Спосіб гартування легованих сталей
Формула / Реферат
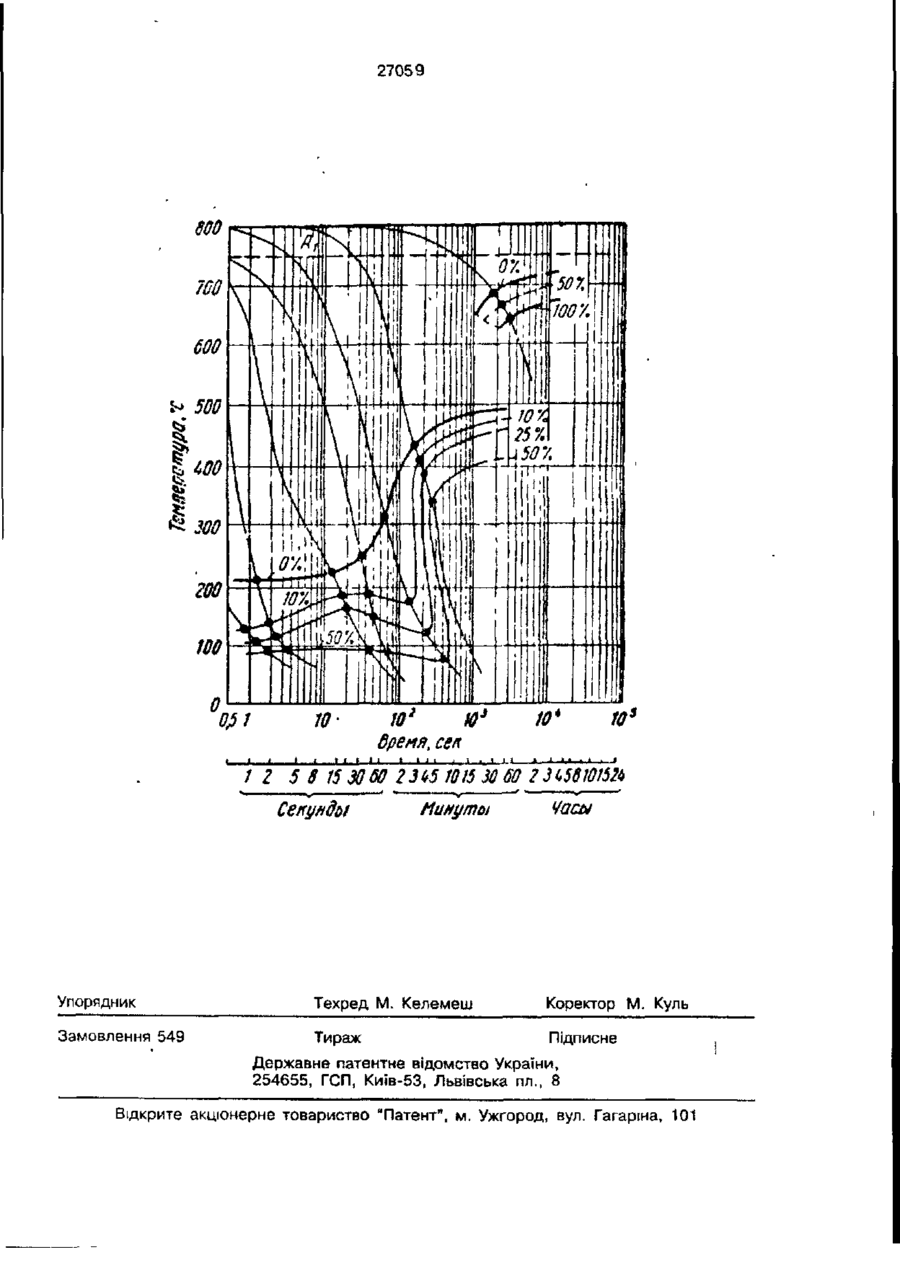
Способ закалки легированных сталей, включающий нагрев до температуры аустенизации, интенсивное охлаждение в жидкой среде, выдержку при температуре кипения пристенного слоя жидкой среды, охлаждение до температуры окружающей среды и отпуск, отличающийся тем, что выдержку ведут в условиях интенсивного теплообмена до получения мартенсита в переохлажденном аустените в области 50%, определяемого скоростью перемещения и выгрузки изделий по формуле:
где W - скорость ленты конвейера, роторной линии, частота выгрузки поддона закалочной ванны, м/ч;
а - среднее значение температуропроводности аустенита, м2/с;
L - длина ленты конвейера, роторной линии, погруженных в закалочную ванну (для поддона L=1);
Kn - число Кондратьева, безразмерная величина;
Ω=0,24k, где k=1, 2, 3 соответственно для тел пластинчатой, цилиндрической и шарообразной формы;
f=1 для среднеуглеродистых легированных сталей и
=3,81 для высокоуглеродистых легированных сталей;
для среднеуглеродистых легированных сталей;
для высокоуглеродистых легированных сталей;
где То - температура аустенизации;
Тс - температура окружающей среды;
Tmax - температура центральных точек изделия, соответствующая максимальным сжимающим напряжениям на поверхности закаленных изделий;
ϑ1 - избыточная температура в начале пузырькового кипения, °С;
ϑ2 - избыточная температура в конце пузырькового кипения, °С;
In - натуральный логарифм;
К - коэффициент формы по Кондратьеву, м2,
а затем, после выравнивания температурного поля в изделии, продолжают охлаждение до комнатной или отрицательной температуры.
