Спосіб ізотермічного гартування виробу з високовуглецевих легованих сталей або чавунів


Формула / Реферат
1. Спосіб ізотермічного гартування виробу з високовуглецевих легованих сталей або чавунів, що включає їх нагрівання до температури аустенізації і охолодження в розчинах солей під атмосферним або надлишковим тиском, який відрізняється тим, що температура кипіння водних розчинів солей протягом бульбашкового кипіння за допомогою тиску від 0,1 МПа до 1,6 МПа підтримують на рівні температури початку мартенситного перетворення вказаних сталей або чавунів до закінчення бульбашкового кипіння зазначених розчинів солей, при якому повністю затримують мартинситне перетворення, а потім виріб негайно поміщають в піч з температурою, яка є вищою температури початку мартенситних перетворень (МП) і витримують там до повного розпаду переохолодженого аустеніту.
2. Спосіб ізотермічного гартування виробу за пунктом 1, який відрізняється тим, що час ізотермічного гартування вираховують по формулі:
tі=tbk+tp ,
де tі - є повний час ізотермічної витримки, який повністю безперервний, tbk - є час бульбашкового кипіння на поверхні виробу з повною затримкою мартенситних перетворень, що вираховують по формулі:
tbk = Wki D2/a,
де tbk - є час бульбашкового кипіння розчину солей, W - є параметр, що залежить від початкової температури виробу і фізичних властивостей зазначеного розчину, ki - є коефіцієнт форми виробу, D - є діаметр виробу, а - є температуропровідність зазначеної сталі або чавуну, tp – є час витримки виробу в печі, що визначають з термокінетичної діаграми розпаду переохолодженого аустеніту зазначеної конкретної сталі або чавуну.
Текст
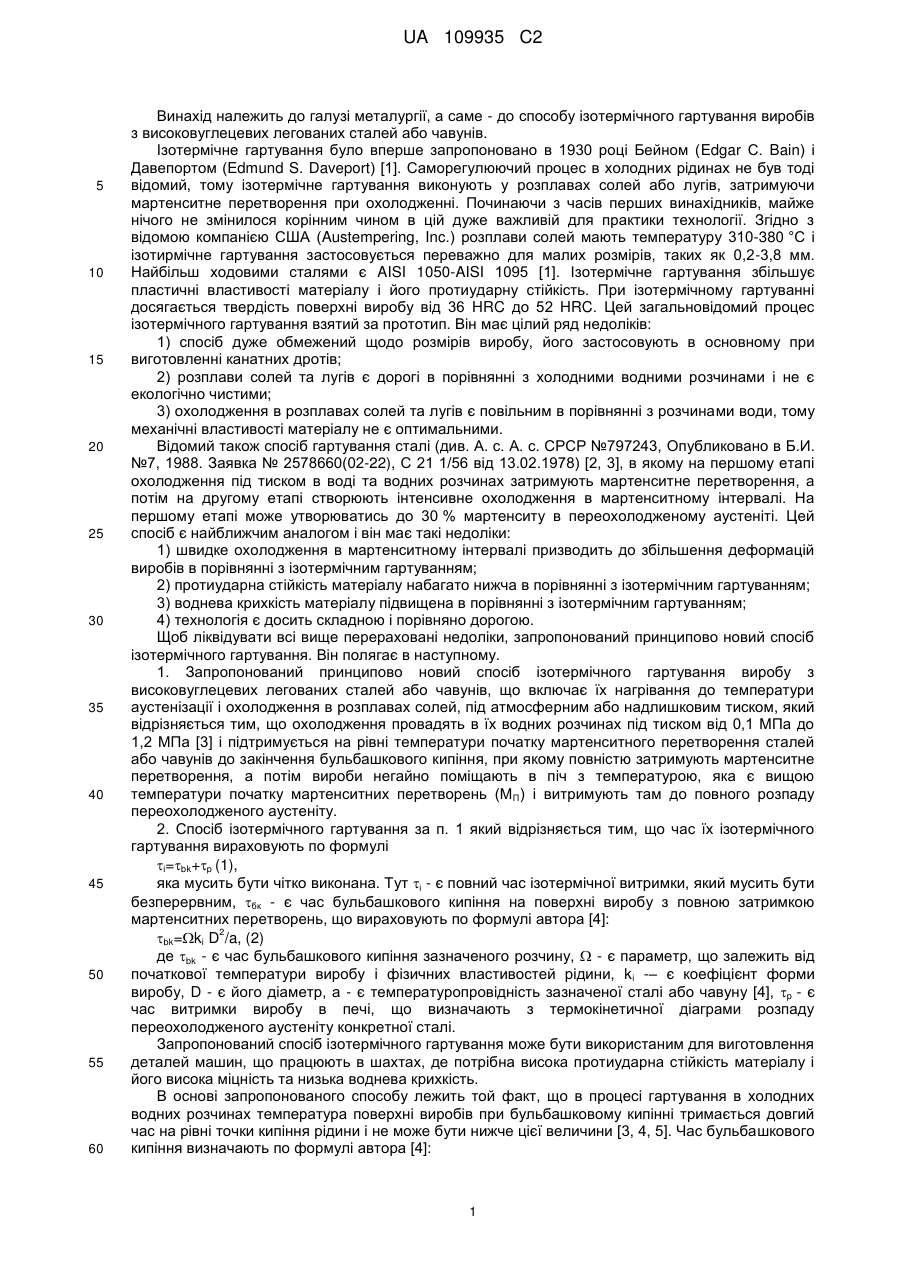
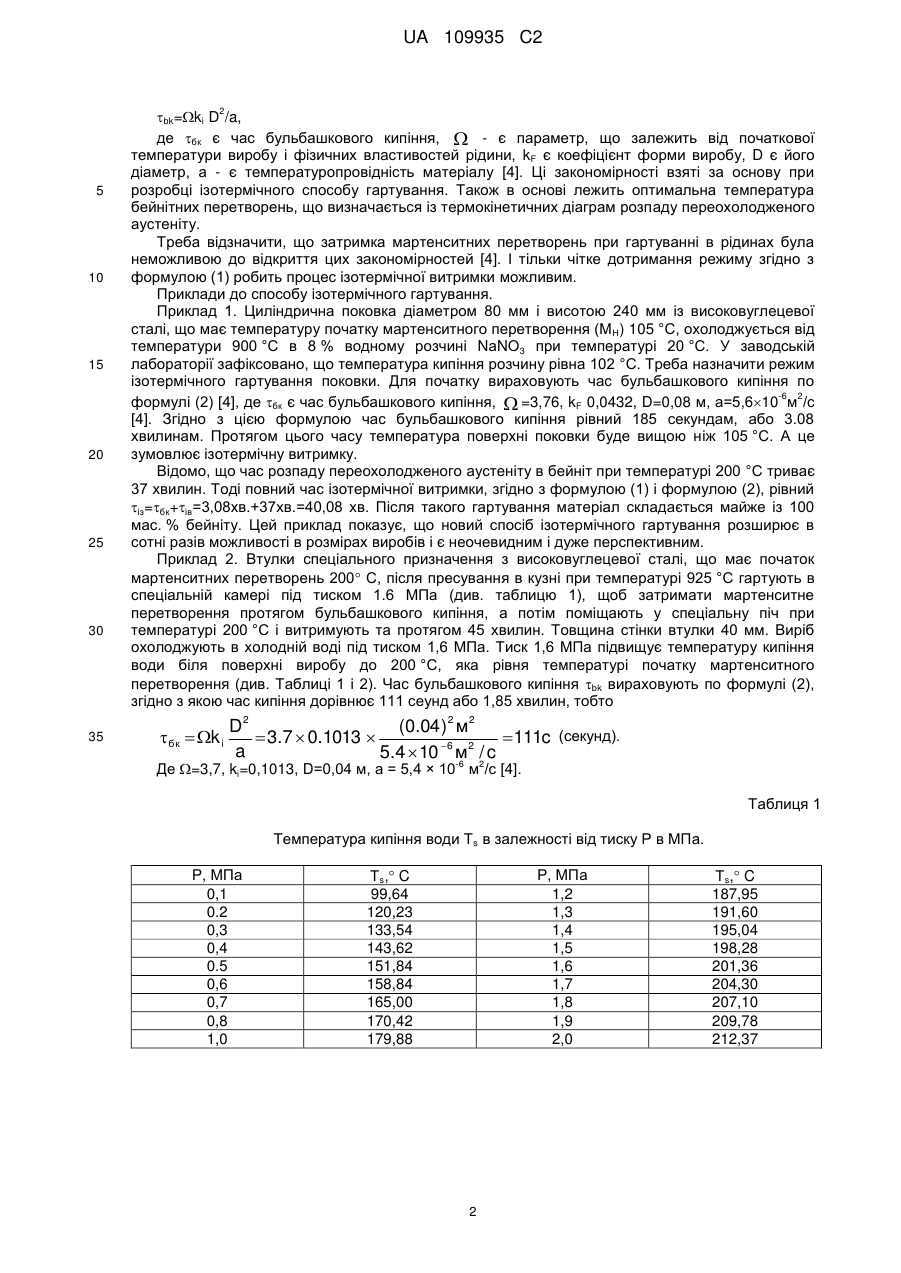
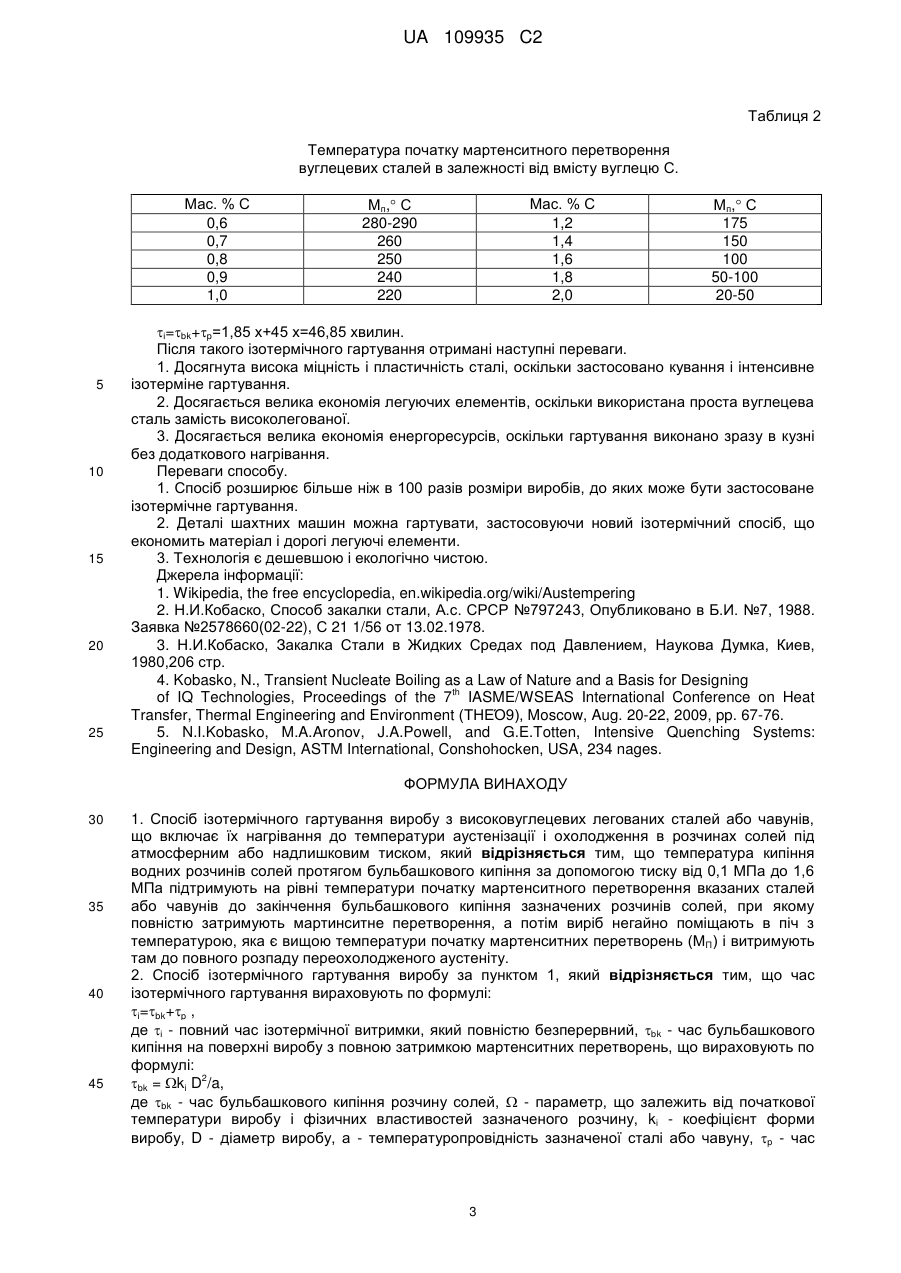
Реферат: Винахід належить до галузі металургії, а саме - до способу ізотермічного гартування виробу з високовуглецевих легованих сталей або чавунів, що включає їх нагрівання до температури аустенізації і охолодження в розчинах солей під атмосферним або надлишковим тиском, причому зазначені водні розчини, в яких протягом часу бульбашкового кипіння під тиском від 0,1 МПа до 1,2 МПа повністю