Пристрій та спосіб виготовлення харчового екструдованого продукту
Номер патенту: 88839
Опубліковано: 25.11.2009
Автори: Новіков Сергій Миколайович, Плохінський Сергій Олександрович
Формула / Реферат
1. Пристрій для виготовлення харчового екструдованого продукту, який містить корпус, завантажувальний бункер з дозатором, прес-екструдер, а також матрицю, в якій послідовно виконані діафрагма з отвором, щілинна діафрагма і фільєра з крізним прямокутним отвором, який виконаний горизонтально або вертикально витягнутим, причому у фільєрі передбачені шліцьові пази, для установки ділильних ножів, для ділення продукту по подовжній осі, а на корпусі матриці встановлені термодатчики для автоматизації процесу управління, який відрізняється тим, що дозатор виконаний у вигляді додаткового шнека з плавно регульованим обертанням, розташованим між вихідним отвором завантажувального бункера і вхідним отвором у корпус екструдера преса, а також, в матриці послідовно розташовані розігріваюча шайба з накидною гайкою, в якій виконано щілинний або галтелеподібний або інший щілиноподібний отвір з краями, що розширюються, щілинна діафрагма і фільєра з наскрізним прямокутним отвором, конструктивно виконана у вигляді шайби, що примикає до щілинної діафрагми і пов'язаного з нею тонкостінного патрубка, який виконує функцію формуючого продукт прямокутного каналу.
2. Спосіб виготовлення харчового екструдованого продукту за допомогою пристрою за п. 1, що включає завантаження зернової суміші, її перемішування, помел і екструзію, формування готового продукту, при цьому розмолоту суміш вирівнюють в стрічку, рівномірно перерозподіляючи тиск завсією площею потоку продукту, потім видавлюють через щілинну діафрагму з подальшим підриванням зернової суміші на початковій ділянці фільєри, яка набуває м'якої консистенції і заповнює отвір фільєри з прямокутним перерізом, в якій формують готовий продукт у вигляді плоскої стрічки, яку, у свою чергу, ділять за допомогою відрізного пристрою на окремі смуги мірної довжини, який відрізняється тим, що на стадії помелу температуру розігрівання зернової суміші регулюють за допомогою розігріваючої шайби, шляхом зміни опору переміщення зернової суміші від шнека екструдера преса в матрицю за допомогою накидної гайки, а формування експандованого харчового продукту здійснюють в умовах інтенсивного тепловідводу, який забезпечується тонкостінністю конструкції патрубка фільєри.
Текст
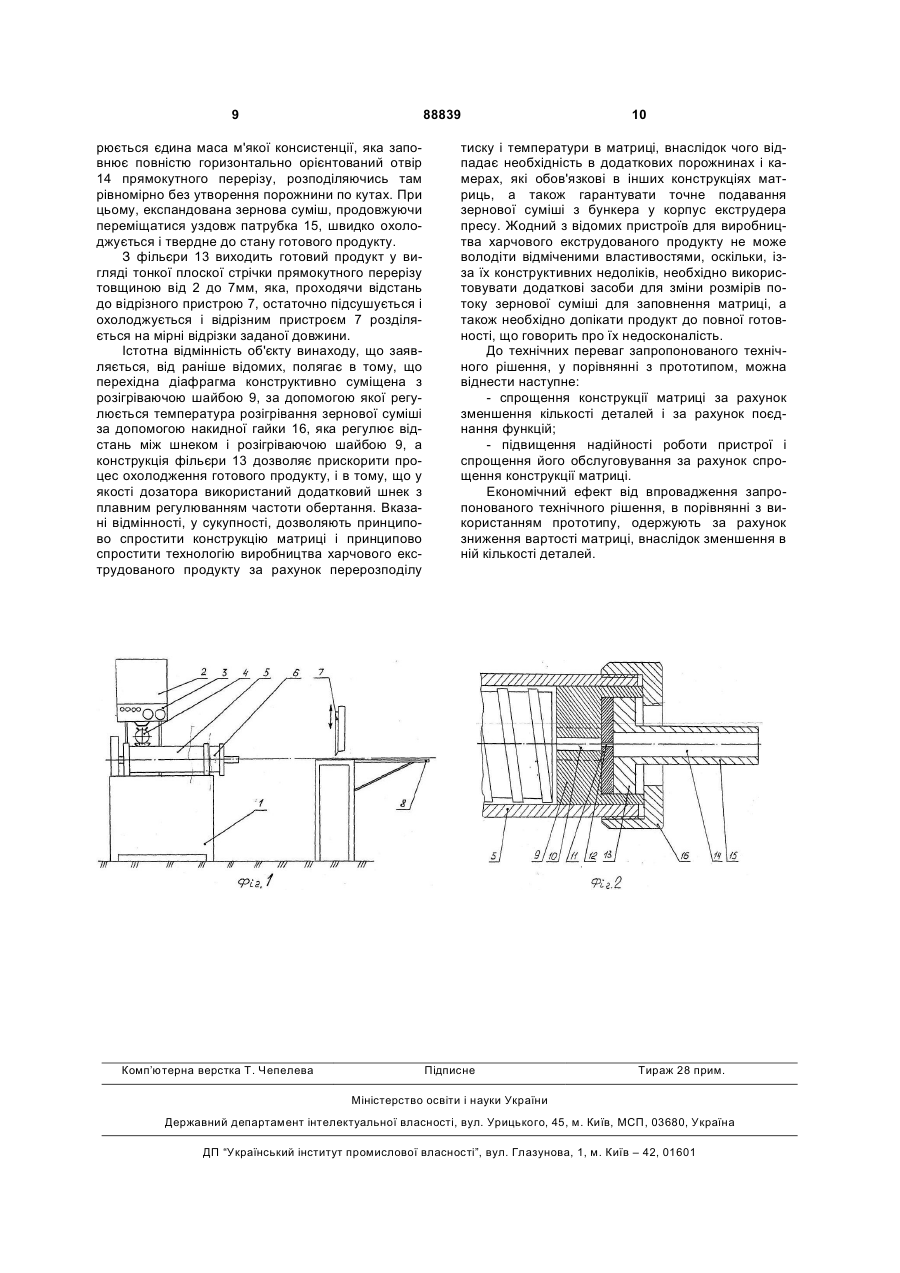
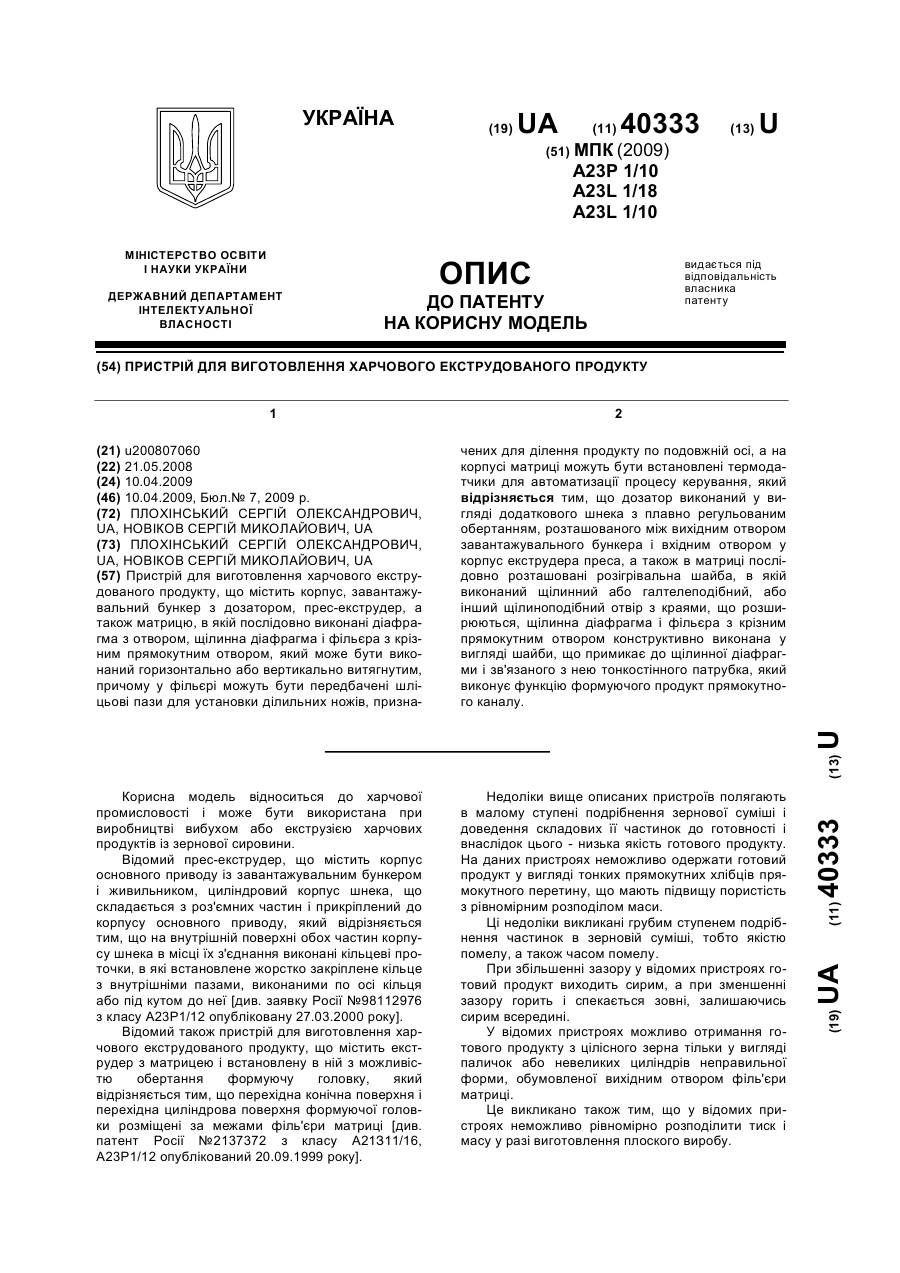
1. Пристрій для виготовлення харчового екструдованого продукту, який містить корпус, завантажувальний бункер з дозатором, прес-екструдер, а також матрицю, в якій послідовно виконані діафрагма з отвором, щілинна діафрагма і фільєра з крізним прямокутним отвором, який виконаний горизонтально або вертикально витягнутим, причому у фільєрі передбачені шліцьові пази, для установки ділильних ножів, для ділення продукту по подовжній осі, а на корпусі матриці встановлені термодатчики для автоматизації процесу управління, який відрізняється тим, що дозатор виконаний у вигляді додаткового шнека з плавно регу C2 2 UA 1 3 з внутрішніми пазами, виконаними по осі кільця або під кутом до неї [див. заявку Росії №98112976 з класу А23Ρ1/12 опубліковану 27.03.2000 року]. Відомий також пристрій для виготовлення харчового екструдованого продукту, що містить екструдер з матрицею і встановлену в ній з можливістю обертання формуючу головку, який відрізняється тим, що перехідна конічна поверхня і перехідна циліндрова