Спосіб виготовлення посиленого волокном екструдованого профілю
Формула / Реферат
1. Спосіб виготовлення посиленого волокном екструдованого профілю, при якому спочатку принаймні один виконаний як органолист смугоподібний волокнисто-матричний напівфабрикат із термопластичної синтетичної матриці, в яку інтегровані нескінченні посилюючі волокна, змотують з рулона, органолист піддають попередньому нагріванню і потім шляхом сумісної екструзії вводять у базисну синтетичну матрицю.
2. Спосіб за п. 1, який відрізняється тим, що поверхню екструдованого профілю утворюють виключно базисною синтетичною матрицею.
3. Спосіб за п. 1 або 2, який відрізняється тим, що волоконно-матричний напівфабрикат перед процесом екструзії деформують, зокрема шляхом злому або вигинання.
4. Спосіб за пп. 1-3, який відрізняється тим, що у базисну синтетичну матрицю шляхом сумісної екструзії вводять волокнисто-матричні напівфабрикати.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що посилюючі волокна волокнисто-матричного напівфабрикату всі разом орієнтовані у напрямку руху смуги.
6. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що посилюючі волокна волокнисто-матричного напівфабрикату розташовані у формі решітки.
7. Спосіб за п. 6, який відрізняється тим, що посилюючі волокна волокнисто-матричного напівфабрикату орієнтовані паралельно чи перпендикулярно до напрямку руху смуги або під кутом близько 45° до цього напрямку.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що екструдований профіль виконано як замкнутий або відкритий порожнистий профіль.
Текст
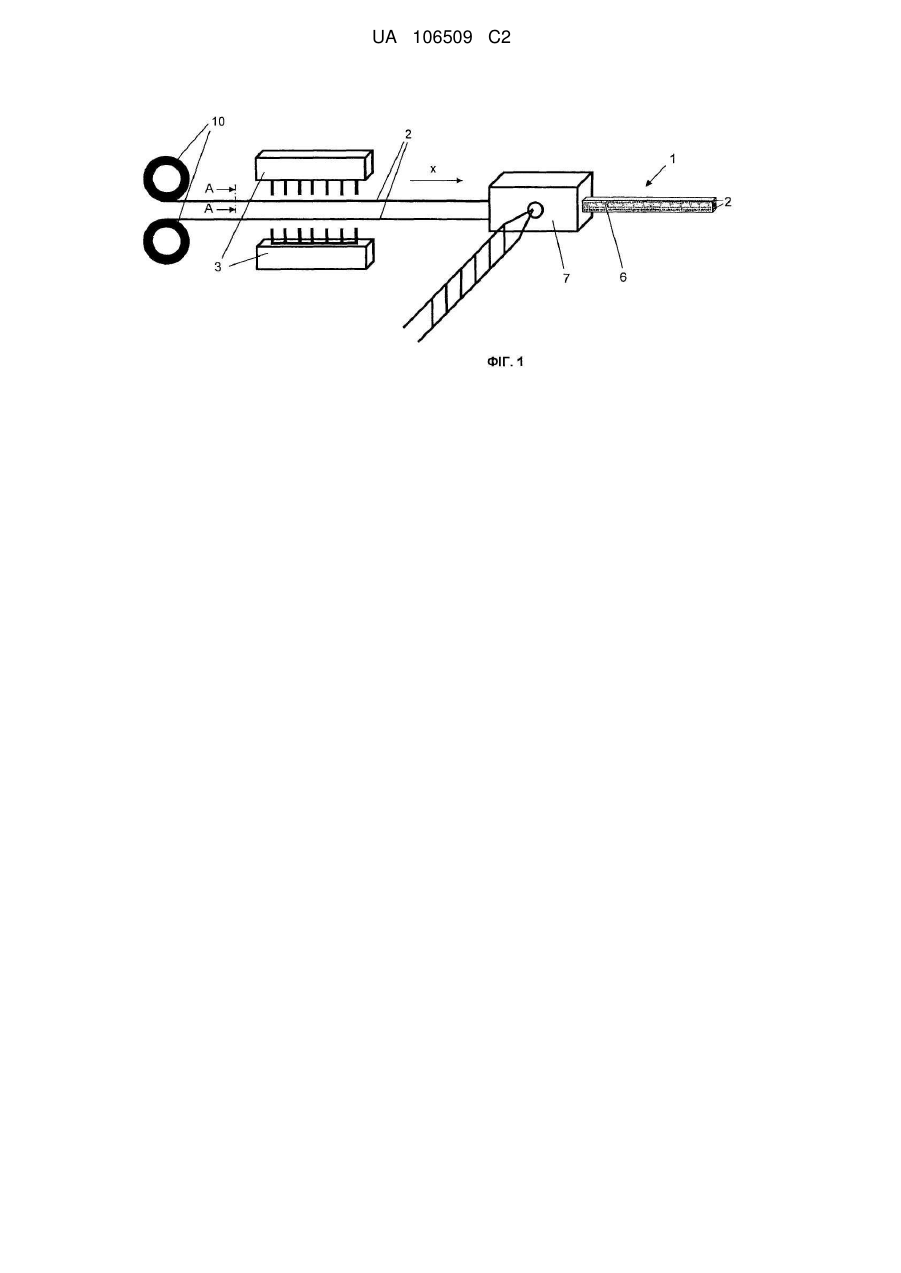
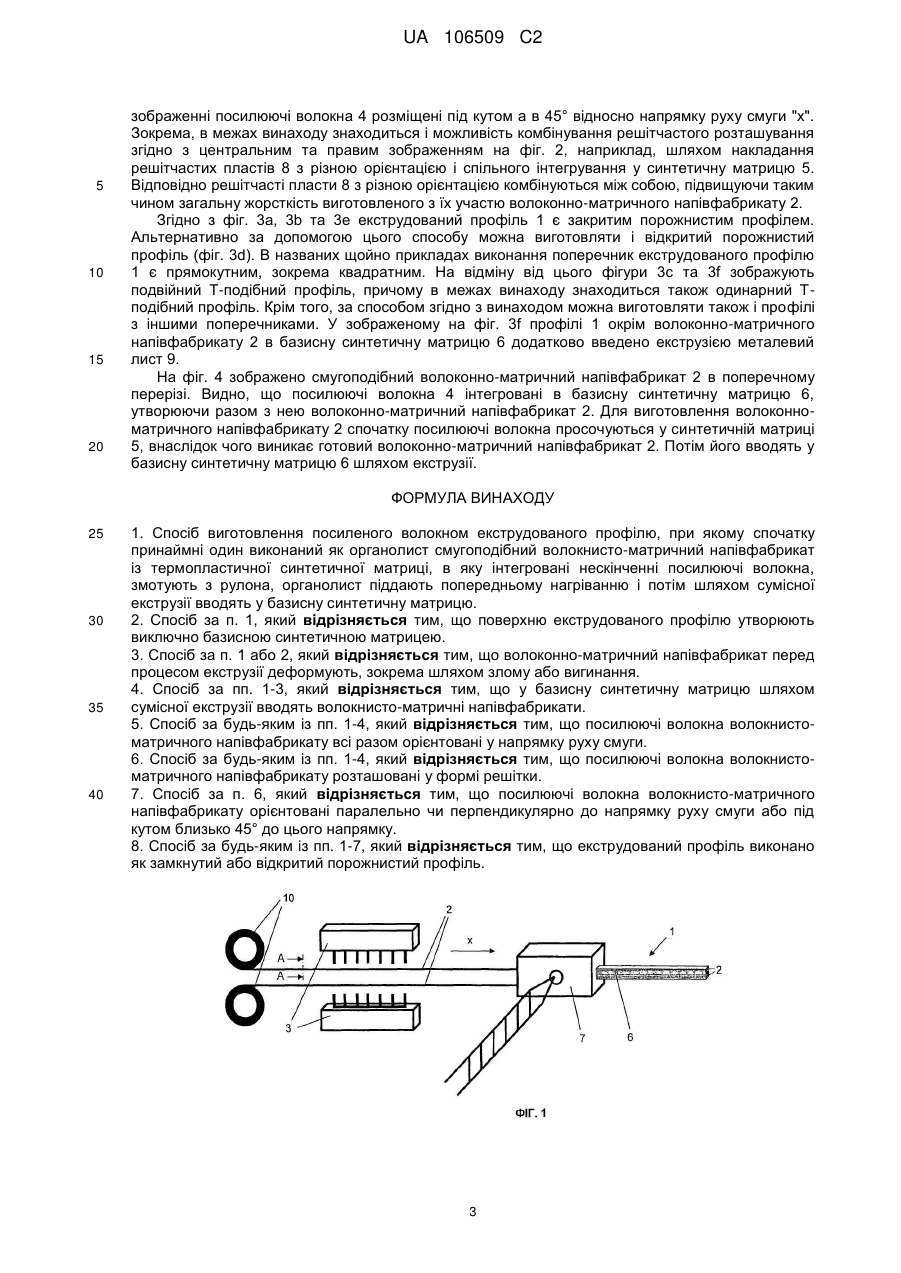
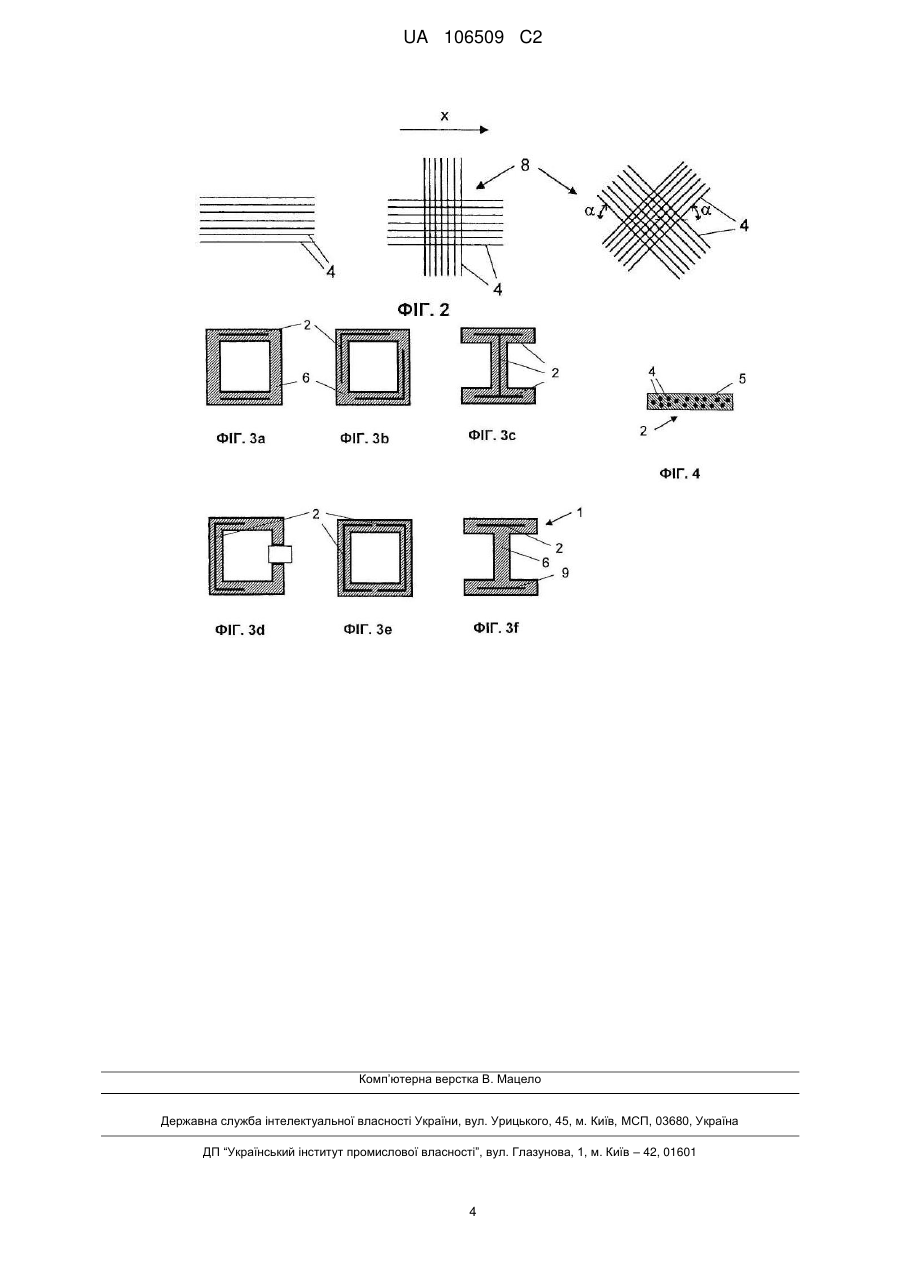
Реферат: Заявлений спосіб виготовлення посиленого волокном екструдованого профілю, при якому спочатку принаймні один виконаний як органолист смугоподібний волокнисто-матричний напівфабрикат із термопластичної синтетичної матриці, в яку інтегровані нескінченні посилюючі волокна, змотують з рулону, органолист піддають попередньому нагріванню і потім шляхом сумісної екструзії вводять у базисну синтетичну матрицю. UA 106509 C2 (12) UA 106509 C2 UA 106509 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується способу виготовлення посиленого волокном екструдованого профілю. Із рівня техніки відомим є посилення пластмасових екструдованих профілів за