затримують мартинситне перетворення, а потім вироби негайно поміщають в піч з температурою, вищою за температуру початку мартенситного перетворення (МН) і витримують там до повного розпаду переохолодженого аустеніту в бейніт. Запропонована також формула розрахунків, яка гарантує здійснення ізотермічного процесу гартування виробу. Винахід забезпечує підвищення міцності і пластичності загартованого виробу малих і великих розмірів з зазначених сталей або чавунів, зниження кількості легуючих елементів в сталях та енергоресурсі. UA 109935 C2 (12) UA 109935 C2 UA 109935 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії, а саме - до способу ізотермічного гартування виробів з високовуглецевих легованих сталей або чавунів. Ізотермічне гартування було вперше запропоновано в 1930 році Бейном (Edgar С. Bain) і Давепортом (Edmund S. Daveport) [1]. Саморегулюючий процес в холодних рідинах не був тоді відомий, тому ізотермічне гартування виконують у розплавах солей або лугів, затримуючи мартенситне перетворення при охолодженні. Починаючи з часів перших винахідників, майже нічого не змінилося корінним чином в цій дуже важливій для практики технології. Згідно з відомою компанією США (Austempering, Inc.) розплави солей мають температуру 310-380 °C і ізотирмічне гартування застосовується переважно для малих розмірів, таких як 0,2-3,8 мм. Найбільш ходовими сталями є AISI 1050-AISI 1095 [1]. Ізотермічне гартування збільшує пластичні властивості матеріалу і його протиударну стійкість. При ізотермічному гартуванні досягається твердість поверхні виробу від 36 HRC до 52 HRC. Цей загальновідомий процес ізотермічного гартування взятий за прототип. Він має цілий ряд недоліків: 1) спосіб дуже обмежений щодо розмірів виробу, його застосовують в основному при виготовленні канатних дротів; 2) розплави солей та лугів є дорогі в порівнянні з холодними водними розчинами і не є екологічно чистими; 3) охолодження в розплавах солей та лугів є повільним в порівнянні з розчинами води, тому механічні властивості матеріалу не є оптимальними. Відомий також спосіб гартування сталі (див. А. с. А. с. СРСР №797243, Опубликовано в Б.