Спосіб виробництва великогабаритного швелерного профілю
Номер патенту: 116150
Опубліковано: 12.02.2018
Автори: Антонюк Сергій Михайлович, Бергеман Генадій Володимирович, Фролов Ярослав Вікторович
Формула / Реферат
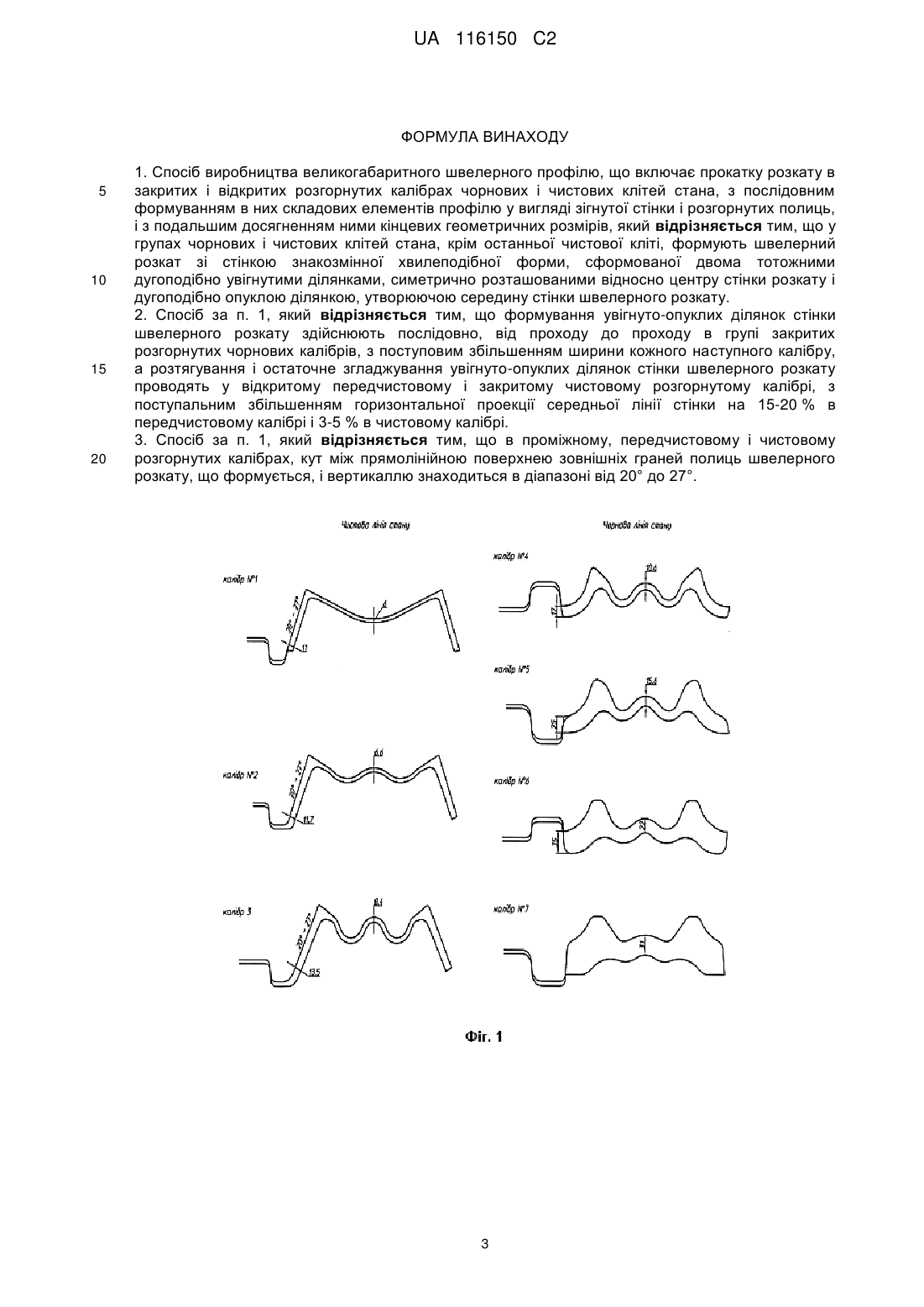
1. Спосіб виробництва великогабаритного швелерного профілю, що включає прокатку розкату в закритих і відкритих розгорнутих калібрах чорнових і чистових клітей стана, з послідовним формуванням в них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, і з подальшим досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що у групах чорнових і чистових клітей стана, крім останньої чистової кліті, формують швелерний розкат зі стінкою знакозмінної хвилеподібної форми, сформованої двома тотожними дугоподібно увігнутими ділянками, симетрично розташованими відносно центру стінки розкату і дугоподібно опуклою ділянкою, утворюючою середину стінки швелерного розкату.
