Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів
Номер патенту: 119864
Опубліковано: 10.10.2017
Автори: Ковальов Сергій Вікторович, Сидорко Володимир Ігорович, Філатов Юрій Данилович

Формула / Реферат
Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів, який включає фіксацію взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини, який відрізняється тим, що безпосередньо в процесі їх обробки при обертанні та відносному переміщенні інструменту і деталі за їх взаємного притискання деталі встановлюють ексцентрично по відношенню до осі їх обертання і визначають неплощинність h поверхні за відхиленням δ форми сигналу датчика від прямокутної у відповідності до формули h=kd, де k - коефіцієнт, що залежить від розмірів інструмента та деталі, відстані датчика від осі обертання та параметрів налагодження верстату.
Текст
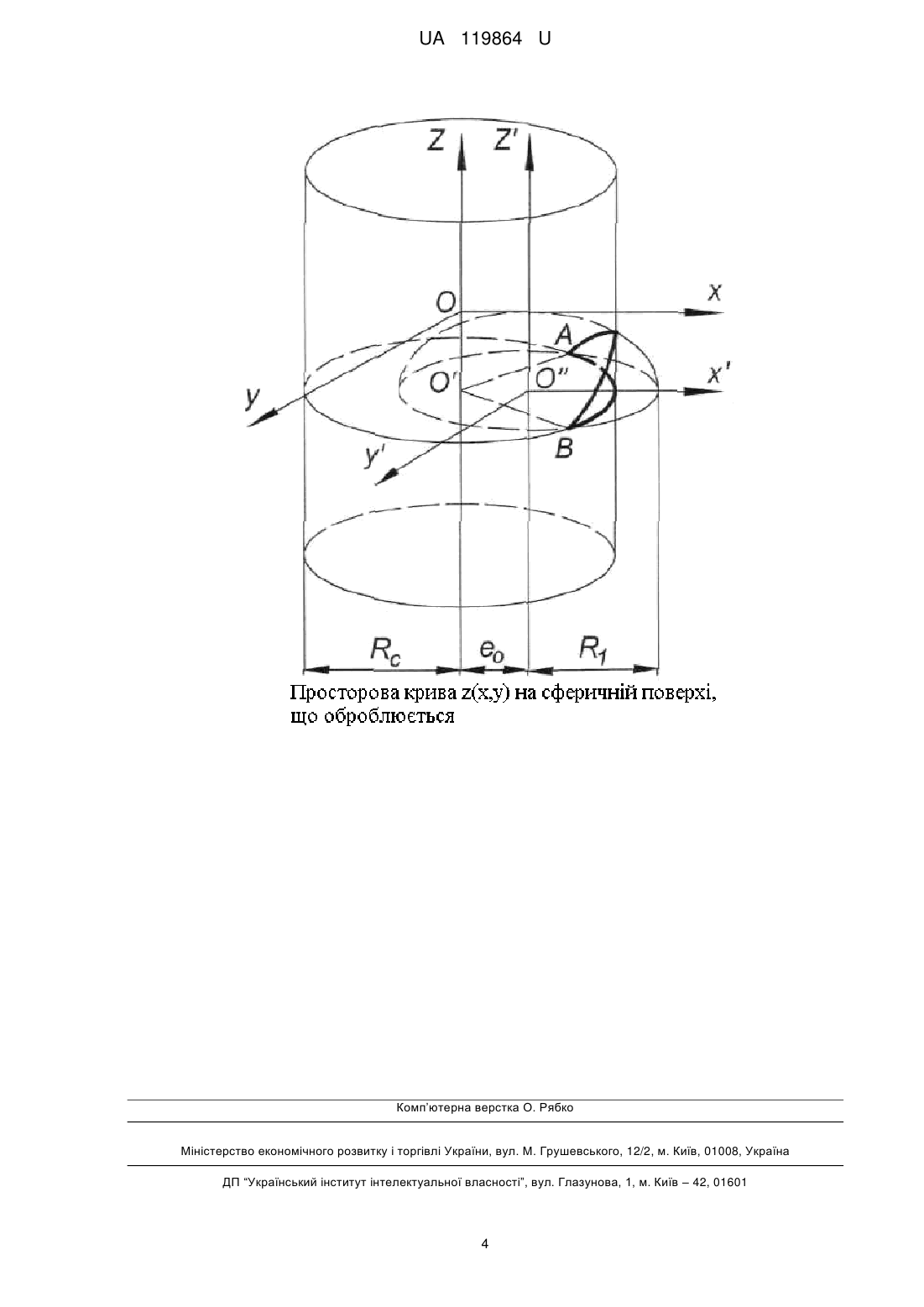
Реферат: Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів включає фіксацію взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини. Безпосередньо в процесі їх обробки при обертанні та відносному переміщенні інструменту і деталі за їх взаємного притискання деталі встановлюють ексцентрично по відношенню до осі їх обертання і визначають неплощинність h поверхні за відхиленням δ форми сигналу датчика від прямокутної у відповідності до формули h=k, де k - коефіцієнт, що залежить від розмірів інструмента та деталі, відстані датчика від осі обертання та параметрів налагодження верстата. UA 119864 U (12) UA 119864 U UA 119864 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області механічної обробки плоских поверхонь деталей електронної техніки та оптичних систем зі скла, оптичних та напівпровідникових кристалів, оптичної кераміки та інших неметалевих матеріалів. Відомий спосіб контролю неплощинності поверхні оптико-електронних деталей (див. А.с. СРСР SU 1013754 А МПК G01B 11/26 "Способ контроля оптических деталей", опубл. 23.04.83, бюл. № 15), який включає фіксацію взаємного розташування окремих ділянок на поверхні деталі за допомогою інтерференційного методу, що полягає в направленні монохроматичного випромінювання на деталь, аналізі інтерференційної картини, вимірюванні відстані між інтерференційними смугами та визначенні неплощинності деталі. Недоліком такого способу слід вважати принципову неможливість контролю неплощинності поверхонь оптико-електронних деталей, що виготовлені з непрозорих матеріалів (на довжині хвилі лазера, що використовується). Відомий найбільш близький за технічною суттю спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних, кристалічних та інших матеріалів, який включає фіксацію взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини (http://www.micro-epsilon.com/ Confocal chromatic sensors/ Micro-Epsilon America), прийнятий за найближчий аналог, що дозволяє контролювати форму поверхні та визначати значення неплощинності в статичних умовах. Недоліком такого способу контролю неплощинності поверхні слід вважати те, що його неможливо використовувати безпосередньо в процесі полірування прецизійних поверхонь оптико-електронних деталей з керамічних та кристалічних матеріалів та здійснювати моніторинг {in-process контроль) форми поверхні, що оброблюється, зокрема відхилення від площинності. В основу корисної моделі поставлено задачу такого вдосконалення способу контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів, при якому взаємне розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини фіксується безпосередньо в процесі їх обробки при обертанні та відносному переміщенні інструменту