И. №7, 1988. Заявка № 2578660(02-22), С 21 1/56 від 13.02.1978) [2, 3], в якому на першому етапі охолодження під тиском в воді та водних розчинах затримують мартенситне перетворення, а потім на другому етапі створюють інтенсивне охолодження в мартенситному інтервалі. На першому етапі може утворюватись до 30 % мартенситу в переохолодженому аустеніті. Цей спосіб є найближчим аналогом і він має такі недоліки: 1) швидке охолодження в мартенситному інтервалі призводить до збільшення деформацій виробів в порівнянні з ізотермічним гартуванням; 2) протиударна стійкість матеріалу набагато нижча в порівнянні з ізотермічним гартуванням; 3) воднева крихкість матеріалу підвищена в порівнянні з ізотермічним гартуванням; 4) технологія є досить складною і порівняно дорогою. Щоб ліквідувати всі вище перераховані недоліки, запропонований принципово новий спосіб ізотермічного гартування. Він полягає в наступному. 1. Запропонований принципово новий спосіб ізотермічного гартування виробу з високовуглецевих легованих сталей або чавунів, що включає їх нагрівання до температури аустенізації і охолодження в розплавах солей, під атмосферним або надлишковим тиском, який відрізняється тим, що охолодження провадять в їх водних розчинах під тиском від 0,1 МПа до 1,2 МПа [3] і підтримується на рівні температури початку мартенситного перетворення сталей або чавунів до закінчення бульбашкового кипіння, при якому повністю затримують мартенситне перетворення, а потім вироби негайно поміщають в піч з температурою, яка є вищою температури початку мартенситних перетворень (МП) і витримують там до повного розпаду переохолодженого аустеніту. 2. Спосіб ізотермічного гартування за п. 1 який відрізняється тим, що час їх ізотермічного гартування вираховують по формулі і=bk+p (1), яка мусить бути чітко виконана. Тут і - є повний час ізотермічної витримки, який мусить бути безперервним, бк - є час бульбашкового кипіння на поверхні виробу з повною затримкою мартенситних перетворень, що вираховують по формулі автора [4]: 2 bk=ki D /a, (2) де bk - є час бульбашкового кипіння зазначеного розчину, - є параметр, що залежить від початкової температури виробу і фізичних властивостей рідини, ki -– є