Спосіб динамічного управління коливаннями супорта верстата
Номер патенту: 107301
Опубліковано: 25.05.2016
Автори: Криворучко Дмитро Володимирович, Коротун Микола Миколайович, Шаповал Юрій Володимирович

Формула / Реферат
Спосіб динамічного управління коливаннями супорта верстата, при якому реєструють коливання різця та визначають амплітуду коливань у процесі різання по довжині обробки деталі за допомогою датчика контролювання коливань, регулюють зміну коливань супорта за допомогою переміщення додаткової маси, який відрізняється тим, що датчик контролювання коливань різця з'єднують з блоком управління, розміщують на різці, а коливання реєструють за координатою X переміщення різця, визначають мінімальну амплітуду коливань різця та подають сигнал від датчика контролювання коливань різця на привід додаткової маси, при цьому додаткову масу переміщують поздовж станини і розміщують на ній пропорційно мінімальній амплітуді коливань різця.
Текст
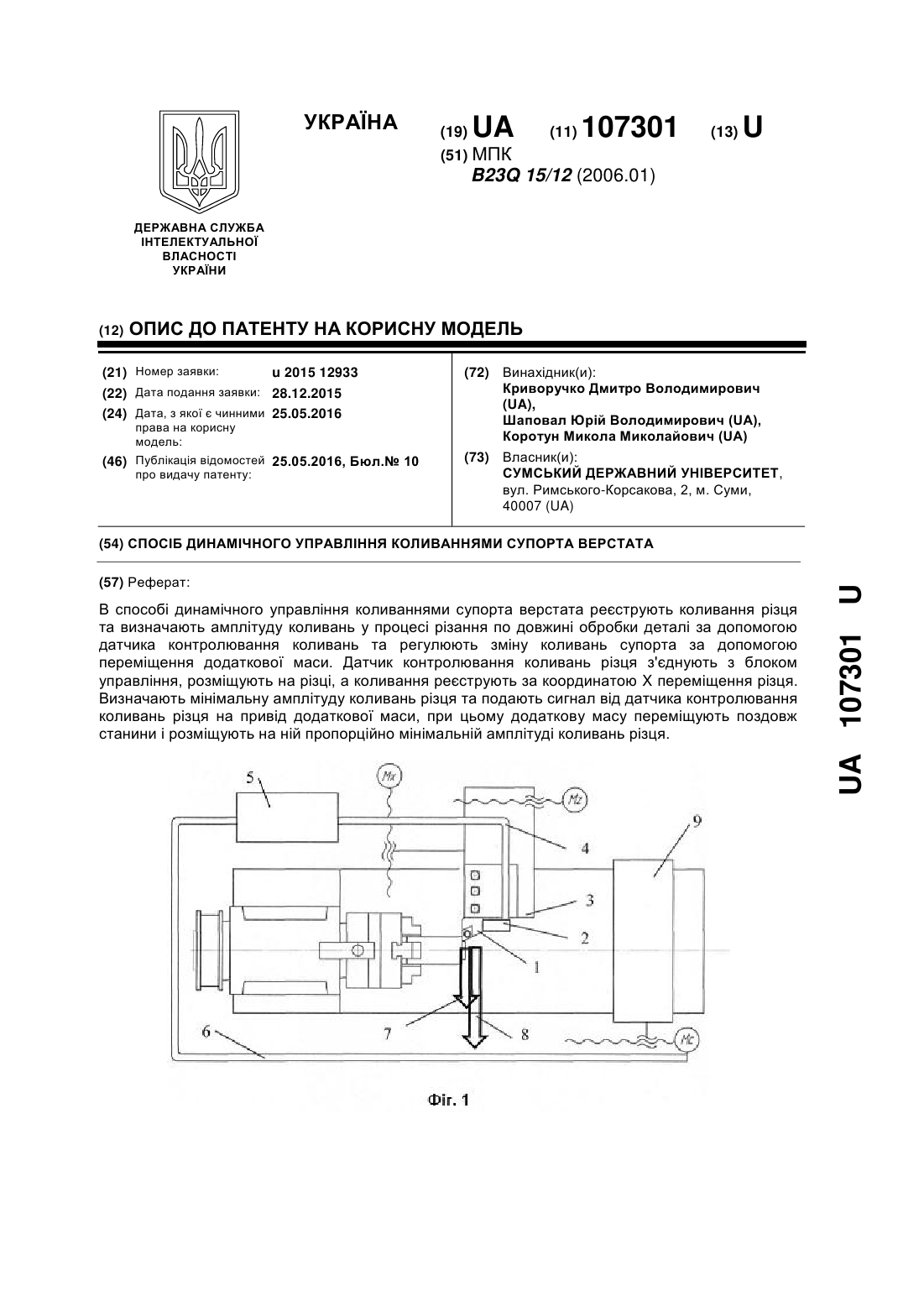
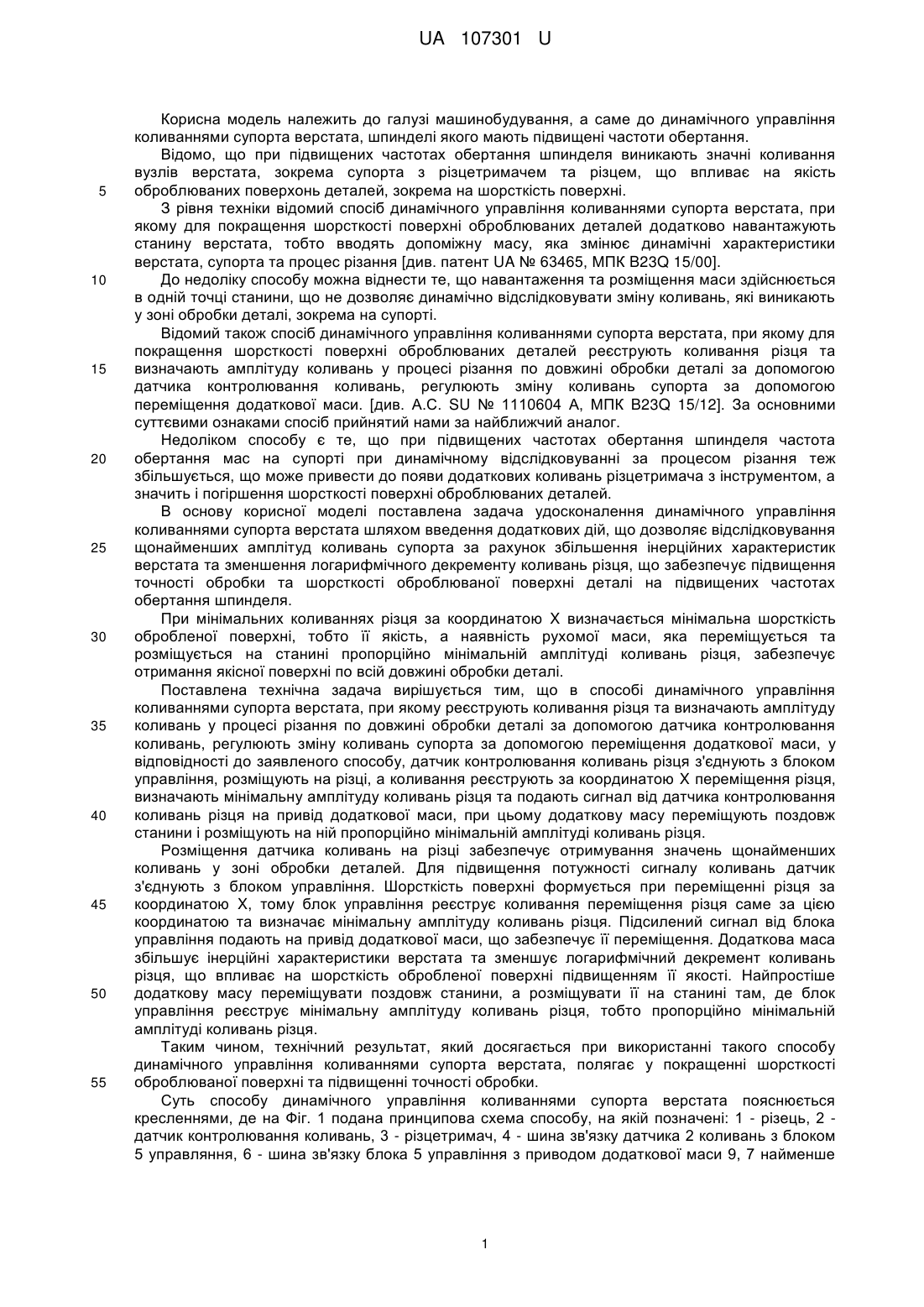
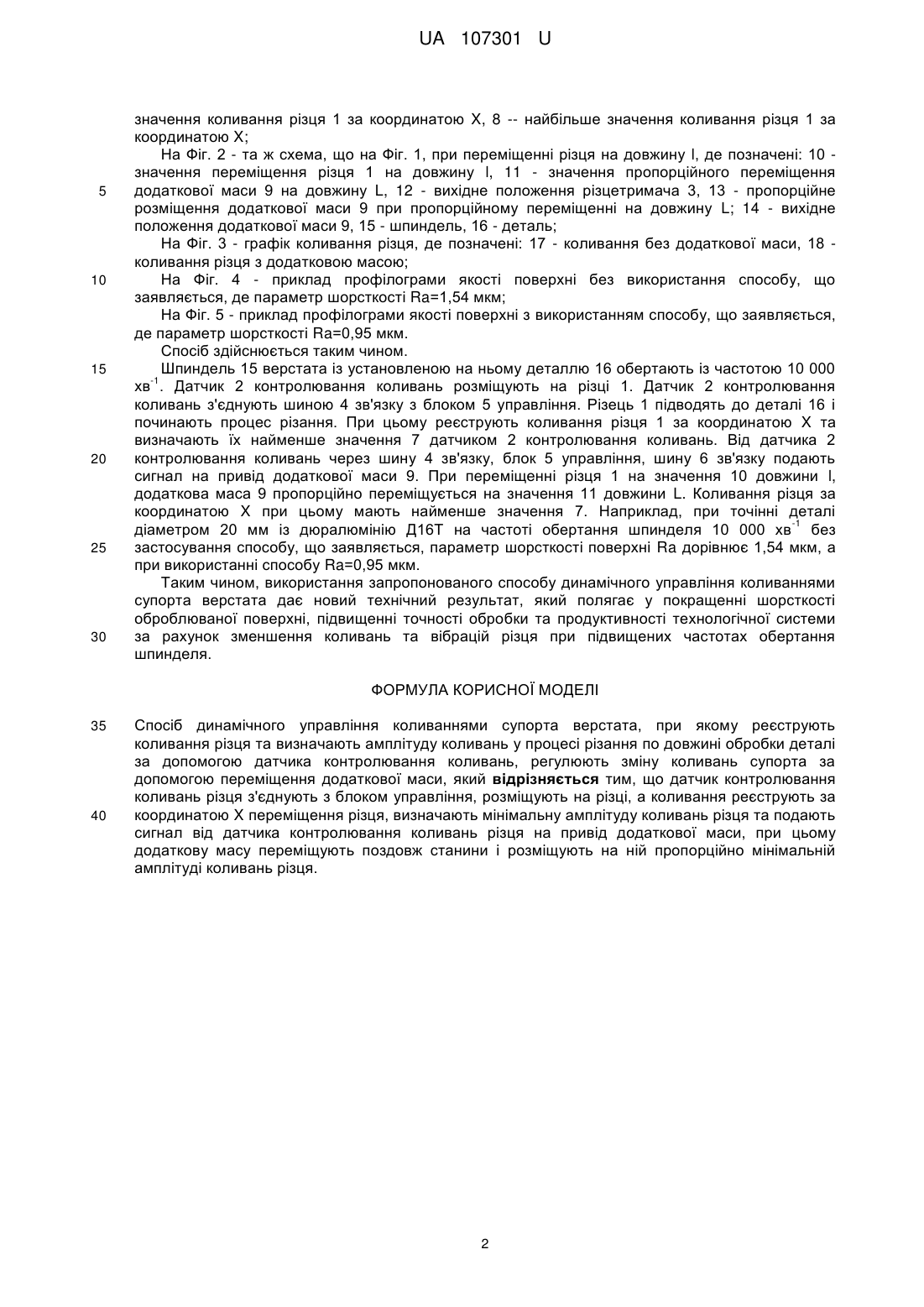
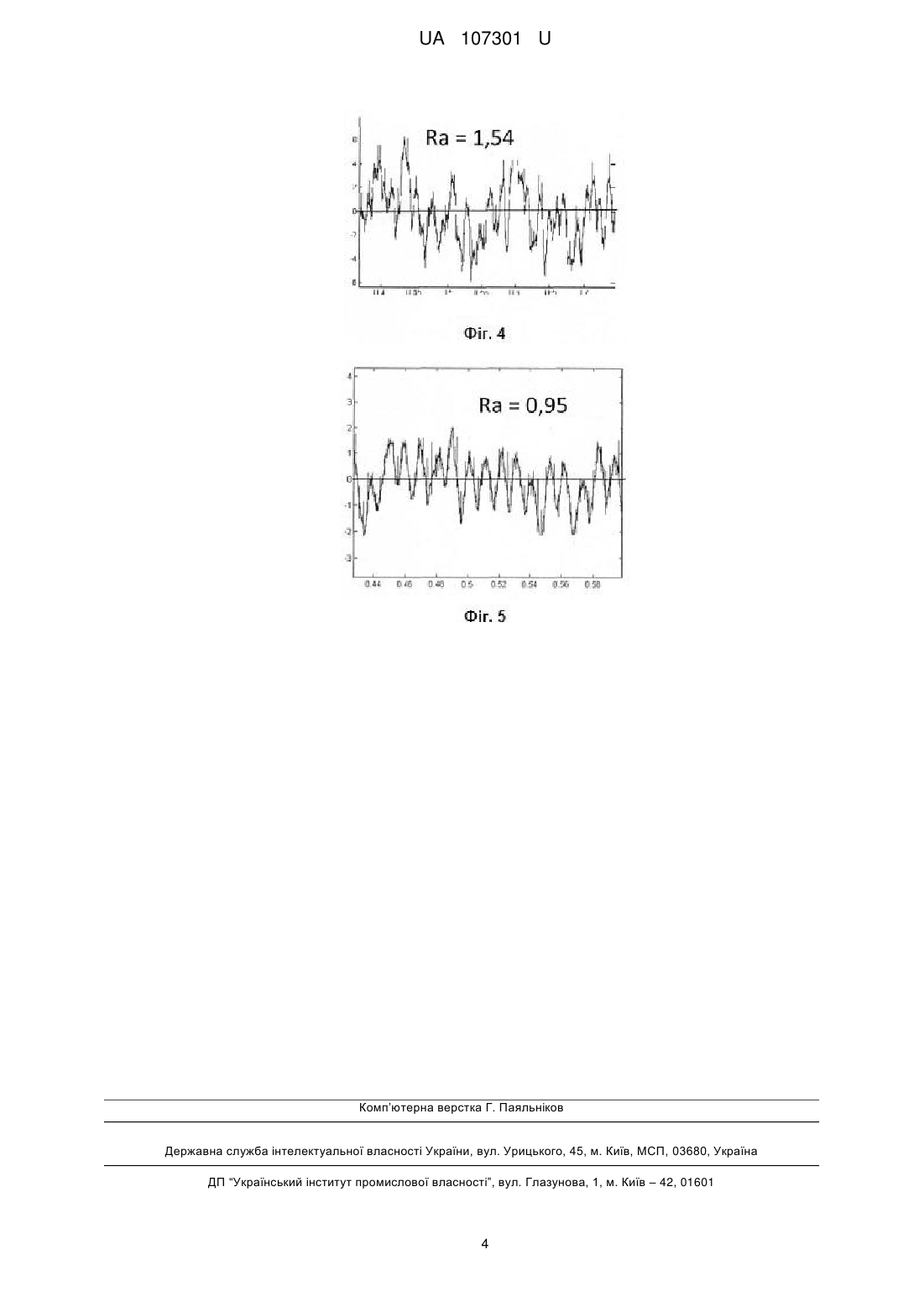
Реферат: В способі динамічного управління коливаннями супорта верстата реєструють коливання різця та визначають амплітуду коливань у процесі різання по довжині обробки деталі за допомогою датчика контролювання коливань та регулюють зміну коливань супорта за допомогою переміщення додаткової маси. Датчик контролювання коливань різця з'єднують з блоком управління, розміщують на різці, а коливання реєструють за координатою X переміщення різця. Визначають мінімальну амплітуду коливань різця та подають сигнал від датчика контролювання коливань різця на привід додаткової маси, при цьому додаткову масу переміщують поздовж станини і розміщують на ній пропорційно мінімальній амплітуді коливань