допомогою сталевого або листового армування. Хоча це певною мірою підвищує допустимі механічні навантаження на профіль, але має також і недоліки. Тут слід назвати порівняно високу вартість виготовлення, обумовлене металевими вставками значне збільшення ваги та відсутність можливості зварювання. Крім того, такі композиційні профілі мають властивості, які нерідко є небажаними, та є схильними до корозії. Далі відомим є армування пластмасових профілів за допомогою однонаправлено орієнтованих, розміщених поряд посилюючих волокон. Порівняно з армуванням сталлю цей спосіб відрізняється меншою вагою виготовлених профілів. Звісно, експлуатаційні показники, тобто допустимі механічні навантаження, тут є значно меншими, ніж при армуванні сталлю. Крім того, при цьому способі застосовують спосіб Pull-Extrusion (розтяжної екструзії), який порівняно з класичною екструзією має технологічні недоліки. У документі US 5 482 667 описаний спосіб виготовлення армованого волокном екструдованого профілю, згідно з яким з рулону змотують чисті армувальні волокна. Потім ці волокна підігрівають і просочують смолою. Потім в цій же технологічній операції здійснюють огортання цього матеріалу екструдувальною масою шляхом прямої екструзії. У документі DE 21 38 427 А1 описано армування пластмасової труби. Тут також намотані на котушку чисті армувальні волокна наносять на профіль. У документі DE 11 67 514 В також розкрито Onhne-виготовлення армованого екструдованого профілю. Спочатку чисті армувальні нитки змотують із котушки, пропускають їх через ванну зі смолою, внаслідок чого волокна просочуються. Після цього здійснюють сумісне Onlineекструдування цих армувальних волокон із екструдувальною масою з отриманням пластмасового профілю. У документі US 5 096 645 розкрито виготовлення просочених волокон, які після цього безпосередньо використовують для сумісного екструдування профілю. Задача, що стоїть перед даним винаходом, полягає у тому, щоб створити спосіб виготовлення екструдованого профілю, який би відрізнявся дуже високими допустимими механічними навантаженнями і одночасно низькою вагою. Згідно з винаходом цю задачу вирішено за допомогою способу виготовлення посиленого волокном екструдованого профілю, при якому смугоподібний напівфабрикат матриці із синтетичного матеріалу, в яку інтегрують посилююче волокно, спочатку піддають попередньому