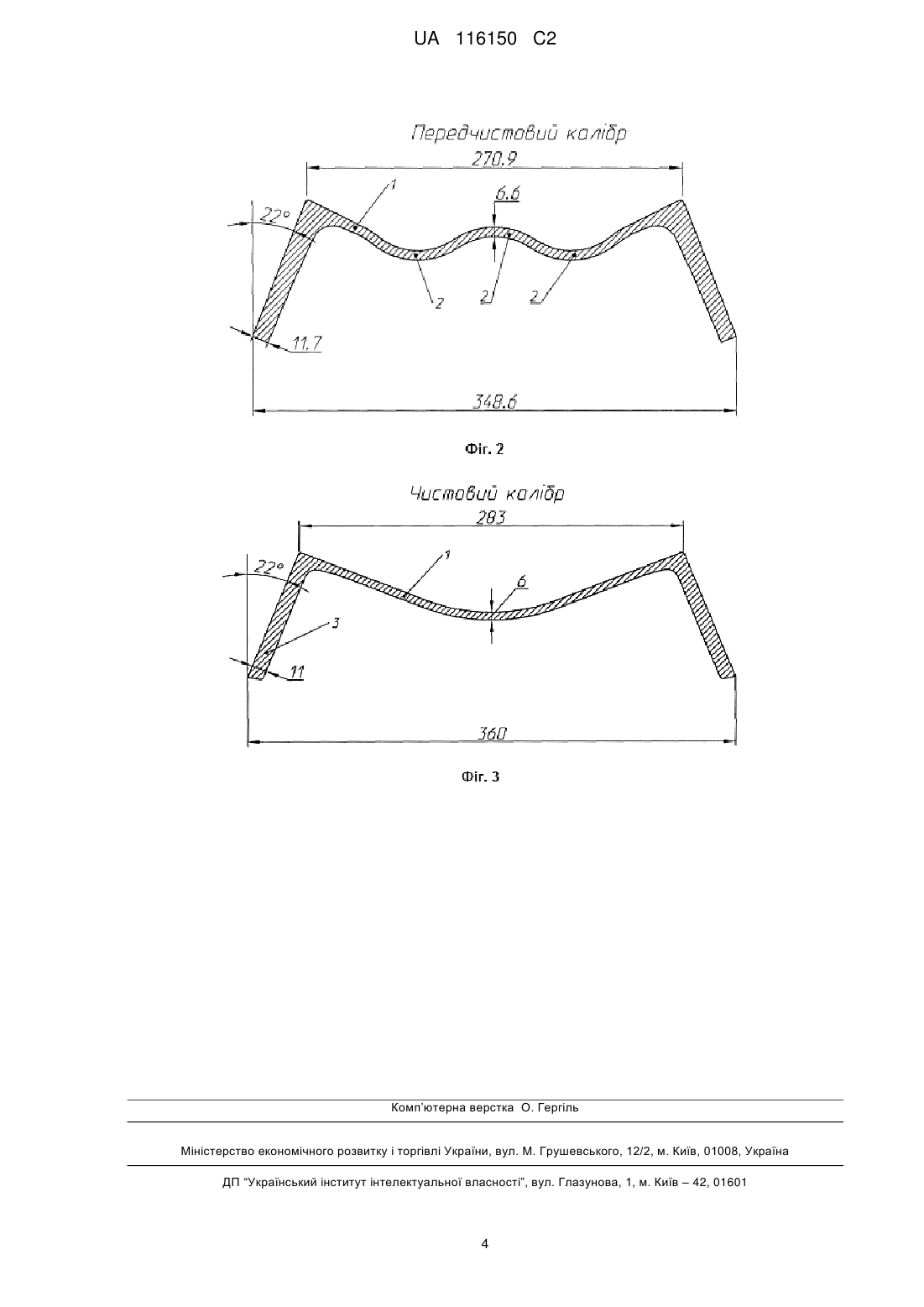
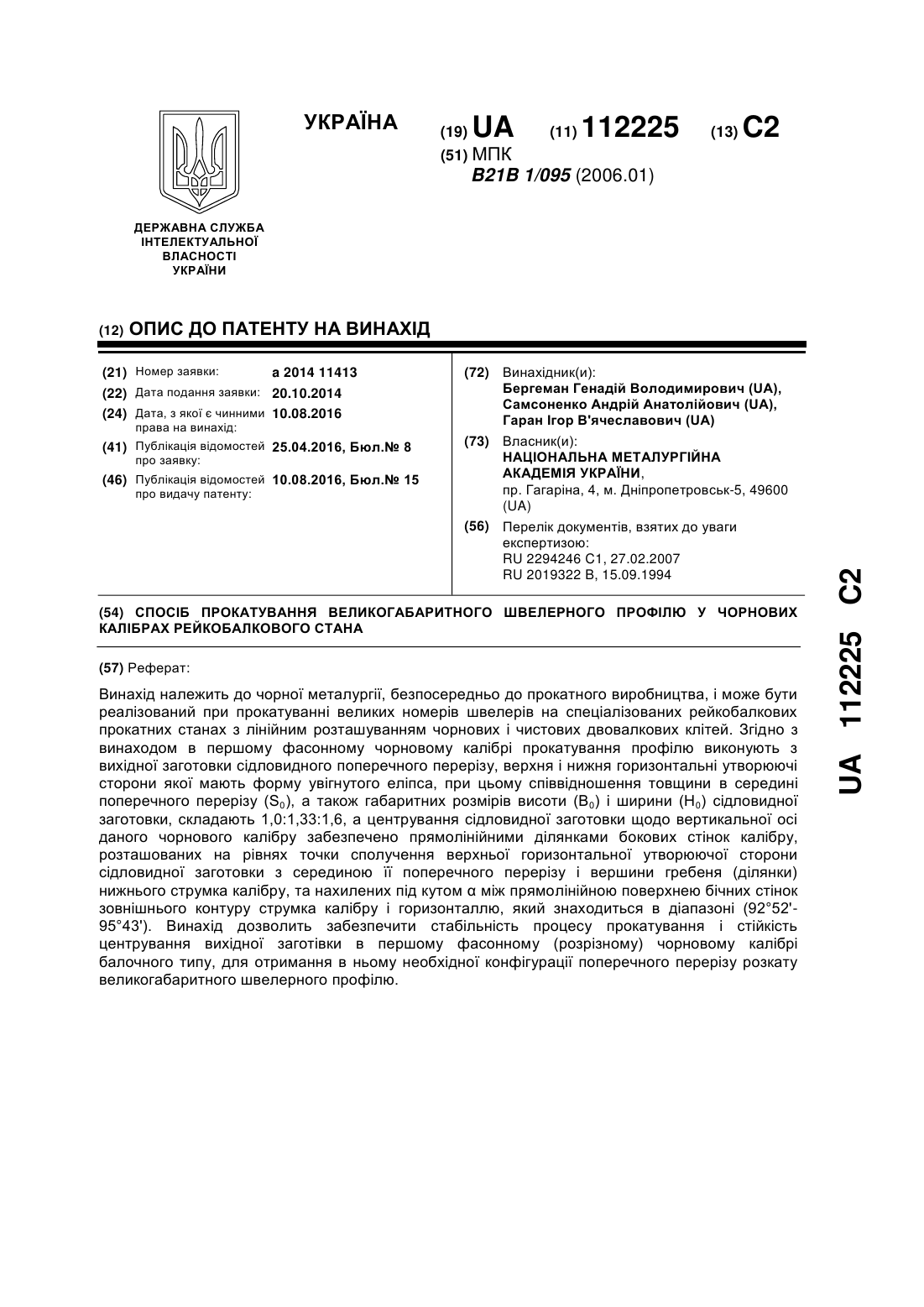
2. Спосіб за п. 1, який відрізняється тим, що формування увігнуто-опуклих ділянок стінки швелерного розкату здійснюють послідовно, від проходу до проходу в групі закритих розгорнутих чорнових калібрів, з поступовим збільшенням ширини кожного наступного калібру, а розтягування і остаточне згладжування увігнуто-опуклих ділянок стінки швелерного розкату проводять у відкритому передчистовому і закритому чистовому розгорнутому калібрі, з поступальним збільшенням горизонтальної проекції середньої лінії стінки на 15-20 % в передчистовому калібрі і 3-5 % в чистовому калібрі.