різця. UA 107301 U (54) СПОСІБ ДИНАМІЧНОГО УПРАВЛІННЯ КОЛИВАННЯМИ СУПОРТА ВЕРСТАТА UA 107301 U UA 107301 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до динамічного управління коливаннями супорта верстата, шпинделі якого мають підвищені частоти обертання. Відомо, що при підвищених частотах обертання шпинделя виникають значні коливання вузлів верстата, зокрема супорта з різцетримачем та різцем, що впливає на якість оброблюваних поверхонь деталей, зокрема на шорсткість поверхні. З рівня техніки відомий спосіб динамічного управління коливаннями супорта верстата, при якому для покращення шорсткості поверхні оброблюваних деталей додатково навантажують станину верстата, тобто вводять допоміжну масу, яка змінює динамічні характеристики верстата, супорта та процес різання [див. патент UA № 63465, МПК B23Q 15/00]. До недоліку способу можна віднести те, що навантаження та розміщення маси здійснюється в одній точці станини, що не дозволяє динамічно відслідковувати зміну коливань, які виникають у зоні обробки деталі, зокрема на супорті. Відомий також спосіб динамічного управління коливаннями супорта верстата, при якому для покращення шорсткості поверхні оброблюваних деталей реєструють коливання різця та визначають амплітуду коливань у процесі різання по довжині обробки деталі за допомогою датчика контролювання коливань, регулюють зміну коливань супорта за допомогою переміщення додаткової маси. [див. А.С. SU № 1110604 А, МПК B23Q 15/12]. За основними суттєвими ознаками спосіб прийнятий нами за найближчий аналог. Недоліком способу є те, що при підвищених частотах обертання шпинделя частота обертання мас на супорті при динамічному відслідковуванні за процесом різання теж збільшується, що може привести до появи додаткових коливань різцетримача з інструментом, а значить і погіршення