Заготовка для пілігримової прокатки труб
Номер патенту: 118690
Опубліковано: 28.08.2017
Автори: Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович

Формула / Реферат
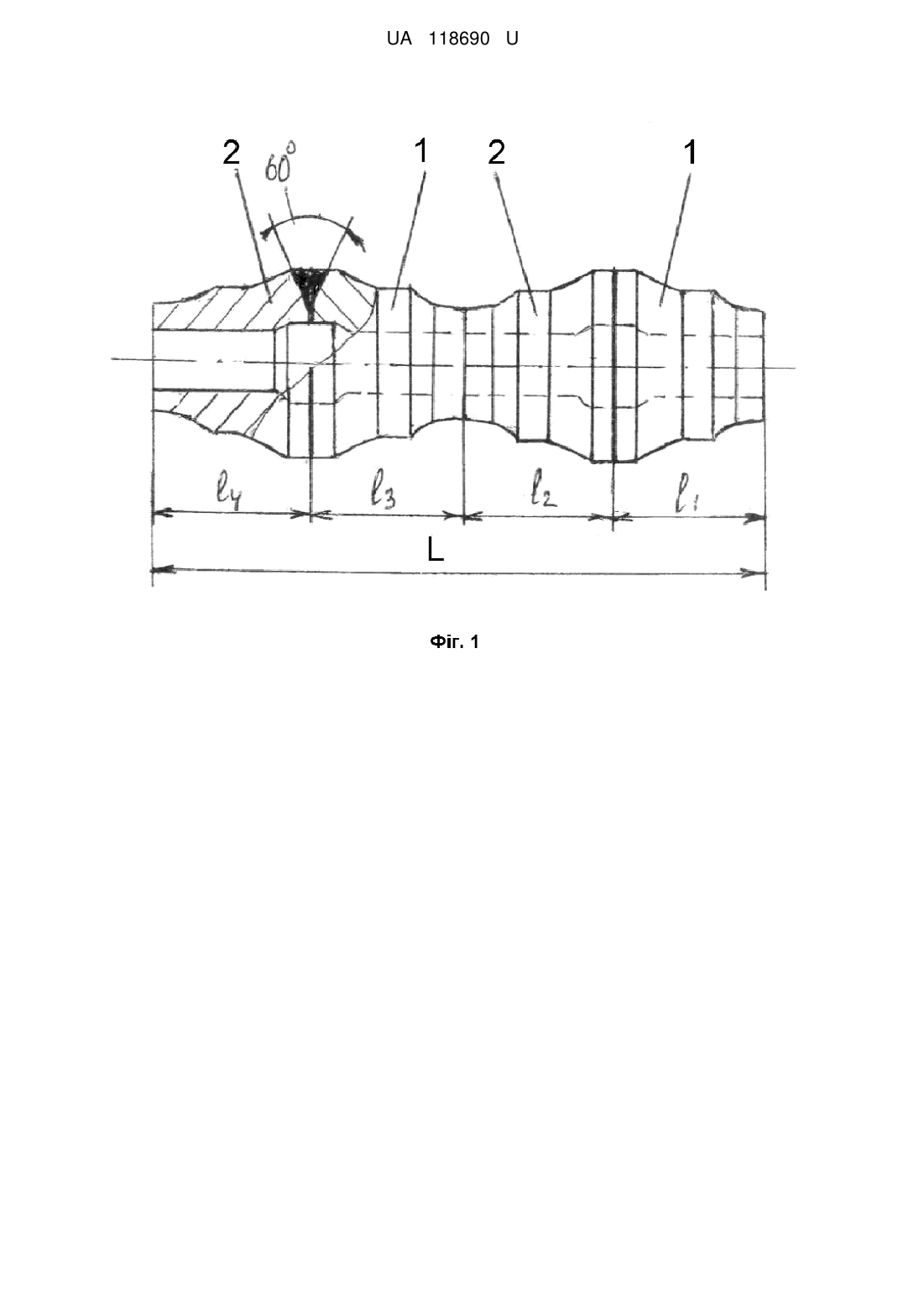
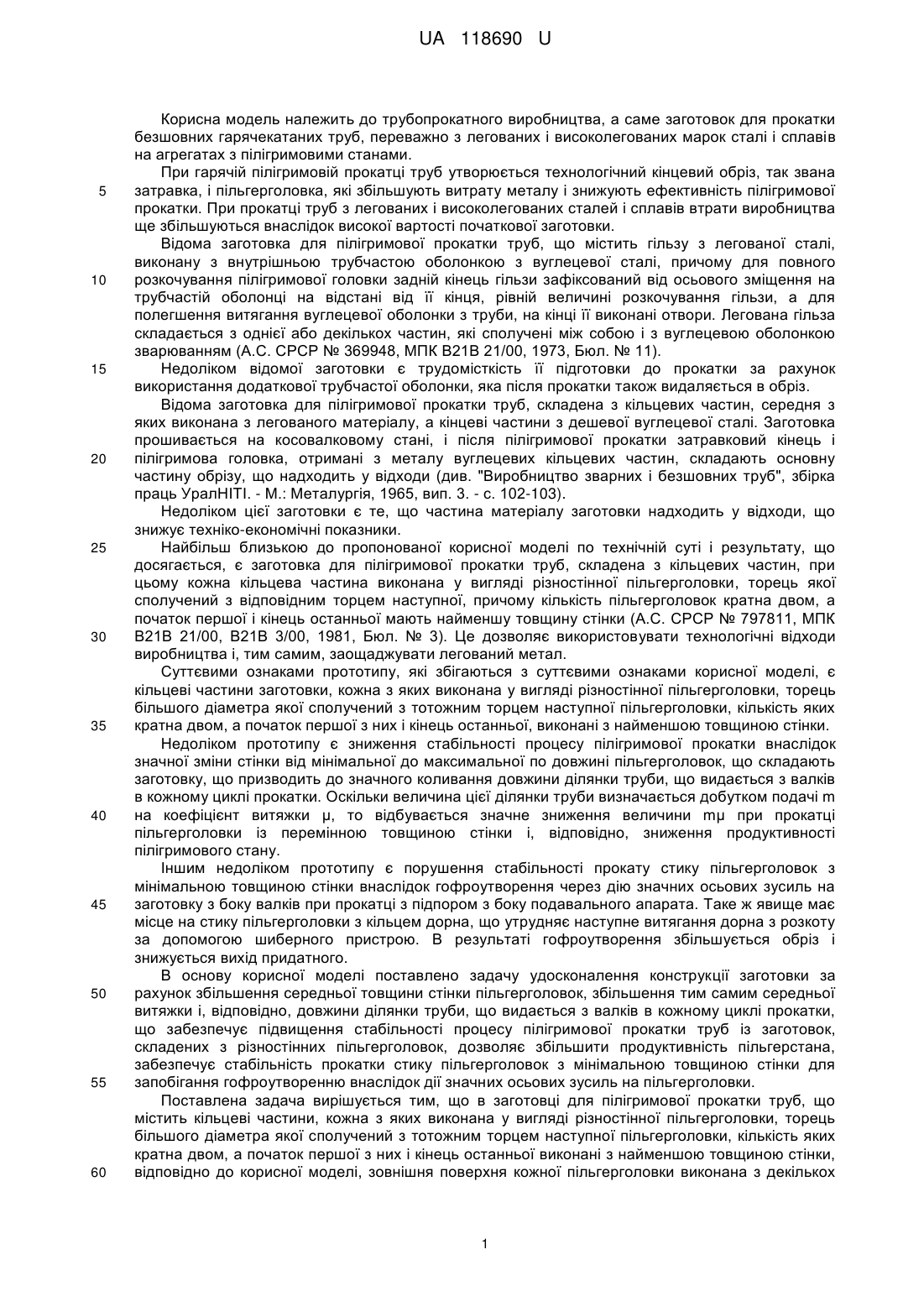
Заготовка для пілігримової прокатки труб, що має кільцеві частини, кожна з яких виконана у вигляді різностінної пільгерголовки, торець більшого діаметра якої сполучений з тотожним торцем наступної пільгерголовки, кількість яких кратна двом, а початок першої з них і кінець останньої виконані з найменшою товщиною стінки, яка відрізняється тим, що зовнішня поверхня кожної пільгерголовки виконана з декількох сполучених циліндрових і криволінійних частин з мінімальною товщиною стінки, що дорівнює 0,2-0,4 максимальної товщини стінки пільгерголовки.