і деталі за їх взаємного притискання, а деталі встановлюють ексцентрично по відношенню до осі їх обертання. Для вирішення цієї задачі, у способі контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів, який включає фіксацію взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини, згідно з корисною моделлю, контроль здійснюють безпосередньо в процесі їх обробки при обертанні та відносному переміщенні інструменту і деталі за їх взаємного притискання, а деталі встановлюють ексцентрично по відношенню до осі їх обертання. При цьому визначають неплощинність h поверхні за відхиленням δ форми сигналу датчика від прямокутної у відповідності до формули h=kδ, де k - коефіцієнт, що залежить від розмірів інструмента та деталі, відстані датчика від осі обертання та параметрів налагодження верстату. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічними результатами, які досягаються при її реалізації, полягає у наступному. В разі застосування способу контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів, який передбачає фіксацію взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини, згідно з корисною моделлю, безпосередньо в процесі їх обробки при обертанні та відносному переміщенні інструменту і деталі за їх взаємного притискання, деталі встановлюють ексцентрично по відношенню до осі їх обертання і визначають неплощинність h поверхні за відхиленням δ форми сигналу датчика від прямокутної у відповідності до формули h=kδ, де k - коефіцієнт, що залежить від розмірів інструмента та деталі, відстані датчика від осі обертання та параметрів налагодження верстату. При такому способі контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів забезпечується можливість фіксування взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини, безпосередньо в процесі їх обробки. При поліруванні деталей датчик переміщення, положення та товщини (наприклад OP300VM (STIL S.A., France), IFS 2401, IFS 2406 (Micro-Epsilon, USA)) фіксує відносну висоту елементарної ділянки поверхні, що оброблюється, який розташований в певній коловій зоні радіусу Rc. Ця висота змінюється під час кожного оберту деталі, а її залежність від часу обробки описується періодичною функцією. Інтервал її зміни складає близько 100 мкм і залежить від 1 UA 119864 U 5 10 15 20 25 30 35 40 45 50 55 60 торцевого биття утримувача деталі та її клиновидності (відхилення висоти деталі на діаметрі 2Rc). Це означає, що при обертанні деталі без ексцентриситету звичайне використання стаціонарно встановленого датчика дозволяє визначити величину відхилення висоти деталі в даній коловій зоні та на всьому діаметрі, тобто контролювати клиновидність деталі, що оброблюється. При цьому неможливо отримати будь-яку інформацію про форму поверхні, що оброблюється, та її не площинність. Для усунення цього недоліку необхідно встановлювати деталі ексцентрично до осі їх обертання. В процесі полірування плоских оптичних поверхонь за класичною технологією (методом притирання) деталі, що розташовані на блоці в різних колових зонах, обертаються навколо осі, співпадаючої з центром блока, а притир (інструмент) обертається та здійснює зворотнопоступальне переміщення по поверхні деталей, що оброблюються, з обов'язковим "виходом за край". При цьому в загальному випадку, утворюється сферична поверхня з кривиною великого радіусу, неплощинність якої характеризується гранично припустимими відхиленнями стрілки 2 кривини блока деталей hб та окремої деталі h=(D/Dб) hб від ідеальної площини (D, Dб - діаметри деталі та блока). Корисну модель проілюстровано схемою (креслення Просторова крива z(x, y) на сферичній поверхні, що оброблюється). При обертанні деталі стаціонарно встановлений датчик фіксує відносне положення окремих ділянок на оброблюваній поверхні, координати яких описуються просторовою кривою z(x, y), яка є лінією перерізу циліндричної поверхні, на твірній якої розташовано датчик, та сферичної поверхні, що оброблюється (Фіг.). Приклади конкретної реалізації способу контролю неплощинності поверхні оптикоелектронних деталей з керамічних та кристалічних матеріалів. 