нагріванню, а потім шляхом екструзії вводять у базисну синтетичну матрицю. Завдяки застосуванню волоконно-матричного напівфабрикату механічні експлуатаційні показники значно зростають порівняно з армуванням, що складається із розміщених поряд одне з одним посилюючих волокон. Порівняно з армуванням сталлю спосіб згідно з винаходом відзначається значно меншою вагою виготовленого з ним екструдованого профілю. Доцільним чином при згадці про базисну синтетичну матрицю мається на увазі непосилений матеріал. У якості матеріалів тут краще використовувати полівінілхлорид (PVC), поліамід (РА), поліпропілен (РР), полібутилентерефталат (РВТ), поліетилентерефталат (PET) або навіть поліфеніленсульфід (PPS) та суміші перерахованих матеріалів. Однак в межах винаходу можна застосовувати для базисної синтетичної матриці лише один вже посилений волокном (напр. скловолокном і/або вуглецевим волокном і/або арамідним волокном) матеріал, причому, звісно, і тут можна використовувати названі матеріали для виготовлення матриці. Як посилююче волокно краще застосовувати скловолокно, вуглецеве волокно або арамідне волокно, причому суміші двох або трьох із названих волоконних матеріалів теж знаходяться в межах винаходу. Спочатку посилюючі волокна просочуються у синтетичній матриці і після її зміцнення утворюють разом з нею волоконно-матричний напівфабрикат. Кращими областями застосування виготовлених за способом згідно з винаходом екструдованих профілів є автомобілебудування (легкових і/або вантажних авто), виробництво холодильного обладнання (зокрема холодильних рам), кліматичних установок, загалом будівнича галузь, зокрема віконні профілі та одвірки, літакобудування та кораблебудування. Звісно, профілі можуть бути застосовані і в загальному машинобудуванні. За потребою поверхню екструдованого профілю утворюють виключно із базисної синтетичної матриці. Краще, щоб перед процесом екструзії волоконно-матричний напівфабрикат було трансформовано, зокрема шляхом злому або вигинання. Можливим є зокрема багатократний злом. Це дозволяє здійснити гнучке припасування геометрії посилення волокном до поперечника екструдованого профілю. Крім того, в межах винаходу знаходиться і введення екструзією кількох волоконно-матричних напівфабрикатів у базисну синтетичну матрицю. 