Головка запалу машини безперервного литва слябів
Номер патенту: 121512
Опубліковано: 11.12.2017
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
Формула / Реферат
1. Головка запалу машини безперервного литва слябів, що містить тіло головки і порожнину з замковим виступом у вигляді довгого поперечного зуба, яка відрізняється тим, що в замковому виступі виконано поперечний паз, який розділяє довжину виступу на сегменти.
2. Головка запалу машини безперервного литва слябів за п. 1, яка відрізняється тим, що глибина пазу складає (0,2…1,0) Н де Н - висота замкового виступу.
3. Головка запалу машини безперервного литва слябів за п. 2, яка відрізняється тим, що ширина паза збільшується у міру видалення від його дна, при цьому в найбільш широкому місці вона не перевищує 3Н.
Текст
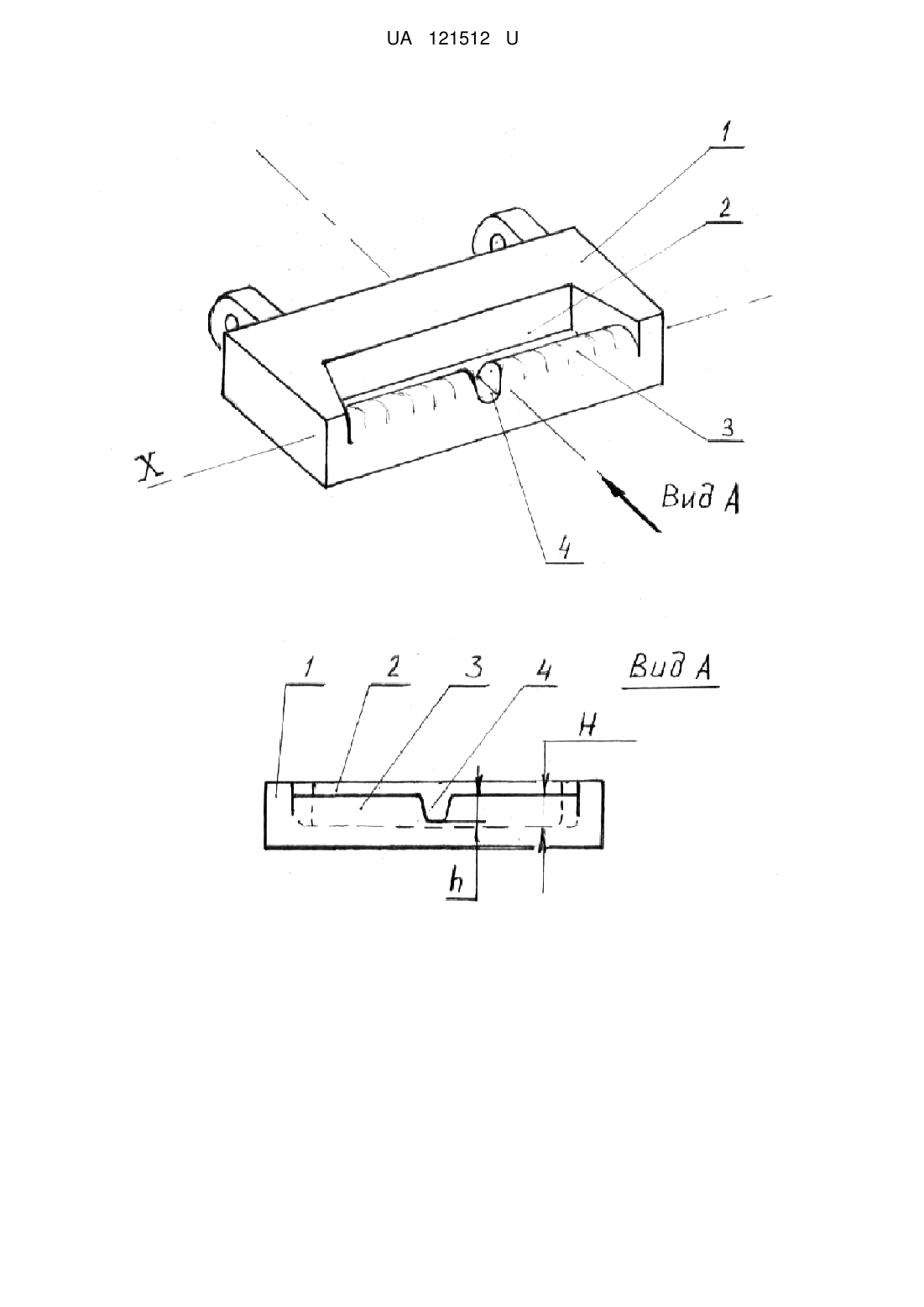
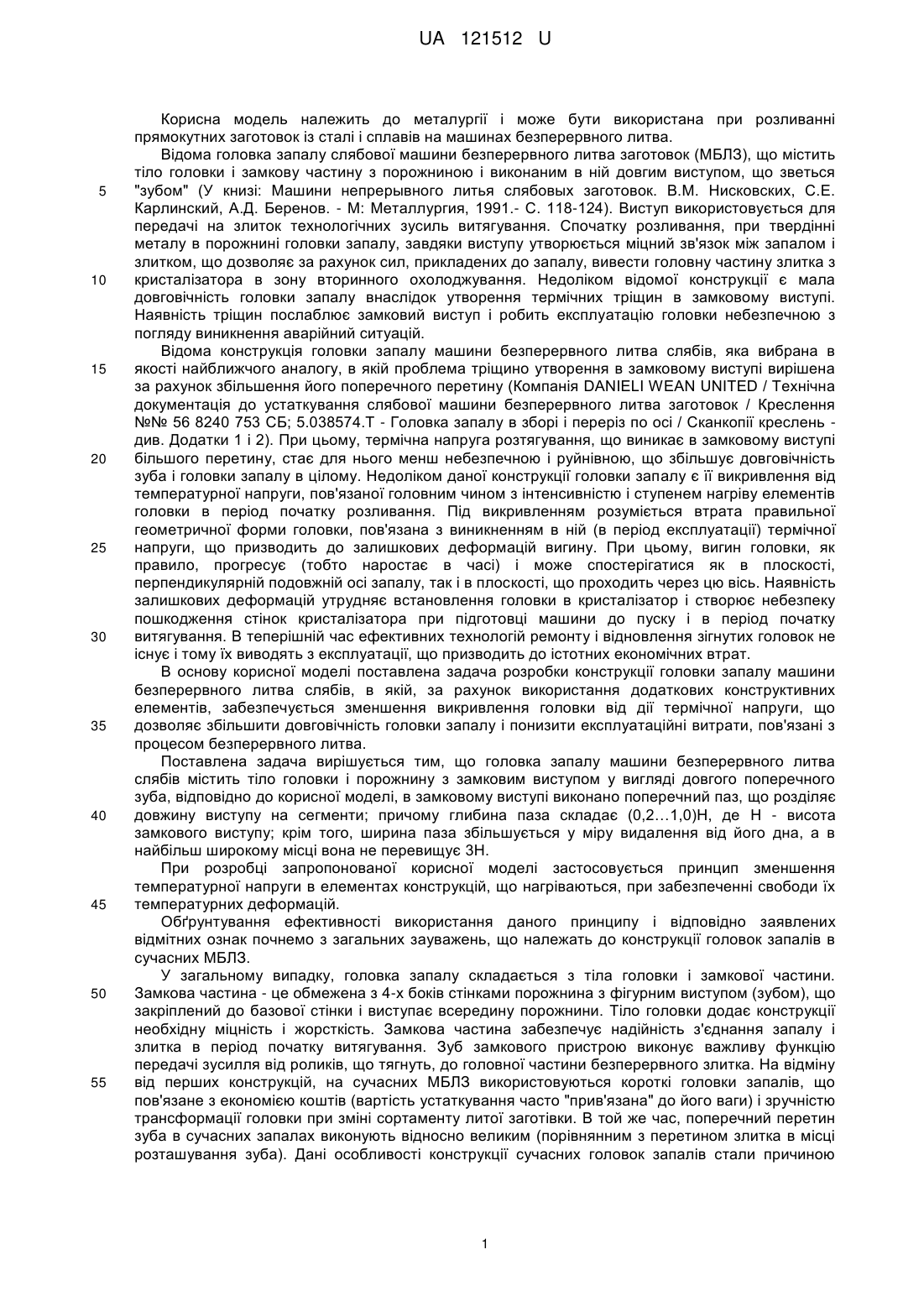
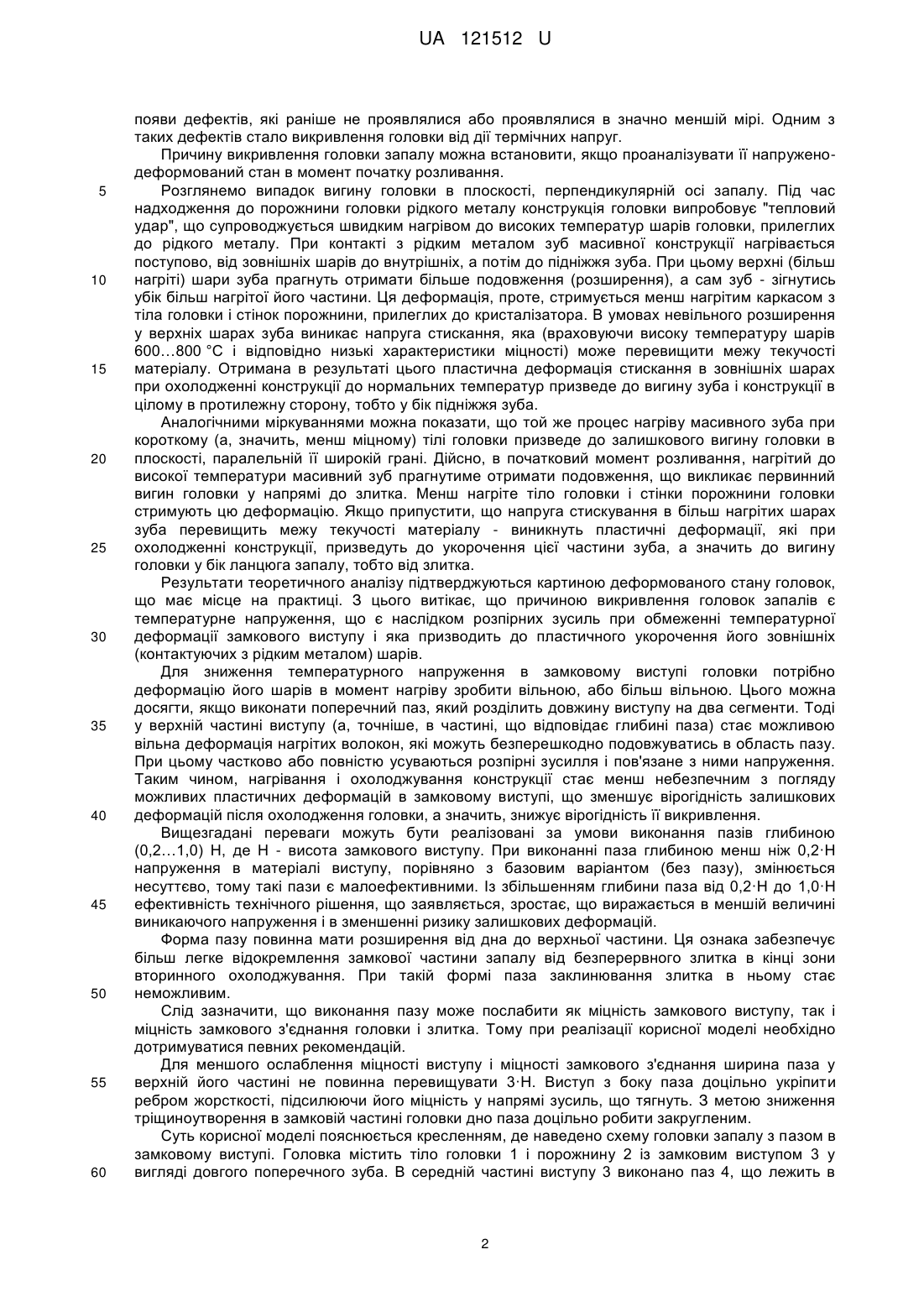
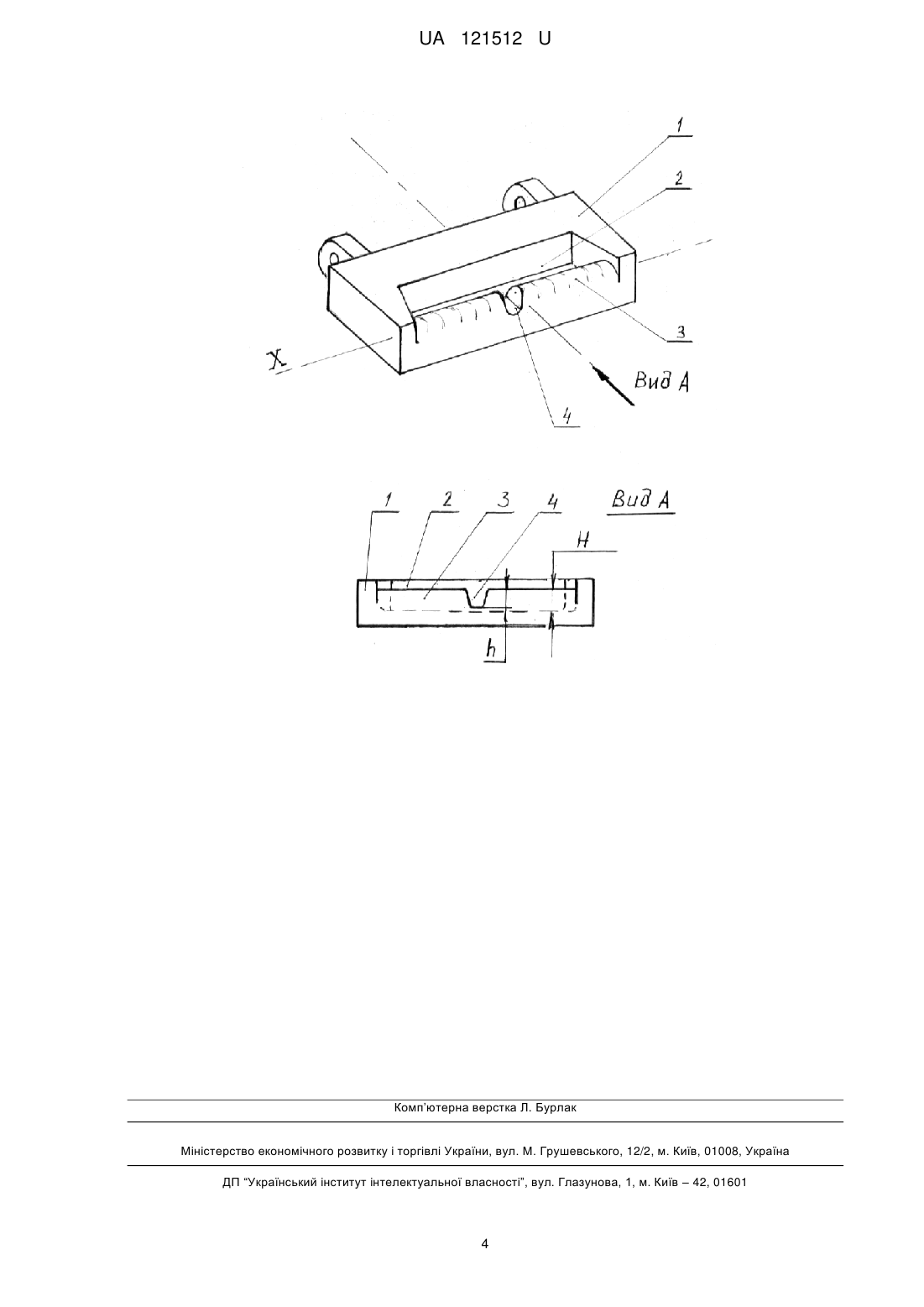
Реферат: Головка запалу машини безперервного литва слябів містить тіло головки і порожнину з замковим виступом у вигляді довгого поперечного зуба. В замковому виступі виконано поперечний паз, який розділяє довжину виступу на сегменти. UA 121512 U (54) ГОЛОВКА ЗАПАЛУ МАШИНИ БЕЗПЕРЕРВНОГО ЛИТВА СЛЯБІВ UA 121512 U UA 121512 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії і може бути використана при розливанні прямокутних заготовок із сталі і сплавів на машинах безперервного литва. Відома головка запалу слябової машини безперервного литва заготовок (МБЛЗ), що містить тіло головки і замкову частину з порожниною і виконаним в ній довгим виступом, що зветься "зубом" (У книзі: Машини непрерывного литья слябовых заготовок. В.М. Нисковских, С.Е. Карлинский, А.Д. Беренов. - М: Металлургия, 1991.- С. 118-124). Виступ використовується для передачі на злиток технологічних зусиль витягування. Спочатку розливання, при твердінні металу в порожнині головки запалу, завдяки виступу утворюється міцний зв'язок між запалом і злитком, що дозволяє за рахунок сил, прикладених до запалу, вивести головну частину злитка з кристалізатора в зону вторинного охолоджування. Недоліком відомої конструкції є мала довговічність головки запалу внаслідок утворення термічних тріщин в