1. Полірування плоскої поверхні одиночної деталі діаметром 40 мм, що встановлена зі зміщенням відносно осі обертання, здійснювали за наступних параметрів налагодження 2 2 верстату: е0=е1 +е2 ]=11,2 мм - відстань між віссю обертання деталі та геометричним центром поверхні, що оброблюється, е1=10 мм, е2=5 мм - проекції е0 на осі координат X і Y. При обертанні деталі датчик, встановлений на відстані Rc=25 мм від осі обертання, фіксує відносне положення просторової кривої z(x, y). При обертанні деталі довжина проекції дуги АВ на площину XOY (Фіг.) складає 44,7 мм і визначає тривалість сигналу, що фіксується датчиком при кожному оберті. Відхилення форми сигналу від прямокутної δ (знаки відповідають опуклій та увігнутій поверхні відповідно) залежить від неплощинності поверхні деталі (стрілки кривини h). Аналіз форми поверхні деталі, яка характеризується значеннями стрілки кривини h, що визначаються в межах від 0,5 мкм до 5,0 мкм, та радіусами кривини в діапазоні [40 м; 400 м], показав, що залежність відхилення форми сигналу від неплощинності деталі є лінійною. Це дозволяє за величиною відхилення сигналу від прямокутної форми δ визначити величину неплощинності h поверхні деталі у відповідності до формули h=kδ(k2,0 - коефіцієнт пропорційності для даного прикладу). 2. Полірування деталі з кварцу діаметром 36 мм, встановленої зі зміщенням е1=е0=10 мм, здійснювали на експериментальній установці с датчиком, встановленим на відстані Rc=25 мм від осі обертання. Область визначення кривої z(x, у): [-14,9 мм; 14,9 мм]. Амплітуда зміни величини відносної висоти елементарної ділянки поверхні деталі дорівнює величині відхилення форми сигналу від прямокутної δ=+3,0 мкм, за якою можна визначити неплощинність поверхні деталі h=k1b10 мкм (k13,3 - коефіцієнт пропорційності для даного прикладу). 3. Процес полірування деталей діаметром 60 мм, закріплених на блоці діаметром 300 мм (16 штук) здійснювали на шліфувально-полірувальному верстаті мод. ЗШП-350. Деталі, встановлені в крайній коловій зоні, зміщені відносно осі обертання на відстань е0=120 мм, а датчик встановлено на відстані Rc=130 мм. При обертанні блока деталей датчик фіксує відносне положення окремих ділянок на оброблюваній поверхні деталей, що встановлені на краю блока. Область визначення кривої z(x, у) обмежена координатами: х1=x2=137,9 мм; у1=24,1 мм; у2=-24,1 мм, та кутами, що знаходяться в діапазоні від 9,9° (0,173 рад) до -9,9° (-0,173 рад). При поліруванні оптичних деталей в даному випадку процес формоутворення відбувається переважно з утворенням увігнутої поверхні, коли зняття оброблюваного матеріалу в центральних колових зонах більше, ніж в крайніх зонах блока. При повороті блока деталей на кут 19,8° довжина проекції дуги, по якій переміщується датчик відносно деталі, складала 48,4 мм і визначала тривалість сигналу, що фіксувався датчиком на кожному оберті деталі. Аналіз форми поверхні блока деталей, яка характеризувалась значеннями стрілки кривини h, визначеними в межах [1 мкм; 25 мкм], і радіусами кривини [18 м; 450 м], показав, що, використовуючи