Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі
Номер патенту: 113082
Опубліковано: 10.01.2017
Автори: Кальченко Дмитро Володимирович, Сіра Наталія Миколаївна, Кальченко Володимир Віталіович, Кальченко Віталій Іванович

Формула / Реферат
1. Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі, при якому вісь шліфувального круга розташована під заданим кутом до осі оброблюваної деталі і який здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі, який відрізняється тим, що при обробці торцевої поверхні ступінчастого вала вісь повороту шліфувального круга змінює своє положення відносно осі оброблюваної деталі в напрямку до оброблюваного торця за рахунок вертикального переміщення інструмента, що забезпечує підвищення точності торцевої поверхні.
2. Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі за п. 1, який відрізняється тим, що для отримання максимальної точності торцевої поверхні ступінчастого вала вісь повороту шліфувального круга переміщається в крайнє положення до торця інструмента шляхом його вертикального переміщення.
Текст
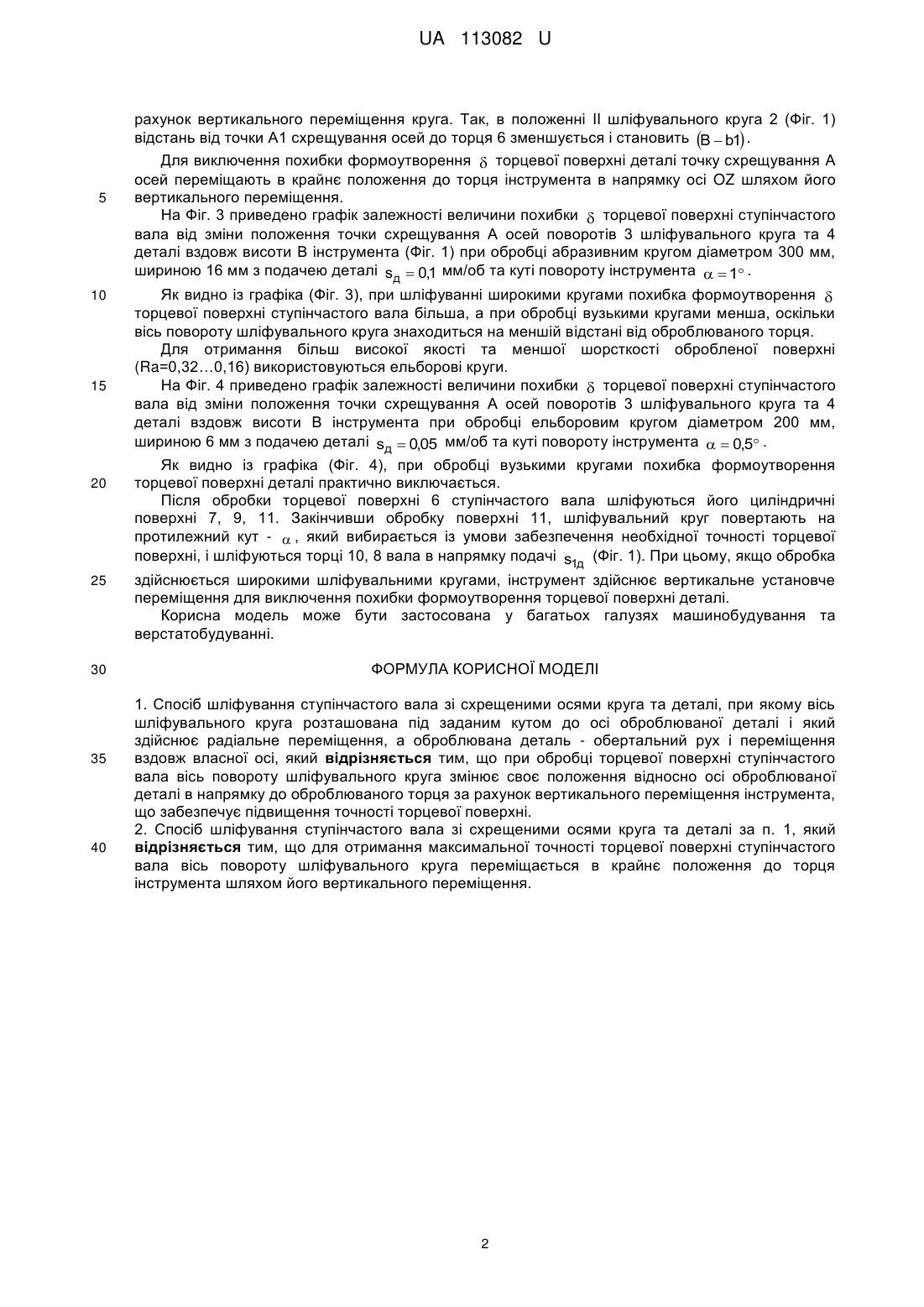
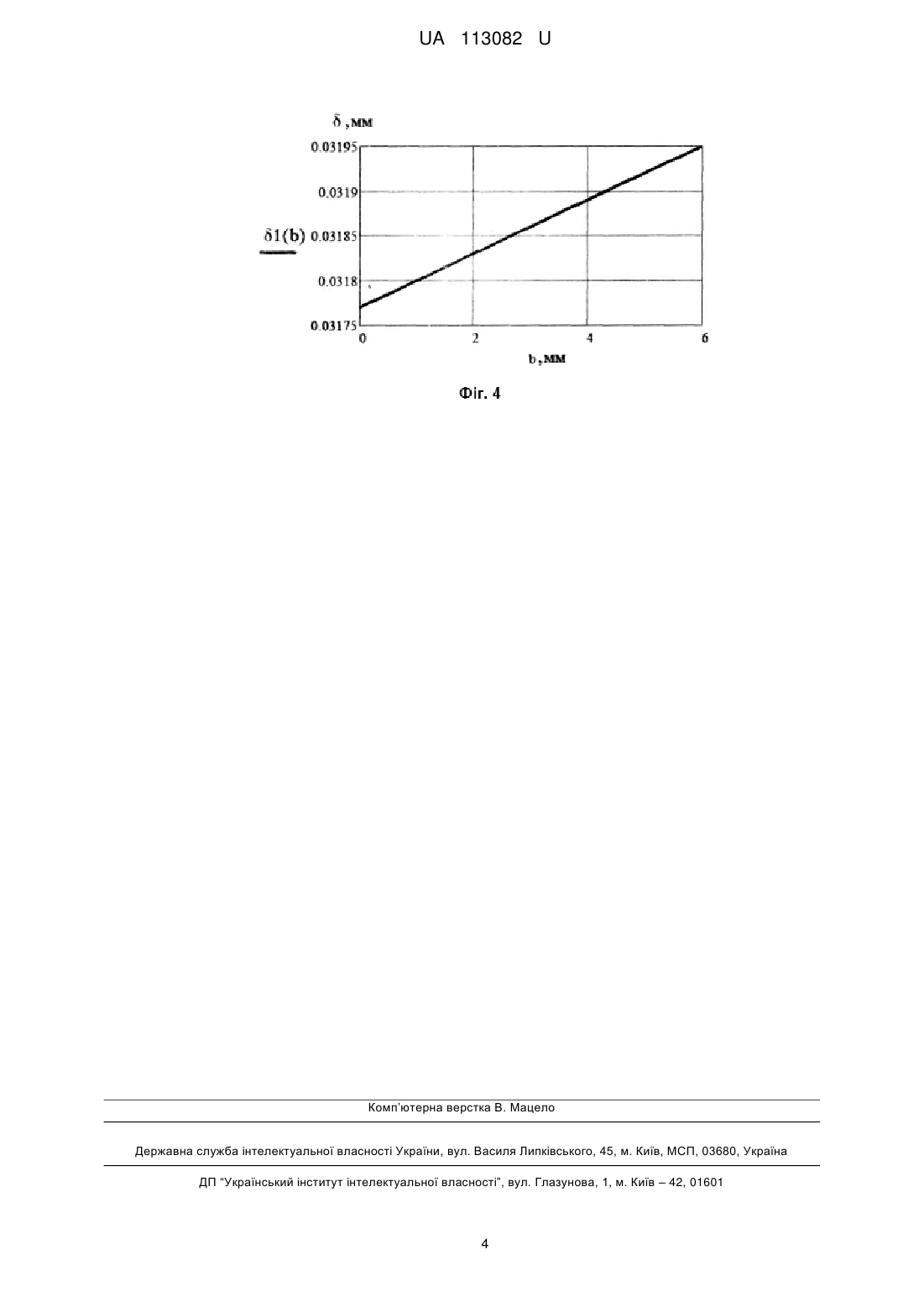
Реферат: Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі, при якому вісь шліфувального круга розташована під заданим кутом до осі оброблюваної деталі і який здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі. При обробці торцевої поверхні ступінчастого вала вісь повороту шліфувального круга змінює своє положення відносно осі оброблюваної деталі в напрямку до оброблюваного торця за рахунок вертикального переміщення інструмента, що забезпечує підвищення точності торцевої поверхні. UA 113082 U (54) СПОСІБ ШЛІФУВАННЯ СТУПІНЧАСТОГО ВАЛА ЗІ СХРЕЩЕНИМИ ОСЯМИ КРУГА ТА ДЕТАЛІ UA 113082 U UA 113082 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування та верстатобудування і може бути використана при шліфуванні ступінчастих валів. Відомий спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга вибрано за аналог (Патент № 90443 Україна, МПК В24В 5/04. Спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга/ Кальченко В.І., Кальченко Д.В.; опубл. 26.05.2014, Бюл. № 10), де при обробці торцевих поверхонь кут орієнтації круга вибирається із умов отримання його необхідної точності. Але не враховано вплив відстані розташування осі повороту шліфувального круга від оброблюваного торця. Відомий спосіб круглого шліфування циліндричних та ступінчастих деталей із їх повздовжньою подачею вибрано за прототип, де обробка здійснюється широким циліндричним кругом зі схрещеними осями його та деталі (А.