замковому виступі. Наявність тріщин послаблює замковий виступ і робить експлуатацію головки небезпечною з погляду виникнення аварійний ситуацій. Відома конструкція головки запалу машини безперервного литва слябів, яка вибрана в якості найближчого аналогу, в якій проблема тріщино утворення в замковому виступі вирішена за рахунок збільшення його поперечного перетину (Компанія DANIELI WEAN UNITED / Технічна документація до устаткування слябової машини безперервного литва заготовок / Креслення №№ 56 8240 753 СБ; 5.038574.Т - Головка запалу в зборі і переріз по осі / Сканкопії креслень див. Додатки 1 і 2). При цьому, термічна напруга розтягування, що виникає в замковому виступі більшого перетину, стає для нього менш небезпечною і руйнівною, що збільшує довговічність зуба і головки запалу в цілому. Недоліком даної конструкції головки запалу є її викривлення від температурної напруги, пов'язаної головним чином з інтенсивністю і ступенем нагріву елементів головки в період початку розливання. Під викривленням розуміється втрата правильної геометричної форми головки, пов'язана з виникненням в ній (в період експлуатації) термічної напруги, що призводить до залишкових деформацій вигину. При цьому, вигин головки, як правило, прогресує (тобто наростає в часі) і може спостерігатися як в плоскості, перпендикулярній подовжній осі запалу, так і в плоскості, що проходить через цю вісь. Наявність залишкових деформацій утрудняє встановлення головки в кристалізатор і створює небезпеку пошкодження стінок кристалізатора при підготовці машини до пуску і в період початку витягування. В теперішній час ефективних технологій ремонту і відновлення зігнутих головок не існує і тому їх виводять з експлуатації, що призводить до істотних економічних втрат. В основу корисної моделі поставлена задача розробки конструкції головки запалу машини безперервного литва слябів, в якій, за рахунок використання додаткових конструктивних елементів, забезпечується зменшення викривлення головки від дії термічної напруги, що дозволяє збільшити довговічність головки запалу і понизити експлуатаційні витрати, пов'язані з процесом безперервного литва. Поставлена задача вирішується тим, що головка запалу машини безперервного литва слябів містить