1 UA 106509 C2 5 10 15 20 25 30 35 40 45 50 55 60 Кращим матеріалом для синтетичної матриці, в яку інтегрується посилююче волокно, є РР, РА, РВТ, PET або PPS чи суміші цих матеріалів. У доцільній формі виконання винаходу у якості волоконно-матричного напівфабрикату застосовують термопластичний напівфабрикат, зокрема так званий органолист. Такий напівфабрикат може мати безкінечні волокна, які, наприклад, орієнтовані однонаправлено або, наприклад, виконані у вигляді тканини. Альтернативою може бути також застосування дуропластичного препрегу. Посилюючі волокна всі разом можуть бути орієнтовані у напрямку руху. Однак альтернативно може бути, щоб посилюючі волокна волоконно-матричного напівфабрикату були розташовані як решітка. Доцільним чином решітчаста форма утворюється в результаті того, що посилюючі волокна пролягають під прямим кутом одне до одного. При цьому посилюючі волокна можуть бути орієнтовані, наприклад, паралельно чи перпендикулярно до напрямку руху або, альтернативно, під кутом близько 45° до напрямку руху. Екструдований профіль як такий може бути виконаний як закритий або відкритий порожнистий профіль. В межах винаходу знаходиться і те, що виготовлений за допомогою способу згідно з винаходом екструдований профіль окрім волоконно-матричного напівфабрикату може містити додатково ще й металеву арматуру, наприклад у формі введеного екструзією металевого листа. Також в межах винаходу знаходиться і те, що у базисну синтетичну матрицю вводять екструзією кілька напластованих один на інший волоконно-матричних напівфабрикатів. Крім того, можливим є також, коли при вищезгаданій решітчастій орієнтації посилюючих волокон кілька решітчастих пластів посилюючих волокон накладаються один на інший і потім разом інтегруються у синтетичну матрицю, утворюючи волоконно-матричний напівфабрикат. При такій багатошаровій конструкції можна чередувати між собою, приміром поперемінно, вищезгадані решітки з паралельною чи перпендикулярною до напрямку руху орієнтацією - з одного боку - та решітки, орієнтовані під кутом близько 45° до напрямку руху, - з іншого боку, таким чином комбінуючи багато різних шарів. Предметом винаходу є також посилений волокном безкінечний профіль згідно з пунктом 10 формули винаходу. Далі винахід пояснюється більш детально за допомогою креслень, на яких представлено лише один приклад виконання. На них зображено: Фіг. 1 Запропонований винаходом спосіб виготовлення посиленого