Пристрій для нагрівання і термообробки в’язкого матеріалу
Номер патенту: 120616
Опубліковано: 10.11.2017
Автори: Ніщик Олександр Павлович, Терех Олександр Михайлович, Руденко Олександр Ігорович, Рогачова Валерій Андрійович, Підлісна Олена Анатоліївна
Формула / Реферат
Пристрій для нагрівання і термообробки в'язкого матеріалу, який містить ємність з патрубками введення та виведення матеріалу, топку з газоходом, направляючі листи, встановлені з однаковими проміжками між собою та з нахилом до газоходу герметичні вакуумовані труби, частково заповнені рідиною, один з кінців яких встановлено в газоході, який відрізняється тим, що герметичні вакуумовані труби виконано плоскоовальними у поперечному перерізі та встановлено з нахилом (7-12)° відносно до газоходу, при цьому більші осі перерізу труб співпадають з напрямом сили тяжіння, а межею величини проміжків є капілярна постійна для в'язкого матеріалу.
Текст
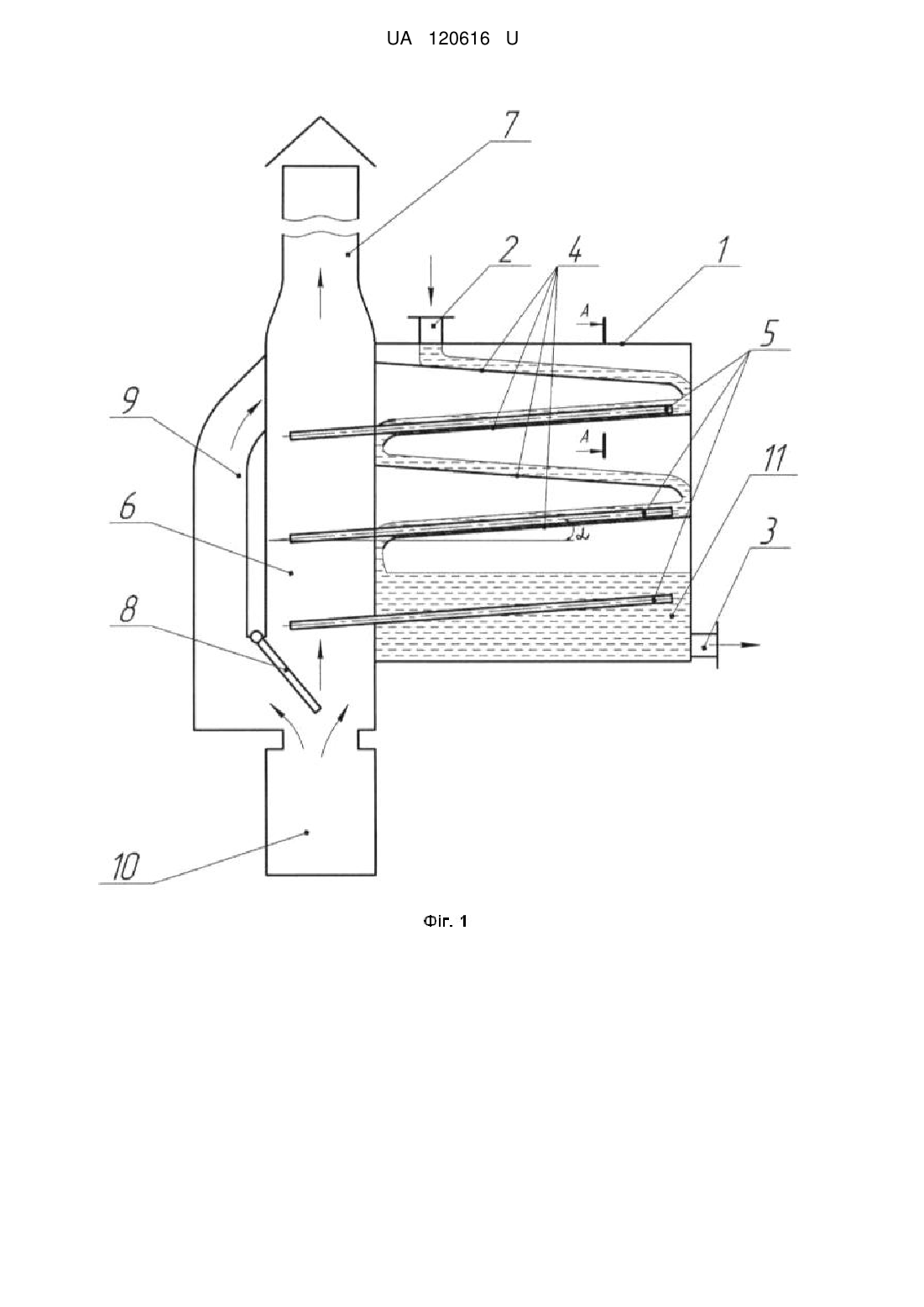
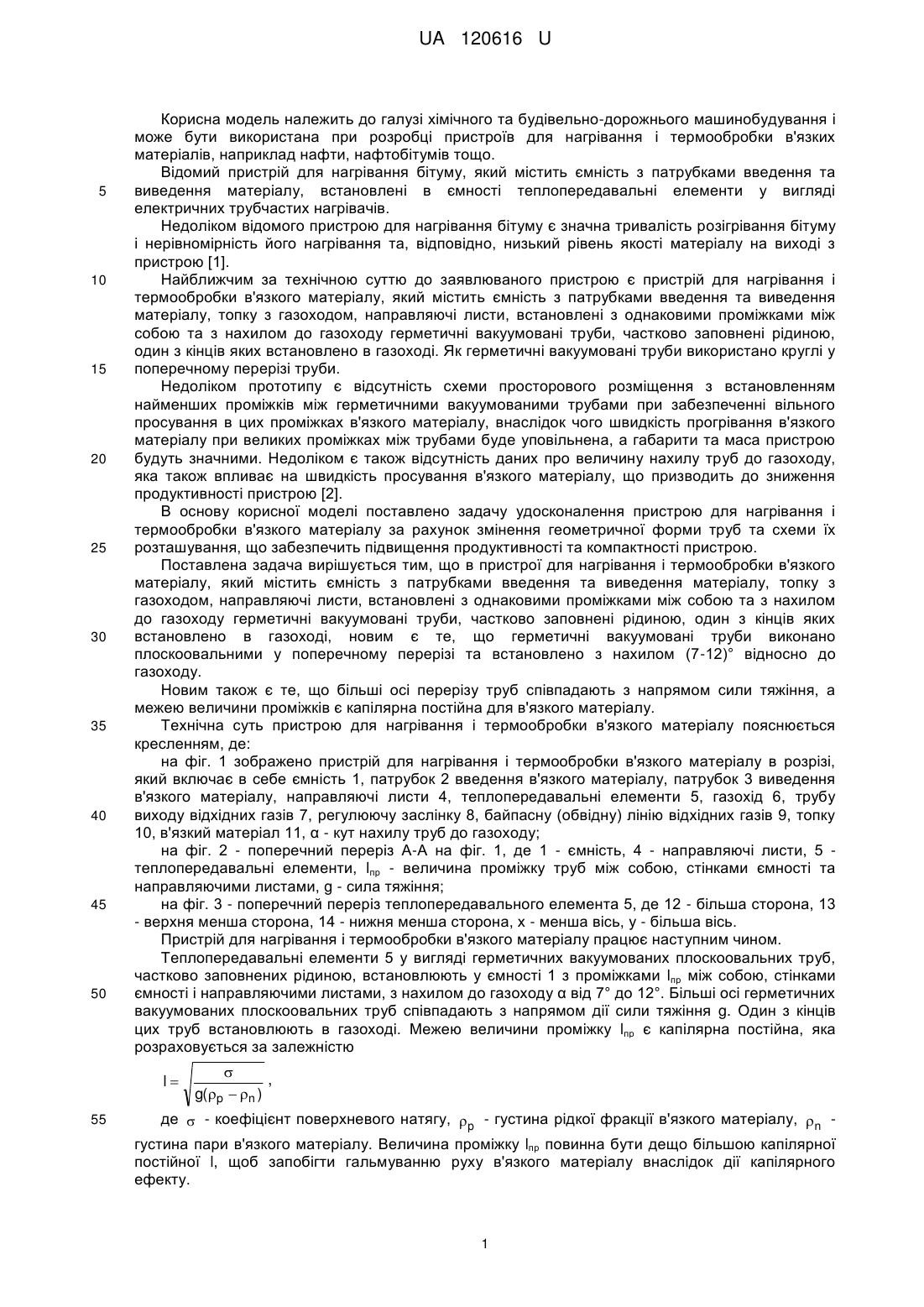
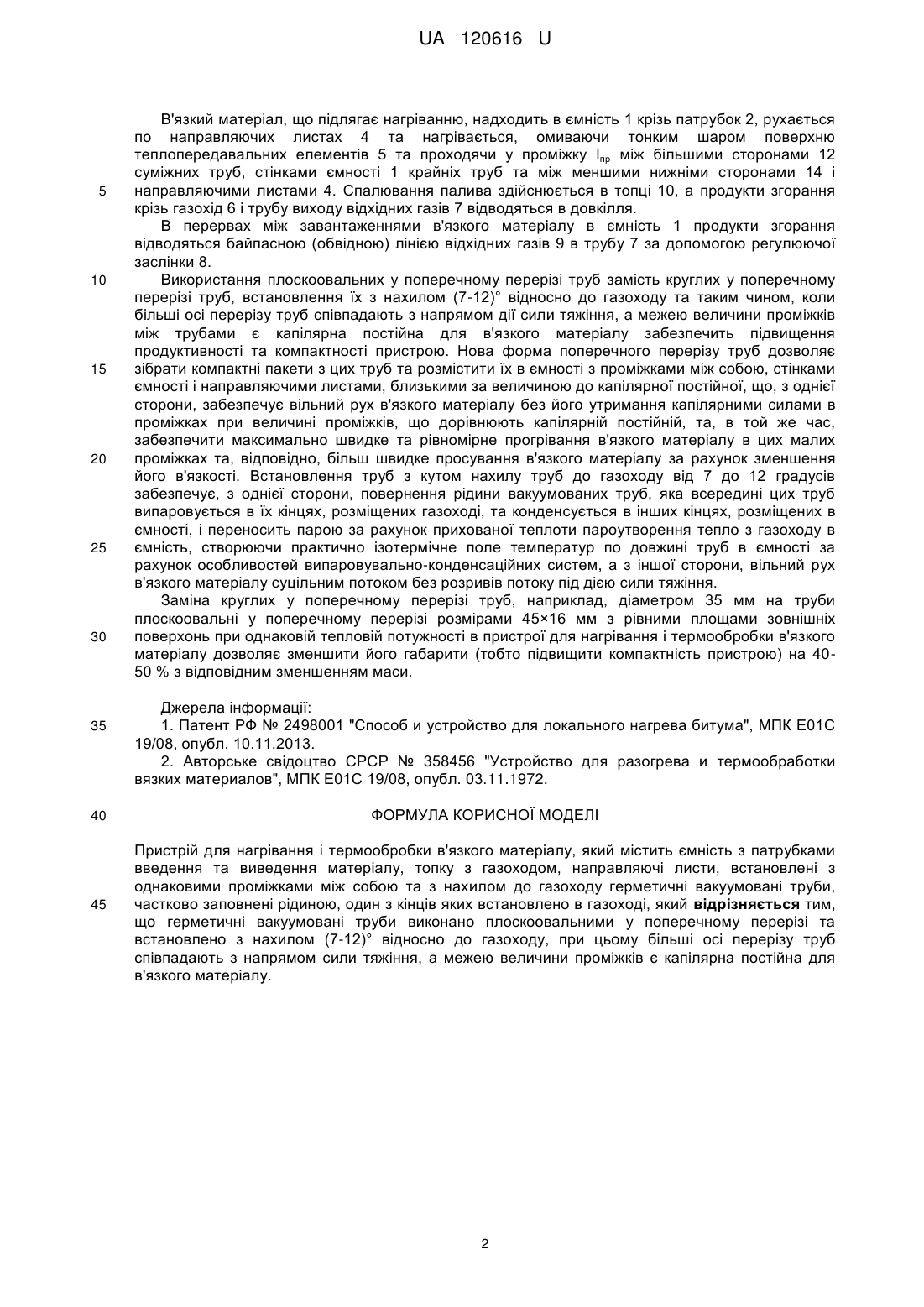
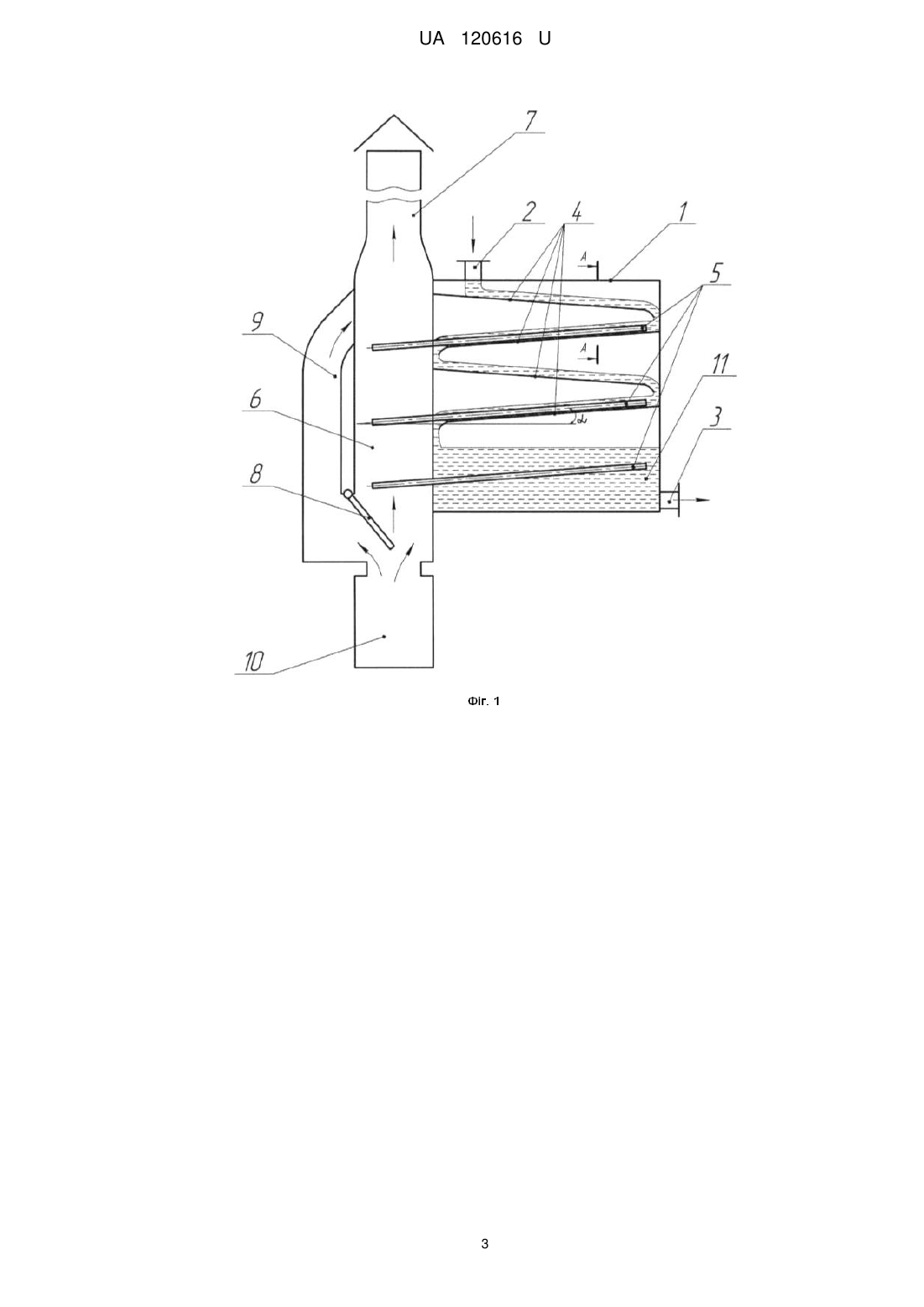
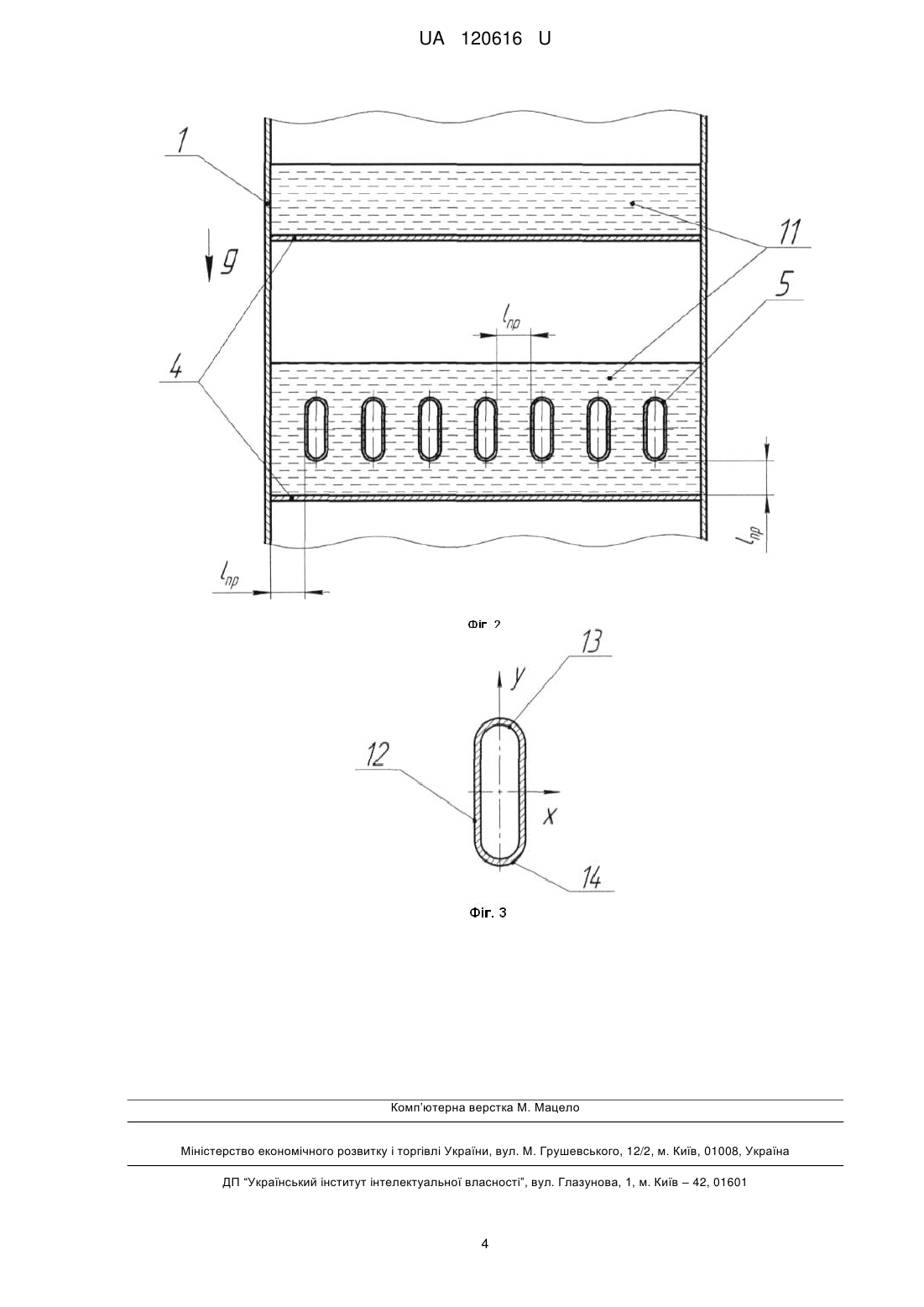
Реферат: Пристрій для нагрівання і термообробки в'язкого матеріалу, який містить ємність з патрубками введення та виведення матеріалу, топку з газоходом, направляючі листи, встановлені з однаковими проміжками між собою та з нахилом до газоходу герметичні вакуумовані труби, частково заповнені рідиною, один з кінців яких встановлено в газоході, причому герметичні вакуумовані труби виконано плоскоовальними у поперечному перерізі та