коефіцієнт форми виробу, D - є його діаметр, а - є температуропровідність зазначеної сталі або чавуну [4], p - є час витримки виробу в печі, що визначають з термокінетичної діаграми розпаду переохолодженого аустеніту конкретної сталі. Запропонований спосіб ізотермічного гартування може бути використаним для виготовлення деталей машин, що працюють в шахтах, де потрібна висока протиударна стійкість матеріалу і його висока міцність та низька воднева крихкість. В основі запропонованого способу лежить той факт, що в процесі гартування в холодних водних розчинах температура поверхні виробів при бульбашковому кипінні тримається довгий час на рівні точки кипіння рідини і не може бути нижче цієї величини [3, 4, 5]. Час бульбашкового кипіння визначають по формулі автора [4]: 1 UA 109935 C2 bk=ki D /a, де бк є час бульбашкового кипіння, - є параметр, що залежить від початкової температури виробу і фізичних властивостей рідини, kF є коефіцієнт форми виробу, D є його діаметр, а - є температуропровідність матеріалу [4]. Ці закономірності взяті за основу при розробці ізотермічного способу гартування. Також в основі лежить оптимальна температура бейнітних перетворень, що визначається із термокінетичних діаграм розпаду переохолодженого аустеніту. Треба відзначити, що затримка мартенситних перетворень при гартуванні в рідинах була неможливою до відкриття цих закономірностей [4]. І тільки чітке дотримання режиму згідно з формулою (1) робить процес ізотермічної витримки можливим. Приклади до способу ізотермічного гартування. Приклад 1. Циліндрична поковка діаметром 80 мм і висотою 240 мм із високовуглецевої сталі, що має температуру початку мартенситного перетворення (М Н) 105 °C, охолоджується від температури 900 °C в 8 % водному розчині NаNО3 при температурі 20 °C. У заводській лабораторії зафіксовано, що температура кипіння розчину рівна 102 °C. Треба назначити режим ізотермічного гартування поковки. Для початку вираховують час бульбашкового кипіння по -6 2 формулі (2) [4], де бк є час бульбашкового кипіння, =3,76, kF 0,0432, D=0,08 м, а=5,610 м /с [4]. Згідно з цією формулою час бульбашкового кипіння рівний 185 секундам, або 3.08 хвилинам. Протягом цього часу температура поверхні поковки буде вищою ніж 105 °C. А це зумовлює ізотермічну витримку. Відомо, що час розпаду переохолодженого аустеніту в бейніт при температурі 200 °C триває 37 хвилин. Тоді повний час ізотермічної витримки, згідно з формулою (1) і формулою (2), рівний із=бк+ів=3,08хв.