимального припуску на механічну обробку виробів з газотермічним покриттям, за яким обробляють зразок, враховуючи дефектний прошарок, пошарово видаляючи покриття зі зразка за кількість проходів, рівну частці від ділення товщини покриття на величину глибини різання, яку вибирають мінімально можливою для використовуваного обладнання і кратною товщині покриття, який відрізняється тим, що при кожному проході визначають силу...
Спосіб визначення сумарного припуску чорнового та чистового проходів
Номер патенту: 5507
Опубліковано: 28.12.1994
Автори: Рудник Григорій Іванович, Полонський Леонід Григорович, Рижов Едуард Вячеславович, Мозжухін Володимир Кузьмич, Муковоз Юрій Олександрович, Клименко Сергій Анатолійович, Матусевич Віталій Андрійович, Потайчук Юрій Іванович
МПК: B23B 1/00
Мітки: чорнового, сумарного, визначення, проходів, припуску, спосіб, чистового
Формула / Реферат:
Способ определения суммарного припуска чернового и чистового проходов, преимущественно для деталей с газопламенным порошковым покрытием, при котором определяют суммарный припуск чернового и чистового проходов, а затем разбивают этот припуск между проходами, отличающийся тем, что суммарный припуск чернового и чистового проходов выбирают в зависимости от твердости и толщины покрытия и определяют по зависимости: где: НRСэ -...
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку
Номер патенту: 48189
Опубліковано: 10.03.2010
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: різними, припусками, поверхонь, деталей, обробки, плоских, спосіб, двох, дугою, електричною, обробку, одночасної, розмірної, торцевих
Формула / Реферат:
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей з різними припусками на обробку, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють в два етапи зі зміною полярності сили технологічного струму: на першому етапі - на уніполярному режимі обробки (пряма або зворотна полярність), що забезпечує нерівномірне знімання...
Спосіб активації поверхні поліолефінів при ізоляції зони зварних стиків труб полімерними покриттями
Номер патенту: 70349
Опубліковано: 11.06.2012
Автори: Климчук Валерій Миколайович, Конюшенко Володимир Петрович
МПК: B05D 7/14, B32B 27/32
Мітки: зварних, спосіб, стиків, труб, зони, поверхні, ізоляції, полімерними, активації, покриттями, поліолефінів
Формула / Реферат:
Спосіб активації поверхні поліолефінів при ізоляції зони зварних стиків труб полімерними покриттями та ділянок суміщення такого покриття з захисним покриттям іншої природи, що включає застосування термоусадкової муфти та ґрунтовки, яке наносять на активовану поверхню поліолефіну, який відрізняється тим, що поверхню поліолефінового покриття активують швидким локальним нагрівом екзотермічною реакцією згоряння бездимного піроксилінового пороху...
Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями
Номер патенту: 20160
Опубліковано: 15.01.2007
Автори: Бідношея Марина Валентинівна, Бідношея Марія Олександрівна, Петруняк Володимир Ярославович
МПК: B23K 20/04, B23K 20/10
Мітки: спосіб, внутрішнім, виробництва, металевих, покриттями, плакованими, багатошарових, зовнішнім, труб
Формула / Реферат:
1. Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями, що включає формування двох стрічок із сталі та іншого металу в трубну заготовку, її гаряче деформування, зварювання внутрішнього і зовнішнього швів трубних заготовок, наступне стикове зварювання з одержанням труби, який відрізняється тим, що для виробництва багатошарових металевих труб використовують металевий лист, який по ширині має на...
Попередній патент: Різець
Наступний патент: Спосіб роботи двигуна внутрішнього згоряння зі змінним ступенем стиску
Випадковий патент: 3-(4-дифторметокси-3-метоксифініл) пропеноат 3beta гідроксиандрост-5-ен-17-она, який проявляє протипухлинну дію