встановлено з нахилом (7-12)° відносно до газоходу, при цьому більші осі перерізу труб співпадають з напрямом сили тяжіння, а межею величини проміжків є капілярна постійна для в'язкого матеріалу. UA 120616 U (12) UA 120616 U UA 120616 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі хімічного та будівельно-дорожнього машинобудування і може бути використана при розробці пристроїв для нагрівання і термообробки в'язких матеріалів, наприклад нафти, нафтобітумів тощо. Відомий пристрій для нагрівання бітуму, який містить ємність з патрубками введення та виведення матеріалу, встановлені в ємності теплопередавальні елементи у вигляді електричних трубчастих нагрівачів. Недоліком відомого пристрою для нагрівання бітуму є значна тривалість розігрівання бітуму і нерівномірність його нагрівання та, відповідно, низький рівень якості матеріалу на виході з пристрою [1]. Найближчим за технічною суттю до заявлюваного пристрою є пристрій для нагрівання і термообробки в'язкого матеріалу, який містить ємність з патрубками введення та виведення матеріалу, топку з газоходом, направляючі листи, встановлені з однаковими проміжками між собою та з нахилом до газоходу герметичні вакуумовані труби, частково заповнені рідиною, один з кінців яких встановлено в газоході. Як герметичні вакуумовані труби використано круглі у поперечному перерізі труби. Недоліком прототипу є відсутність схеми просторового розміщення з встановленням найменших проміжків між герметичними вакуумованими трубами при забезпеченні вільного просування в цих проміжках в'язкого