поверхня формуючої головки розміщені за межами фільєри матриці [див. патент Росії №2137372 з класу А21311/16, А23Ρ1/12 опублікований 20.09.1999 року]. Недоліки вище описаних пристроїв полягають в малому ступені подрібнення зернової суміші і доведення складових її частинок до готовності і внаслідок цього - низька якість готового продукту. На даних пристроях неможливо одержати готовий продукт у вигляді тонких прямокутних хлібців прямокутного перерізу, що мають підвищу пористість з рівномірним розподілом маси. Ці недоліки викликані грубим ступенем подрібнення частинок в зерновій суміші, тобто якістю помелу, а також часом помелу. При збільшенні зазору у відомих пристроях готовий продукт виходить сирим, а при зменшенні зазору горить і спекається зовні, залишаючись сирим всередині. У відомих пристроях можливо отримання готового продукту з цілісного зерна тільки у вигляді паличок або невеликих циліндрів неправильної форми, обумовленої вихідним отвором фільєри матриці. Це викликано також тим, що у відомих пристроях неможливо рівномірно розподілити тиск і масу у разі виготовлення плоского виробу. Прямокутні плоскі хлібці одержують тільки з муки. При цьому багато цінних речовин, що містяться в цілісному зерні, втрачаються вже при помелі муки, окислюються на повітрі. Смак таких хлібців залишає бажати кращого і потрібне поверхневе нанесення різних смакових домішок, що підтверджується також тим, що відомі способи отримання харчового екструдованого продукту стосуються тільки змішування зерна із смаковими ароматичними компонентами або нанесення поверхневого шару смакових домішок на харчовий екструдований продукт. А це означає, що зернова сировина в кінцевому продукті не доведена до готовності, придатного до споживання. Наприклад: Відомий спосіб виробництва зернових продуктів, що включає внесення синтетичного замінника цукру в роздрібнюване зерно і екструдування зерна при t° маси 200-250°С з отриманням готового продукту вологістю 4,5-9% [див. патент Росії №2134521 з класу А23L1/10 опублікований 20.08.1999 року]. Відомий також спосіб виробництва екструдованого продукту з висівок хлібних злаків, що передбачає їх змішування із смаковими та/або ароматичними компонентами і водою, взятими в кількості, що забезпечує вологість екструдованої суміші 14-15%. Екструзію ведуть із швидкістю виходу екструдату вологістю 5-7% 100-180мм/хв 88839 4 [див. патент Росії №2145176 з класу А23L1/18 опублікований 08.07.1999 року]. Крім того, відомий спосіб приготування харчового екстудірованного продукту, згідно якому на екструдований продукт наносять смакову домішку - суміш фруктового соку і гідронізата шроту, обліпихи, узятих в співвідношенні 3-5:1мас.% [див. авторське свідоцтво СРСР №1738227 з класу А23L1/18 опубліковане 07.06.1992 року]. Основним недоліком всіх наведених вище способів є те, що вони не забезпечують можливості змішування під час одного завантаження різних зернових культур з різною величиною і твердістю зерен. Найбільш близьким за своєю суттю і ефекту, та який приймається за прототип, є пристрій і спосіб для виготовлення харчового екструдованого продукту, описаний в патенті Росії №2223682 з класу А23Ρ1/12, А23L1/18,1/10 опублікований 20.02.2004 року. Згідно цьому винаходу, пристрій для виготовлення харчового екструдованого продукту, містить корпус, завантажувальний бункер з вібродозатором і натягувач, а також матрицю, в якій послідовно виконані жорно з центральним круглим отвором і перехідною вирівнюючою порожниною, перехідна діафрагма з отвором, а також