+37хв.=40,08 хв. Після такого гартування матеріал складається майже із 100 мас. % бейніту. Цей приклад показує, що новий спосіб ізотермічного гартування розширює в сотні разів можливості в розмірах виробів і є неочевидним і дуже перспективним. Приклад 2. Втулки спеціального призначення з високовуглецевої сталі, що має початок мартенситних перетворень 200 С, після пресування в кузні при температурі 925 °C гартують в спеціальній камері під тиском 1.6 МПа (див. таблицю 1), щоб затримати мартенситне перетворення протягом бульбашкового кипіння, а потім поміщають у спеціальну піч при температурі 200 °C і витримують та протягом 45 хвилин. Товщина стінки втулки 40 мм. Виріб охолоджують в холодній воді під тиском 1,6 МПа. Тиск 1,6 МПа підвищує температуру кипіння води біля поверхні виробу до 200 °C, яка рівня температурі початку мартенситного перетворення (див. Таблиці 1 і 2). Час бульбашкового кипіння bk вираховують по формулі (2), згідно з якою час кипіння дорівнює 111 сеунд або 1,85 хвилин, тобто 2 5 10 15 20 25 30 35 бк k i D2 (0.04 ) 2 м 2 3.7 0.1013 111c (секунд). a 5.4 10 6 м 2 / c Де =3,7, ki=0,1013, D=0,04 м, а = 5,4 × 10 м /с [4]. -6 2 Таблиця 1 Температура кипіння води Тs в залежності від тиску Р в МПа. Р, МПа 0,1 0.2 0,3 0,4 0.5 0,6 0,7 0,8 1,0 Р, МПа 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 Тs, C 99,64 120,23 133,54 143,62 151,84 158,84 165,00 170,42 179,88 2 Тs, C 187,95 191,60 195,04 198,28 201,36 204,30 207,10 209,78 212,37 UA 109935 C2 Таблиця 2 Температура початку мартенситного перетворення вуглецевих сталей в залежності від вмісту вуглецю С. Мас. % С 0,6 0,7 0,8 0,9 1,0 5 10 15 20 25 Мас. % С 1,2 1,4 1,6 1,8 2,0 Мп, С 280-290 260 250 240 220 Мп, С 175 150 100 50-100 20-50 і=bk+p=1,85 х+45 х=46,85 хвилин. Після такого ізотермічного гартування отримані наступні переваги. 