шорсткості поверхні оброблюваних деталей. В основу корисної моделі поставлена задача удосконалення динамічного управління коливаннями супорта верстата шляхом введення додаткових дій, що дозволяє відслідковування щонайменших амплітуд коливань супорта за рахунок збільшення інерційних характеристик верстата та зменшення логарифмічного декременту коливань різця, що забезпечує підвищення точності обробки та шорсткості оброблюваної поверхні деталі на підвищених частотах обертання шпинделя. При мінімальних коливаннях різця за координатою X визначається мінімальна шорсткість обробленої поверхні, тобто її якість, а наявність рухомої маси, яка переміщується та розміщується на станині пропорційно мінімальній амплітуді коливань різця, забезпечує отримання якісної поверхні по всій довжині обробки деталі. Поставлена технічна задача вирішується тим, що в способі динамічного управління коливаннями супорта верстата, при якому реєструють коливання різця та визначають амплітуду коливань у процесі різання по довжині обробки деталі за допомогою датчика контролювання коливань, регулюють зміну коливань супорта за допомогою переміщення додаткової маси, у відповідності до заявленого способу, датчик контролювання коливань різця з'єднують з блоком управління, розміщують на різці, а коливання реєструють за координатою X переміщення різця, визначають мінімальну амплітуду коливань різця та подають сигнал від датчика контролювання коливань різця на привід додаткової маси, при цьому додаткову масу переміщують поздовж станини і розміщують на ній пропорційно мінімальній амплітуді коливань різця. Розміщення датчика коливань на різці забезпечує отримування значень щонайменших коливань у зоні обробки деталей. Для підвищення потужності сигналу коливань датчик з'єднують з блоком управління. Шорсткість поверхні