Спосіб з’єднання кристалічних деталей
Номер патенту: 115607
Опубліковано: 27.11.2017
Автори: Андрєєв Олександр Євгенійович, Литвинов Леонід Аркадійович, Гайдук Андрій Ігоревич, Андрєєв Євген Петрович

Формула / Реферат
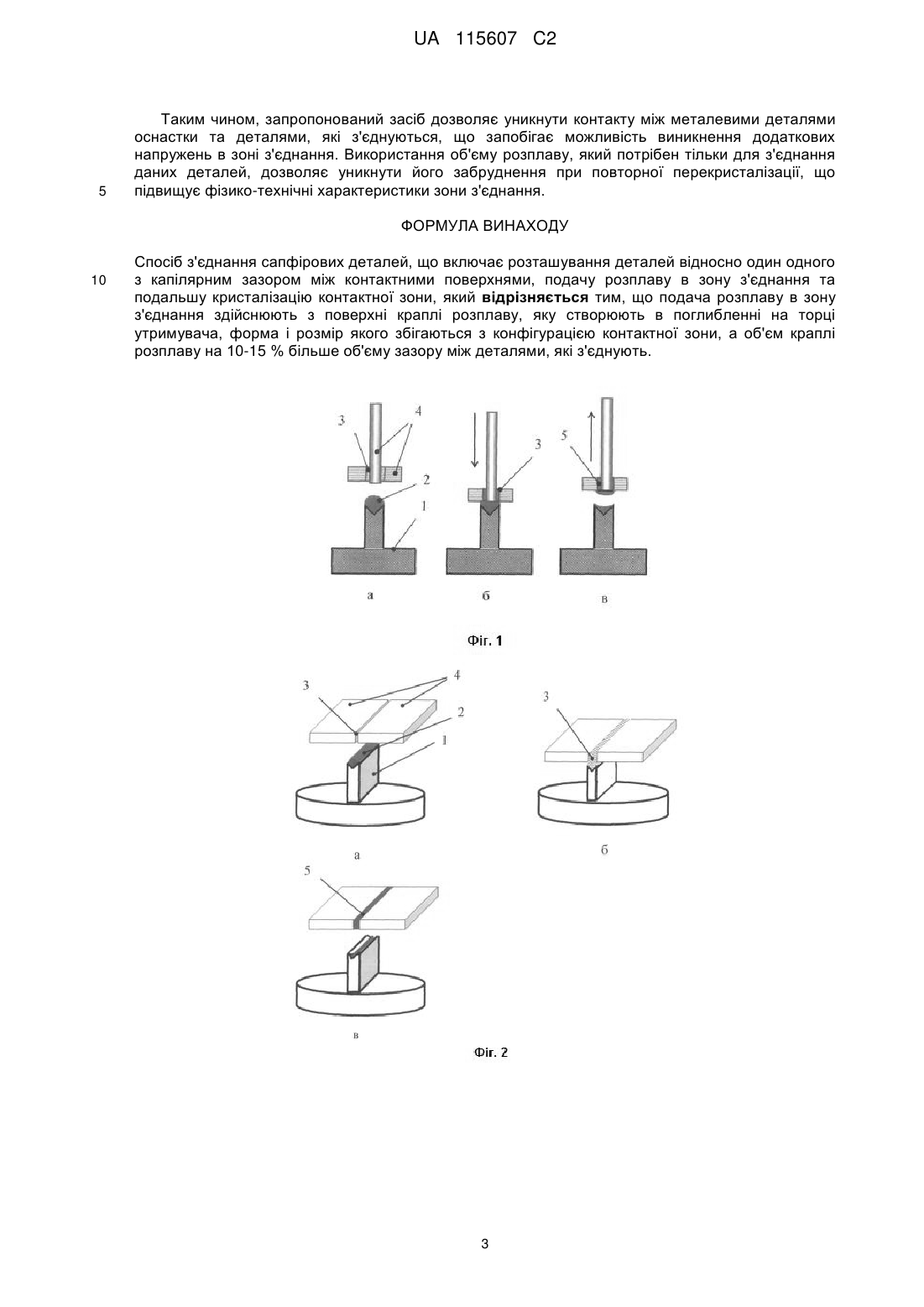
Спосіб з'єднання сапфірових деталей, що включає розташування деталей відносно один одного з капілярним зазором між контактними поверхнями, подачу розплаву в зону з'єднання та подальшу кристалізацію контактної зони, який відрізняється тим, що подача розплаву в зону з'єднання здійснюють з поверхні краплі розплаву, яку створюють в поглибленні на торці утримувача, форма і розмір якого збігаються з конфігурацією контактної зони, а об'єм краплі розплаву на 10-15 % більше об'єму зазору між деталями, які з'єднують.