адаптивна порожнина з щілинною діафрагмою і фільєра з крізним прямокутним отвором, який може бути виконане горизонтально або вертикально витягнутим, причому у фільєрі можуть бути передбачені шліцьові пази для установки ділильних ножів, призначених для ділення продукту по подовжній осі, а на корпусі матриці можуть бути встановлені термодатчики для автоматизації процесу управління, а в натягувачі барабани можуть бути забезпечені ділильними ножами, призначеними для поперечного ділення продукту. Згідно цьому ж винаходу, спосіб виготовлення харчового екструдованого продукту включає завантаження зернової суміші, її перемішування, помел і екструзію, формування готового продукту, при цьому в процесі екструзії зернову суміш витримують в порожнинах матриці протягом часу, обумовленого часом заповнення цих порожнин, при цьому за допомогою перехідної діафрагми потік продукту вирівнюють в стрічку з прямокутним перерізом, рівномірно перерозподіляючи тиск за всією площею потоку продукту, зернову суміш допікають, впливаючи на неї тиском, потім видавлюють через щілинну діафрагму з подальшим підриванням зернової суміші, яка набуває м'якої консистенції і заповнює отвір фільєри з прямокутним перерізом, в якій формують готовий продукт у вигляді плоскої стрічки, яку, у свою чергу, ділять за допомогою ділильних ножів, встановлених на барабанах натягувачі, на окремі хлібці прямокутної форми. Основним суттєвим недоліком відомого пристрою для отримання харчового екструдованого продукту є складність і недосконалість конструкції його матриці - основного вузла, в якому безпосередньо готується і формується харчовий продукт. Наявність цього недоліку пояснюється наступним. Конструкція матриці починається з жорна, в якому, 5 взагалі, немає необхідності, оскільки помел зернової суміші до необхідної фракції повністю відбувається в корпусі шнека. Помел зернової суміші саме за допомогою шнека, власне кажучи, є однією з основних функцій останнього. І якщо в корпусі шнека не відбувається повного помелу зернової суміші, то це говорить лише, або про неправильний вибір розмірів шнека, зокрема, його довжини, або про надмірний його знос. Тобто, якщо в пристрої використаний правильно підібраний шнек, то в ніякому додатковому жорні немає необхідності. Його введення в матрицю лише ускладнює і обважнює її конструкцію і підкреслює невміння виробника підібрати правильно шнек - широко поширену деталь в машинобудуванні. Але це не єдиний недолік першої деталі в конструкції матриці. Мова йдеться про те, що на робочій поверхні жорна є всього лише один центральний круглий отвір, призначений для проходу подрібненої зернової суміші у всередину матриці. Саме з-за круглої форми цього єдиного вхідного отвору виникає технологічна необхідність в подальшому розширенні потоку зернової суміші до розмірів, відповідних діаметру матриці, який, у свою чергу, визначається розмірами екструдованого харчового продукту. Для цієї мети в жорні виконана вирівнююча порожнина, яку зернова суміш, після виходу з центрального отвору, заповнює, щоб розмір (ширина) потоку зернової суміші відповідав діаметру матриці. Наявність вирівнюючої порожнини, у свою чергу, приводить до значного збільшення довжини (або товщини) жорна, що, в цілому, приводить до збільшення розмірів матриці, до збільшення її ваги і металу, що йде на її виготовлення. Наявність адаптивної порожнини, причому значних розмірів, де відбувається допікання зернової суміші, говорить лише про конструктивних недостатньому розігріву зерновій суміші, що і приводить