Текст
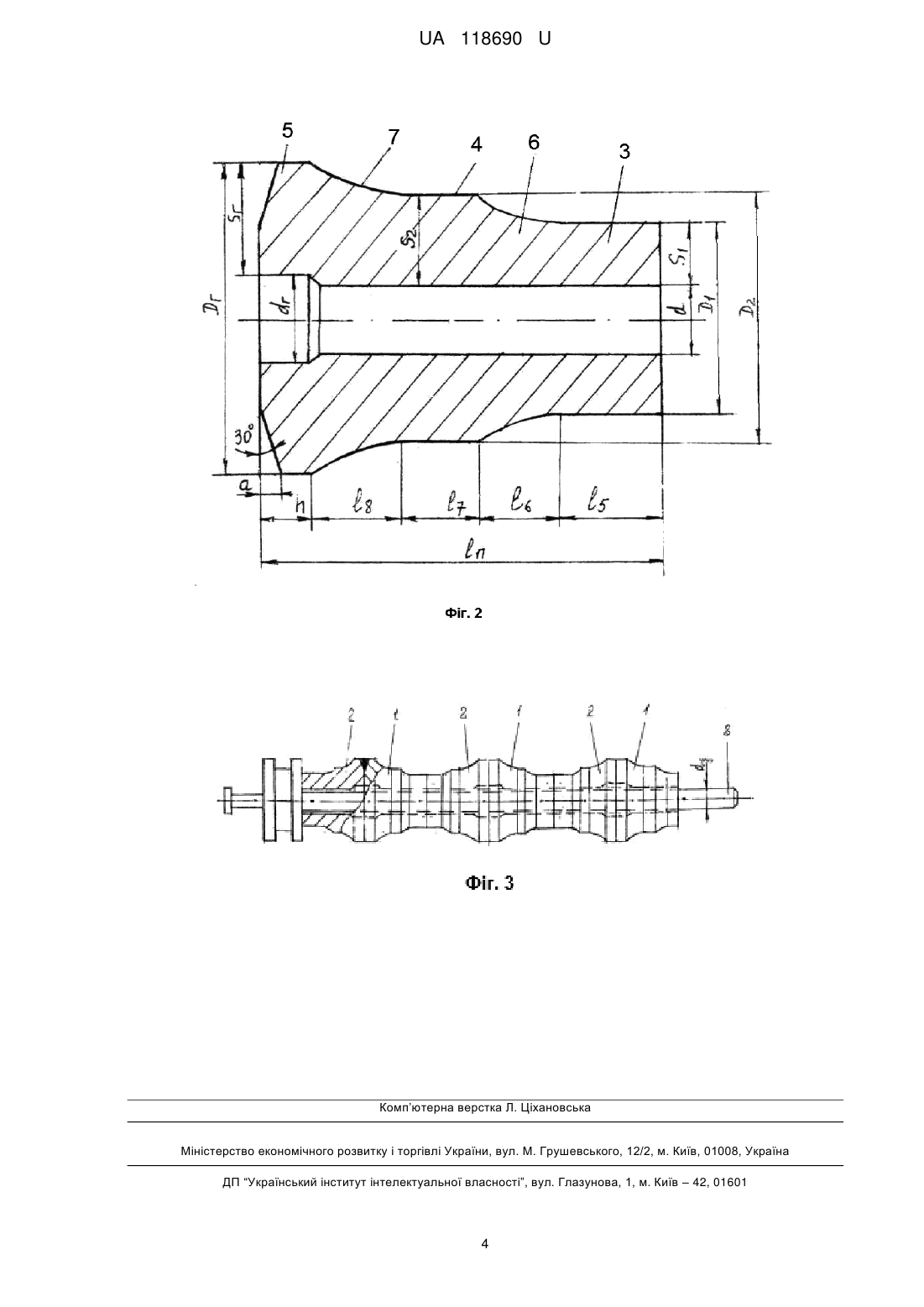
Реферат: Заготовка для пілігримової прокатки труб має кільцеві частини, кожна з яких виконана у вигляді різностінної пільгерголовки, торець більшого діаметра якої сполучений з тотожним торцем наступної пільгерголовки, кількість яких кратна двом, а початок першої з них і кінець останньої виконані з найменшою товщиною стінки. Зовнішня поверхня кожної пільгерголовки виконана з декількох сполучених циліндрових і криволінійних частин з мінімальною товщиною стінки, що дорівнює 0,2-0,4 максимальної товщини стінки пільгерголовки. UA 118690 U (54) ЗАГОТОВКА ДЛЯ ПІЛІГРИМОВОЇ ПРОКАТКИ ТРУБ UA 118690 U UA 118690 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до трубопрокатного виробництва, а саме заготовок для прокатки безшовних гарячекатаних труб, переважно з легованих і високолегованих марок сталі і сплавів на агрегатах з пілігримовими станами. При гарячій пілігримовій прокатці труб утворюється технологічний кінцевий обріз, так звана затравка, і пільгерголовка, які збільшують витрату металу і знижують ефективність пілігримової прокатки. При прокатці труб з легованих і високолегованих сталей і сплавів втрати виробництва ще збільшуються внаслідок високої вартості початкової заготовки. Відома заготовка для пілігримової прокатки труб, що містить гільзу з легованої сталі, виконану з внутрішньою трубчастою оболонкою з вуглецевої сталі, причому для повного розкочування пілігримової головки задній кінець гільзи зафіксований від осьового зміщення на трубчастій оболонці на відстані від її кінця, рівній величині розкочування гільзи, а для полегшення витягання вуглецевої оболонки з труби, на кінці її виконані отвори. Легована гільза складається з однієї або декількох частин, які сполучені між собою і з вуглецевою оболонкою зварюванням (А.С. СРСР № 369948, МПК В21В 21/00, 1973, Бюл. № 11). Недоліком відомої заготовки є трудомісткість її підготовки до прокатки за рахунок використання додаткової трубчастої оболонки, яка після прокатки також видаляється в обріз. Відома заготовка для пілігримової прокатки труб, складена з кільцевих частин, середня з яких виконана з легованого матеріалу, а кінцеві частини з дешевої вуглецевої сталі. Заготовка прошивається на косовалковому стані, і після пілігримової прокатки затравковий кінець і пілігримова головка, отримані з металу вуглецевих кільцевих частин, складають основну частину обрізу, що надходить у відходи (див. "Виробництво зварних і безшовних труб", збірка праць УралНІТІ. - М.: Металургія, 1965, вип. 3. - с. 102-103). Недоліком цієї заготовки є те, що частина матеріалу заготовки надходить у відходи, що знижує техніко-економічні показники. Найбільш близькою до пропонованої корисної моделі по технічній суті і результату, що досягається, є заготовка для пілігримової прокатки труб, складена з кільцевих частин, при цьому кожна кільцева частина виконана у вигляді різностінної пільгерголовки, торець якої сполучений з відповідним торцем наступної, причому кількість пільгерголовок кратна двом, а початок першої і кінець останньої мають найменшу товщину стінки (А.С. СРСР № 797811, МПК В21В 21/00, В21В 3/00, 1981, Бюл. № 3). Це дозволяє використовувати технологічні відходи виробництва і, тим самим, заощаджувати легований метал. Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками корисної моделі, є кільцеві частини заготовки, кожна з яких виконана у вигляді різностінної пільгерголовки, торець більшого діаметра якої сполучений з тотожним торцем наступної пільгерголовки, кількість яких кратна двом, а початок першої з них і кінець останньої, виконані з найменшою товщиною стінки. Недоліком прототипу є зниження стабільності процесу пілігримової прокатки внаслідок значної зміни стінки від мінімальної до максимальної по довжині пільгерголовок, що складають заготовку, що призводить до значного коливання довжини ділянки труби, що видається з валків в кожному циклі прокатки. Оскільки величина цієї ділянки труби визначається добутком подачі m на коефіцієнт витяжки μ, то відбувається значне зниження величини mμ при прокатці пільгерголовки із перемінною товщиною стінки і, відповідно, зниження продуктивності пілігримового стану. Іншим недоліком прототипу є порушення стабільності прокату стику пільгерголовок з мінімальною товщиною стінки внаслідок гофроутворення через дію значних осьових зусиль на заготовку з боку валків при прокатці з підпором з боку подавального апарата. Таке ж явище має місце на стику пільгерголовки з кільцем дорна, що утрудняє наступне витягання дорна з розкоту за допомогою шиберного пристрою. В результаті гофроутворення збільшується обріз і знижується вихід придатного. В основу корисної моделі поставлено задачу удосконалення конструкції заготовки за рахунок збільшення середньої товщини стінки пільгерголовок, збільшення тим самим середньої витяжки і, відповідно, довжини ділянки труби, що видається з валків в кожному циклі прокатки, що забезпечує підвищення стабільності процесу пілігримової прокатки труб із заготовок, складених з різностінних пільгерголовок, дозволяє збільшити продуктивність пільгерстана, забезпечує стабільність прокатки стику пільгерголовок з мінімальною товщиною стінки для запобігання гофроутворенню внаслідок дії значних осьових зусиль на пільгерголовки. Поставлена задача вирішується тим, що в заготовці для пілігримової прокатки труб, що містить кільцеві частини, кожна з яких виконана у вигляді різностінної пільгерголовки, торець більшого діаметра якої сполучений з тотожним торцем наступної пільгерголовки, кількість яких кратна двом, а початок першої з них і кінець останньої виконані з найменшою товщиною стінки, відповідно до корисної моделі, зовнішня поверхня кожної пільгерголовки виконана з декількох 1 UA 118690 U 5 10 15 20 25 30 35 40 45 50 55 сполучених циліндрових і криволінійних частин з мінімальною товщиною стінки, що дорівнює 0,2-0,4 максимальної товщини стінки пільгерголовки. Причинно-наслідковий зв'язок між сукупністю ознак корисної моделі, що заявляються, і технічним результатом, який досягається, полягає в наступному. Виконання зовнішньої поверхні кожної пільгерголовки, з якої складається заготовка, з декількох циліндричних і криволінійних частин, зв'язаних між собою, забезпечує збільшення середньої товщини стінки різностінної пільгерголовки і, відповідно, при пілігримовій прокатці збільшується середня величина витяжки, що підвищує стабільність пілігримової