Текст
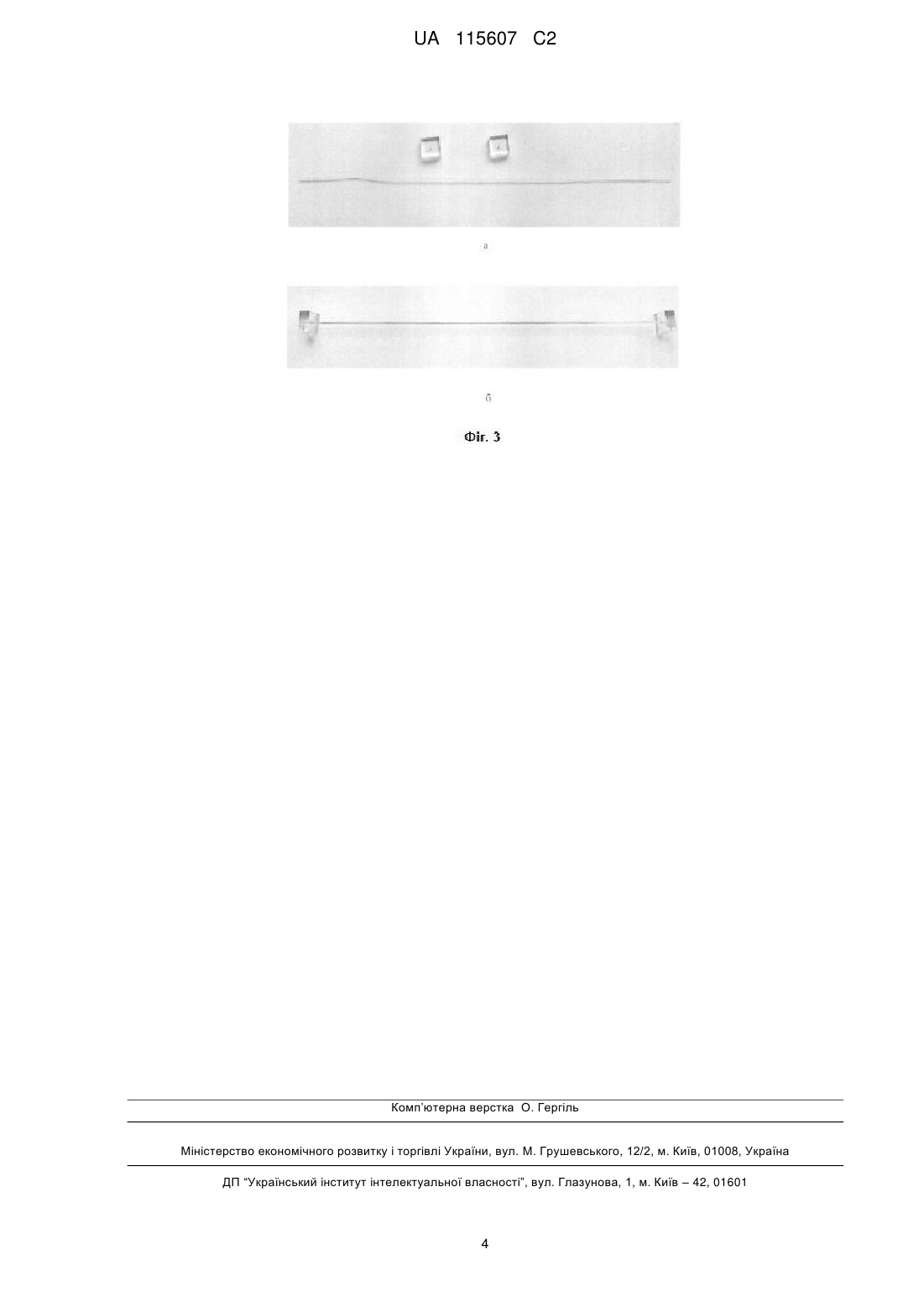
Реферат: Винахід належить до технології виготовлення кристалічних виробів і може бути використаний для отримання виробів складної форми. Спосіб з'єднання сапфірових деталей, що включає розташування деталей відносно один одного з капілярним зазором між контактними поверхнями і подачу розплаву в зону з'єднання з поверхні краплі розплаву, яка сформована в поглибленні на торці утримувача, форма і розмір якого збігаються з конфігурацією контактної зони, а обсяг розплаву на 10-15 % більше обсягу зазору між деталями, які з'єднуються, подальшу кристалізацію контактної зони. Пропонований спосіб дозволяє уникнути контакту між металевими деталями оснастки та деталями, які з'єднуються, що запобігає можливість виникнення додаткових напружень в зоні з'єднання. UA 115607 C2 (12) UA 115607 C2 UA 115607 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до технології виготовлення кристалічних виробів і може бути використаний для отримання виробів складної форми. Безперервне розширення сфер застосування сапфіру ставить завдання виготовлення деталей складної форми, що далеко не завжди можливо досягти методами механічної обробки. У цих випадках широко використовуються різні способи пайки і зварювання, в яких сапфірові деталі сполучають як між собою, так і у поєднанні з металами, склом і керамікою з використанням різних припоїв. При цьому місце з'єднання повинне мати високу міцність і стійкість в широкому діапазоні температур. Відомий спосіб пайки сапфіру і кераміки з металом [А.с. СРСР № 464427, МПК В23К 35/36], який включає нанесення пасти, яка являє собою суміш порошків молібдену, двоокису титану, окису магнію, у завислому стані в розчині нітроклітковини в амінацетаті, на поверхню сапфіру або кераміки, випалювання пасти в режимі їх відпалу, з утворенням на їх поверхні щільного покриття, яке має високу адгезію, а потім з'єднання сапфіру або сапфірової кераміки з металами і між собою металевими припоями з отриманням вакуум щільних і термостійких з'єднань. Відома технологія з'єднань деталей із сапфіру для експлуатації в широкому діапазоні температур від 77 до 1300 Κ [Ε.Φ. Венгер, Н.Н. Локшин, В.П. Маслов, Ю. Родичев, Д.І. Блецкан, Я.М. Пекар Розробка комплексної технології з'єднання прецизійних деталей з лейкосапфіру в конструкційні вузли оптико-електронних приладів. Наука та інновації, 2007, т.3, № 6, с. 77-86], що включає нанесення шару адгезійно активного металу, зокрема титану, товщиною ~ 50 нм або нікелю ~ 100 нм для забезпечення адгезії до припою методом термічного випаровування у вакуумі на з'єднувальну поверхню деталі, з'єднання шляхом пайки з використанням стандартних промислових припоїв, паяльних паст для поверхневого монтажу друкованих плат і високочистого індію. Недоліками даних методів з'єднання сапфіру є низька механічна і температурна міцність шва, що значно звужує область застосування отриманих виробів. Відомий спосіб з'єднання сапфірових деталей [ЕР Dobrovinskaya, LA Lytvyn Vv, V. Pishchik Sapphire. Material, Manufacturing. Applications. // Springer