до необхідності введення в конструкції матриці вказаної адаптивної порожнини, де продукт доводиться до готовності. Розміри, зокрема, довжина, цієї деталі з адаптивною порожниною, досягає практично половини довжини матриці, що також збільшує її вагу, розміри, витрату металу, і приводить до ускладнення всієї конструкції. Завершує конструкцію матриці фільєра з крізним прямокутним отвором. Оскільки розміри цієї деталі, зокрема, її діаметр, співпадають з діаметром решти деталей, вона є масивною і саме ця обставина є її недоліком. Із-за значної товщини металу, що оточує прямокутний отвір, істотно погіршуються умови відведення тепла від екструдованого харчового продукту. В результаті цього, для охолоджування (підсушування) продукту, довжину фільєри необхідно значно збільшувати. Але в цьому випадку невиправдано зростає загальна довжина матриці і її вага, що є недоліком, якого можна було б уникнути, якби інтенсифікувати умови тепловідводу. Таким чином, із-за недосконалості деталей, що входять в конструкцію матриці, розміри, вага і вартість останній зростають і ускладнюється її обслуговування. Другим недоліком відомого пристрою для отримання харчового екструдованого продукту є використання в конструкції вібродозатора для регулювання подачі зернової суміші в корпус екстру 88839 6 дера пресу. Сутність цього недоліку пояснюється наступним. Для отримання ефекту вибуху зернової суміші, її заздалегідь зволожують, ще до завантаження в бункер, витримуючи у вологому середовищі певний час, необхідний для насичення зерен вологою. Але вологе зерно має властивість склеюватися в грудки. При вібродозуванні не завжди вдається повністю зруйнувати зернові грудки, які, в першу чергу зриваються цілими і у такому вигляді потрапляють в корпус прес-екструдора. Тому використовуваний принцип дозування подачі зернового середовища (вібрація), взагалі, не може забезпечити точне дозування, отже, не представляється надалі одержати зернову суміш і, як наслідок, харчовий екструдований продукт, з однаковими властивостями по його довжині, або для однорідності структури і споживчих властивостей харчового продукту необхідно використовувати додаткове локальне регулювання, яке, поперше, не передбачене в даній конструкції пристрою, і, по-друге, технологічно складно здійснити, оскільки утворення грудок зернової суміші, їх розмірів, і час попадання в корпус екструдера пресу, не передбачено і не піддається прогнозуванню. Основним недоліком відомого способу виготовлення харчового екструдованого продукту є низька його продуктивність, яка обумовлена необхідністю витримки зернової суміші у вирівнюючій і адаптивній порожнинах матриці протягом часу, обумовленого часом заповнення цих порожнин, а також наявністю окремої операції вирівнювання потоку зернової суміші у стрічку за допомогою перехідної діафрагми, і необхідністю допікання зернової суміші до готовності в адаптивній порожнині. Наявність перерахованих технологічних недоліків обумовлена недосконалістю конструкції матриці пристрої, про які говорилося вище. Другим істотним недоліком відомого способу виготовлення харчового екструдованого продукту є те, що він не гарантує отримання безперервної стрічки готового харчового продукту з однаковими властивостями по його довжині із-за неможливості точного дозування подачі початкової сировини в корпус екструдера пресу внаслідок недосконалості конструкції дозатора, про яких мовилося вище. В основу винаходу поставлене завдання спрощення конструкції пристрою з одночасним підвищенням продуктивності і якості