3. Спосіб за п. 1, який відрізняється тим, що в проміжному, передчистовому і чистовому розгорнутих калібрах, кут між прямолінійною поверхнею зовнішніх граней полиць швелерного розкату, що формується, і вертикаллю знаходиться в діапазоні від 20° до 27°.
Текст
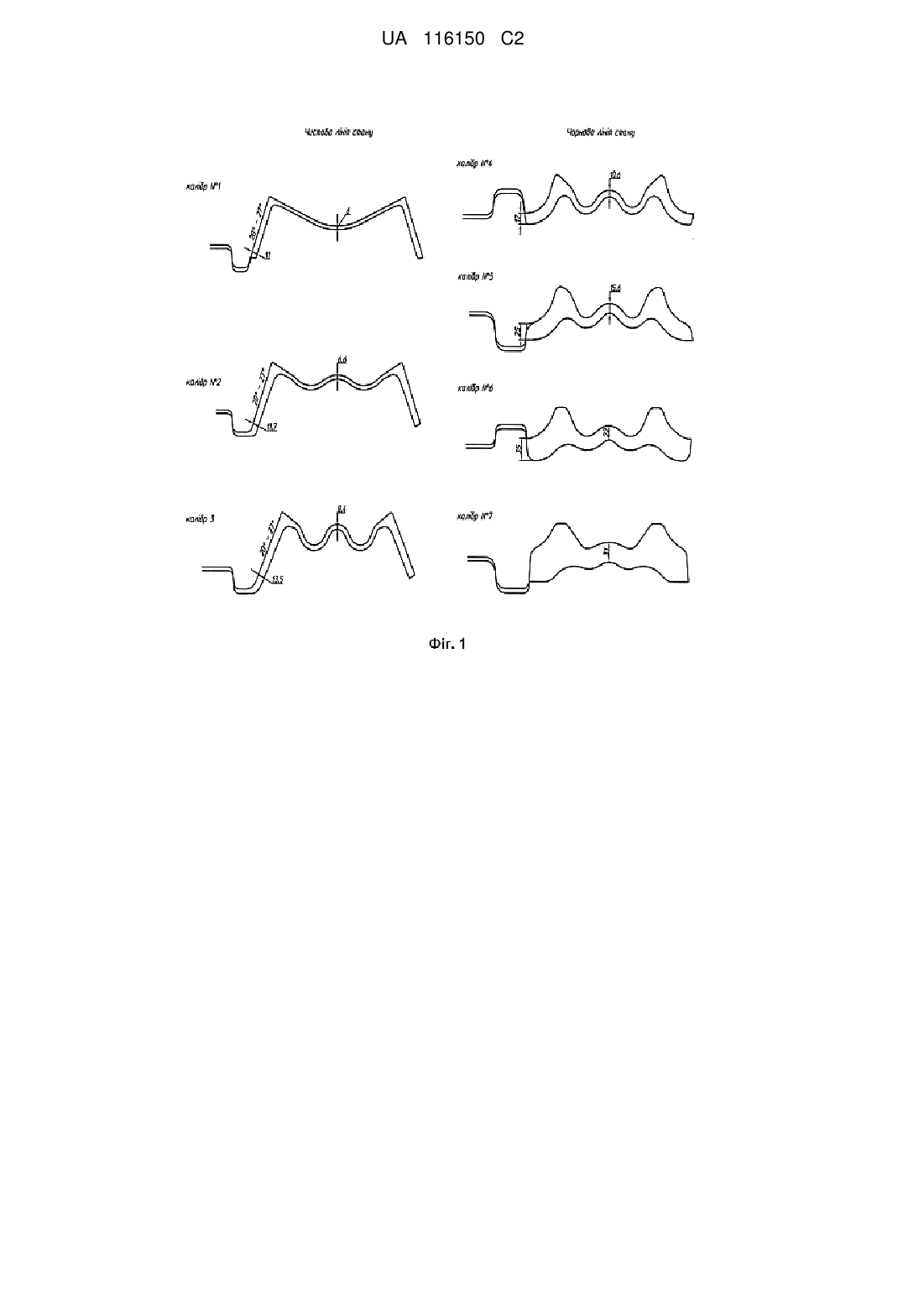
Реферат: Винахід належить до чорної металургії, безпосередньо до прокатного виробництва і може бути реалізований при прокатці великих номерів швелерних профілів в умовах великосортних і середньосортних прокатних станів з горизонтальним розташуванням прокатних валків, де також використовується процес правки в холодному стані, що включає підгинання роликоправильними машинами стінки і полиць сформованого швелерного розкату. Заявлений спосіб включає прокатку розкату в закритих і відкритих розгорнутих калібрах чорнових і чистових клітей стану, з послідовним формуванням в них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, і з подальшим досягненням ними кінцевих геометричних розмірів. У групах чорнових і чистових клітей стана, крім останньої чистової кліті, формують швелерний розкат зі стінкою знакозмінної хвилеподібної форми, сформованої двома тотожними дугоподібно увігнутими ділянками, симетрично розташованими відносно центру стінки розкату і дугоподібно опуклою ділянкою, утворюючою середину стінки швелерного розкату. Винахід дозволяє домогтися можливості раціонального використання довжини бочки сортопрокатних валків при розміщенні на ній розгорнутих калібрів, що мають значну ширину і застосовуються при виробництві великих номерів швелерних профілів, а також забезпечити виробництво даних великогабаритних швелерних профілів з мінімально можливими витратою прокатних валків і затрачуваної енергії. UA 116150 C2 (12) UA 116150 C2 UA 116150 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до чорної металургії, безпосередньо до прокатного виробництва, і може бути реалізований при прокатці великих номерів швелерних профілів в умовах великосортних і середньосортних прокатних станів з горизонтальним розташуванням прокатних валків, де також використовується процес правки в холодному стані, що включає підгинання роликоправильними машинами стінки і полиць сформованого швелерного розкату. Відомий спосіб прокатки профілів швелерного типу, що включає двоетапну прокатку швелерного розкату, що формується, - у групі розгорнутих двовалкових калібрів і його подальше двопрохідне гаряче профілезгинання. На першому етапі, при прокатці в розгорнутих калібрах формується розкат швелерного профілю зі знакозмінним переломом стінки, з відношенням вертикальної проекції стінки до її горизонтальної проекції в діапазоні 0,25-0,38. Завдяки двопрохідній гарячій профілегібці формується стінка швелерного прокату, що має одинарний перелом, зі збереженням кутів розкриття полиць до і після першого проходу. При цьому відносне збільшення ширини горизонтальної проекції середньої лінії стінки за один прохід перебуває в діапазоні 0,22-030. (Патент України 23027 МПК В 21 В 1/08, 30.06.1998. Бюл. № 3). Недолік вищеописаного способу полягає в тому, що остаточне формування елементів швелерного розкату, зокрема процес уширення-розпрямлення стінки розкату в групі чистових розгорнутих калібрів, відбувається завдяки її виконанню тільки з одним знакозмінним переломом. Дана відмітна особливість призводить до утворення великої різниці між катаючими діаметрами верхнього і нижнього прокатних валків безпосередньо в центральній області даного