с. 1234163 СРСР, МКИ В24В 5/04. Способ круглого шлифования с продольной подачей. Авт. изобр. В.И. Кальченко. № 3813415/25-08; опубл. 30.05.86. Бюл. № 20). Недоліками даного способу є складність обробки ступінчастих деталей та підвищення сумарної сили різання за рахунок зняття чорнового і чистового припуску периферією одного круга, що впливає на точність формоутворення. Задача корисної моделі - підвищення точності обробленої поверхні при шліфуванні ступінчастого вала. Задача вирішується тим, що при обробці торцевої поверхні ступінчастого вала вісь повороту шліфувального круга змінює своє положення відносно осі оброблюваної деталі в напрямку до оброблюваного торця за рахунок вертикального переміщення інструмента. А також тим, що для отримання максимальної точності торцевої поверхні ступінчастого вала вісь повороту шліфувального круга переміщається в крайнє положення до торця інструмента за рахунок його вертикального переміщення. На Фіг. 1 показано схему шліфування зі схрещеними осями ступінчастого вала та круга. На Фіг. 2 представлено профіль торцевої поверхні ступінчастого вала. На Фіг. 3, 4 - графіки залежностей величини похибки при обробці торцевої поверхні ступінчастого вала від зміни положення точки схрещування осей шліфувального круга та деталі вздовж висоти інструменту для абразивного та ельборового кругів відповідно. На Фіг. 1 вказані позиції: 1 - оброблювана деталь, 2 - шліфувальний круг, 3 - вісь повороту шліфувального круга, 4 - вісь повороту деталі, 5, 7, 9, 11 - циліндричні поверхні деталі, 6, 8, 10 торцеві поверхні деталі. Схему процесу шліфування зі схрещеними осями ступінчастого вала та круга зображено на Фіг. 1, де торцева поверхня 6 ступінчастого вала 1 шліфується абразивним кругом 2, який обертається навколо осі 3. В початковому положенні I шліфувального круга та деталі круг 2 повертають навколо горизонтальної осі OZ на кут та переміщують вздовж осі його повороту 3 на відстань b, рівну радіусу заокруглення r радіусної кромки круга та половини подачі на оберт деталі s д , що забезпечує необхідну шорсткість оброблюваної поверхні і обробляють циліндричну поверхню 5 ступінчастого вала 1. Оскільки осі 3 інструмента 2 та 4 деталі 1 непаралельні (Фіг. 1), при обробці торцевої поверхні 6 деталі виникає відхилення профілю Zформ , отриманого при шліфуванні, від номінального Zном на величину (Фіг. 2). Тому обробка ступінчастих валів здійснюється з різним кутом повороту шліфувального круга при обробці циліндричних та торцевих поверхонь. При цьому кут нахилу шліфувального круга при обробці циліндричної ділянки 5 деталі (Фіг. 1) вибирається