харчового екструдованого продукту за рахунок забезпечення точності і надійності дозованої подачі зернової суміші в пристрій і зменшення ваги і кількості деталей в матриці шляхом зміни принципу дозування і конструктивної зміни деталей матриці, що забезпечує поєднання виконуваних ними функцій. Рішення поставленої задачі досягається тим, що в пристрої для виготовлення харчового екструдованого продукту, який містить корпус, завантажувальний бункер з дозатором прес-екструдер, а також матрицю, в якій послідовно виконані діафрагма з отвором, щілинна діафрагма і фільєра з крізним прямокутним отвором, який може бути виконаний горизонтально або вертикально витягнутим, причому у фільєрі можуть бути передбачені шліцьові пази для установки ділильних ножів, призначених для ділення продукту по подовжній осі, а на 7 корпусі матриці можуть бути встановлені термодатчики для автоматизації процесу управління, згідно пропозиції, дозатор виконаний у вигляді додаткового шнека з плавно регульованим обертанням, розташованим між вихідним отвором завантажувального бункера і вхідним отвором в корпус екструдера пресу, а також, в матриці послідовно розташовані розігріваюча шайба, в якій виконано щілинне або галтелеподібне або інший щілиноподібний отвір з краями, що розширюються, щілинна діафрагма і фільєра з крізним прямокутним отвором, яка конструктивно виконана у вигляді шайби, що примикає до щілинної діафрагми, і пов'язаного з нею тонкостінного патрубка, що виконує функцію формуючого продукт прямокутного каналу. Рішення поставленої задачі досягається також і тим, що в способі виготовлення харчового екструдованого продукту за допомогою вищеописаного пристрою, який включає завантаження зернової суміші, її перемішування, помел і екструзію, формування готового продукту, при цьому розмолоту суміш вирівнюють в стрічку, рівномірно перерозподіляючи тиск за всією площею потоку продукту, потім видавлюють через щілинну діафрагму з подальшим підриванням зернової суміші на початковій ділянці фільєри, яка набуває м'якої консистенції і заповнює отвір фільєри з прямокутним перерізом, в якій формують готовий продукт у вигляді плоскої стрічки, яку, у свою чергу, ділять за допомогою відрізного пристрою на окремі смуги мірної довжини, згідно пропозиції на стадії помелу, температуру розігрівання зернової суміші регулюють за допомогою розігріваючої шайби, шляхом зміни опору переміщення зернової суміші від шнека екструдера пресу в матрицю, а формування експандованого харчового продукту здійснюють в умовах інтенсивного тепловідводу, який забезпечується тонкостінністю конструкцією патрубка фільєри. Використання у якості дозуючого пристрою додаткового шнека з регульованою швидкістю обертання дозволяє забезпечити ідеальне дозування зернової суміші незалежно від злипання її в грудки, оскільки вони всі обов'язково будуть повністю зруйновані шнеком, що обертається, ще до подання зернової суміші в корпус екструдера пресу. Оскільки помел зернової суміші повністю відбувається в прес-екструдорі, жорен, який використовується в матриці за прототипом, доцільно замінити шайбою розігрівання, за допомогою якої змінюють температуру зернової суміші шляхом зміни опору в зоні між шнеком і матрицею за рахунок зміни ширини цієї зони. Для проходу зернової суміші в матрицю, в розігріваючій шайбі виконаний щілиноподібний отвір будь-якої конфігурації, завдяки якому розігріваюча шайба виконує одночасно функцію щілинної діафрагми, що розподіляє зернову суміш по ширині матриці. Зміна (полегшення) конструкції