перелому. Відповідно, у процесі прокатки, за рахунок значної різниці окружних швидкостей по перетину калібру зростає ступінь зносу калібрів даної конструкції, що в кінцевому підсумку призводить до збільшення витрати прокатних валків і зниження продуктивності прокатного стана. Найбільш близьким за технічною суттю і досягнутому результату до пропонованого винаходу є спосіб прокатки профілів швелерного типу з використанням закритих чорнових калібрів, а також відкритого передчистового та закритого чистового розгорнутих калібрів, який включає формування в них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, з подальшим досягненням ними кінцевих геометричних розмірів в процесі холодної правки на роликоправильній машині. При цьому в чистовій групі клітей, у відкритому розгорнутому передчистовому калібрі сформований підвищений ухил між прямолінійною поверхнею полиць швелерного розкату і вертикаллю, що становить 17-22 %, що дозволяє знизити знос формуючих даний калібр прокатних валків. (Патент України 75971, МПК В 21 В 27/02, 15.06.2006. Бюл. № 6). Недолік відомого способу полягає в тому, що в процесі виробництва великих номерів швелерів в клітях середньосортних станів, через значну ширину розкатів великогабаритних швелерних профілів, що формуються, істотно зростають навантаження на привід чистових клітей середньосортних станів, у зв'язку з чим енергоміцність резервів приводу станів даного типу практично знаходиться на межі. Крім того, розмірна конфігурація калібрів, що використовуються для формування розкатів великогабаритних швелерних профілів, через недостатність довжини бочки прокатних валків, використовуваних у клітях станів даного типу, не дозволяє розмістити дані калібри на бочці прокатних валків. В основу винаходу поставлено задачу забезпечення стабільного і високоефективного процесу виробництва великих номерів профілів швелерного типу, що входять до сортаменту великосортних і рейкобалкових прокатних станів, на технологічному обладнанні, яке використовується в умовах середньосортних прокатних станів. Рішення поставленої задачі дозволить домогтися можливості раціонального використання довжини бочки сортопрокатних валків при розміщенні на ній розгорнутих калібрів, що мають значну ширину і застосовуються при виробництві великих номерів швелерних профілів, а також забезпечити виробництво даних великогабаритних швелерних профілів з мінімально можливими витратою прокатних валків і затрачуваної енергії. Поставлена задача вирішується тим, що у способі виробництва великогабаритного швелерного профілю, що включає прокатку розкату в закритих і відкритих розгорнутих калібрах чорнових і чистових клітей стана, з послідовним формуванням в них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, і з подальшим досягненням ними кінцевих геометричних розмірів, згідно з винаходом, у групах чорнових і чистових клітей стана, крім останньої чистової кліті, формується швелерний розкат зі стінкою знакозмінної хвилеподібної форми, сформованої двома тотожними дугоподібно увігнутими ділянками, симетрично розташованими відносно центру стінки розкату і дугоподібно опуклою ділянкою, утворюючою середину стінки швелерного розкату; 1 UA 116150 C2 5 10 15 20 25 30 35 40 45 50 55 - формування увігнуто-опуклих ділянок стінки швелерного розкату відбувається послідовно, від проходу до проходу в групі закритих розгорнутих чорнових калібрів, з поступальним збільшенням ширини кожного наступного калібру, а розтягування і остаточне