тіло головки і порожнину з замковим виступом у вигляді довгого поперечного зуба, відповідно до корисної моделі, в замковому виступі виконано поперечний паз, що розділяє довжину виступу на сегменти; причому глибина паза складає (0,2…1,0)Н, де Н - висота замкового виступу; крім того, ширина паза збільшується у міру видалення від його дна, а в найбільш широкому місці вона не перевищує 3Н. При розробці запропонованої корисної моделі застосовується принцип зменшення температурної напруги в елементах конструкцій, що нагріваються, при забезпеченні свободи їх температурних деформацій. Обґрунтування ефективності використання даного принципу і відповідно заявлених відмітних ознак почнемо з загальних зауважень, що належать до конструкції головок запалів в сучасних МБЛЗ. У загальному випадку, головка запалу складається з тіла головки і замкової частини. Замкова частина - це обмежена з 4-х боків стінками порожнина з фігурним виступом (зубом), що закріплений до базової стінки і виступає всередину порожнини. Тіло головки додає конструкції необхідну міцність і жорсткість. Замкова частина забезпечує надійність з'єднання запалу і злитка в період початку витягування. Зуб замкового пристрою виконує важливу функцію передачі зусилля від роликів, що тягнуть, до головної частини безперервного злитка. На відміну від перших конструкцій, на сучасних МБЛЗ використовуються короткі головки запалів, що пов'язане з економією коштів (вартість устаткування часто "прив'язана" до його ваги) і зручністю трансформації головки при зміні сортаменту литої заготівки. В той же час, поперечний перетин зуба в сучасних запалах виконують відносно великим (порівнянним з перетином злитка в місці розташування зуба). Дані особливості конструкції сучасних головок запалів стали причиною 1 UA 121512 U 5 10 15 20 25 30 35 40 45 50 55 60 появи дефектів, які раніше не проявлялися або проявлялися в значно меншій мірі. Одним з таких дефектів стало викривлення головки від дії термічних напруг. Причину викривлення головки запалу можна встановити, якщо проаналізувати її напруженодеформований стан в момент початку розливання. Розглянемо випадок вигину головки в плоскості, перпендикулярній осі запалу. Під час надходження до порожнини головки рідкого