Текст
Способ закалки легированных сталей, включающий нагрев до температуры аустенизации, интенсивное охлаждение в жидкой среде, выдержку при температуре кипения пристенного слоя жидкой среды, охлаждение до температуры окружающей среды и отпуск, о т л и ч а ю щ и й с я тем, что выдержку ведут в условиях интенсивного теплообмена до получения мартенсита в переохлажденном аусгените в области 50%, определяемого скоростью перемещения и выгрузки изделий по формуле: 0,36 х 10* aLKn [П+flneiK где W - скорость ленты конвейера, роторной линии, частота выгрузки поддона закалочной ванны, м/ч; а - среднее значение температуропроводности аустенита, м2/с; L - длина ленты конвейера, роторной линии, погруженных в закалочную ванну (для поддона L=1); Кп - число Кондратьева, безразмерная величина; П = 0,24 к, где к = 1,2,3 соответственно для тел пластинчатой, цилиндрической и шарообразной формы; f ~ 1 для сред неуглеродистых легированных сталей и = 3,81 для высокоуглеродистых легированных сталей; Є : 9 = I max ~ ' L - для среднеуглеро дистых легированных сталей; 9 = ~^~ - для высокоуглеродистых летированных сталей; где То - температура аустенизации; Тс - температура окружающей среды; Т т а х - температура центральных точек изделия, соответствующая максимальным сжимающим напряжениям на поверхности закаленных изделий; в 1 - избыточная температура в начале пузырькового кипения, °С; Фп - избыточная температура в конце пузырькового кипения, °С; In - натуральный логарифм; К - коэффициент формы по Кондратьеву, м 2 , а затем, после выравнивания температурного поля в изделии, продолжают охлаждение до комнатной или отрицательной температуры р 27059 Изобретение относится к технологии термической обработки, в частности, к закалке изделий, изготовленных из легированных сталей. Известен способ термической обработки стального инструмента, включающий закалку и обработку изделий глубоким холодом в жидкой среде, в частности, в жидком азоте или триэтоксилане при температуре от минус 150 до 269°С [1]. Такая технология является сложной, дорогой, неблагоприятной с точки зрения техники безопасности, так как требует защиты персонала от испарений жидкого азота. Известен также способ закалки высокоуглеродистых высоколегированных сталей [2], в соответствии с которым стальные изделия охлаждают до температуры, которая находится ниже точки М н на 100280°С и выдерживается при этом температуре на протяжении 5-60 мин, в результате