із умови максимального зняття припуску при рівномірному завантаженні торця інструмента, а при обробці торцевої поверхні 6 - із умови забезпечення її необхідної точності (Фіг. 2): 2 , arctg D1 D2 2r де - кут повороту шліфувального круга при обробці торцевої поверхні ступінчастого вала; - допустиме відхилення від перпендикулярності торцевої поверхні ступінчастого вала; D1 D2 - перепад між діаметрами ступінчастого вала, який визначає висоту торця деталі; r радіус заокруглення радіусної кромки шліфувального круга. При підході шліфувального круга 2 до торцевої поверхні 6 ступінчастого вала 1 точка схрещування А (Фіг. 1) осей поворотів 3 шліфувального круга та 4 деталі знаходиться на відстані B b від торця 6 вала, внаслідок чого виникає похибка його формоутворення 5. З метою зменшення похибки 5 при обробці торцевої поверхні 6 ступінчастого вала 1 вісь повороту 3 шліфувального круга 2 переміщується в напрямку осі OZ до оброблюваного торця за 1 UA 113082 U 5 10 15 20 рахунок вертикального переміщення круга. Так, в положенні II шліфувального круга 2 (Фіг. 1) відстань від точки А1 схрещування осей до торця 6 зменшується і становить B b1 . Для виключення похибки формоутворення торцевої поверхні деталі точку схрещування А осей переміщають в крайнє положення до торця інструмента в напрямку осі OZ шляхом його вертикального переміщення. На Фіг. 3 приведено графік залежності величини похибки торцевої поверхні ступінчастого вала від зміни положення точки схрещування А осей поворотів 3 шліфувального круга та 4 деталі вздовж висоти В інструмента (Фіг. 1) при обробці абразивним кругом діаметром 300 мм, шириною 16 мм з подачею деталі s д 0,1 мм/об та куті повороту інструмента 1 . Як видно із графіка (Фіг. 3), при шліфуванні широкими кругами похибка формоутворення торцевої поверхні ступінчастого вала більша, а при обробці вузькими кругами менша, оскільки вісь повороту шліфувального круга знаходиться на меншій відстані від оброблюваного торця. Для отримання більш високої якості та меншої шорсткості обробленої поверхні (Ra=0,32…0,16) використовуються ельборові круги. На Фіг. 4 приведено графік залежності величини похибки торцевої поверхні ступінчастого вала від зміни положення точки схрещування А осей поворотів 3 шліфувального круга та 4 деталі вздовж висоти В інструмента при обробці ельборовим кругом діаметром 200 мм, шириною 6 мм з подачею деталі sд 0,05 мм/об та куті повороту інструмента 0,5 . Як видно із графіка (Фіг. 4), при обробці вузькими кругами похибка формоутворення торцевої поверхні деталі практично виключається. Після обробки торцевої поверхні 