1. Досягнута висока міцність і пластичність сталі, оскільки застосовано кування і інтенсивне ізотерміне гартування. 2. Досягається велика економія легуючих елементів, оскільки використана проста вуглецева сталь замість високолегованої. 3. Досягається велика економія енергоресурсів, оскільки гартування виконано зразу в кузні без додаткового нагрівання. Переваги способу. 1. Спосіб розширює більше ніж в 100 разів розміри виробів, до яких може бути застосоване ізотермічне гартування. 2. Деталі шахтних машин можна гартувати, застосовуючи новий ізотермічний спосіб, що економить матеріал і дорогі легуючі елементи. 3. Технологія є дешевшою і екологічно чистою. Джерела інформації: 1. Wikipedia, the free encyclopedia, en.wikipedia.org/wiki/Austempering 2. Н.И.Кобаско, Способ закалки стали, А.с. СРСР №797243, Опубликовано в Б.И. №7, 1988. Заявка №2578660(02-22), С 21 1/56 от 13.02.1978. 3. Н.И.Кобаско, Закалка Стали в Жидких Средах под Давлением, Наукова Думка, Киев, 1980,206 стр. 4. Kobasko, N., Transient Nucleate Boiling as a Law of Nature and a Basis for Designing th of IQ Technologies, Proceedings of the 7 IASME/WSEAS International Conference on Heat Transfer, Thermal Engineering and Environment (ΤΗΕΌ9), Moscow, Aug. 20-22, 2009, pp. 67-76. 5. N.I.Kobasko, M.A.Aronov, J.A.Powell, and G.E.Totten, Intensive Quenching Systems: Engineering and Design, ASTM International, Conshohocken, USA, 234 nages. ФОРМУЛА ВИНАХОДУ 30 35 40 45 1. Спосіб ізотермічного гартування виробу з високовуглецевих легованих сталей або чавунів, що включає їх нагрівання до температури аустенізації і охолодження в розчинах солей під атмосферним або надлишковим тиском, який відрізняється тим, що температура кипіння водних розчинів солей протягом бульбашкового кипіння за допомогою тиску від 0,1 МПа до 1,6 МПа підтримують на рівні температури початку мартенситного перетворення вказаних сталей або чавунів до закінчення бульбашкового кипіння зазначених розчинів солей, при якому повністю затримують мартинситне перетворення, а потім виріб негайно поміщають в піч з температурою, яка є вищою температури початку мартенситних перетворень (МП) і витримують там до повного розпаду переохолодженого аустеніту. 