лінійну залежність неплощинності h поверхні деталі від відхилення сигналу 2 UA 119864 U 5 10 15 20 датчика від прямокутної форми δ, можна визначити неплощинність поверхні у відповідності до формули h=k2δ {k21,8 - коефіцієнт пропорційності для даного прикладу). Експериментально визначені значення відхилення форми сигналів при поліруванні плоских деталей зі скла марки К8 складали: δ=-3 мкм, -6 мкм, -9 мкм, -12 мкм і -14 мкм. У відповідності до них визначено величини неплощинності блока деталей: h=5 мкм; 11 мкм; 16 мкм; 22 мкм і 25 2 мкм та окремої деталі h=(60/300) /hб=0,2 мкм; 0,4 мкм; 0,6 мкм; 0,9 мкм і 1,0 мкм або N=1-4 інтерференційних кільця відповідно. Саме такою точністю форми виконавчих поверхонь характеризуються оптико-електронні деталі при поліруванні за традиційною технологією методом притирання. З вищенаведеного видно, що використання способу контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів безпосередньо під час їх полірування у відповідності до викладених прикладів дозволяє забезпечити відповідність вимогам до точності форми оброблюваних поверхонь, що висуваються до елементів оптикоелектронної техніки, а технологічний процес полірування з застосуванням in-process контролю форми поверхонь деталей за допомогою конфокального датчика переміщення, положення та товщини, відповідає вимогам виробництва, що підтверджує можливість промислового застосування способу. Ефективність пропонованої корисної моделі "Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів" підтверджено науковоекспериментальними дослідженнями, проведеними в НТАК "АЛКОН" НАН України. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів, який включає фіксацію взаємного розташування окремих ділянок на оброблюваній поверхні за допомогою конфокального датчика переміщення, положення та товщини, який відрізняється тим, що безпосередньо в процесі їх обробки при обертанні та відносному переміщенні інструменту і деталі за їх взаємного притискання деталі встановлюють ексцентрично по відношенню до осі їх обертання і визначають неплощинність h поверхні за відхиленням δ форми сигналу датчика від прямокутної у відповідності до формули h=k, де k коефіцієнт, що залежить від розмірів інструмента та деталі, відстані датчика від осі обертання та параметрів налагодження верстата. 3 UA 119864 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24D 7/00
Мітки: неплощинності, матеріалів, поверхні, контролю, оптико-електронних, керамічних, деталей, спосіб, кристалічних
Код посилання
<a href="https://ua.patents.su/6-119864-sposib-kontrolyu-neploshhinnosti-poverkhni-optiko-elektronnikh-detalejj-z-keramichnikh-ta-kristalichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю неплощинності поверхні оптико-електронних деталей з керамічних та кристалічних матеріалів</a>
Спосіб еліпсометричного контролю якості поверхні кристалічних підкладок
Номер патенту: 68913
Опубліковано: 16.08.2004
Автори: Сарсембаєва Анна Зулхаїрівна, Сизов Федір Федорович, Маслов Володимир Петрович
Мітки: якості, підкладок, кристалічних, спосіб, поверхні, контролю, еліпсометричного
Формула / Реферат:
Спосіб еліпсометричного контролю якості полірування кристалічних підкладок, який полягає в тому, що установлюють кут падіння світла та азимут поляризатора та аналізатора еліпсометра, вимірюють еліпсометричні параметри порівнянням з еталоном, який відрізняється тим, що для еталона установлюють кут падіння світла, що дорівнює куту Брюстера даного матеріалу, а азимут поляризатора та аналізатора еліпсометра установлюють під кутом 90°, потім...