металу конструкція головки випробовує "тепловий удар", що супроводжується швидким нагрівом до високих температур шарів головки, прилеглих до рідкого металу. При контакті з рідким металом зуб масивної конструкції нагрівається поступово, від зовнішніх шарів до внутрішніх, а потім до підніжжя зуба. При цьому верхні (більш нагріті) шари зуба прагнуть отримати більше подовження (розширення), а сам зуб - зігнутись убік більш нагрітої його частини. Ця деформація, проте, стримується менш нагрітим каркасом з тіла головки і стінок порожнини, прилеглих до кристалізатора. В умовах невільного розширення у верхніх шарах зуба виникає напруга стискання, яка (враховуючи високу температуру шарів 600…800 °C і відповідно низькі характеристики міцності) може перевищити межу текучості матеріалу. Отримана в результаті цього пластична деформація стискання в зовнішніх шарах при охолодженні конструкції до нормальних температур призведе до вигину зуба і конструкції в цілому в протилежну сторону, тобто у бік підніжжя зуба. Аналогічними міркуваннями можна показати, що той же процес нагріву масивного зуба при короткому (а, значить, менш міцному) тілі головки призведе до залишкового вигину головки в плоскості, паралельній її широкій грані. Дійсно, в початковий момент розливання, нагрітий до високої температури масивний зуб прагнутиме отримати подовження, що викликає первинний вигин головки у напрямі до злитка. Менш нагріте тіло головки і стінки порожнини головки стримують цю деформацію. Якщо припустити, що напруга стискування в більш нагрітих шарах зуба перевищить межу текучості матеріалу - виникнуть пластичні деформації, які при охолодженні конструкції, призведуть до укорочення цієї частини зуба, а значить до вигину головки у бік ланцюга запалу, тобто від злитка. Результати теоретичного аналізу підтверджуються картиною деформованого стану головок, що має місце на практиці. З цього витікає, що причиною викривлення головок запалів є температурне напруження, що є наслідком розпірних зусиль при обмеженні температурної деформації замкового виступу і яка призводить до пластичного укорочення його зовнішніх (контактуючих з рідким металом) шарів. Для зниження температурного напруження в замковому виступі головки потрібно