Спосіб термообробки порошкоподібного матеріалу та пристрій для здійснення способу
Номер патенту: 37435
Опубліковано: 15.05.2001
Автори: Веріч Євген Дмитрович, Агафонов Юрій Олегович, Хорошайлов Сергій Вікторович
Формула / Реферат
1. Спосіб термообробки порошкоподібного матеріалу, який полягає у створенні у робочому об’ємі розширеного потоку порошкоподібного матеріалу у напрямку згори донизу та потоку гарячого газу, а також наступному змішуванні цих потоків, який відрізняється тим, що потік гарячого газу створюють по висоті розосередженим та уводять його у робочий об’єм тангенціально з чергуванням напрямків уводу за і проти годинникової стрілки.
2. Пристрій для термообробки порошкоподібного матеріалу, який містить прямовисну пакту з розміщеними у її середині, по висоті, виступами та забезпечену уводом порошкоподібного матеріалу та уводом гарячого газу, який відрізняється тим, що увід гарячого газу виконаний у вигляді системи патрубків, кожний з яких уведений до прямовисної шахти тангенціально під відповідний виступ, причому напрямки уводу виконані з чергуванням за і проти годинникової стрілки.
Текст
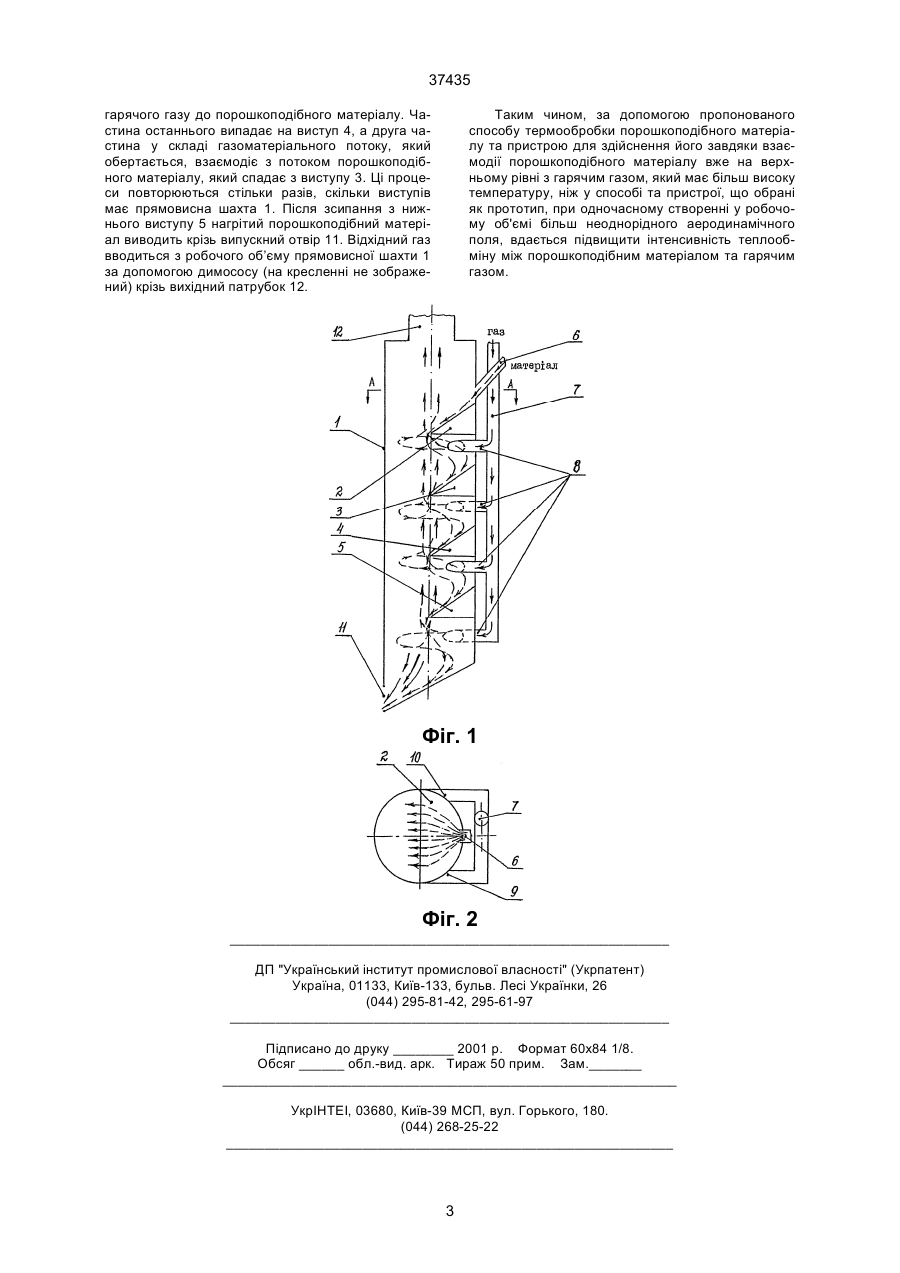
1. Спосіб термообробки порошкоподібного матеріалу, який полягає у створенні у робочому об'ємі розширеного потоку порошкоподібного матеріалу у напрямку згори донизу та потоку гарячого газу, а також наступному змішуванні цих пото 37435 Відомий пристрій для термообробки порошкоподібного матеріалу (див.: А.с. CPCP № 877284, F27B7/34, 1979) [4], обраний як прототип. Пристрій містить прямовисну шахту з розміщеними у її середині по висоті виступами та забезпечену уводом порошкоподібного матеріалу та уводом гарячого газу. При цьому виступи виконані у вигляді напівкілець, розташованих по висоті по гвинтовій лінії, а увід гарячого газу розташований у нижній частині шахти. Завдяки такому розміщенню напівкілець утворюється складний поступально-обертальний рук гарячого газу, який сприяє забезпеченню якісного контакту гарячого газу з частками порошкоподібного матеріалу. Однак у пристрої [4], так само, як і у пристрої [3], увід гарячого газу розміщений у нижній частині прямовисної шахти, внаслідок чого гарячий газ має у верхній частині шахти температуру, значно нижчу, ніж температура, з якою він потрапляє у нижню частину шахти. Тому процес теплообміну у верхній частині прямовисної шахти відбувається неефективно, тобто інтенсивність процесу теплообміну у цілому залишається не досить високою. В основу винаходу поставлена задача у способі термообробки порошкоподібного матеріалу та у пристрої для його здійснення, шляхом подання до усього робочого об'єму гарячого газу з однаковою температурою з одночасним створенням у згаданому об'ємі неоднорідного аеродинамічного поля, підвищити інтенсивність теплообміну. Поставлена задача вирішується у способі термообробки порошкоподібного матеріалу, який полягає у створенні у робочому об'ємі розширеного потоку порошкоподібного матеріалу у напрямку згори донизу та потоку гарячого газу, а також наступне змішування цих потоків, у якому, згідно з винаходом, потік гарячого газу створюють по висоті розосередженим та уводять його у робочий об'єм тангенціально з чергуванням напрямків уводу за і проти годинникової стрілки. Поставлена задача вирішується також у пристрої для термообробки порошкоподібного матеріалу, який містить