згладжування увігнуто-опуклих ділянок стінки швелерного розкату проводиться у відкритому передчистовому і закритому чистовому розгорнутому калібрі, з поступальним збільшенням горизонтальної проекції середньої лінії стінки на 15-20 % в передчистовому калібрі і 3-5 % в чистовому калібрі; - в проміжному, передчистовому і чистовому розгорнутих калібрах, кут між прямолінійною поверхнею зовнішніх граней полиць швелерного розкату, що формується, і вертикаллю знаходиться в діапазоні від 20 % до 27 %. Суть винаходу пояснюється кресленнями, де: - на фіг. 1 - показана структурна схема розташування та компонування системи фасонних (відкритих і закритих) розгорнутих калібрів винаходу способу виробництва великогабаритного швелерного профілю; на фіг. 2 - показано поперечний переріз розкату великогабаритного швелерного профілю, сформований у передчистовому прямополичному калібрі відкритого типу, задіяному для "розтягування" стінки швелерного розкату; на фіг. 3 - показано поперечний переріз розкату великогабаритного швелерного профілю, сформований у чистовому закритому калібрі, задіяному для "згладжування" стінки швелерного розкату; Приклад здійснення розробленого способу. За запропонованим способом, на напівбезперервному середньосортному стані "550" освоєно виробництво великогабаритного швелерного профілю з паралельними полицями швелера № 30П. Згідно з заявленим способом, вихідну переробну заготовку прямокутної форми, з поперечним перерізом 135×280 мм і співвідношенням висоти до ширини Н0/В0=0,482, виплавлену із напівспокійної або низьколегованої сталі марки 3пс, 3сп або 09Г2С, і сформовану у 5 калібрах заготовочної кліті рейкобалкового прокатного стана "800", нагрівають у методичній печі стана "550" до температури прокатки 1110-1180 °C. Перший етап прокатки швелера № 30П включає в себе прокатування в три проходи даної вихідної прямокутної заготовки в розрізному калібрі обтискної реверсивної кліті № 1. Подальша прокатка великогабаритного швелерного розкату, що формується, відбувається в системі, складеної із 7-ми розгорнутих фасонних закритих і відкритих калібрів чорнової і чистової груп клітей середньосортного стана "550" (фіг. 1). Компонування чорнової групи клітей стана включає в себе закритий профілюючий чорновий калібр нереверсивний кліті № 2 і три закритих чорнових калібри ящикового типу групи нереверсивних клітей № 3-№ 5. При проходженні крізь них вихідної заготовки, послідовно формуються складові структурні елементи швелерного розкату у вигляді розгорнутих вигнутих полиць і стінки знакозмінної хвилеподібної форми, утвореної трьома дугоподібними увігнутоопуклими ділянками. Надалі отриманий розкат прокочується у відкритому розгорнутому проміжному калібрі клітей № 6 і відкритому і закритому розгорнутих фасонних калібрах чистової групи нереверсивних клітей № 7-№ 8. У даних калібрах (фіг. 2-3) стінка розкату 1 спочатку активно "розпрямляється" на 3 широких знакозмінних ділянки 2, а потім повністю "згладжується", завдяки чому остаточно формуються складові структурні елементи - стінка 1 і полиці 3 готового швелерного профілю. При цьому кут нахилу зовнішніх граней прямолінійних полиць 3 швелерного розкату в чистовому і передчистовому калібрах відносно до вертикальної осі знаходиться в діапазоні 20°-27°. Отриманий у процесі прокатки остаточно сформований швелерний розкат надходить на секції холодильника стана "550", у міру проходження по холодильнику остигає до температури 50-100 °C, і нарешті, за допомогою