волокном екструдованого профілю. Фіг. 2 Форми виконання винаходу, що різняться орієнтацією посилюючих волокон у екструдованому профілі, виготовленому за способом згідно з фіг. 1. Фіг. 3а - 3f Різні екструдовані профілі, виготовлені за способом згідно з винаходом, зображені в поперечному перерізі. Фіг. 4 - Переріз по лінії А-Аза фіг. 1. На фіг. 1 зображено спосіб виготовлення посиленого волокном екструдованого профілю 1. Спочатку два смугоподібні волоконно-матричні напівфабрикати 2 стягують з рулонів 10 і піддають попередньому нагріванню за допомогою теплових випромінювачів 3. Волоконноматричні напівфабрикати 2 мають посилюючі волокна 4 (див. фіг. 4) із скловолокна і/або вуглецевого волокна і/або арамідного волокна, причому посилюючі волокна 4 інтегровані у синтетичну матрицю 5. Після попереднього нагрівання волоконно-матричні напівфабрикати 2 шляхом екструзії вводяться у непосилену (або - як альтернатива - посилену волокном) базисну синтетичну матрицю 6. Матеріал для базисної синтетичної матриці 6, наприклад, PVC, PA, PA, PBT, PET або PPS чи суміші цих матеріалів, надходить на екструдер 7, внаслідок чого на виході із екструдера 7 отримують бажаний екструдований профіль 1, посилений волокном. Як видно на фіг. 3а - 3f, поверхня екструдованого профілю 1 утворена виключно базисною синтетичною матрицею 6. При формах виконання за фіг. 3b, 3d та 3е волоконно-матричний напівфабрикат (напівфабрикати) 2 перед процесом екструзії зламуються, а при формах виконання 3d та 3е навіть двічі. Як варіант, наприклад при виготовленні труб, можливим є також вигинання волоконно-матричних напівфабрикатів перед процесом екструзії. У прикладі виконання у якості волоконно-матричних напівфабрикатів застосовано органолисти. Фіг. 2 схематично показує різні напрямки орієнтування інтегрованих у синтетичну матрицю посилюючих волокон 4 відносно напрямку руху смуги "х" (див. фіг. 1) волоконно-матричного напівфабрикату 2. На лівому зображенні на фіг. 2 посилюючі волокна 4 всі разом орієнтовані в напрямку руху смуги "х". На центральному та правому зображенні посилюючі волокна 4 розміщені у вигляді решітки. Якщо на центральному зображенні посилюючі волокна 4 орієнтовані паралельно чи перпендикулярно до напрямку руху смуги "х", то на правому 2 UA 106509 C2 5 10 15 20 зображенні посилюючі волокна 4 розміщені під кутом а в 45° відносно напрямку