прямовисну шахту з розміщеними у її середині по висоті виступами та забезпечену уводом порошкоподібного матеріалу та уводом гарячого газу, у якому, згідно з винаходом, увід гарячого газу виконаний у вигляді системи патрубків, кожний з яких уведений до прямовисної шахти тангенціально під відповідний виступ, причому напрямки уводу виконані з чергуванням за і проти годинникової стрілки. Створення у робочому об'ємі розширеного потоку порошкоподібного матеріалу сприяє збільшенню площі контакту гарячого газу із частками порошкоподібного матеріалу в усьому робочому об'ємі, що дозволяє підвищити інтенсивність теплообміну. Створення у робочому об'ємі розосередженого потоку гарячого газу сприяє поданню до усього робочого об'єму гарячого газу з однаковою температурою, що дозволяє підвищити інтенсивність теплообміну. Уведення гарячого газу до робочого об'єму тангенціально з чергуванням напрямків уводу за і проти годинникової стрілки сприяє надходженню гарячого газу до робочого об'єму з практично од наковою по висоті температурою, а також створенню у робочому об'ємі складного поступальнообертального руку потоку гарячого газу. Ці обставини обумовлюють якісний тепловий контакт гарячого газу з частками порошкоподібного матеріалу в усьому робочому об’ємі, що визначає високу інтенсивність теплообміну. Розміщення усередині прямовисної шахти по висоті виступів дозволяє створити у робочому об'ємі розширеного потоку порошкоподібного матеріалу та умови для інтенсивного процесу теплообміну між гарячим газом та частками порошкоподібного матеріалу. Виконання уводу гарячого газу у вигляді системи патрубків сприяє створенню розосередженого потоку газу та умови для інтенсивного процесу теплообміну останнього з порошкоподібним матеріалом. Уведення кожного з патрубків уводу гарячого газу до прямовисної шахти тангенціально під відповідний виступ і виконання напрямків уводу з чергуванням за і проти годинникової стрілки сприяє створенню складного поступово-обертального руху гарячого газу у робочому об'ємі, що забезпечує високу інтенсивність процесу теплообміну. На фіг. 1 зображений загальний вид пропонованого пристрою; на фіг. 2 зображений вид по А-А. Пропонований пристрій містить прямовисну шахту 1 (див. фіг. 1) з розміщеними усередині її по висоті виступами 2, 3, 4, 5. Шахта забезпечена уводом 6 порошкоподібного матеріалу та уводом гарячого газу, виконаного у вигляді трубопроводу 7 та приєднаної до нього системи патрубків 8, кожний з яких уведений до прямовисної шахти 1 під відповідний виступ 2-5 тангенціально (див. фіг. 2). Уводи патрубків 8 виконані з чергуванням по висоті за часовою стрілкою 9 та проти часової стрілки 10. У нижній частині прямовисна шахта 1 забезпечена випускним отвором 11, а у верхній частині - вихідним патрубком 12. Пропонований спосіб здійснюється за допомогою пропонованого пристрою таким чином. Порошкоподібний матеріал надходить до верхньої частини робочого об'єму прямовисної шахти 1 та по похилій площині виступу 2 зсипається розширеним потоком у напрямку згори донизу. Гарячий газ надходить по трубі 7, патрубках 8 і тангенціальним уводам 9 та 10 до робочого об'єму. При цьому порошкоподібний матеріал, який зсипається з виступу 2, підхоплюється потоком гарячого газу, який надходить із уводу 9 до розрядженої області між виступами 2 та 3 і обертається за часовою стрілкою. Зіткнення