прокатки внаслідок збільшення середньої величини подовження труби за період розкочування кожної пільгерголовки, а це призводить до підвищення продуктивності пільгерстану. Виконання пільгерголовок з мінімальною товщиною стінки на торці, що дорівнює 0,2-0,4 максимальної товщини стінки пільгерголовки забезпечує усунення гофроутворення на стиках пільгерголовок з мінімальною товщиною стінок і на стику пільгерголовки з кільцем дорну. Це підвищує стабільність процесу пілігримової прокатки, а також забезпечує зниження обрізу металу. При цьому вибір мінімальної товщини стінки пільгерголовки, рівної 0,2 максимальної товщини стінки, обумовлений відсутністю зім'ятості металу і гофроутворення внаслідок достатньої міцності цієї ділянки пільгерголовки, визначеної вибраною товщиною стінки. Величина максимальної товщини стінки пільгерголовки, рівної 0,4 максимального її значення, вибирається з умови раціонального режиму деформації з мінімальними втратами металу в пільгерголовку, що обумовлено товщиною стінки прокатуваних труб. Корисна модель пояснюється кресленнями, де на фіг. 1 наведена заготовка, загальний вигляд, на фіг. 2 - подовжній переріз пільгерголовки; на фіг. 3 - заготовка на дорні перед пілігримовою прокаткою. Заготовка для пілігримової прокатки труб складається з декількох кільцевих частин, кожна з яких виконана у вигляді різностінної пілігримової голівки 1, торець якої з боку більшого діаметра сполучений зварюванням з тотожним торцем наступної пілігримової головки 2. Кількість пілігримових головок кратна двом, довжина їх складає ℓ1, ℓ2, ℓ3, і ℓ4, а кінцеві частини останньої, тобто початок першої і кінець останньої пільгерголовок, мають мінімальну товщину стінки (фіг. 1). Зовнішня поверхня пільгерголовок виконана із зв'язаних циліндричних 4, 5 і 6, і криволінійних 7 і 8 частин (фіг. 2). Для здійснення стикування двох пільгерголовок 1 і 2 за допомогою зварювання на торцях більшого діаметра виконані фаски, які мають параметри: ширина фаски а і кут конусності - 30°. Різностінна пільгерголовка довжиною ℓn має на зовнішній поверхні циліндричну ділянку 3 завдовжки ℓ5 із зовнішнім діаметром D1, внутрішнім діаметром d і завтовшки. стінки S1, циліндрична ділянка 5 завдовжки h із зовнішнім діаметром D r, внутрішнім діаметром dr і товщиною стінки Sr. Циліндрична ділянка 4, завдовжки ℓ7 має зовнішній діаметр D2, внутрішній діаметр d і товщиною стінки S2. При цьому товщина стінки S2=(Sr+S1)/2, тоді D2=d+Sr+S1. Величина h визначається недокатом пільгерголовки і складає 30-70 мм. Довжини ділянок 3 і 4 складають 150-250 мм. Величина ℓn визначається довжиною пільгерголовки і складає з урахуванням діаметра валків і розміру труб 400-500 мм. Криволінійні ділянки 6 та 7 мають довжину 80-100 мм. Величина внутрішнього діаметра в пільгерголовці дорівнює середньому діаметру дорна dg з урахуванням необхідного проміжку для введення дорна в заготовку. Величина проміжку дорівнює 10-15 мм. Приклад прокатки труб із заготовки згідно з корисною моделлю. При прокатці на пілігримовому агрегаті 5-12" труб 299×12 мм із сталі 38ХНМ прокатка задньої частини кожної гільзи здійснюється так, щоб зовнішня поверхня кожної пільгерголовки, що відрізається від розкоту, була виконана