матеріалу, внаслідок чого швидкість прогрівання в'язкого матеріалу при великих проміжках між трубами буде уповільнена, а габарити та маса пристрою будуть значними. Недоліком є також відсутність даних про величину нахилу труб до газоходу, яка також впливає на швидкість просування в'язкого матеріалу, що призводить до зниження продуктивності пристрою [2]. В основу корисної моделі поставлено задачу удосконалення пристрою для нагрівання і термообробки в'язкого матеріалу за рахунок змінення геометричної форми труб та схеми їх розташування, що забезпечить підвищення продуктивності та компактності пристрою. Поставлена задача вирішується тим, що в пристрої для нагрівання і термообробки в'язкого матеріалу, який містить ємність з патрубками введення та виведення матеріалу, топку з газоходом, направляючі листи, встановлені з однаковими проміжками між собою та з нахилом до газоходу герметичні вакуумовані труби, частково заповнені рідиною, один з кінців яких встановлено в газоході, новим є те, що герметичні вакуумовані труби виконано плоскоовальними у поперечному перерізі та встановлено з нахилом (7-12)° відносно до газоходу. Новим також є те, що більші осі перерізу труб співпадають з напрямом сили тяжіння, а межею величини проміжків є капілярна постійна для в'язкого матеріалу. Технічна суть пристрою для нагрівання і термообробки в'язкого матеріалу пояснюється кресленням, де: на фіг. 1 зображено пристрій для нагрівання і термообробки в'язкого матеріалу в розрізі, який включає в себе ємність 1, патрубок 2 введення в'язкого матеріалу, патрубок 3 