руху смуги "х". Зокрема, в межах винаходу знаходиться і можливість комбінування решітчастого розташування згідно з центральним та правим зображенням на фіг. 2, наприклад, шляхом накладання решітчастих пластів 8 з різною орієнтацією і спільного інтегрування у синтетичну матрицю 5. Відповідно решітчасті пласти 8 з різною орієнтацією комбінуються між собою, підвищуючи таким чином загальну жорсткість виготовленого з їх участю волоконно-матричного напівфабрикату 2. Згідно з фіг. 3а, 3b та 3е екструдований профіль 1 є закритим порожнистим профілем. Альтернативно за допомогою цього способу можна виготовляти і відкритий порожнистий профіль (фіг. 3d). В названих щойно прикладах виконання поперечник екструдованого профілю 1 є прямокутним, зокрема квадратним. На відміну від цього фігури 3с та 3f зображують подвійний Т-подібний профіль, причому в межах винаходу знаходиться також одинарний Тподібний профіль. Крім того, за способом згідно з винаходом можна виготовляти також і профілі з іншими поперечниками. У зображеному на фіг. 3f профілі 1 окрім волоконно-матричного напівфабрикату 2 в базисну синтетичну матрицю 6 додатково введено екструзією металевий лист 9. На фіг. 4 зображено смугоподібний волоконно-матричний напівфабрикат 2 в поперечному перерізі. Видно, що посилюючі волокна 4 інтегровані в базисну синтетичну матрицю 6, утворюючи разом з нею волоконно-матричний напівфабрикат 2. Для виготовлення волоконноматричного напівфабрикату 2 спочатку посилюючі волокна просочуються у синтетичній матриці 5, внаслідок чого виникає готовий волоконно-матричний напівфабрикат 2. Потім його вводять у базисну синтетичну матрицю 6 шляхом екструзії. ФОРМУЛА ВИНАХОДУ 25 30 35 40 1. Спосіб виготовлення посиленого волокном екструдованого профілю, при якому спочатку принаймні один виконаний як органолист смугоподібний волокнисто-матричний напівфабрикат із термопластичної синтетичної матриці, в яку інтегровані нескінченні посилюючі волокна, змотують з рулона, органолист піддають попередньому нагріванню і потім шляхом сумісної екструзії вводять у базисну синтетичну матрицю. 2. Спосіб за п. 1, який відрізняється тим, що поверхню екструдованого профілю утворюють виключно базисною синтетичною матрицею. 3. Спосіб за п. 1 або 2, який відрізняється тим, що волоконно-матричний напівфабрикат перед процесом екструзії деформують, зокрема шляхом злому або вигинання. 