формується при переміщенні різця за координатою X, тому блок управління реєструє коливання переміщення різця саме за цією координатою та визначає мінімальну амплітуду коливань різця. Підсилений сигнал від блока управління подають на привід додаткової маси, що забезпечує її переміщення. Додаткова маса збільшує інерційні характеристики верстата та зменшує логарифмічний декремент коливань різця, що впливає на шорсткість обробленої поверхні підвищенням її якості. Найпростіше додаткову масу переміщувати поздовж станини, а розміщувати її на станині там, де блок управління реєструє мінімальну амплітуду коливань різця, тобто пропорційно мінімальній амплітуді коливань різця. Таким чином, технічний результат, який досягається при використанні такого способу динамічного управління коливаннями супорта верстата, полягає у покращенні шорсткості оброблюваної поверхні та підвищенні точності обробки. Суть способу динамічного управління коливаннями супорта верстата пояснюється кресленнями, де на Фіг. 1 подана принципова схема способу, на якій позначені: 1 - різець, 2 датчик контролювання коливань, 3 - різцетримач, 4 - шина зв'язку датчика 2 коливань з блоком 5 управляння, 6 - шина зв'язку блока 5 управління з приводом додаткової маси 9, 7 найменше 1 UA 107301 U 5 10 15 20 25 30 значення коливання різця 1 за координатою X, 8 -- найбільше значення коливання різця 1 за координатою X; На Фіг. 2 - та ж схема, що на Фіг. 1, при переміщенні різця на довжину l, де позначені: 10 значення переміщення різця 1 на довжину l, 11 - значення пропорційного переміщення додаткової маси 9 на довжину L, 12 - вихідне положення різцетримача 3, 13 - пропорційне розміщення додаткової маси 9 при пропорційному переміщенні на довжину L; 14 - вихідне положення додаткової маси 9, 15 - шпиндель, 16 - деталь; На Фіг. 3 - графік коливання різця, де позначені: 17 - коливання без додаткової маси, 18 коливання різця з додатковою масою; На Фіг. 4 - приклад профілограми якості поверхні без використання способу, що заявляється, де параметр шорсткості Ra=1,54 мкм; На Фіг. 5 - приклад профілограми якості поверхні з використанням способу, що заявляється, де параметр шорсткості Ra=0,95 мкм. Спосіб здійснюється таким чином. Шпиндель 15 верстата із установленою на ньому деталлю 16 обертають із частотою 10 000 -1 хв . Датчик 2 контролювання коливань розміщують на різці 1. Датчик 2 контролювання коливань з'єднують шиною 4 зв'язку з блоком 5 управління. Різець 1 підводять до деталі 16 і починають процес різання. При цьому реєструють коливання різця 1 за координатою X та визначають їх найменше значення 7 датчиком 2 контролювання коливань. Від датчика 2 контролювання коливань через шину 4 зв'язку, блок 5 управління, шину 6 зв'язку подають сигнал на привід додаткової маси 9. При переміщенні різця 1 на значення 10 довжини l, додаткова маса 9 пропорційно переміщується на значення 11 довжини L. Коливання різця за координатою X при цьому мають найменше значення 7. Наприклад, при точінні деталі -1 діаметром 20 мм із дюралюмінію Д16Т на частоті обертання шпинделя 10 000 хв без застосування способу, що заявляється, параметр шорсткості поверхні Ra дорівнює 1,54 мкм, а при використанні способу Ra=0,95 мкм. Таким чином, використання запропонованого способу динамічного управління коливаннями супорта верстата дає новий технічний результат, який полягає у покращенні шорсткості оброблюваної поверхні, підвищенні точності обробки та продуктивності технологічної системи за рахунок зменшення коливань та вібрацій різця при підвищених частотах обертання шпинделя. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб динамічного управління коливаннями супорта верстата, при якому реєструють коливання різця та визначають амплітуду коливань у процесі різання по довжині обробки деталі за допомогою датчика контролювання коливань, регулюють зміну коливань супорта за допомогою переміщення додаткової маси, який відрізняється тим, що датчик контролювання коливань різця з'єднують з блоком управління, розміщують на різці, а коливання реєструють за координатою X переміщення різця, визначають мінімальну амплітуду коливань різця та подають сигнал від датчика контролювання коливань різця на привід додаткової маси, при цьому додаткову масу переміщують поздовж станини і розміщують на ній пропорційно мінімальній амплітуді коливань різця. 2 UA 107301 U 3 UA 107301 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23Q 15/12
Мітки: спосіб, супорта, коливаннями, динамічного, управління, верстата
Код посилання
<a href="https://ua.patents.su/6-107301-sposib-dinamichnogo-upravlinnya-kolivannyami-suporta-verstata.html" target="_blank" rel="follow" title="База патентів України">Спосіб динамічного управління коливаннями супорта верстата</a>
Спосіб керування коливаннями при точінні
Номер патенту: 28682
Опубліковано: 25.12.2007
Автори: Донченко Євгеній Іванович, Марчук Євген Вячеславович, Мироненко Євгеній Васильович
МПК: B23Q 17/00
Мітки: спосіб, коливаннями, точінні, керування
Формула / Реферат:
Спосіб керування коливаннями при точінні, за яким на токарському різці генерують коливання з ультразвуковою частотою, який відрізняється тим, що задають коливання, близькі по амплітуді, але протилежні за напрямком коливанням від процесу різання в діапазоні частот до 5 кГц, що визначають за допомогою датчика віброприскорень, а коливання з ультразвуковою частотою знаходяться в резонансі з технологічною системою механічної обробки, що...