виведення в'язкого матеріалу, направляючі листи 4, теплопередавальні елементи 5, газохід 6, трубу виходу відхідних газів 7, регулюючу заслінку 8, байпасну (обвідну) лінію відхідних газів 9, топку 10, в'язкий матеріал 11, α - кут нахилу труб до газоходу; на фіг. 2 - поперечний переріз А-А на фіг. 1, де 1 - ємність, 4 - направляючі листи, 5 теплопередавальні елементи, lпр - величина проміжку труб між собою, стінками ємності та направляючими листами, g - сила тяжіння; на фіг. 3 - поперечний переріз теплопередавального елемента 5, де 12 - більша сторона, 13 - верхня менша сторона, 14 - нижня менша сторона, х - менша вісь, у - більша вісь. Пристрій для нагрівання і термообробки в'язкого матеріалу працює наступним чином. Теплопередавальні елементи 5 у вигляді герметичних вакуумованих плоскоовальних труб, частково заповнених рідиною, встановлюють у ємності 1 з проміжками lпр між собою, стінками ємності і направляючими листами, з нахилом до газоходу α від 7° до 12°. Більші осі герметичних вакуумованих плоскоовальних труб співпадають з напрямом дії сили тяжіння g. Один з кінців цих труб встановлюють в газоході. Межею величини проміжку lпр є капілярна постійна, яка розраховується за залежністю l 55 , g(p n ) де - коефіцієнт поверхневого натягу, p - густина рідкої фракції в'язкого матеріалу, n густина пари в'язкого матеріалу. Величина проміжку lпр повинна бути дещо більшою капілярної постійної l, щоб запобігти гальмуванню руху в'язкого матеріалу внаслідок дії капілярного ефекту. 