2. Спосіб ізотермічного гартування виробу за пунктом 1, який відрізняється тим, що час ізотермічного гартування вираховують по формулі: і=bk+p , де і - повний час ізотермічної витримки, який повністю безперервний, bk - час бульбашкового кипіння на поверхні виробу з повною затримкою мартенситних перетворень, що вираховують по формулі: 2 bk = ki D /a, де bk - час бульбашкового кипіння розчину солей, - параметр, що залежить від початкової температури виробу і фізичних властивостей зазначеного розчину, ki - коефіцієнт форми виробу, D - діаметр виробу, а - температуропровідність зазначеної сталі або чавуну, p - час 3 UA 109935 C2 витримки виробу в печі, що визначають з термокінетичної діаграми розпаду переохолодженого аустеніту зазначеної конкретної сталі або чавуну. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for isothermal hardening of product from high-alloyed steel or cast iron
Автори англійськоюKobasko Mykola Ivanovych
Назва патенту російськоюСпособ изотермической закалки изделия из высокоуглеродистых легированных сталей или чугунов
Автори російськоюКобаско Николай Иванович
МПК / Мітки
МПК: C21D 1/18, C21D 1/19, C21D 1/20
Мітки: легованих, сталей, чавунів, ізотермічного, гартування, спосіб, високовуглецевих, виробу
Код посилання
<a href="https://ua.patents.su/6-109935-sposib-izotermichnogo-gartuvannya-virobu-z-visokovuglecevikh-legovanikh-stalejj-abo-chavuniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ізотермічного гартування виробу з високовуглецевих легованих сталей або чавунів</a>
Спосіб гартування легованих сталей
Номер патенту: 27059
Опубліковано: 28.02.2000
Автор: Кобаско Микола Іванович
МПК: C21D 1/18
Мітки: спосіб, гартування, сталей, легованих
Формула / Реферат:
Способ закалки легированных сталей, включающий нагрев до температуры аустенизации, интенсивное охлаждение в жидкой среде, выдержку при температуре кипения пристенного слоя жидкой среды, охлаждение до температуры окружающей среды и отпуск, отличающийся тем, что выдержку ведут в условиях интенсивного теплообмена до получения мартенсита в переохлажденном аустените в области 50%, определяемого скоростью перемещения и выгрузки изделий по...
