Спосіб електроерозійної обробки кромки отвору
Номер патенту: 103382
Опубліковано: 10.12.2015
Автори: Коротун Микола Миколайович, Діденко Євгеній Вікторович

Формула / Реферат
Спосіб електроерозійної обробки кромки отвору, виконаного під кутом, яка утворюється при перетинанні його з іншим отвором, при якому електрод-інструмент вводять у отвір з кромкою, яка має корону із задирок, та подають струм між отворами та електродом-інструментом, який відрізняється тим, що обробку ведуть електродом-інструментом у вигляді стрижня з осадженим кінцем, покритого оболонкою із діелектричного матеріалу, що відповідає діаметру отвору з кромкою, при цьому торець стрижня виконаний під кутом та відповідає формі кромки отвору, причому перед введенням в отвір визначають довжину робочої ділянки електрода-інструмента, за якою розміщують його в отворі і орієнтують так, щоб сформований торець співпадав з кромкою отвору.
Текст
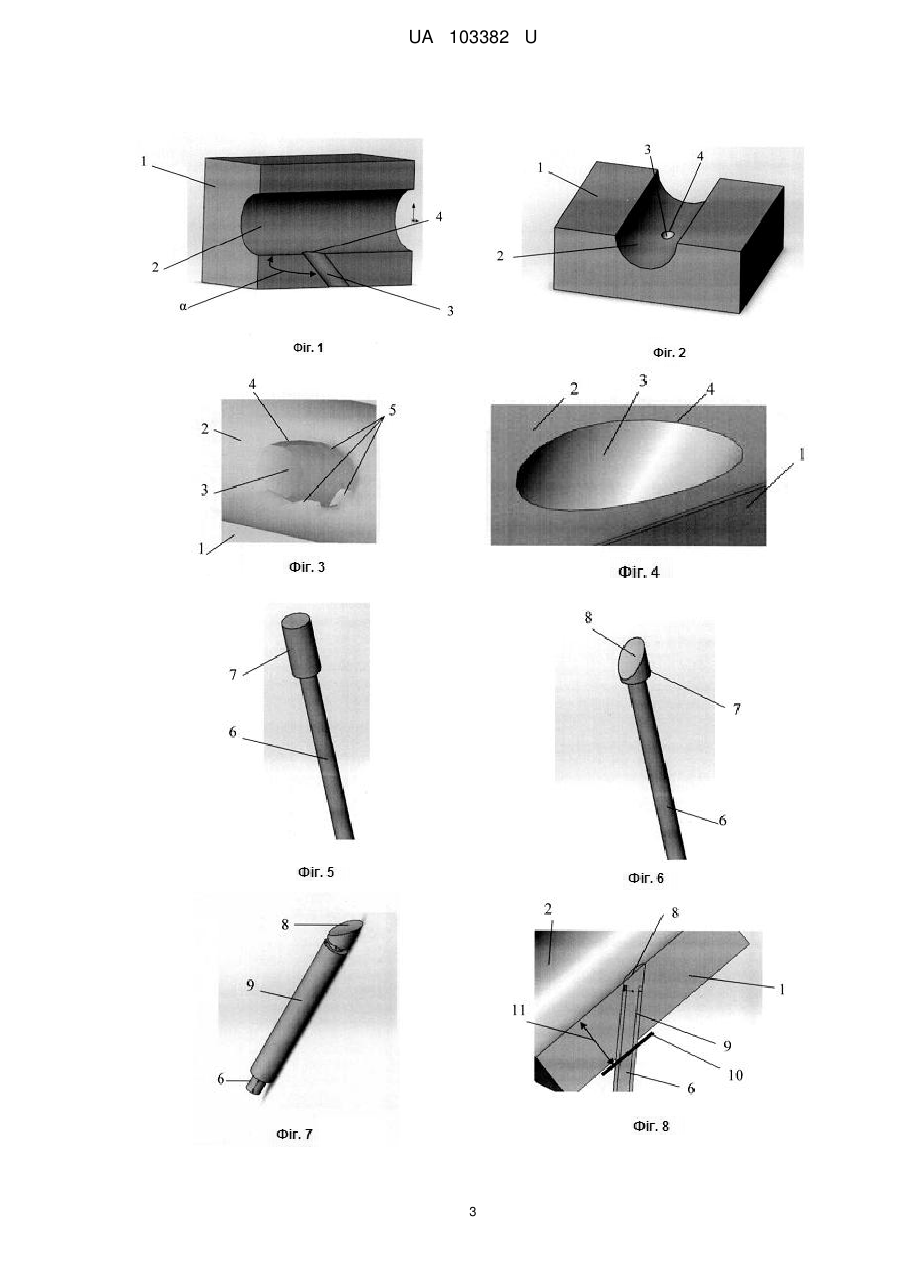
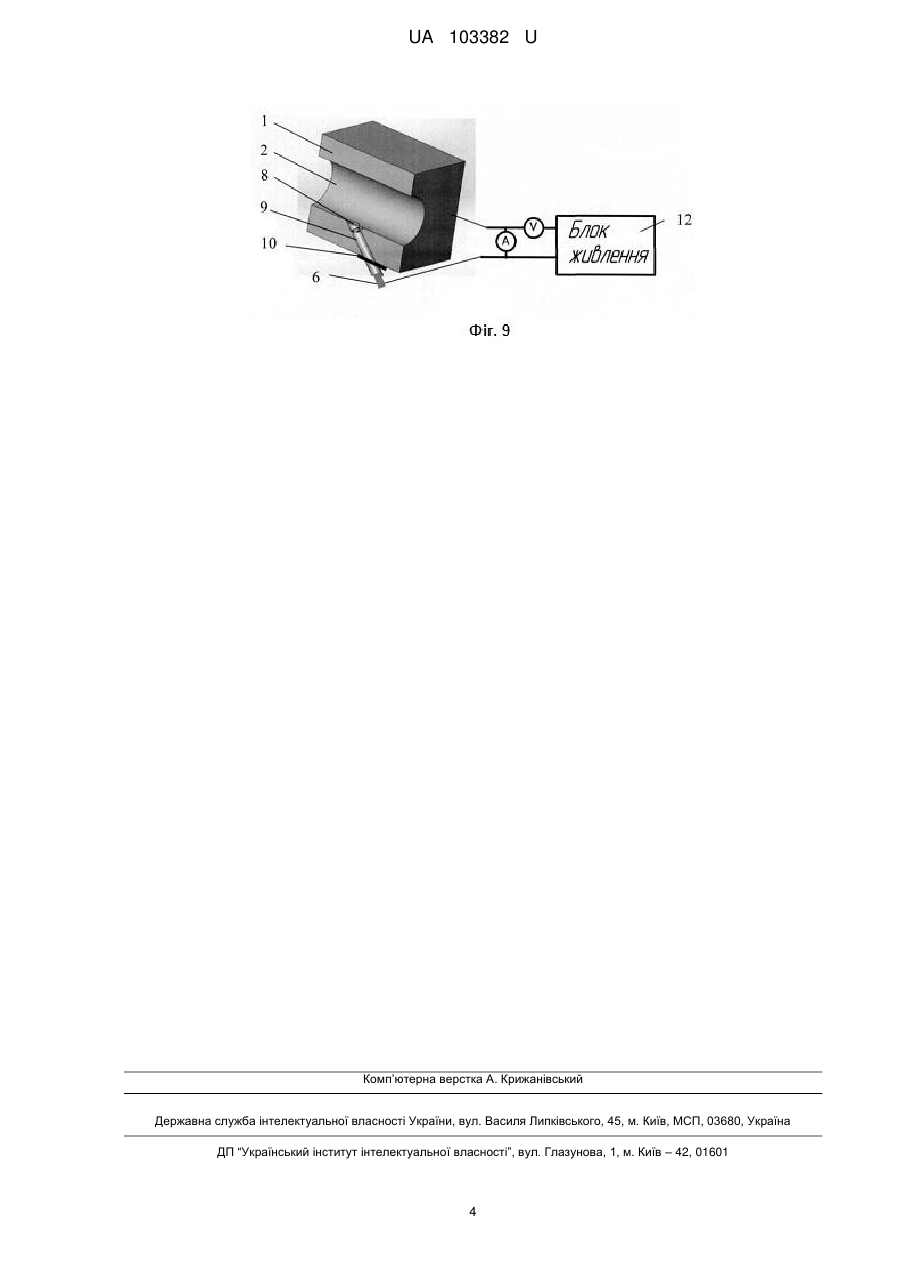
Реферат: UA 103382 U UA 103382 U 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб належить до технології машинобудування, зокрема до електроерозійної обробки, і може бути використаний для обробки форми у вигляді просторового еліпса кромки отвору, яка утворюється при перетинанні з іншим отвором, розміщених всередині базових або корпусних деталей та недоступних для обробки лезовим інструментом. Конструкції корпусних та базових деталей сучасних пристроїв мають як наскрізні, так і глухі отвори, розміщені всередині конструкції. При свердлінні отворів, розміщених під кутами так, що вони перетинають інші отвори, при виході свердла утворюється кромка еліпсовидної форми, причому при перетині двох циліндричних отворів різного діаметра еліпсовидна форма кромки розміщена не на площині, а у просторі. При цьому навкруги кромки утворюється так називана "корона", яка складається як із задирок, що завжди утворюються в металі на виході свердла, так і з пелюстків, що виникають як при свердлінні отворів під кутом, так і при виході свердла на поверхню, що розміщена під кутом. Відомий спосіб обробки кромки отвору [див. Данилевский В.В. Технология машиностроения: Учебник для техникумов. - 5-е изд., перераб. и доп.- М.,Высш. шк., 1984., рис. 138, д], який полягає у тому, що конічний інструмент, наприклад зенківка, діаметр якої перевищує діаметр кромки отвору, що обробляється, має різальні леза, за допомогою яких можна виконати обробку кромок, тобто зачистити задирки і зняти "корону". Суттєвим недоліком такого способу обробки є те, що в отворі, який розміщений під кутом всередині іншого отвору, неможливо розмістити різальний інструмент із різальними лезам типу зенківка. Крім того, при перетині двох отворів під кутом, утворюється кромка у формі просторового еліпса, і як наслідок ускладнюється обробка такої кромки різальним інструментом циліндричної форми. Таким чином, спосіб лезової обробки кромки отвору, що перетинається з іншим отвором під кутом у обмеженому та закритому просторі неможлива. Найбільш близьким до запропонованого технічного рішення по технічній суті є відомий спосіб обробки кромки отвору [див. Немилов Е.