1 UA 120616 U 5 10 15 20 25 30 35 40 45 В'язкий матеріал, що підлягає нагріванню, надходить в ємність 1 крізь патрубок 2, рухається по направляючих листах 4 та нагрівається, омиваючи тонким шаром поверхню теплопередавальних елементів 5 та проходячи у проміжку lпр між більшими сторонами 12 суміжних труб, стінками ємності 1 крайніх труб та між меншими нижніми сторонами 14 і направляючими листами 4. Спалювання палива здійснюється в топці 10, а продукти згорання крізь газохід 6 і трубу виходу відхідних газів 7 відводяться в довкілля. В перервах між завантаженнями в'язкого матеріалу в ємність 1 продукти згорання відводяться байпасною (обвідною) лінією відхідних газів 9 в трубу 7 за допомогою регулюючої заслінки 8. Використання плоскоовальних у поперечному перерізі труб замість круглих у поперечному перерізі труб, встановлення їх з нахилом (7-12)° відносно до газоходу та таким чином, коли більші осі перерізу труб співпадають з напрямом дії сили тяжіння, а межею величини проміжків між трубами є капілярна постійна для в'язкого матеріалу забезпечить підвищення продуктивності та компактності пристрою. Нова форма поперечного перерізу труб дозволяє зібрати компактні пакети з цих труб та розмістити їх в ємності з проміжками між собою, стінками ємності і направляючими листами, близькими за величиною до капілярної постійної, що, з однієї сторони, забезпечує вільний рух в'язкого матеріалу без його утримання капілярними силами в проміжках при величині проміжків, що дорівнюють капілярній постійній, та, в той же час, забезпечити максимально швидке та рівномірне прогрівання в'язкого матеріалу в цих малих проміжках