Science+Business Media, LLC 2009, p. 463-468], що включає протягування між деталями, які з'єднують, вольфрамового дроту, який розігрівають до температури плавлення сапфіру, плавлення і подальшу кристалізацію контактної зони. Недоліками цього способу є те, що проплавлення контактної зони створює широку область зварного шва, яка в результаті перекристалізації має структурні дефекти і високі залишкові напруги. Це може призводити до утворення тріщин в зоні шва. Також до недоліків слід віднести неможливість зварювання дрібних сапфірових деталей, що мають складну форму поверхні, по якій вони з'єднуються. Відомий спосіб з'єднання кристалічних деталей, зокрема сапфіру [Патент України № 105885, МПК С30В 15/34], в якому контактні поверхні кристалічних деталей розташовують з капілярним зазором відносно один до одного, а в якості припою використовують розплав кристалічного матеріалу, з якого виконані деталі, при цьому припій подається в зону з'єднання з тигля через капілярну систему. Недоліком цього способу є те, що при подачі розплаву в зону з'єднання, сапфірові деталі приводяться в контакт з металевими деталями капілярної системи, що може призводити до виникнення термічних напружень в зоні зварного шва і зниження його міцності. До того ж багаторазова перекристалізація розплаву сапфіру в тиглі з капілярною системою, які використовуються в процесі пайки, призводить до забруднення розплаву, що може привести до випадання сторонньої фази в зоні з'єднання і зниження фізико-технічних параметрів зварного шва. Необхідність періодичної очистки тигля і капілярної системи від забрудненого розплаву призводить до непродуктивних витрат коштів і часу. Найближчим аналогом за сукупністю загальних ознак обрано останній з наведених аналогів. В основу винаходу поставлена задача створення способу з'єднання сапфірових деталей, в якому розплав в зону з'єднання подається з вільної поверхні розплаву, що має мінімально необхідний об'єм для заповнення зварного шва. Поставлена задача вирішується тим, що в способі з'єднання сапфірових деталей, що включає розташування деталей відносно один одного з капілярним зазором між контактними поверхнями, подачу розплаву в зону з'єднання та подальшу кристалізацію контактної зони, згідно винаходу подача розплаву в зону з'єднання здійснюється з поверхні краплі розплаву, яка створюється в поглибленні на торці утримувача, форма і розмір якого збігаються з конфігурацією контактної зони, а об'єм краплі розплаву на 10-15 % більше об'єму зазору між деталями, які з'єднуються. 1 UA 115607 C2 5 10 15 20 25 30 35 40 45 50 55 60 Подача розплаву в зону з'єднання з поверхні краплі виключає можливість контакту сапфірових деталей з утримувачем розплаву і виникнення додаткових термічних напруг. При цьому практично весь розплав, який міститься в поглибленні утримувача, капілярними силами всмоктується в капілярний зазор між деталями, які з'єднуються. Завантаження сировиною поглиблення в утримувачі перед кожним процесом з'єднання сапфірових деталей забезпечує