6 ступінчастого вала шліфуються його циліндричні поверхні 7, 9, 11. Закінчивши обробку поверхні 11, шліфувальний круг повертають на протилежний кут - , який вибирається із умови забезпечення необхідної точності торцевої поверхні, і шліфуються торці 10, 8 вала в напрямку подачі s1д (Фіг. 1). При цьому, якщо обробка 25 здійснюється широкими шліфувальними кругами, інструмент здійснює вертикальне установче переміщення для виключення похибки формоутворення торцевої поверхні деталі. Корисна модель може бути застосована у багатьох галузях машинобудування та верстатобудуванні. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 1. Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі, при якому вісь шліфувального круга розташована під заданим кутом до осі оброблюваної деталі і який здійснює радіальне переміщення, а оброблювана деталь - обертальний рух і переміщення вздовж власної осі, який відрізняється тим, що при обробці торцевої поверхні ступінчастого вала вісь повороту шліфувального круга змінює своє положення відносно осі оброблюваної деталі в напрямку до оброблюваного торця за рахунок вертикального переміщення інструмента, що забезпечує підвищення точності торцевої поверхні. 2. Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі за п. 1, який відрізняється тим, що для отримання максимальної точності торцевої поверхні ступінчастого вала вісь повороту шліфувального круга переміщається в крайнє положення до торця інструмента шляхом його вертикального переміщення. 2 UA 113082 U 3 UA 113082 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych
Автори російськоюКальченко Виталий Иванович
МПК / Мітки
МПК: B24B 5/04
Мітки: спосіб, схрещеними, круга, шліфування, вала, осями, ступінчастого, деталі
Код посилання
<a href="https://ua.patents.su/6-113082-sposib-shlifuvannya-stupinchastogo-vala-zi-skhreshhenimi-osyami-kruga-ta-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування ступінчастого вала зі схрещеними осями круга та деталі</a>
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі і круга
Номер патенту: 90443
Опубліковано: 26.05.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/04
Мітки: круга, спосіб, осями, ступінчастих, валів, схрещеними, деталі, шліфування
Формула / Реферат:
Спосіб шліфування ступінчастих валів зі схрещеними осями деталі та круга, який включає використання ельборового круга, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, при цьому деталь обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці торцевих поверхонь кут орієнтації круга обирається з умов отримання необхідної точності, а для...