4. Спосіб за пп. 1-3, який відрізняється тим, що у базисну синтетичну матрицю шляхом сумісної екструзії вводять волокнисто-матричні напівфабрикати. 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що посилюючі волокна волокнистоматричного напівфабрикату всі разом орієнтовані у напрямку руху смуги. 6. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що посилюючі волокна волокнистоматричного напівфабрикату розташовані у формі решітки. 7. Спосіб за п. 6, який відрізняється тим, що посилюючі волокна волокнисто-матричного напівфабрикату орієнтовані паралельно чи перпендикулярно до напрямку руху смуги або під кутом близько 45° до цього напрямку. 8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що екструдований профіль виконано як замкнутий або відкритий порожнистий профіль. 3 UA 106509 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a fiber-reinforced extrusion profile, and fiber-reinforced extrusion profile
Автори англійськоюAl-Sheyyab, Ahmad, Sander, Ralf
Автори російськоюАль-Шейяб Ахмад, Зандер Ральф
МПК / Мітки
МПК: B29C 70/00, B29C 47/28, B29C 47/20, B29C 47/02
Мітки: посиленого, волокном, спосіб, екструдованого, виготовлення, профілю
Код посилання
<a href="https://ua.patents.su/6-106509-sposib-vigotovlennya-posilenogo-voloknom-ekstrudovanogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення посиленого волокном екструдованого профілю</a>
Спосіб виготовлення конструктивного елемента, посиленого волокном, спосіб виготовлення вузла з болтовим кріпильним пристроєм, болтом або вузла зі з`єднувальним елементом для використання в посиленому волокном к
Номер патенту: 78535
Опубліковано: 10.04.2007
Автор: Торнінг Хенрік
МПК: F16B 17/00, B29C 70/00, B29C 70/04
Мітки: болтом, вузла, посиленого, елемента, конструктивного, пристроєм, посиленому, з`єднувальним, болтовим, кріпильним, виготовлення, використання, спосіб, елементом, волокном
Формула / Реферат:
1. Спосіб виготовлення конструктивного елемента, посиленого волокном, що містить множину болтових кріпильних пристроїв, болтів або з'єднувальних елементів для його кріплення до іншого конструктивного елемента, що включає стадії, на яких:і) створюють подовжений елемент серцевини з матеріалу, переважно з посиленого волокном матеріалу, сумісного з матеріалом посиленого волокном конструктивного елемента, переважно виготовленого за...