деформацію його шарів в момент нагріву зробити вільною, або більш вільною. Цього можна досягти, якщо виконати поперечний паз, який розділить довжину виступу на два сегменти. Тоді у верхній частині виступу (а, точніше, в частині, що відповідає глибині паза) стає можливою вільна деформація нагрітих волокон, які можуть безперешкодно подовжуватись в область пазу. При цьому частково або повністю усуваються розпірні зусилля і пов'язане з ними напруження. Таким чином, нагрівання і охолоджування конструкції стає менш небезпечним з погляду можливих пластичних деформацій в замковому виступі, що зменшує вірогідність залишкових деформацій після охолодження головки, а значить, знижує вірогідність її викривлення. Вищезгадані переваги можуть бути реалізовані за умови виконання пазів глибиною (0,2…1,0) Н, де Н - висота замкового виступу. При виконанні паза глибиною менш ніж 0,2·Н напруження в матеріалі виступу, порівняно з базовим варіантом (без пазу), змінюється несуттєво, тому такі пазиє малоефективними. Із збільшенням глибини паза від 0,2·Н до 1,0·Н ефективність технічного рішення, що заявляється, зростає, що виражається в меншій величині виникаючого напруження і в зменшенні ризику залишкових деформацій. Форма пазу повинна мати розширення від дна до верхньої частини. Ця ознака забезпечує більш легке відокремлення замкової частини запалу від безперервного злитка в кінці зони вторинного охолоджування. При такій формі паза заклинювання злитка в ньому стає неможливим. Слід зазначити, що виконання пазу може послабити як міцність замкового виступу, так і міцність замкового з'єднання головки і злитка. Тому при реалізації корисної моделі необхідно дотримуватися певних рекомендацій. Для меншого ослаблення міцності виступу і міцності замкового з'єднання ширина паза у верхній його частині не повинна перевищувати 3·Н. Виступ з боку паза доцільно укріпити ребром жорсткості, підсилюючи його міцність у напрямі зусиль, що тягнуть. З метою зниження тріщиноутворення в замковій частині головки дно паза доцільно робити закругленим. Суть корисної моделі пояснюється кресленням, де наведено схему головки запалу з пазом в замковому виступі. Головка містить тіло головки 1 і порожнину 2 із замковим виступом 3 у вигляді довгого