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга
Номер патенту: 47457
Опубліковано: 10.02.2010
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Дмитренко Максим Анатолійович
МПК: B24B 5/00
Мітки: глибинного, схрещеними, осями, деталі, круга, шліфування, круглого, спосіб
Формула / Реферат:
Спосіб глибинного круглого шліфування зі схрещеними осями деталі і круга, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі і який здійснює радіальне установне переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що в процесі зняття чорнового припуску використовують торець шліфувального круга, який повернутий відносно осі, що проходить через осьовий...
Спосіб шліфування випуклих торових поверхонь зі схрещеними осями інструмента і деталі

Номер патенту: 40521
Опубліковано: 10.04.2009
Автори: Кальченко Володимир Віталійович, Єрошенко Андрій Михайлович
МПК: B24B 5/00
Мітки: торових, випуклих, інструмента, спосіб, осями, шліфування, поверхонь, деталі, схрещеними
Формула / Реферат:
Спосіб шліфування випуклих торових поверхонь, згідно з яким деталі надають обертання навколо власної осі, шліфувальному кругу з профілем у вигляді дуги кола надають подачу на врізання в радіальному напрямку, узгоджену з обертанням деталі, який відрізняється тим, що в процесі зняття припуску та формоутворення круг з радіусом профілю, більшим за радіус профілю заготовки, переміщується вздовж прямої, яка перпендикулярна осям заготовки та деталі...
Спосіб шліфування ступінчастого вала за один установ
Номер патенту: 92179
Опубліковано: 11.08.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/04
Мітки: шліфування, ступінчастого, установ, вала, спосіб
Формула / Реферат:
Спосіб шліфування ступінчастого вала за один установ, який включає шліфувальний круг, вісь якого повернута на певний кут відносно осі деталі, і який здійснює радіальне установче переміщення, деталь, яка обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що при обробці циліндричних поверхонь і торців кут повороту круга вибирається із вимог забезпечення необхідної точності торців деталі, а оптимальну подачу...
Спосіб шліфування корінних і шатунних шийок колінчастого вала за один установ
Номер патенту: 95593
Опубліковано: 25.12.2014
Автори: Кальченко Віталій Іванович, Кальченко Дмитро Володимирович
МПК: B24B 5/42
Мітки: шатунних, шийок, корінних, спосіб, шліфування, установ, колінчастого, вала
Формула / Реферат:
Спосіб шліфування корінних та шатунних шийок колінчастого вала за один установ, що включає використання шліфувального круга, що обертається, який здійснює установче переміщення в осьовому напрямку деталі і забезпечує обробку корінних шийок в режимі круглого шліфування, деталь, що обертається навколо власної осі, який відрізняється тим, що при рівномірному обертанні деталі вісь обертання круга переміщують синхронно в поперечному і...
Попередній патент: Спосіб біологічного очищення стічних вод
Наступний патент: Конвеєрні ваги
Випадковий патент: Спосіб медичної реабілітації хворих на гіпертонічну хворобу у сполученні з пептичною виразкою дванадцятипалої кишки