Застосування армованої волокном пластмаси для армуючого елемента профілю віконної рами або дверної коробки
Номер патенту: 100041
Опубліковано: 12.11.2012
Автори: Вюст Манфред, Хейліг Андреас, Хенненбергер Флоріан, Хомес Ангеліка, Брокмюллер Кей Мічел
МПК: E06B 3/22
Мітки: віконної, армуючого, коробки, профілю, елемента, армованої, пластмаси, дверної, рами, застосування, волокном
Формула / Реферат:
1. Застосування армованої волокном пластмаси з модулем пружності >8000 Н/мм2, переважно >10000 Н/мм2, точкою розм'якшення >100 °С, переважно >150 °С, і коефіцієнтом розширення <6∙10-5 K-1, переважно <5∙10-5 K-1 , особливо переважно <4∙10-5 K-1 , зокрема застосування армованого волокном полібутилентерефталату, поліетилентерефталату або їх сумішей для армуючої планки (2, 6, 7, 14, 15) порожнистого профілю...
Спосіб виготовлення профілю
Номер патенту: 12296
Опубліковано: 16.01.2006
Автори: Науменко Володимир Миколайович, Войцішевський Олександр Анатолійович
МПК: B21B 1/38
Мітки: виготовлення, спосіб, профілю
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що заглибини формують у вигляді однорідних півсфер, а відстань між центрами цих півсфер вибирають із наступного співвідношення: L=(2-8)D де: L - відстань між центрами півсфер, мм; D - діаметр півсфери, мм.
Спосіб виготовлення профілю
Номер патенту: 10861
Опубліковано: 15.11.2005
Автор: Науменко Володимир Миколайович
МПК: B21B 1/38
Мітки: виготовлення, профілю, спосіб
Формула / Реферат:
Спосіб виготовлення профілю, що включає деформування його плоскої заготовки прокаткою у рельєфних валках із формуванням заглибин на поверхні плоскої заготовки, який відрізняється тим, що деформування поверхні плоскої заготовки здійснюють з двох сторін, при цьому на протилежній стороні від заглибин створюють виступи, які утворюють рельєфну заготовку профілю із наступним згладжуванням його виступів до заданого розміру товщини профілю.
Пристрій та спосіб виготовлення харчового екструдованого продукту
Номер патенту: 88839
Опубліковано: 25.11.2009
Автори: Новіков Сергій Миколайович, Плохінський Сергій Олександрович
МПК: A23P 1/10, A23L 1/18, A23L 1/10
Мітки: пристрій, харчового, виготовлення, спосіб, екструдованого, продукту
Формула / Реферат:
1. Пристрій для виготовлення харчового екструдованого продукту, який містить корпус, завантажувальний бункер з дозатором, прес-екструдер, а також матрицю, в якій послідовно виконані діафрагма з отвором, щілинна діафрагма і фільєра з крізним прямокутним отвором, який виконаний горизонтально або вертикально витягнутим, причому у фільєрі передбачені шліцьові пази, для установки ділильних ножів, для ділення продукту по подовжній осі, а на корпусі...
Попередній патент: Спосіб та пристрій для завантаження плавильного агрегату
Наступний патент: Покриття для силососу
Випадковий патент: Проливний пристрій для обробки розплавленого металу у формі з вертикальним роз'ємом