Спосіб гартування сталей
Номер патенту: 56189
Опубліковано: 15.05.2003
Автор: Кобаско Микола Іванович
Мітки: спосіб, гартування, сталей
Формула / Реферат:
Спосіб гартування сталей, що містить нагрів, інтенсивне охолодження до моменту виникнення максимальних стискуючих напруг на поверхні, ізотермічну витримку та відпуск, який відрізняється тим, що інтенсивне охолодження проводять шляхом організації циркуляції охолоджуючого середовища зі швидкістю, яку визначають використовуючи нерівність, що забезпечує відсутність бульбашкового кипіння:
Спосіб хіміко-термічної обробки для зневуглецювання високовуглецевих сталей
Номер патенту: 93842
Опубліковано: 10.03.2011
Автори: Чейлях Ян Олександрович, Чигарьов Валерій Васильович, Шейченко Галина Валентинівна
МПК: C21D 3/00, C21D 1/26, C21D 1/78
Мітки: обробки, спосіб, зневуглецювання, сталей, високовуглецевих, хіміко-термічної
Формула / Реферат:
Спосіб хіміко-термічної обробки високовуглецевих сталей, що включає нагрів в печі до температур аустенітизації 1000-1150 °С, витримку та прискорене охолодження, який відрізняється тим, що нагрів і витримку проводять у окислювальній атмосфері печі з тривалістю витримки 80-120 хв.
Спосіб відновлення виробів з високовуглецевих сталей
Номер патенту: 107301
Опубліковано: 10.12.2014
Автори: Гайворонський Олександр Анатолійович, Клапатюк Андрій Васильович, Позняков Валерій Дмитрович
МПК: B23P 6/00, B23K 9/16, B23K 9/18, B23K 9/04
Мітки: відновлення, спосіб, високовуглецевих, виробів, сталей
Формула / Реферат:
1. Спосіб відновлення виробів з високовуглецевих сталей шляхом наплавлення однодуговим або дводуговим механізованим зварюванням під шаром флюсу або в середовищі захисних газів, яке виконують на режимах, що забезпечують погонну енергію на рівні 10-15 кДж/см, із застосуванням рівномірного попереднього підігріву та уповільненого охолодження виробів після зварювання, який відрізняється тим, що температуру відновлюваної поверхні виробу перед...
Спосіб ізотермічного гартування деталей із залізовуглецевих сплавів
Номер патенту: 19545
Опубліковано: 25.12.1997
Автор: Неїжко Іван Григорович
Мітки: спосіб, деталей, ізотермічного, гартування, сплавів, залізовуглецевих
Формула / Реферат:
Способ изотермической закалки деталей из железо-углеродистых сплавов, включающий нагрев до температуры аусгенизации, выдержку, ускоренное охлаждение, изотермическую выдержку, отличающийся тем, что ускоренное охлаждение проводят в воде до температуры 100-250°С с последующим переносом в печь для изотермической выдержки.
Попередній патент: Мокрий скрубер з компактним тумановловлювачем, що має зменшене енергоспоживання
Наступний патент: Спосіб визначення показань до резекції нирки при нирково-клітинному раку на основі нефрометрії
Випадковий патент: Пристрій керування профілографом