роликоправильної машини (РПМ), в процесі холодної правки створюється готовий профіль швелера № 30П, із заданими геометричними розмірами. При виконанні даної технологічної операції полиці остиглого швелерного розкату "навертаються" РМП на величину кута нахилу зовнішніх граней полиць до вертикалі і стають перпендикулярними зовнішній поверхні стінки, яка набуває в процесі холодної правки плоскої форми. Використання даного розробленого способу виробництва великогабаритного швелерного профілю, дозволяє виробляти швелер № 30П, що входить до сортаменту рейкобалкових прокатних станів, в умовах середньосортного стана "550", що не представляється можливим домогтися ніяким іншим відомим в даний час способом. 60 2 UA 116150 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 1. Спосіб виробництва великогабаритного швелерного профілю, що включає прокатку розкату в закритих і відкритих розгорнутих калібрах чорнових і чистових клітей стана, з послідовним формуванням в них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, і з подальшим досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що у групах чорнових і чистових клітей стана, крім останньої чистової кліті, формують швелерний розкат зі стінкою знакозмінної хвилеподібної форми, сформованої двома тотожними дугоподібно увігнутими ділянками, симетрично розташованими відносно центру стінки розкату і дугоподібно опуклою ділянкою, утворюючою середину стінки швелерного розкату. 2. Спосіб за п. 1, який відрізняється тим, що формування увігнуто-опуклих ділянок стінки швелерного розкату здійснюють послідовно, від проходу до проходу в групі закритих розгорнутих чорнових калібрів, з поступовим збільшенням ширини кожного наступного калібру, а розтягування і остаточне згладжування увігнуто-опуклих ділянок стінки швелерного розкату проводять у відкритому передчистовому і закритому чистовому розгорнутому калібрі, з поступальним збільшенням горизонтальної проекції середньої лінії стінки на 15-20 % в передчистовому калібрі і 3-5 % в чистовому калібрі. 3. Спосіб за п. 1, який відрізняється тим, що в проміжному, передчистовому і чистовому розгорнутих калібрах, кут між прямолінійною поверхнею зовнішніх граней полиць швелерного розкату, що формується, і вертикаллю знаходиться в діапазоні від 20° до 27°. 3 UA 116150 C2 Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 1/095
Мітки: швелерного, спосіб, виробництва, великогабаритного, профілю
Код посилання
<a href="https://ua.patents.su/6-116150-sposib-virobnictva-velikogabaritnogo-shvelernogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва великогабаритного швелерного профілю</a>
Спосіб прокатування великогабаритного швелерного профілю у чорнових калібрах рейкобалкового стана
Номер патенту: 112225
Опубліковано: 10.08.2016
Автори: Гаран Ігор В'ячеславович, Самсоненко Андрій Анатолійович, Бергеман Генадій Володимирович
МПК: B21B 1/095
Мітки: великогабаритного, рейкобалкового, чорнових, прокатування, профілю, калібрах, спосіб, стана, швелерного
Формула / Реферат:
Спосіб прокатування великогабаритного швелерного профілю в чорнових калібрах рейкобалкового стана, який включає формування розкату швелерного профілю в першому фасонному калібрі, утвореному верхнім горизонтальним валком, струмок якого виконаний з бічними стінками і гребенем, і нижнім горизонтальним валком з гребенем, з подальшим формуванням профілю в системі швелерних калібрів, який відрізняється тим, що в першому фасонному чорновому калібрі...