різноспрямованих потоків, внаслідок чого відбувається інтенсивне теплопередавання, веде до випадання частини порошкоподібного матеріалу на виступ 3, а також до взаємодії другої частини порошкоподібного матеріалу у складі газоматеріального потоку, який обертається, з потоком порошкоподібного матеріалу, який спадає з виступу 2, внаслідок чого також відбувається інтенсивний теплообмін. Далі частина порошкоподібного матеріалу зсипається з виступу 3 та підхоплюється потоком гарячого газу, який надходить із уводу 10 до розрядженої області між виступами 3 та 4 і обертається проти годинникової стрілки. При цьому, так само, як і на верхньому рівні, відбувається інтенсивне теплопередавання від 2 37435 гарячого газу до порошкоподібного матеріалу. Частина останнього випадає на виступ 4, а друга частина у складі газоматеріального потоку, який обертається, взаємодіє з потоком порошкоподібного матеріалу, який спадає з виступу 3. Ці процеси повторюються стільки разів, скільки виступів має прямовисна шахта 1. Після зсипання з нижнього виступу 5 нагрітий порошкоподібний матеріал виводить крізь випускний отвір 11. Відхідний газ вводиться з робочого об’єму прямовисної шахти 1 за допомогою димососу (на кресленні не зображений) крізь вихідний патрубок 12. Таким чином, за допомогою пропонованого способу термообробки порошкоподібного матеріалу та пристрою для здійснення його завдяки взаємодії порошкоподібного матеріалу вже на верхньому рівні з гарячим газом, який має більш високу температуру, ніж у способі та пристрої, що обрані як прототип, при одночасному створенні у робочому об'ємі більш неоднорідного аеродинамічного поля, вдається підвищити інтенсивність теплообміну між порошкоподібним матеріалом та гарячим газом. Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of powder material and appliance for implementation of the method
Автори англійськоюAhafonov Yurii Olehovych, Verich Yevhen Dmytrovych, Khoroshailov Serhii Viktorovych
Назва патенту російськоюСпособ термообработки порошкообразного материала и устройство для осуществления способа
Автори російськоюАгафонов Юрий Олегович, Верич Евгений Дмитриевич, Хорошайлов Сергей Викторович
МПК / Мітки
МПК: F27B 1/10, F28C 3/00, F27D 13/00
Мітки: матеріалу, здійснення, термообробки, пристрій, порошкоподібного, способу, спосіб
Код посилання
<a href="https://ua.patents.su/3-37435-sposib-termoobrobki-poroshkopodibnogo-materialu-ta-pristrijj-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки порошкоподібного матеріалу та пристрій для здійснення способу</a>
Спосіб охолодження рідини в градирні енергетичної установки і градирня енергетичної установки для здійснення способу
Номер патенту: 35657
Опубліковано: 16.04.2001
Автори: Димєнт Валєрій Ізотович, Димєнт Ізот Ісаєвіч
МПК: F28C 1/00
Мітки: охолодження, градирня, здійснення, установки, рідини, енергетичної, градирні, спосіб, способу
Формула / Реферат:
1. Спосіб охолодження рідини в градирні енергетичної установки, при якому тепло відводять у повітря навколишнього середовища, при цьому потік рідини розділяють на декілька потоків і кожний із них роздроблюють краплі в нижній частині шахти з допомогою розпилювального пристрою, спрямовують одержаний факел крапель рідини проти напрямку сил ваги, заповнюючи об'єм шахти градирні, рух рідини забезпечують за рахунок напору, який утворюється насосом...