Ф. Справочник по электроэрозионной обработке материалов. - Л.: Машиностроение. Ленинград, отд-ние, 1989. - С. 111, рис. 39], який полягає у тому, що обробка кромки отвору здійснюється електроерозійним методом з використанням електрода-інструмента та поданням електричного струму у зону обробки. Недоліком відомого способу обробки є те, що реалізація його здійснюється тільки при перпендикулярному розміщенні електрода-інструмента та отвору, на якому оброблюється кромка, а також те, що електрод-інструмент вільно розміщується у просторі, без обмежень за габаритами отвору. При перетинанні отворів під кутом, де утворюється кромка у формі просторового еліпса, така обробка є недостатньою. Технічною задачею, на рішення якої направлений запропонований спосіб обробки кромки отвору, що перетинається під кутом з іншим отвором, є введення нових додаткових дій та електрода-інструмента, які забезпечують надійну обробку кромки отвору у формі просторового еліпса, яка виникає при виході свердла в інший отвір, повне видалення металу "корони" із задирок, що виникають при перетинанні отворів. Технічний результат, який досягається при використанні такого способу електроерозійної обробки кромки отвору, полягає у підвищенні надійності обробки кромки отвору за рахунок зняття "корони" із задирок по периметру складного перетину у формі просторового еліпса отворів під кутом, які неможливо виконати іншими способами обробки, спрощується технічна реалізація процесу, забезпечується зміцнення прилеглих поверхонь і знижується шорсткість поверхні кромки. Поставлена технічна задача вирішується тим, що при електроерозійній обробці кромки отвору, виконаного під кутοм, яка утворюється при перетинанні його з іншим отвором, при якому електрод-інструмент вводять у отвір з кромкою, яка має корону із задирок та подають струм між отворами та електродом-інструментом, згідно з корисною моделлю, обробку ведуть електродом-інструментом у вигляді стрижня з осадженим кінцем і покритого оболонкою із діелектричного матеріалу, що відповідає діаметру отвору з кромкою, при цьому торець стрижня виконаний під кутом та відповідає формі кромки отвору, причому перед введенням в отвір визначають довжину робочої ділянки електрода-інструмента, за якою розміщують його в отворі і орієнтують так, щоб сформований торець співпадав з кромкою отвору. Використання способу електроерозійної обробки кромки отвору у сукупності з усіма суттєвими ознаками, включаючи відмінні, дозволяє завдяки використанню електроерозійного ефекту обробки металу видалити з кромки отвору "корону" із задирками, які не можливо видалити іншими способами. Використання у способі електрода-інструмента у вигляді стрижня із