та, відповідно, більш швидке просування в'язкого матеріалу за рахунок зменшення його в'язкості. Встановлення труб з кутом нахилу труб до газоходу від 7 до 12 градусів забезпечує, з однієї сторони, повернення рідини вакуумованих труб, яка всередині цих труб випаровується в їх кінцях, розміщених газоході, та конденсується в інших кінцях, розміщених в ємності, і переносить парою за рахунок прихованої теплоти пароутворення тепло з газоходу в ємність, створюючи практично ізотермічне поле температур по довжині труб в ємності за рахунок особливостей випаровувально-конденсаційних систем, а з іншої сторони, вільний рух в'язкого матеріалу суцільним потоком без розривів потоку під дією сили тяжіння. Заміна круглих у поперечному перерізі труб, наприклад, діаметром 35 мм на труби плоскоовальні у поперечному перерізі розмірами 45×16 мм з рівними площами зовнішніх поверхонь при однаковій тепловій потужності в пристрої для нагрівання і термообробки в'язкого матеріалу дозволяє зменшити його габарити (тобто підвищити компактність пристрою) на 4050 % з відповідним зменшенням маси. Джерела інформації: 1. Патент РФ № 2498001 "Способ и устройство для локального нагрева битума", МПК Е01С 19/08, опубл. 10.11.2013. 2. Авторське свідоцтво СРСР № 358456 "Устройство для разогрева и термообработки вязких материалов", МПК Е01С 19/08, опубл. 03.11.1972. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Пристрій для нагрівання і термообробки в'язкого матеріалу, який містить ємність з патрубками введення та виведення матеріалу, топку з газоходом, направляючі листи, встановлені з однаковими проміжками між собою та з нахилом до газоходу герметичні вакуумовані труби, частково заповнені рідиною, один з кінців яких встановлено в газоході, який відрізняється тим, що герметичні вакуумовані труби виконано плоскоовальними у поперечному перерізі та встановлено з нахилом (7-12)° відносно до газоходу, при цьому більші осі перерізу труб співпадають з напрямом сили тяжіння, а межею величини проміжків є капілярна постійна для в'язкого матеріалу. 2 UA 120616 U 3 UA 120616 U Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E01C 19/08
Мітки: в`язкого, пристрій, термообробки, матеріалу, нагрівання
Код посилання
<a href="https://ua.patents.su/6-120616-pristrijj-dlya-nagrivannya-i-termoobrobki-vyazkogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нагрівання і термообробки в’язкого матеріалу</a>
Пристрій для нагрівання дисперсних матеріалів
Номер патенту: 97593
Опубліковано: 25.03.2015
Автори: Безбах Ігор Віталійович, Кондратенко Олександр Анатолійович, Зиков Олександр Вікторович, Бурдо Олег Григорович
МПК: F26B 17/10
Мітки: дисперсних, матеріалів, нагрівання, пристрій
Формула / Реферат:
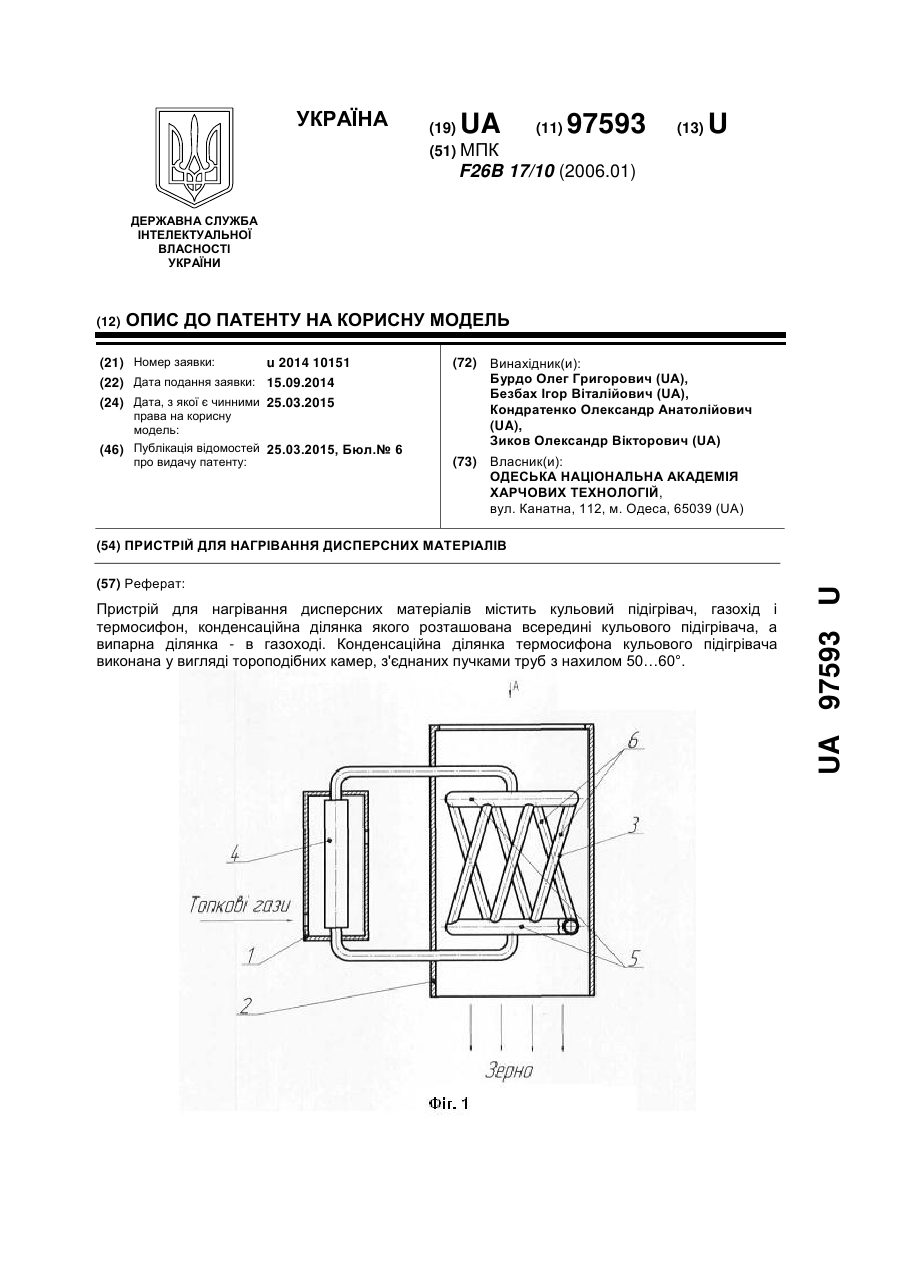
Пристрій для нагрівання дисперсних матеріалів, що містить кульовий підігрівач, газохід і термосифон, конденсаційна ділянка якого розташована всередині кульового підігрівача, а випарна ділянка - в газоході, який відрізняється тим, що конденсаційна ділянка термосифона кульового підігрівача виконана у вигляді тороподібних камер, з'єднаних пучками труб з нахилом 50…60°.