фільєри, зокрема, зменшення її масивності досягається за рахунок того, що прямокутний канал утворений патрубком із заданими розмірами отвору, що дозволяє інтенсифікувати відведення тепла від готового продукту і, саме так, прискорити його охолодження і твердіння і, у на 88839 8 слідок, зменшити загальну довжину технологічного тракту виготовлення екструдованого харчового продукту. Сутність винаходу пояснюється ілюстративним матеріалом, на якому зображено наступне: Фіг.1 - загальний вид пристрою для виготовлення харчового екструдованого продукту; Фіг.2 - матриця до пристрою, зображеного Фіг.1, подовжній розріз для кращого показу конструкції. Запропонований пристрій складається з несучої рами 1, завантажувального бункера 2, блоку управління 3, дозуючого шнека 4, корпусу екструдера пресу 5, матриці 6, відрізного пристрою 7 будь-якої відомої конструкції і лотка 8 для прийому готового харчового продукту. Матриця 6 пристрою складається з розігріваючої металевої шайби 9, що має гарну теплопровідність, що виконує одночасно функцію розподільника зернової суміші по ширині матриці 6, для чого в ній виконаний щілиноподібний отвір 10, проходячи через яке, зернова суміш відразу ж рівномірно розподіляється по всій ширині матриці 6. Зрозуміло, розміри і форма щілиноподібного отвору 10 можуть бути різними: овальне, у вигляді галтелей, однорядного набору декількох круглих отворів або іншої форми: лише щоб його ширина відповідала діаметру матриці, у висота була у багато разів меншої його ширини. Безпосередньо за розігріваючою шайбою 9, в матриці 6 встановлена щілинна діафрагма 11 з щілинним отвором 12, до якої примикає фільєра 13 з наскрізним горизонтально витягнутим отвором 14 прямокутного перерізу, утвореного патрубком 15 відповідного перерізу. Після матриці 6, на відстані приблизно 0,81,0м від неї, встановлений відрізний пристрій 7 будь-якої відомої конструкції. Крім того, на матриці 6 можуть бути встановлені термодатчики будь-якої відомої конструкції (не показані з-за загальновідомості) для автоматизації процесу управління виготовленням харчового продукту. Подальша сутність запропонованого технічного рішення пояснюється спільно з принципом роботи пристрою для виготовлення харчового екструдованого продукту. Зернова суміш засипається в бункер 2, звідки через дозуючий шнек 4, прокидається в корпус екструдера пресу 5, де за допомогою шнека перемелюється і одночасно подається до матриці 6. Тут зернова суміш додатково перемішується, ущільнюється і розігрівається під час стиснення. Потім розігріта до заданої температури зернова суміш потрапляє в щілинний отвір 10 і, далі, по ходу руху, поступає в щілинний отвір 12 щілинної діафрагми 11,з якої зернова суміш видавлюється у фільєру 13. Спресована і розігріта зернова суміш, в якій волога перетворилася на пару, що знаходиться в неї під високим тиском, потрапляє у отвір 14 фільєри 13, яке значно більше щілинного отвору 12 щілинної діафрагми 11, опиняється в зоні дії атмосферного тиску, внаслідок чого зернова суміш експандирує за рахунок інтенсивного виходу пари з розігрітої зернової суміші. Після цього, в початковій ділянці патрубка 15 із зернової суміші утво 9 88839 рюється єдина маса м'якої консистенції, яка заповнює повністю горизонтально орієнтований отвір 14 прямокутного перерізу, розподіляючись там рівномірно без утворення порожнини по кутах. При цьому, експандована зернова суміш, продовжуючи переміщатися уздовж патрубка 15, швидко охолоджується і твердне до стану готового продукту. З фільєри 13 виходить готовий