з декількох зв'язаних циліндричних і криволінійних ділянок. Надалі ці пільгерголовки. використовуються для з'єднання їх в заготовки для прокатки труб без пільгерголовок. Кожна пільгерголовка має три циліндричні ступені з максимальним діаметром 455 мм, мінімальним діаметром 332,7 мм і середнім діаметром 386,5 мм. Довжина пільгерголовки складає 730 мм. Товщина стінки пільгерголовок на кожному ступені складає Smax=Sr, Smin=23,1 мм і Scp=50 мм. Довжини циліндричних східців складають: з максимальним діаметром - 30 мм, з мінімальним діаметром 250 мм, з середнім діаметром - 250 мм. На торцях більшого діаметра кожної пільгерголовки знімається фаска розміром 30 мм з кутом розвалу 30°. Дві пільгерголовки зістиковані торцями більшого діаметру за допомогою зварювання між собою. Потім зварені пільгерголовки нагріваються в печі до температури гарячої деформації ~1280 °C і стикуються на дорні пільгерстана діаметром 286,5 мм у кількості трьох (не більше як шість пільгерголовок). Загальна довжина збірної заготовки складає 4380 2 UA 118690 U 5 мм. Потім заготовки були прокатані в трубу розміром 299×12 мм без пільгерголовок з довжинами кожної з шести частин 3,4 м, які використовуються як заготовки в машинобудуванні. Таким чином, заготовка для пілігримової прокатки труб, що, заявляється як корисна модель, дозволяє підвищити стабільність прокатки із збільшенням середнього значення коефіцієнта витяжки за рахунок збільшеної маси кожної кільцевої частини заготовки і забезпечує стійку прокатку стиків кільцевих частин заготовки з мінімальною товщиною стінок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Заготовка для пілігримової прокатки труб, що має кільцеві частини, кожна з яких виконана у вигляді різностінної пільгерголовки, торець більшого діаметра якої сполучений з тотожним торцем наступної пільгерголовки, кількість яких кратна двом, а початок першої з них і кінець останньої виконані з найменшою товщиною стінки, яка відрізняється тим, що зовнішня поверхня кожної пільгерголовки виконана з декількох сполучених циліндрових і криволінійних частин з мінімальною товщиною стінки, що дорівнює 0,2-0,4 максимальної товщини стінки пільгерголовки. 3 UA 118690 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 21/00
Мітки: пілігримової, заготовка, прокатки, труб
Код посилання
<a href="https://ua.patents.su/6-118690-zagotovka-dlya-piligrimovo-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Заготовка для пілігримової прокатки труб</a>
Спосіб гарячої пілігримової прокатки труб

Номер патенту: 86284
Опубліковано: 25.12.2013
Автори: Угрюмов Юрій Дмитрович, Угрюмов Дмитро Юрійович, Стасевський Станіслав Леонідович, Балакін Валерій Федорович
МПК: B21B 21/00
Мітки: гарячої, спосіб, труб, прокатки, пілігримової
Формула / Реферат:
Спосіб гарячої пілігримової прокатки труб, що містить деформацію гільзи в трубу з отриманням пілігримової головки на задньому кінці гільзи валками на дорні з упором торця гільзи в дорнове кільце і з підпором дорна і гільзи зі сторони подавального апарату, фіксацію положення отриманої труби шиберним пристроєм, часткове витягання дорна і одночасне примусове охолодження прокатаної частини труби на вихідній стороні стану, розкочування...