поперечного зуба. В середній частині виступу 3 виконано паз 4, що лежить в 2 UA 121512 U 5 10 15 плоскості, перпендикулярній осі виступу X і розділяє його довжину на два сегменти. Висота виступу складає Н, глибина паза відповідає діапазону h=(0,2…1,0)·Н. Паз виконаний з розширенням від дна паза до верхньої частини. Приведемо приклад конкретного виконання корисної моделі в умовах одного з металургійних комбінатів України. Вуглецеву сталь марки 3сп розливали на двохрівчаковій МБЛЗ в заготовку перетином 240×1500 мм. Для розливання в рівчаку № 1 використовували запал з головкою звичайної конструкції з наступними геометричними параметрами: довжина замкового виступу, що збігається з шириною порожнини - 1380 мм; висота виступу - 70 мм; ширина виступу - 90 мм. Для розливання в рівчаку № 2 застосовували головку тих же розмірів, але з пазом, що розділяє виступ на дві частини. Глибина паза складала 70 мм, тобто дорівнювала висоті виступу. Паз був виконаний з симетричним розширенням від дна до верхньої частини виступу. При цьому, ширина паза по дну дорівнювала 70 мм, а по верхній частині - 86 мм. Після 10, 20 і 30 серій плавок проводили огляди з вимірюванням викривлення головок. По динаміці розвитку дефекту робили висновок про потенційну (теоретичну) довговічність головок. Результати досліджень приведені в таблиці. Викривлення головки (мм) на різних стадіях огляду Тип запалу Запал № 1 (звичайний) Запал № 2 (з пазом) 20 Очікувана довговічність головки за дефектом "викривлення", (серій плавок) 10 серій плавок 20 серій плавок 30 серій плавок 1 3 7 50 0 1 2 160 Запропонована головка запалу на всіх проміжних стадіях контролю мала кращий (в порівнянні з базовою) технічний стан і більш велику очікувану довговічність до виходу з ладу. Таким чином, здійснення запропонованої корисної моделі, дозволяє за рахунок зміни параметрів конструкції головки запалу зменшити викривлення головки від дії термічної напруги, що збільшує довговічність головки запалу і знижує експлуатаційні витрати, пов'язані з процесом безперервного литва. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 1. Головка запалу машини безперервного литва слябів, що містить тіло головки і порожнину з замковим виступом у вигляді довгого поперечного зуба, яка відрізняється тим, що в замковому виступі виконано поперечний паз, який розділяє довжину виступу на сегменти. 