Спосіб термообробки порошкоподібного матеріалу та пристрій для здійснення способу
Номер патенту: 37435
Опубліковано: 15.05.2001
Автори: Агафонов Юрій Олегович, Веріч Євген Дмитрович, Хорошайлов Сергій Вікторович
МПК: F28C 3/00, F27D 13/00, F27B 1/10
Мітки: спосіб, здійснення, термообробки, способу, матеріалу, пристрій, порошкоподібного
Формула / Реферат:
1. Спосіб термообробки порошкоподібного матеріалу, який полягає у створенні у робочому об’ємі розширеного потоку порошкоподібного матеріалу у напрямку згори донизу та потоку гарячого газу, а також наступному змішуванні цих потоків, який відрізняється тим, що потік гарячого газу створюють по висоті розосередженим та уводять його у робочий об’єм тангенціально з чергуванням напрямків уводу за і проти годинникової стрілки.2. Пристрій...
Пристрій для нагрівання та спосіб нагрівання курильного матеріалу
Номер патенту: 111622
Опубліковано: 25.05.2016
Автори: Абрамов Олєг Юрьєвіч, Егоянтц Пьотр Алєксандровіч, Волобуєв Дмітрій Міхайловіч, Фімін Павєл Ніколаєвіч
МПК: A24F 47/00
Мітки: курильного, нагрівання, матеріалу, пристрій, спосіб
Формула / Реферат:
1. Пристрій для нагрівання курильного матеріалу, який включає циліндричний подовжений нагрівач курильного матеріалу, що включає перший нагрівальний циліндр, виконаний з можливістю нагрівання першої області курильного матеріалу, розташованої у ньому, до температури випаровування, достатньої для випаровування компонента курильного матеріалу, і другий нагрівальний циліндр, виконаний з можливістю одночасного нагрівання другої області курильного...
Пристрій для нагрівання високовологих дисперсних матеріалів
Номер патенту: 117680
Опубліковано: 10.07.2017
Автори: Ракуленко Наталія Анатоліївна, Мазуренко Ігор Костянтинович, Філіпова Людмила Юріївна
МПК: F26B 17/10
Мітки: пристрій, нагрівання, високовологих, матеріалів, дисперсних
Формула / Реферат:
Пристрій для нагрівання високовологих дисперсних матеріалів, що включає шаровий підігрівач, газохід і термосифон, конденсаційна ділянка якого розташована всередині шарового підігрівача, а випарна ділянка в газоході, який відрізняється тим, що шаровий підігрівач виконано у вигляді циліндра, що установлений з можливістю обертання навколо поздовжньої осі, з лопатями всередині, при цьому шаровий підігрівач виконано під нахилом 30°, а лопаті...
Пристрій для термообробки рідких харчових продуктів і нагрівання води
Номер патенту: 125
Опубліковано: 25.12.1997
Автори: Кринський Олександр Юрійович, Єгоров Володимир Іванович, Буторін Олександр Миколайович, Левицький Вячеслав Володимирович
Мітки: нагрівання, харчових, термообробки, води, рідких, продуктів, пристрій
Формула / Реферат:
1. Устройство для термообработки жидких пищевых продуктов и нагрева воды, включающее закрепленный на фланце электродвигателя корпус, содержащий ротор с подвижными и переднюю крышку с неподвижными полостями на смежных поверхностях, входной и выходной патрубки для подачи и отвода жидкости, связанные с полостями, отличающееся тем, что оно снабжено дополнительной задней крышкой, а полости образованы ячейками, выполненными на торцевых сторонах...
Попередній патент: Трубчастий теплообмінний елемент
Наступний патент: Спосіб одержання шаруватого матеріалу
Випадковий патент: Пристрій для збереження прохідності порожнистих органів