оновлення розплаву, який використовується в процесі з'єднання, і виключає забруднення шва в зоні контакту. Експериментально встановлено, що об'єм краплі розплаву в поглибленні на торці утримувача повинен бути на 10-15 % більше об'єму зазору між деталями, які з'єднуються. При меншому об'ємі, кількості розплаву, що знаходиться в поглибленні, може не вистачити для повного заповнення шва між деталями через утримання його силами поверхневого натягу в кутах поглиблення, а при більшому - виникає небезпека переливу краплі розплаву через край поглиблення на торці утримувача. Суть винаходу пояснюють креслення. На фіг. 1 показана послідовність операцій при з'єднанні сапфірових деталей у вигляді стрижня і шайби. На фіг. 2 показана послідовність операцій при з'єднанні двох пластин. На фіг. 3 наведені фото сапфірового виробу, який був отриманий з сапфірових деталей: стрижня 1,6 мм і кубика 20×20×10 мм; а - вихідні деталі, б - вигляд виробу після процесу з'єднання згідно винаходу. Спосіб реалізується наступним чином (фіг. 1). У камеру з нагрівачем (на фіг. 1 не показана) поміщають утримувач 1 з поглибленням, яке заповнюють сировиною. Додатково для формування краплі розплаву 2 на торець утримувача 1 з сировиною поміщають кристалик сапфіру. При цьому обсяг поглиблення повинен бути на 1015 % більше обсягу зазору 3 між деталями 4, які з'єднуються. Сапфірові деталі 4 (фіг. 1а), розміщують з капілярним зазором 3 відносно один одного, розташовують над торцем утримувача 1 так, щоб поверхня з'єднання знаходилося на відстані 5-10 мм від торця утримувача. Система кріплення деталей в камері на фіг. 1 не відображена. Піднімають температуру в камері і нагрівають утримувач 1 до плавлення в ньому сировини 2 і утворення на його торці краплі розплаву, а також водночас прогрівають деталей 4 до температури близької до температури плавлення сапфіру (~1950 °C 2000 °C). Контроль температури ведуть по плавленню сировини сапфіра 2, що заповнює поглиблення на торці утримувача 1 (фіг. 1а). Деталі 4 приводять у контакт з краплею розплаву 2 на торці утримувача 1. Під дією капілярних сил розплав з поглиблення на торці утримувача і краплі 2 заповнює капілярний зазор 3 по всьому його об'єму між деталями 4, які з'єднуються (фіг. 1б). Деталі 4 відривають від розплаву на торці утримувача 1. Залишки розплаву (не більше 10-15 % початкового об'єму) стікають в поглиблення на торці утримувача. Розплав в капілярному зазорі 3 кристалізується за рахунок відведення тепла через деталі 4, які з'єднуються, утворюючи монокристалічний шов 5 фіг. 1в). Повільно, протягом 2-3 годин, знижують температуру на нагрівачі в печі до кімнатної. Після охолодження деталі витягують з камери. Аналогічно, використовуючи утримувачі різної конфігурації, можуть бути з'єднані деталі будь-якої форми, наприклад дві пластини (фіг. 2). Приклад з'єднання сапфірових деталей у вигляді стрижня 1,6 мм і кубика 20×20×10 мм. У камері співвісно з нагрівачем розташовують утримувач у вигляді підставки з вертикально розташованим циліндром 4 мм з отвором на торці 3 мм і