2. Головка запалу машини безперервного литва слябів за п. 1, яка відрізняється тим, що глибина пазу складає (0,2…1,0) Н, де Н - висота замкового виступу. 3. Головка запалу машини безперервного литва слябів за п. 2, яка відрізняється тим, що ширина паза збільшується у міру видалення від його дна, при цьому в найбільш широкому місці вона не перевищує 3Н. 3 UA 121512 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/00
Мітки: машини, литва, запалу, безперервного, слябів, головка
Код посилання
<a href="https://ua.patents.su/6-121512-golovka-zapalu-mashini-bezperervnogo-litva-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Головка запалу машини безперервного литва слябів</a>
Головка запалу машини безперервного литва слябів
Номер патенту: 108269
Опубліковано: 11.07.2016
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: B22D 11/08
Мітки: безперервного, запалу, литва, машини, слябів, головка
Формула / Реферат:
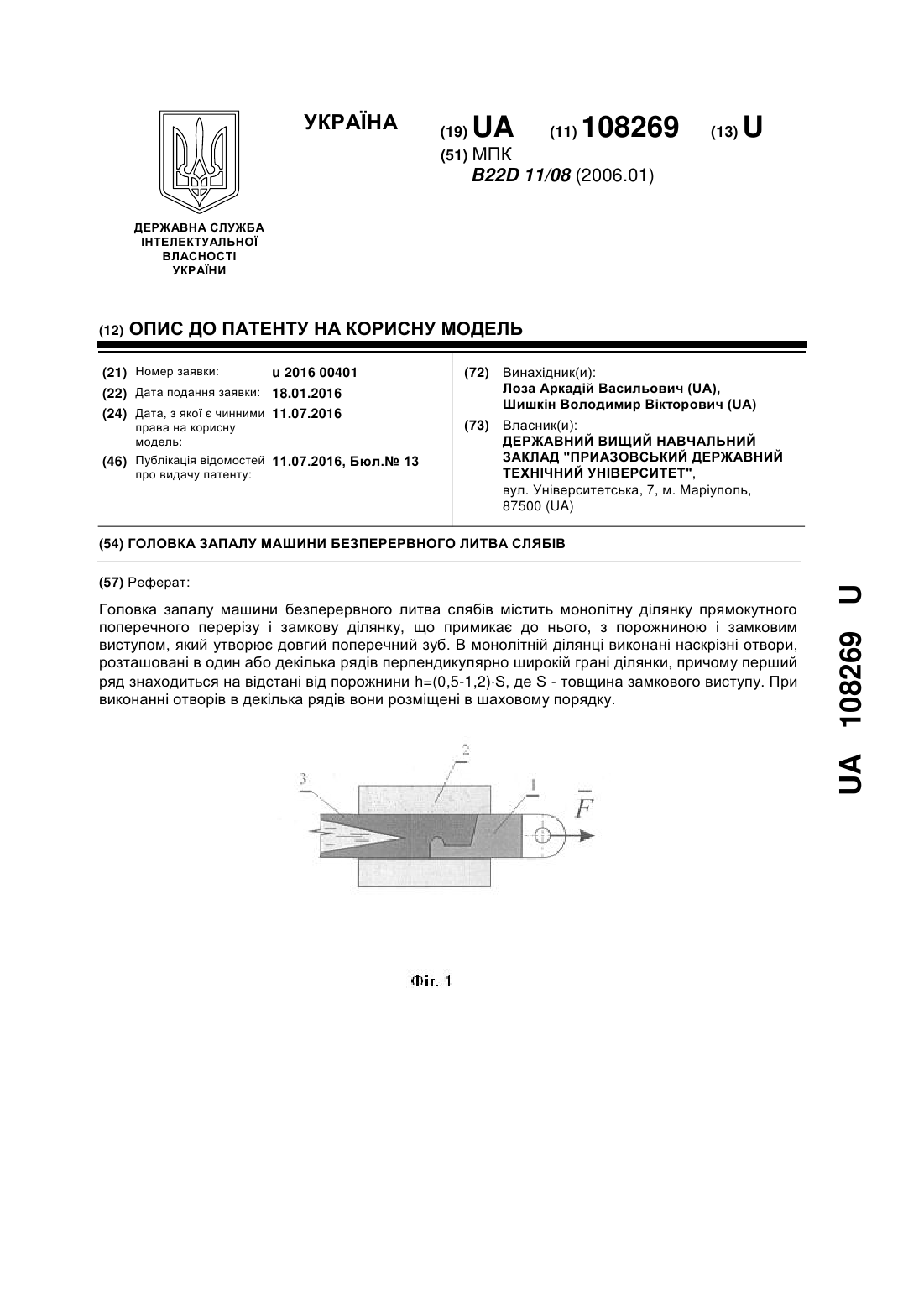
1. Головка запалу машини безперервного литва слябів, що містить монолітну ділянку прямокутного поперечного перерізу і замкову ділянку, що примикає до нього, з порожниною і замковим виступом, який утворює довгий поперечний зуб, яка відрізняється тим, що в монолітній ділянці виконані наскрізні отвори, розташовані в один або декілька рядів перпендикулярно широкій грані ділянки, причому перший ряд знаходиться на відстані від порожнини...
Головка запалу машини безперервного литва слябів
Номер патенту: 110003
Опубліковано: 26.09.2016
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович
МПК: B22D 11/08
Мітки: безперервного, запалу, литва, слябів, машини, головка
Формула / Реферат:
Головка запалу машини безперервного литва слябів, що включає тіло головки з внутрішніми отворами, перпендикулярними його широкій грані, і замкову частину, що примикає до тіла, з порожниною і замковим виступом у формі довгого поперечного зуба, яка відрізняється тим, що в тілі головки додатково виконані крізні проточки, паралельні бічним граням тіла, що з'єднують внутрішні отвори з порожниною замкової частини або переднім торцем головки.