електропровідного матеріалу та з оболонкою із діелектричного матеріалу забезпечує створення електроерозійного ефекту саме в зоні "корони" із задирок, а для більш точного впливу електроіскрового розряду на складну форми кромки торець електрода-інструмента 1 UA 103382 U 5 10 15 20 25 30 35 40 45 50 55 60 виконується за формою кромки у формі просторового еліпса. Новий технічний результат полягає саме у очищенні кромки отвору у формі просторового еліпса від "корони" із заусенцями, які неможливо видалити іншими способами, що спрощує реалізацію процесу, забезпечує зміцнення прилеглих поверхонь, знижує шорсткість поверхні кромки. Суть способу обробки кромки отвору пояснюється кресленнями, де на фіг. 1 схематично поданий переріз корпуса по осях отворів, що розміщені під кутом α всередині корпусної деталі, де позначені: корпус 1, наскрізний отвір 2, отвір 3 під кутом α, кромка 4 у формі просторового еліпса; на фіг. 2 перпендикулярно до кромки отвору 3 під кутом α подана кромка 4 у формі просторового еліпса, що утворюється при перетинанні двох отворів під кутом α; на фіг. 3 подана кромка 4 у формі просторового еліпса, що утворюється після свердління двох отворів під кутом α, де позначена "корона" 5 із задирок; на фіг. 4 подана кромка 4 у формі просторового еліпса, яку потрібно отримати після обробки запропонованим способом; на фіг. 5 поданий стрижень електрода-інструмента 6 з прикладом осадження одного з кінців 7; на фіг. 6 сформований торець 8 стрижня електрода-інструмента 6 за формою, що відповідає формі просторового еліпса кромки 4; на фіг. 7 електрод-інструмент 6 у вигляді стрижня, покритого оболонкою із діелектричного матеріалу 9, що відповідає діаметру отвору 3 з кромкою, на якому утворюється "корона" 5 та визначена рискою 10 довжина робочої ділянки електрода-інструмента 6; на фіг. 8 - розміщення електрода-інструмента 6 в отворі 3 під кутом α та орієнтація його торця 8 за формою просторового еліпса кромки 4, на відстані 11, позначеній рискою 10, де електрод-інструмент 6 поданий в осьовому перерізі отворів 2 та 3; на фіг. 9 - схема реалізації способу, де електрод-інструмент 6 в отворі 3 під кутом α та орієнтація його торця 8 за формою просторового еліпса кромки 4 подані без перерізу, та поданий блок живлення 12. Спосіб здійснюється таким чином. В корпусі 1 є, наприклад, наскрізний отвір 2 діаметром 7 мм, який перетинає отвір 3, виконаний під кутом α, наприклад, діаметром 3,5 мм, на кромці 4 якого утворюється "корона" 5 із задирок. Для виготовлення електрода-інструмента 6 беруть дріт діаметром 2,0 мм із міді або алюмінію, відрізають стрижень довжиною 150 мм та осаджують один з його кінців 7, а потім формують торець 8 під кутом α так, щоб він відповідав формі просторового еліпса кромки 4 отвору 3 діаметром 3,5 мм. На стрижень електрода-інструмента 6 надівають оболонку 9 із діелектричного матеріалу, наприклад поліхлорвінілову трубку, із внутрішнім діаметром 