Спосіб виробництва великогабаритного п-подібного прокатного профілю для кріплення гірничих виробок
Номер патенту: 111639
Опубліковано: 25.05.2016
Автори: Бергеман Генадій Володимирович, Мазов Максим Михайлович, Бубенок Олександр Ігорович
МПК: B21B 1/08
Мітки: п-подібного, профілю, прокатного, спосіб, виробництва, кріплення, великогабаритного, гірничих, виробок
Формула / Реферат:
1. Спосіб виробництва великогабаритного П-подібного прокатного профілю для кріплення гірничих виробок, що включає прокатку вихідної заготовки прямокутної форми у валках з калібрами, який відрізняється тим, що використовують вихідну прямокутну заготовку із співвідношенням її висоти Н0 до ширини В0, що складає 0,897, а прокатку проводять без кантівок і проміжного нагріву в 9 фасонних калібрах лінійного стана з 2-груповим компонуванням калібрів...
Спосіб прокатки профілів швелерного типу зі стовщеною стінкою
Номер патенту: 106449
Опубліковано: 26.08.2014
Автори: Бергеман Генадій Володимирович, Антонюк Сергій Михайлович
МПК: B21B 1/08
Мітки: профілів, стінкою, стовщеною, спосіб, швелерного, прокатки, типу
Формула / Реферат:
1. Спосіб прокатки профілів швелерного типу зі стовщеною стінкою, що включає багатопрохідне обтиснення заготовки з використанням закритих розгорнутих калібрів, а також відкритих і закритих прямополичних калібрів, з формуванням у них складових елементів профілю у вигляді зігнутої стінки і розгорнутих полиць, з подальшим досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що прокатують профілі швелерного типу зі...
Спосіб прокатки профілів швелерного типу
Номер патенту: 75971
Опубліковано: 15.06.2006
Автори: Білик Анатолій Миколайович, Бойко Володимир Іванович, Пелих Ігор Володимирович, Бергеман Геннадій Володимирович, Антонюк Сергій Михайлович
МПК: B21B 27/02
Мітки: профілів, типу, спосіб, прокатки, швелерного
Формула / Реферат:
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом між прямолінійною поверхнею полиць профілю і...
Спосіб виробництва профілів швелерного типу
Номер патенту: 29348
Опубліковано: 15.07.2002
Автори: Дорожко Іван Кирилович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Луценко Віктор Олександрович
МПК: B21B 1/08
Мітки: спосіб, швелерного, виробництва, профілів, типу
Формула / Реферат:
Спосіб виробництва профілів швелерного типу, що включає прокатування у розгорнутих калібрах профілю зі знакозмінним переломом стійки та наступне профілезгинання, який відрізняється тим, що при прокатуванні у розгорнутих калібрах формують профіль з прилеглими до фланців ділянками протяжністю 0,12 - 0,22 довжини середньої лінії стінки і кутом вигину стійки відносно прилеглих до фланців ділянок 30 - 60°.
Попередній патент: Частина, що охоплюється, і частина, що охоплює, для вузла зношуваних елементів ковша машини для земляних робіт
Наступний патент: Збірний каркас багатоповерхових будинків з нерегулярною сіткою колон і змінною висотою поверхів
Випадковий патент: Спосіб контролю спрацьовування блока реле тиску приймача статичного тиску літального апарата при наземних випробуваннях