Установка для формування запалу машини безперервного лиття заготівок
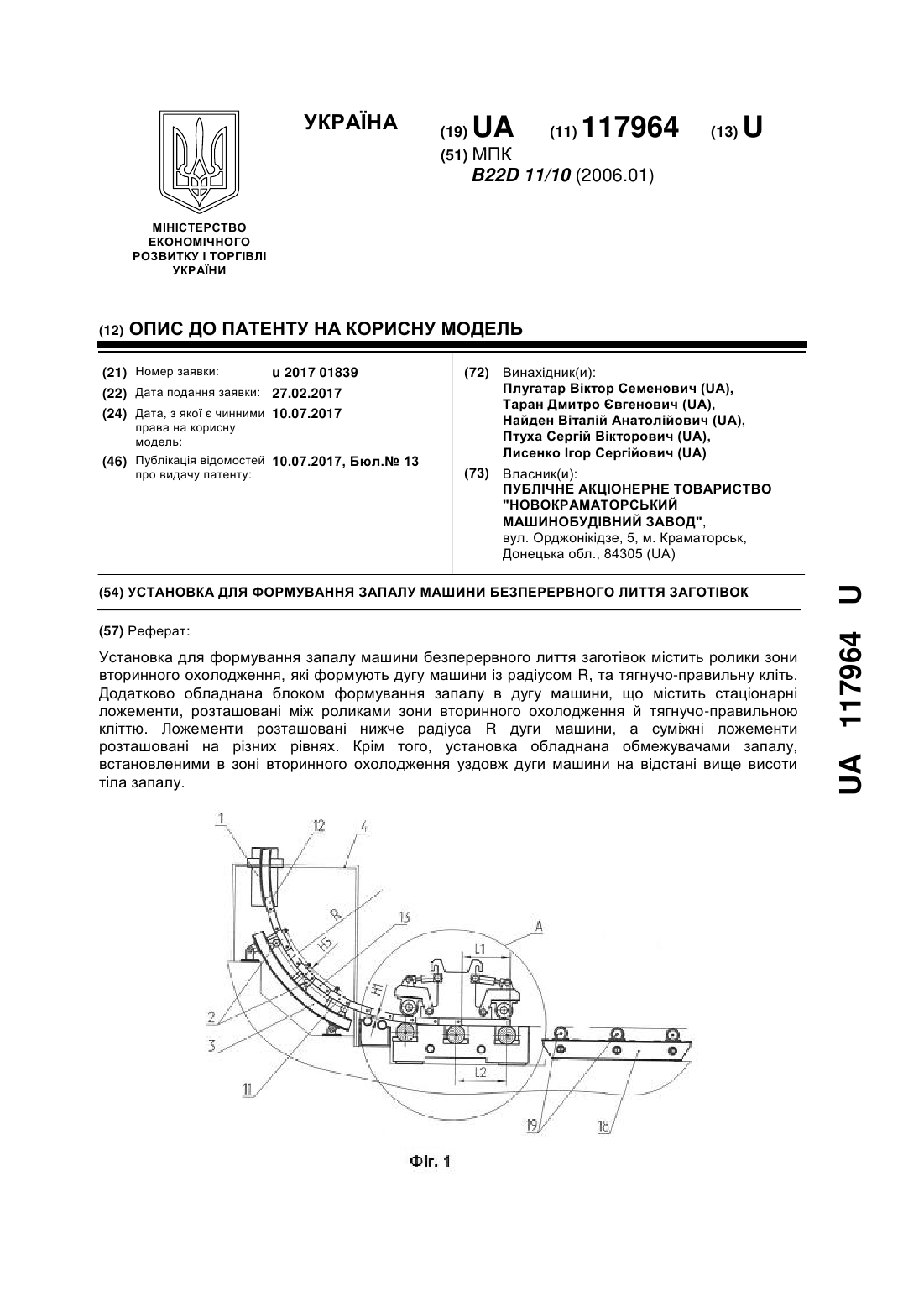
Номер патенту: 117964
Опубліковано: 10.07.2017
Автори: Найден Віталій Анатолійович, Лисенко Ігор Сергійович, Птуха Сергій Вікторович, Таран Дмитро Євгенович, Плугатар Віктор Семенович
МПК: B22D 11/10
Мітки: безперервного, заготівок, запалу, установка, машини, лиття, формування
Формула / Реферат:
Установка для формування запалу машини безперервного лиття заготівок, що містить ролики зони вторинного охолодження, які формують дугу машини із радіусом R, та тягнучо-правильну кліть, яка відрізняється тим, що додатково обладнана блоком формування запалу в дугу машини, що містить стаціонарні ложементи, розташовані між роликами зони вторинного охолодження й тягнучо-правильною кліттю, при цьому ложементи розташовані нижче радіуса R дуги...
Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок
Номер патенту: 87890
Опубліковано: 25.08.2009
Автори: Плугатар Віктор Семенович, Оконенко Сергій Іванович, Брехов Євген Володимирович, Єлецьких Володимир Іванович
МПК: B01J 2/02, B22D 11/00
Мітки: збору, безперервного, слябів, машини, ділянки, шламу, лиття, різання, пристрій, заготівок, газового
Формула / Реферат:
1. Пристрій збору шламу ділянки газового різання слябів машини безперервного лиття заготівок, що містить накопичувальну місткість з рідиною для охолодження шламу і систему періодичного зливу рідини, з'єднану з приводом, який відрізняється тим, що накопичувальна місткість виконана без дна, а система періодичного зливу рідини виготовлена у вигляді ванни, що охоплює донну частину накопичувальної місткості з усіх боків, і зв'язана шарнірно з...
Ролик для машини безперервного лиття заготовок (слябів)
Номер патенту: 26266
Опубліковано: 10.09.2007
Автори: Гопкало Олексій Петрович, Клипачевський Віктор Васильович
МПК: B22D 11/12
Мітки: безперервного, ролик, слябів, машини, заготовок, лиття
Формула / Реферат:
Ролик для машини безперервного лиття заготовок (слябів), призначений для підтримування заготовки (сляба) на технологічній осі машини, виготовлений у вигляді пустотілого циліндра, на зовнішню циліндричну поверхню якого наплавкою нанесено шар металевого матеріалу, який відрізняється тим, що товщина шару Т металевого матеріалу на зовнішній циліндричній поверхні ролика визначена виразом Т=(0,15...0,20)Н, де Н - товщина основного матеріалу стінки...
Попередній патент: Пристрій виявлення простих радіолокаційних сигналів
Наступний патент: Сталь для валків, переважно крупносортних прокатних станів
Випадковий патент: Спосіб виготовлення біметалевих деталей