2,0 мм та зовнішнім діаметром 3,5 мм. Довжину робочої ділянки електрода-інструмента 6 з підготовленого стрижня визначають рискою 10 за кресленням, де вказано відстань 11 перетину отворів 2 та 3 від зовнішньої площини корпусу 1. За значенням відстані 11 електрод-інструмент 6 установлюють в отвір діаметром 3,5 мм, сформований торець 8 орієнтують за кромкою 4 отвору 3, і подають живлення між електродом-інструментом 6 та корпусом 1 блока живлення 12. Режими обробки: напруга 12-24 в, струм 3-5 А, продуктивність 43 6 мм /хв. Шорсткість поверхні Rz=2,5-1,25 мкм, глибина зони термічного впливу 1-4 мкм. Таким чином, запропонований спосіб електроерозійної обробки кромки отвору дає новий технічний результат, який полягає у тому, що чистота кромки відповідає технічним вимогам, що пред'являються для отворів кромок у корпусних деталях, час та трудомісткість обробки кромки значно скорочуються у порівнянні з механічним способом обробки, електроерозійний ефект у зоні обробки сприяє підвищенню міцності зони перетинання отворів, що в свою чергу підвищує термін експлуатації корпусних деталей. Запропонований спосіб обробки кромки отвору може бути використаний у будь-якій сфері машинобудівного виробництва. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб електроерозійної обробки кромки отвору, виконаного під кутом, яка утворюється при перетинанні його з іншим отвором, при якому електрод-інструмент вводять у отвір з кромкою, яка має корону із задирок, та подають струм між отворами та електродом-інструментом, який відрізняється тим, що обробку ведуть електродом-інструментом у вигляді стрижня з осадженим кінцем, покритого оболонкою із діелектричного матеріалу, що відповідає діаметру отвору з кромкою, при цьому торець стрижня виконаний під кутом та відповідає формі кромки отвору, причому перед введенням в отвір визначають довжину робочої ділянки електродаінструмента, за якою розміщують його в отворі і орієнтують так, щоб сформований торець співпадав з кромкою отвору. 2 UA 103382 U 3 UA 103382 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method of electrical discharge of machining edge of the hole
Автори англійськоюKorotun Mykola Mykolaiovych, Didenko Yevhenii Viktorovych
Назва патенту російськоюСпособ электроэрозионной обработки кромки отверстия
Автори російськоюКоротун Николай Николаевич, Диденко Евгений Викторович
МПК / Мітки
МПК: B23H 1/00
Мітки: кромки, спосіб, електроерозійної, отвору, обробки
Код посилання
<a href="https://ua.patents.su/6-103382-sposib-elektroerozijjno-obrobki-kromki-otvoru.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки кромки отвору</a>
Спосіб електроерозійної обробки непрофільованим електродом-інструментом у вигляді круглого тонкого дроту
Номер патенту: 63903
Опубліковано: 25.10.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дроту, круглого, непрофільованим, електродом-інструментом, вигляді, тонкого, обробки, електроерозійної, спосіб