Спосіб пілігримової прокатки труб

Номер патенту: 30020
Опубліковано: 11.02.2008
Автори: Білосточний Андрій Васильович, Левтєрова Ірина Анатоліївна, Кудінов Сергій Миколайович, Дудко Тімофей Павлович, Білосточний Василь Володимирович, Мурашкін Олександр Вікторович, Каревський Роман Петрович
МПК: B21B 17/00, B21B 19/00
Мітки: труб, спосіб, пілігримової, прокатки
Формула / Реферат:
Спосіб пілігримової прокатки труб, при якому проводять нагрівання й прошивання злитка з наступною пілігримовою прокаткою його в трубу, який відрізняється тим, що після нагрівання злиток подають у косовалковий прошивний стан, де його попередньо прошивають у гільзу з використанням оправки діаметромD1 ≤ Dзлит. /2,5, де: D1 - діаметр оправки, застосовуваний при прошиванні злитка;Dзлит. - діаметр злитка,з...
Спосіб гарячої пілігримової прокатки труб

Номер патенту: 103557
Опубліковано: 25.12.2015
Автори: Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович
МПК: B21J 1/00, B21B 13/18, B21B 13/00
Мітки: пілігримової, труб, прокатки, спосіб, гарячої
Формула / Реферат:
Спосіб гарячої пілігримової прокатки труб, що містить деформацію валками гільз, які послідовно стикуються на дорні, який відрізняється тим, що стик гільз перед прокаткою редукують валками з коефіцієнтом витяжки 1,04£m£1,16.
Заготівка для гарячої пілігримової прокатки труб
Номер патенту: 101567
Опубліковано: 25.09.2015
Автори: Угрюмов Юрій Дмитрович, Опришко Людмила Василівна, Угрюмова Анна Юріївна, Стасевський Станіслав Леонідович
МПК: B21B 21/00, B21B 23/00
Мітки: пілігримової, гарячої, труб, заготівка, прокатки
Формула / Реферат:
1. Заготівка для гарячої пілігримової прокатки труб, що містить порожнисту рівностінну циліндрову частину з високолегованого металу, яка відрізняється тим, що передній кінець циліндрової частини заготівки сполучений з патрубком, виконаним з вуглецевого металу у вигляді зрізаного конуса, довжина котрого складає 0,3-0,6 діаметра циліндрової частини заготівки, а кут нахилу твірної конічного патрубка до осі заготівки складає 7-12, при цьому...
Спосіб пілігримової прокатки труб відповідального призначення
Номер патенту: 19479
Опубліковано: 15.12.2006
Автори: Білосточний Андрій Васильович, Левтєрова Ірина Анатоліївна, Білосточний Василь Володимирович, Троцан Анатолій Іванович, Кабанцев Григорій Григорович, Юдін Олександр Павлович, Кудінов Сергій Миколайович, Мурашкін Олександр Вікторович
МПК: B21B 17/00, B21B 19/00
Мітки: відповідального, спосіб, прокатки, труб, призначення, пілігримової
Формула / Реферат:
Спосіб пілігримової прокатки труб відповідного призначення зі злитків, що включає нагрівання злитка, прошивання злитка в гільзу в косовалковому прошивному стані і наступну пілігримову прокатку гільзи в трубу, який відрізняється тим, що діаметр злитка, що нагрівається, вибирають на 10-40 % більшим, ніж діаметр злитка, оптимальний для заданого сортаменту труб, і перед прошиванням його обтискають у прошивному стані за 1-2 проходи до...
Попередній патент: Магнітоіндукційний перетворювач
Наступний патент: Спосіб генерування і накопичення електроенергії
Випадковий патент: Спосіб пластики злитих трахео-фарингостом