Спосіб 3d контролю якості кристалічних матеріалів
Номер патенту: 65556
Опубліковано: 12.12.2011
Автори: Венгер Євген Федорович, Кущовий Сергій Миколайович, Качур Наталія Володимирівна, Кошовий Олексій Анантолійович, Маслов Володимир Петрович, Порєв Володимир Андрійович
МПК: G01N 25/72
Мітки: контролю, матеріалів, спосіб, кристалічних, якості
Формула / Реферат:
Спосіб контролю якості кристалічних матеріалів, що включає опромінення лазерним випромінюванням зразка матеріалу з довжиною хвилі, що відповідає діапазону прозорості цього кристалу, вимірювання величини потужності випромінювання, яке пройшло через зразок, і порівняння з величиною потужності випромінювання цього лазера, що пройшло через еталонний зразок, який відрізняється тим, що зразок, що контролюється, встановлюють на координатний стіл...
Спосіб лазерного контролю якості кристалічних матеріалів, прозорих в оптичному діапазоні випромінювання
Номер патенту: 57495
Опубліковано: 25.02.2011
Автори: Маслов Володимир Петрович, Венгер Євген Федорович, Качур Наталія Володимирівна
МПК: G01N 23/02
Мітки: лазерного, якості, спосіб, випромінювання, діапазоні, матеріалів, прозорих, оптичному, контролю, кристалічних
Формула / Реферат:
Спосіб лазерного контролю якості кристалічних матеріалів, прозорих в оптичному діапазоні випромінювання, в якому випромінювання проходить через зразок, потрапляє на прилад, що фіксує пропускання випромінювання, який відрізняється тим, що зразок опромінюють лазерним випромінюванням з довжиною хвилі, що відповідає діапазону прозорості цього кристалу, вимірюють розподіл потужності випромінювання, яке пройшло через зразок, і порівнюють з...
Спосіб контролю якості кристалічних матеріалів, прозорих в інфрачервоному (іч) діапазоні випромінювання
Номер патенту: 56200
Опубліковано: 10.01.2011
Автори: Маслов Володимир Петрович, Локшин Михайло Маркович, Гаврилов Валерій Олександрович, Кіндрась Олександр Петрович, Венгер Євген Федорович, Качур Наталія Володимирівна
МПК: G01N 25/72
Мітки: контролю, прозорих, іч, спосіб, матеріалів, випромінювання, діапазоні, кристалічних, інфрачервоному, якості
Формула / Реферат:
Спосіб контролю якості кристалічних матеріалів, прозорих в інфрачервоному (ІЧ) діапазоні випромінювання, в якому випромінювання проходить через зразок, потрапляє на прилад, що фіксує пропускання ІЧ випромінювання, який відрізняється тим, що зразок опромінюють лазерним випромінюванням з довжиною хвилі, що відповідає діапазону прозорості цього кристалу, вимірюють величину потужності випромінювання, яке пройшло через зразок, і порівнюють з...
Спосіб візуалізації поверхні деталей з важкооброблюваних та композиційних матеріалів
Номер патенту: 114312
Опубліковано: 10.03.2017
Автори: Дєвицький Олександр Анатолійович, Цисар Максим Олександрович, Смоквина Володимир Віталійович
МПК: G01B 1/00
Мітки: важкооброблюваних, матеріалів, поверхні, спосіб, композиційних, деталей, візуалізації
Формула / Реферат:
Спосіб візуалізації тривимірних зображень поверхонь деталей з важкооброблюваних та композиційних матеріалів, що включає сканування її поверхні, який відрізняється тим, що додатково за допомогою моделі отримують 3D-зображення мікрорельєфу обробленої поверхні деталі з подальшим застосування цієї моделі для прогнозування різальної здатності шліфувального інструмента.
Попередній патент: Спосіб лікування гнійних тубооваріальних утворень додатків матки
Наступний патент: Спосіб упаковки продуктів харчування
Випадковий патент: Спосіб упакування супозиторіїв