продукт у вигляді тонкої плоскої стрічки прямокутного перерізу товщиною від 2 до 7мм, яка, проходячи відстань до відрізного пристрою 7, остаточно підсушується і охолоджується і відрізним пристроєм 7 розділяється на мірні відрізки заданої довжини. Істотна відмінність об'єкту винаходу, що заявляється, від раніше відомих, полягає в тому, що перехідна діафрагма конструктивно суміщена з розігріваючою шайбою 9, за допомогою якої регулюється температура розігрівання зернової суміші за допомогою накидної гайки 16, яка регулює відстань між шнеком і розігріваючою шайбою 9, а конструкція фільєри 13 дозволяє прискорити процес охолодження готового продукту, і в тому, що у якості дозатора використаний додатковий шнек з плавним регулюванням частоти обертання. Вказані відмінності, у сукупності, дозволяють принципово спростити конструкцію матриці і принципово спростити технологію виробництва харчового екструдованого продукту за рахунок перерозподілу Комп’ютерна верстка Т. Чепелева 10 тиску і температури в матриці, внаслідок чого відпадає необхідність в додаткових порожнинах і камерах, які обов'язкові в інших конструкціях матриць, а також гарантувати точне подавання зернової суміші з бункера у корпус екструдера пресу. Жодний з відомих пристроїв для виробництва харчового екструдованого продукту не може володіти відміченими властивостями, оскільки, ізза їх конструктивних недоліків, необхідно використовувати додаткові засоби для зміни розмірів потоку зернової суміші для заповнення матриці, а також необхідно допікати продукт до повної готовності, що говорить про їх недосконалість. До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне: - спрощення конструкції матриці за рахунок зменшення кількості деталей і за рахунок поєднання функцій; - підвищення надійності роботи пристрої і спрощення його обслуговування за рахунок спрощення конструкції матриці. Економічний ефект від впровадження запропонованого технічного рішення, в порівнянні з використанням прототипу, одержують за рахунок зниження вартості матриці, внаслідок зменшення в ній кількості деталей. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for making food extruded product
Автори англійськоюPlokhinskyi Serhii Oleksandrovych, Novikov Serhii Mykolaivych
Назва патенту російськоюУстройство и способ изготовления пищевого экструдированного продукта
Автори російськоюПлохинский Сергей Александрович, Новиков Сергей Николаевич
МПК / Мітки
МПК: A23L 1/10, A23L 1/18, A23P 1/10
Мітки: екструдованого, виготовлення, харчового, продукту, спосіб, пристрій
Код посилання
<a href="https://ua.patents.su/5-88839-pristrijj-ta-sposib-vigotovlennya-kharchovogo-ekstrudovanogo-produktu.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб виготовлення харчового екструдованого продукту</a>
Пристрій для виготовлення харчового екструдованого продукту
Номер патенту: 40333
Опубліковано: 10.04.2009
Автори: Новіков Сергій Миколайович, Плохінський Сергій Олександрович
МПК: A23L 1/10, A23L 1/18, A23P 1/10
Мітки: виготовлення, харчового, екструдованого, продукту, пристрій
Формула / Реферат:
Пристрій для виготовлення харчового екструдованого продукту, що містить корпус, завантажувальний бункер з дозатором, прес-екструдер, а також матрицю, в якій послідовно виконані діафрагма з отвором, щілинна діафрагма і фільєра з крізним прямокутним отвором, який може бути виконаний горизонтально або вертикально витягнутим, причому у фільєрі можуть бути передбачені шліцьові пази для установки ділильних ножів, призначених для ділення продукту по...