Формула / Реферат:
1. Спосіб електроерозійної обробки непрофільованим електродом-інструментом у вигляді круглого тонкого дроту з перемотуванням його з котушки на котушку та з зануренням зони обробки у робочу рідину чи подачею в неї робочої рідини у вигляді струменя, який відрізняється тим, що обробку здійснюють з осьовим обертанням непрофільованого електрода-інструмента при швидкості перемотування, меншій колової швидкості обертання.2. Спосіб за п. 1,...
Спосіб електроерозійної обробки круглих глибоких отворів електричною дугою
Номер патенту: 63899
Опубліковано: 25.10.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: отворів, електричною, спосіб, глибоких, обробки, круглих, електроерозійної, дугою
Формула / Реферат:
1. Спосіб електроерозійної обробки круглих глибоких отворів електричною дугою, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють з обертанням електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що частоту обертання регулюють у межах від 0 до 100 обертів на...
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович, Кравець Василь Васильович
МПК: B23H 7/00, B23H 9/04, B23H 9/00
Мітки: деталей, струмопровідних, спосіб, обробки, поверхонь, електроерозійної
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Спосіб електроерозійної обробки дротовим електродом-інструментом
Номер патенту: 63501
Опубліковано: 10.10.2011
Автор: Боков Віктор Михайлович
МПК: B23K 9/00
Мітки: дротовим, електродом-інструментом, обробки, спосіб, електроерозійної
Формула / Реферат:
1. Спосіб електроерозійної обробки дротовим електродом-інструментом, що протягують по випуклій поверхні майстер-електрода при взаємному їх обертанні навколо центральної осі та будь-якому просторовому відносному переміщенні електродного вузла відносно заготовки, який відрізняється тим, що обробку здійснюють електричною дугою в однобічно спрямованому гідродинамічному потоці робочої рідини, який сформований щілиноподібним та дотичним до...
Спосіб електроерозійної обробки
Номер патенту: 34745
Опубліковано: 26.08.2008
Автори: Осипенко Василь Іванович, Ступак Денис Олегович, Шитик Олександр Юрійович
МПК: B23H 5/00
Мітки: електроерозійної, обробки, спосіб
Формула / Реферат:
Спосіб чотирикоординатної електроерозійної обробки, який відрізняється тим, що попередньо траєкторія руху приводів подач електроерозійного верстата коригується на величину, яка розраховується шляхом 2-4 ітерацій послідовного визначення розрахункового та реального положення дротяного електрода і відхилень між цими величинами до узгодження розрахункового та реального положень дротяного електрода.
Попередній патент: 7-(3,4-диметоксифеніл)-6-(4-метоксибензоїл)-2-оксо-3,5,6,7-тетрагідро-2н-тіопірано[2,3-d]тіазол-5-карбонова кислота, що проявляє антиоксидантну дію
Наступний патент: Спосіб підготовки вугільної шихти для коксування
Випадковий патент: Композиція для підвищення вогнетривкості конструкцій