Спосіб автоматичного управління пружними переміщеннями напрямних верстата
Номер патенту: 63465
Опубліковано: 10.10.2011
Автори: Пестунов Володимир Михайлович, Стеценко Олексій Сергійович
МПК: B23Q 1/00
Мітки: управління, напрямних, пружними, верстата, спосіб, автоматичного, переміщеннями
Формула / Реферат:
Спосіб автоматичного управління пружними переміщеннями напрямних верстата, при якому відносне положення напрямних технологічної системи верстата стабілізують шляхом додаткового навантаження вказаних напрямних, який відрізняється тим, що для підвищення точності, додаткове навантаження проводять в напрямі, що співпадає з напрямом дії технологічного навантаження, причому автоматично управляють навантаженням так, щоб сумарна деформація від...
Пристрій для мікроподачі супорта
Номер патенту: 54836
Опубліковано: 25.11.2010
Автор: Негода Ігор Анатолійович
МПК: B24B 47/00
Мітки: пристрій, мікроподачі, супорта
Формула / Реферат:
Пристрій для мікроподачі супорта, що містить розташовані на напрямних стінки корпусу, крізь які проходять вал і гвинт, на яких розміщені провідна шестірня (3) і ведені шестерні (2, 4), що сполучаються між собою, при цьому провідна шестірня, що знаходиться на валу, передає крутний момент веденим шестерням, розташованим на гвинті з можливістю подовжнього переміщення, який відрізняється тим, що ведена шестірня (2) забезпечена внутрішною...
Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки
Номер патенту: 56165
Опубліковано: 15.05.2003
Автор: Романіка Костянтин Васильович
МПК: B23B 3/00
Мітки: переміщенням, задньої, бабки, малогабаритний, токарний, автоматичним, верстат, супорта
Формула / Реферат:
1. Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки, до якого входять станина, передня бабка, упорно-напрямні планки, задня бабка та супорт, що складається з основи, виконаної з можливістю лінійного переміщення паралельно до осі шпинделя та перпендикулярного переміщення зміною довжини упорної колонки, повернутої в бік передньої бабки, та різцетримач, на кожній стороні нижньої частини якого встановлено по...
Спосіб керування гідравлічним робочим органом верстата
Номер патенту: 36962
Опубліковано: 10.11.2008
Автори: Коротун Микола Миколайович, Угненко Віталій Петрович
МПК: F15B 9/00
Мітки: спосіб, органом, робочим, керування, верстата, гідравлічним
Формула / Реферат:
Спосіб керування гідравлічним робочим органом верстата,що включає переміщення слідкуючої точки по контуру копіра, передачу позитивного або негативного електричного сигналу на електромеханічний перетворювач, зміщення струминної трубки під дією перетворювача праворуч або ліворуч, зміну тиску робочої рідини у торцевих камерах золотника, зміщення золотника від нейтрального положення, подачу робочої рідини під тиском через золотник в одну з...
Попередній патент: Пристрій для накладання анастомозу на пошкоджений холедох чи судину з будь-якою товщиною стінки при оперативному втручанні на печінці за дзигалом о.ф.
Наступний патент: Ковбаса кров’яна сорізова
Випадковий патент: Пристрій для переміщення і передачі виробів