глибиною 5 мм. Отвір наповнюють оксидом алюмінію (подрібнені кристали сапфіру) для отримання розплаву. Для формування краплі додають зверху кристалик сапфіра з приблизним розміром 2×22 мм. Кристалічні деталі стрижень 1,6 мм і кубик 20×20×10 мм розташовують у місці з'єднання відносно один до одного з капілярним зазором 0,1-0,5 мм і закріплюють над торцем утримувача так, щоб місце з'єднання не торкалося торця утримувача і знаходилося від нього на висоті приблизно 10 мм. Далі піднімають температуру в камері до температури плавлення сировини в отворі утримувача і формування на ньому краплі розплаву. Стрижень і кубик місцем з'єднання (капілярним зазором) приводять у контакт з краплею розплаву. Під дією капілярних сил розплав з краплі і отвори в утримувачі заповнює капілярний зазор між деталями, які з'єднуються, по всьому об'єму шва. Після цього деталі відривають від торця утримувача. Розплав кристалізується в капілярному зазорі за рахунок відведення тепла через деталі, які з'єднуються, утворюючи монокристалічний шов. Повільно, протягом 2-3 годин, знижують температуру на нагрівачі в камері до кімнатної. Час зниження температури вибирають залежно від розмірів деталей: чим більше розмір деталей, тим повільніше треба знижувати температуру. Після охолодження готовий виріб витягують з камери. 2 UA 115607 C2 5 Таким чином, запропонований засіб дозволяє уникнути контакту між металевими деталями оснастки та деталями, які з'єднуються, що запобігає можливість виникнення додаткових напружень в зоні з'єднання. Використання об'єму розплаву, який потрібен тільки для з'єднання даних деталей, дозволяє уникнути його забруднення при повторної перекристалізації, що підвищує фізико-технічні характеристики зони з'єднання. ФОРМУЛА ВИНАХОДУ 10 Спосіб з'єднання сапфірових деталей, що включає розташування деталей відносно один одного з капілярним зазором між контактними поверхнями, подачу розплаву в зону з'єднання та подальшу кристалізацію контактної зони, який відрізняється тим, що подача розплаву в зону з'єднання здійснюють з поверхні краплі розплаву, яку створюють в поглибленні на торці утримувача, форма і розмір якого збігаються з конфігурацією контактної зони, а об'єм краплі розплаву на 10-15 % більше об'єму зазору між деталями, які з'єднують. 3 UA 115607 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 28/00, C30B 35/00, C30B 15/34
Мітки: спосіб, деталей, з'єднання, кристалічних
Код посилання
<a href="https://ua.patents.su/6-115607-sposib-zehdnannya-kristalichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання кристалічних деталей</a>
Спосіб з’єднання кристалічних деталей, зокрема з сапфіру
Номер патенту: 105885
Опубліковано: 25.06.2014
Автори: Литвинов Леонід Аркадійович, Андрєєв Олександр Євгенійович, Андрєєв Євгеній Петрович, Сафронов Роман Ігоревич
МПК: B23K 28/00, B23K 20/00, C30B 15/34, C30B 35/00
Мітки: кристалічних, спосіб, деталей, з'єднання, зокрема, сапфіру
Формула / Реферат:
Спосіб з'єднання кристалічних деталей, зокрема з сапфіру, що включає зварювання деталей шляхом кристалізації розплавленої контактної зони, який відрізняється тим, що контактні поверхні кристалічних деталей розташовують з капілярним зазором відносно одна до одної, а як припій використовують розплав кристалічного матеріалу, з якого виконано деталі, при цьому припій подається до зони з'єднання з тигля через капілярну систему.
Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів
Номер патенту: 119864
Опубліковано: 10.10.2017
Автори: Філатов Юрій Данилович, Сидорко Володимир Ігорович, Ковальов Сергій Вікторович
МПК: B24D 7/00
Мітки: контролю, деталей, матеріалів, керамічних, спосіб, поверхні, кристалічних, неплощинності, оптико-електронних
Формула / Реферат:
Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів, який включає фіксацію взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини, який відрізняється тим, що безпосередньо в процесі їх обробки при обертанні та відносному переміщенні інструменту і деталі за їх взаємного притискання деталі встановлюють...
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Яковина Валерій Іванович, Носік Віктор Сергійович, Кантур В'ячеслав Григорович, Сігбатулін Олександр Томович, Оборський Іван Леонідович, Кулюкін Сергій Васильович
МПК: B23P 19/02, B23P 11/02
Мітки: здійснення, спосіб, деталей, з'єднання
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Спосіб з’єднання керамічних деталей
Номер патенту: 73227
Опубліковано: 15.06.2005
Автор: Фролов Олександр Олександрович
МПК: B23K 1/20, B23K 1/005, B23K 26/00, C23C 26/00, C04B 37/00
Мітки: з'єднання, керамічних, спосіб, деталей
Формула / Реферат:
Спосіб з'єднання керамічних деталей, що включає формування шва заливанням між торцями деталей розплаву припою, який відрізняється тим, що припій розплавляють енергією концентрованого світлового потоку, а для формування шва між торцями деталей спочатку на одній або декількох ділянках поверхонь, які з'єднують, формують проміжні прошарки шляхом сплавлення матеріалів припою і керамічних деталей при температурі вище від температури плавлення...
Спосіб очищення деталей в комбінованому середовищі
Номер патенту: 44340
Опубліковано: 25.09.2009
Автори: Донченко Анатолій Іванович, Грибачов Михайло Васильович, Шишанов Михайло Олексійович, Куровська Тетяна Юріївна, Яблоков Володимир Васильович
Мітки: очищення, деталей, середовищі, комбінованому, спосіб
Формула / Реферат:
Спосіб очищення деталей в комбінованому середовищі, при якому розміщують деталі в сітковій корзині, поміщають сіткову корзину з деталями в камеру очищення і очищують деталі за допомогою миючого розчину і газу, який відрізняється тим, що встановлюють сатуратор з клапаном між камерою очищення і компресором, подають миючий розчин до сатуратора за допомогою насоса, ізолюють сатуратор від камери очищення за допомогою клапана, подають газ до...
Попередній патент: Спосіб лікування постувеальної глаукоми із наявністю гоніосинехій
Наступний патент: Спосіб діагностики обструкції дрібних бронхів у хворих на бронхіальну астму
Випадковий патент: Матеріал для товстоплівкових резисторів