Пристрій для виготовлення харчового екструдованого продукту з наповнювачем
Номер патенту: 73034
Опубліковано: 16.05.2005
Автор: Кобзев Василь Семенович
МПК: A23L 1/18, B30B 11/22, A23P 1/10, B29C 47/12
Мітки: пристрій, харчового, екструдованого, продукту, виготовлення, наповнювачем
Формула / Реферат:
1. Пристрій для виготовлення харчового екструдованого продукту з наповнювачем, що містить випускну матрицю, виконану з накопичувальною камерою і осьовою фільєрою для випресування екструдату, розділову матрицю, виконану з подовжніми перепускними каналами, установлену перед випускною матрицею і сполучену з останньою за допомогою циліндричних посадкових поверхонь, ін'єктор, закріплений у розділовій матриці по осі фільєри, і живильний канал для...
Пристрій для виготовлення харчового екструдованого продукту з наповнювачем
Номер патенту: 77541
Опубліковано: 15.12.2006
Автор: Кобзев Василь Семенович
МПК: A23L 1/18, B29C 47/12, B30B 11/22, A23P 1/10
Мітки: харчового, пристрій, продукту, виготовлення, наповнювачем, екструдованого
Формула / Реферат:
1. Пристрій для виготовлення харчового екструдованого продукту з наповнювачем, що містить випускну матрицю, виконану з накопичувальною камерою і фільєрою для випресування екструдату, розділову матрицю, установлену перед випускною матрицею і сполучену з останньою за допомогою посадкових поверхонь, ін'єктор, закріплений у розділовій матриці з радіальним зміщенням відносно осі пристрою, і живильний канал для подачі наповнювача, сполучений з...
Спосіб виробництва харчового екструдованого продукту з начинкою “подушечки “корисні”
Номер патенту: 19441
Опубліковано: 15.12.2006
Автори: Аннєнкова Надія Борисівна, Рудавська Ганна Богданівна
Мітки: виробництва, начинкою, подушечки, продукту, екструдованого, корисні, спосіб, харчового
Формула / Реферат:
1.Спосіб виробництва харчового екструдованого продукту з начинкою, який включає виготовлення оболонки, що містить в своєму складі крупу кукурудзяну, борошно пшеничне, висівки, цукрову пудру і сухий молочний продукт, та наповнення оболонки начинкою, яка містить цукрову пудру, олію соняшникову рафіновану, крохмаль кукурудзяний та сухий молочний продукт, який відрізняється тим, що як сухий молочний продукт у складах оболонки та начинки...
Спосіб виробництва харчового екструдованого продукту з прошарком “сендвічі “українські”
Номер патенту: 20361
Опубліковано: 15.01.2007
Автори: Рудавська Ганна Богданівна, Аннєнкова Надія Борисівна
Мітки: українські, продукту, сендвічі, спосіб, екструдованого, харчового, прошарком, виробництва
Формула / Реферат:
Спосіб виробництва харчового екструдованого продукту з прошарком шляхом виготовлення хлібців, що містять борошно пшеничне, борошно житнє, крупу кукурудзяну, пшеничні висівки та сіль, який відрізняється тим, що до складу хлібців додатково додають зародки пшениці та яєчну шкаралупу при такому співвідношенні інгредієнтів, мас. %: борошно пшеничне 38-40, борошно житнє 9-11, ...
Попередній патент: Напрямний ролик для безперервних заготовок
Наступний патент: Спосіб хірургічного лікування мідріазу
Випадковий патент: Таблетковий препарат на основі норфлоксацину і спосіб його одержання