Спосіб просочування і термообробки тканини та пристрій для його здійснення
Номер патенту: 23314
Опубліковано: 31.08.1998
Автор: Панченко Юрій Микитович
МПК: B29D 29/00
Мітки: термообробки, просочування, тканини, пристрій, спосіб, здійснення
Формула / Реферат:
1. Спосіб просочування і термообробки тканин латексними сполуками з наступною термообробкою, який відрізняється тим, що в процесі термообробки просочену тканину піддають трьохступеневій термостабілізації, додатково витягуючи і фіксуючи по довжині та ширині, при цьому термостабілізацію проводять, чергуючи нагрівання та Інтенсивне провітрювання.2. Спосіб просочування і термообробки тканин за п. 1, який відрізняється тим, що 1 ступінь...
Спосіб термообробки матеріалу в печі, що обертається, та пальниковий пристрій
Номер патенту: 3491
Опубліковано: 27.12.1994
Автори: Величко Юрій Михайлович, Павловський Георгій Миколайович, Єринов Анатолій Яремійович, Тихонов Олександр Петрович, Сай Віталій Іванович, Торчинський Анатолій Іванович
МПК: F27B 7/36
Мітки: пристрій, матеріалу, термообробки, спосіб, обертається, пальниковий, печі
Формула / Реферат:
1. Способ термообработки материала во вращающейся печи, включающий подачу топлива двумя потоками, отличающийся тем, что топливо подают через концентрично расположенные трубы, причем отношение количества подаваемого по внутренней трубе топлива к количеству топлива, подаваемого по наружной трубе, равно (4-1):1.2. Горелочное устройство, содержащее воздухоподводящий корпус и расположенные в нем со смещением относительно друг друга...
Спосіб термообробки рейкового стику і пристрій для його здійснення
Номер патенту: 27608
Опубліковано: 15.09.2000
Автори: Скреба Герхард, Штейнхорст Міхаел, д-р, Кустер Франк, д-р
Мітки: рейкового, термообробки, спосіб, стику, пристрій, здійснення
Текст:
...Подвод тепла с целью повторной аустенизации, а именно, с целью получения мелкозернистой аустенитной структуры, может быть качественно ограничен, если использовать упомянутое остаточное тепло Пониженный расход топлива при такой термообработке и более экономичное использование тепла, подводимого в зону стыка для осуществления процесса сварки, приводят к значительно более высокой теплотехнической эффективности всего процесса сварки,...
Пристрій для введення дозованої кількості порошкоподібного матеріалу у пневматично переміщуваний псевдозріджений шар
Номер патенту: 4210
Опубліковано: 27.12.1994
Автори: П'єр Мейє, Едуард Лєжілль Лєон Ульвелінг
МПК: C21B 5/00, B65G 53/40
Мітки: кількості, введення, пневматичної, псевдозріджений, дозованої, порошкоподібного, пристрій, шар, матеріалу, переміщуваний
Формула / Реферат:
1. Устройство для введення дозированного количества порошкообразного материала в пневматически перемещаемый псевдоожиженный слой, содержащее емкость-резервуар порошкообразного материала, имеющего избыточное давление по отношению к перемещаемому псевдоожиженному слою, горизонтально установленный под емкостью-резервуаром цилиндрический корпус, выполненный с входным отверстием на боковой поверхности, совмещенным с выходным отверстием...
Попередній патент: Спосіб отримання біомаси сосни жорсткої
Наступний патент: Спосіб вирощування спіруліни
Випадковий патент: Пристрій для перекривання різниці у висоті між двома підлоговими поверхнями покриттів та спосіб виготовлення покривного профілю для пристрою