чего в переохлажденном аустените образуется 20-35% мартенсита, затем осуществляют отпуск при 205-260°С на протяжении 10-30 мин, после чего изделия охлаждают до комнатной или отрицательной температуры для дальнейшего превращения переохлажденного аустенита в мартенсит и повторно осуществляют отпуск вновь образовавшегося мартенсита [2]. Согласно указанному способу на первом этапе медленного охлаждения образуется 20-35% мартенсита, что не может привести к эффекту дополнительного упрочнения стали и к увеличению прокаливаемости. Длительная выдержка 5~60 мин свидетельствует о том, что способ применим в основном для высоколегированных сталей, закалка которых осуществляется в условиях медленного охлаждения. Технология также усложняется промежуточным отпуском. Медленные процессы не обеспечивают высокой производительности технологических операций. 5 10 15 20 25 30 35 40 45 Наиболее близким по технической сущности к предложенному является способ закалки легированных сталей, включающий нагрев до температуры аустенизации, интенсивное охлаждение в жидкой 50 среде, выдержку при температуре кипения пристенного слоя жидкой среды, охлаждение до температуры окружающей среды и отпуск [3]. При этом температура кипения жидкой среды соответствует тем- 55 пературе Мн -
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for alloyed steel hardening
Автори англійськоюKobasko Mykola Ivanovych
Назва патенту російськоюСпособ закалки легированных сталей
Автори російськоюКобаско Николай Иванович
МПК / Мітки
МПК: C21D 1/18
Мітки: легованих, сталей, гартування, спосіб
Код посилання
<a href="https://ua.patents.su/6-27059-sposib-gartuvannya-legovanikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб гартування легованих сталей</a>
Спосіб гартування деталей , виготовленних із високолегованих марок сталей
Номер патенту: 4448
Опубліковано: 27.12.1994
Автор: Кобаско Микола Іванович
МПК: C21D 1/78
Мітки: сталей, марок, високолегованих, виготовленних, гартування, деталей, спосіб
Формула / Реферат:
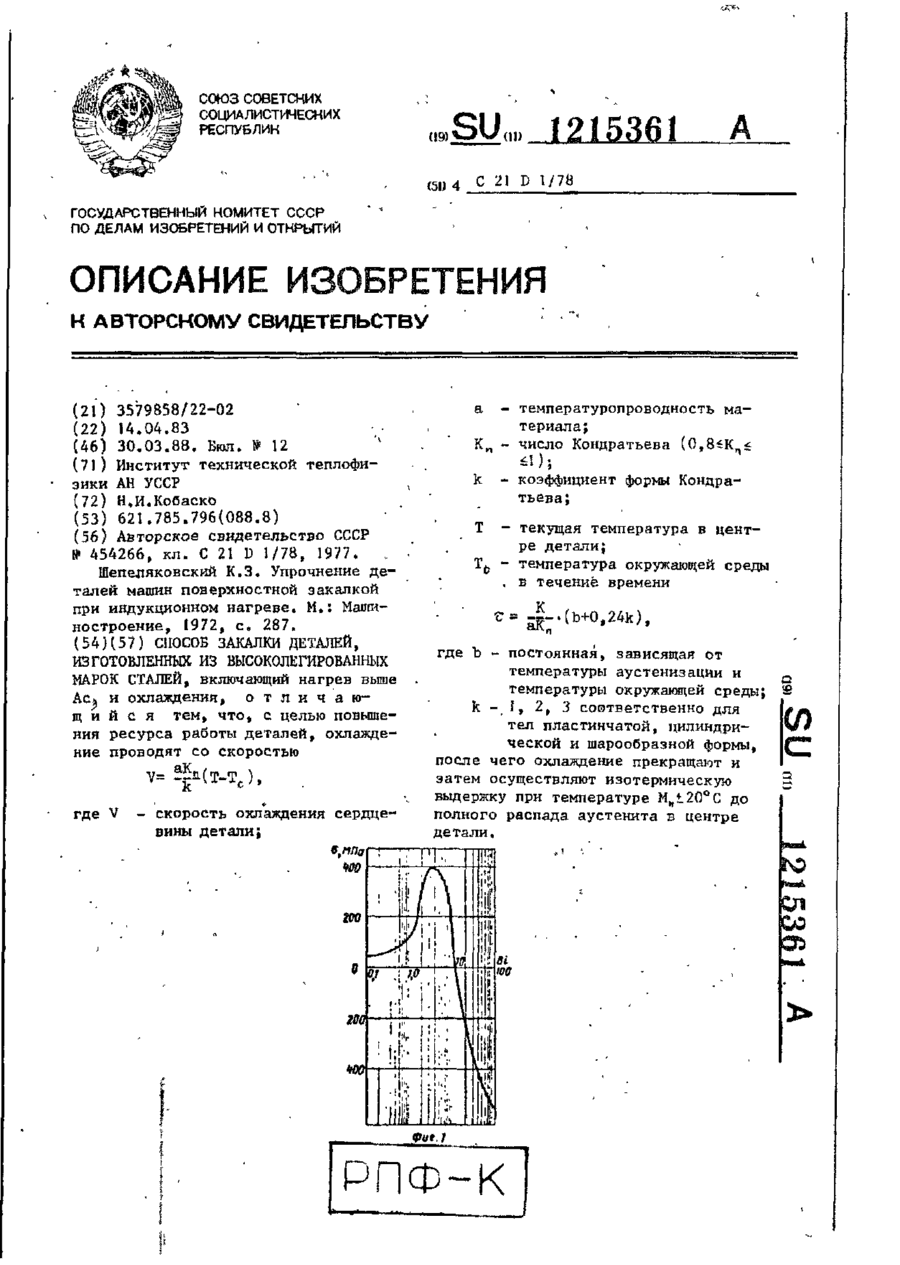
Способ закалки деталей, изготовленных из высоколегированных марок сталей, включающий нагрев выше Аc3, и охлаждения, отличающийся тем, что, с целью повышения ресурса работы деталей, охлаждение проводят со скоростью где V - скорость охлаждения сердцевины детали; а - температуропроводность материала; Кn -число Кондратьева (0,8 £ Kn £ 1);К - коэффициент формы Кондратьева; Т -...
Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 12943
Опубліковано: 28.02.1997
Автори: Шимко Олена Володимирівна, Моісєєв Владислав Федорович, Антонов Віктор Васильович, Заблоцький Володимир Кирилович
МПК: C21D 9/22
Мітки: термічної, середньолегованих, сталей, обробки, спосіб, інструменту
Формула / Реферат:
(57) Способ термической обработки инструмента из среднелегированных сталей, включающий предварительный подогрев, последующий нагрев до температуры закалки, выдержку, охлаждение и отпуск, отличающийся тем, что нагрев ведут до температуры, превышающей Асз на 30-40°С, а охлаждение проводят в воде с температурой 80-100°С и выдержкой в ней в течение 1-3 часов с последующим охлаждением на воздухе.
Спосіб гартування виробів
Номер патенту: 16592
Опубліковано: 29.08.1997
Автор: Шнейдерман Олександр Шлемович
МПК: C21D 1/56
Мітки: гартування, спосіб, виробів
Формула / Реферат:
1. Способ закалки изделий, преимущественно из теплостойких сталей, включающий нагрев в вакуумной печи, выдержку и последующее охлаждение нейтральным газом, отличающийся тем, что, с целью повышения теплостойкости сталей, охлаждение нейтральным газом ведут при избыточном давлении со скоростью 50-250 град/мян до 550^>00°С и со скоростью 5-Ю град/мин до 100°С. 2. Способ по п. 1, отличающийся тем, что в качестве нейтрального газа используют...
Спосіб обробки деталей із сталей, легованих тугоплавкими нітридоутворюючими елементами
Номер патенту: 19094
Опубліковано: 25.12.1997
Автори: Крижановський Михайло Вікторович, Окара Сергій Володимирович, Пархоменко Володимир Димитрович, Лисенко Олександр Леонідович, Будюк Едуард Димитрович, Османов Володимир Абібулаєвич
МПК: C23C 8/24
Мітки: обробки, тугоплавкими, нітридоутворюючими, сталей, легованих, спосіб, деталей, елементами
Формула / Реферат:
Способ обработки деталей из сталей, легированных тугоплавкими нитридообразующими элементами, включающий обработку поверхности азотсодержащей плазмой со среднемассовой температурой струи 6000-10000 ((отличающийся тем, что обработку проводят плазменной струей азота с добавлением 2-10 об.% водорода или 3-15 об.% аммиака при скорости истечения плазменной струи 500-1500 м/с, температуре нагрева поверхностного слоя выше 1200 К, но ниже температуры...
Спосіб зміцнення вуглецевих сталей
Номер патенту: 15973
Опубліковано: 29.08.1997
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78
Мітки: сталей, вуглецевих, спосіб, зміцнення
Формула / Реферат:
Способ упрочнения углеродистых сталей, включающий нагрев и выдержку в нитроцементи-рующей среде, закалку и отпуск, отличающийся тем, что, с целью повышения твердости и упрощения способа, нагрев и выдержку проводят при температуре АС і, нагрев до температуры закалки проводят со скоростью не менее 40°С в 1 с.