Спосіб формування жорстких секцій обмотки статора
Номер патенту: 15944
Опубліковано: 30.06.1997
Автори: Захаров Володимир Павлович, Москальов Едуард Петрович, Чурсін Віктор Романович, Шірнін Іван Григорович
Формула / Реферат
1. Способ формования жестких секций обмотки статора, согласно которому наматывают провод на шаблон, соответствующий пространственной геометрии секции, на поверхности которого выполнены элементы направления укладки провода, одновременно прикатывают укладываемый провод, отрезают сформированную секцию и снимают ее с шаблона, отличающийся тем, что укладку провода по участкам шаблона, соответствующим пазовым и лобовым частям секции, производят путем перемещения шаблона с подаваемым проводом, начальный конец которого закреплен на шаблоне вдоль направления укладки по направлению подачи и о плоскости подаваемого провода с соответствующим направлению укладки поворачиванием шаблона и указанной плоскости относительно неподвижного направляющего провод элемента, подпружиненного □ сторону шаблона, а формование головок секции осуществляют путем вращения шаблона на 180° вокруг центральной оси окружности цилиндрической поверхности шаблона на его головочной части.
2. Способ формования жестких секций обмотки статора по п. 1, отличающийся тем, что закрепление начального конца провода на шаблоне осуществляют путем изгибания указанного конца, соответствующего одному из выводных концов секции, на цилиндрическую поверхность головочной части шаблона.
Текст
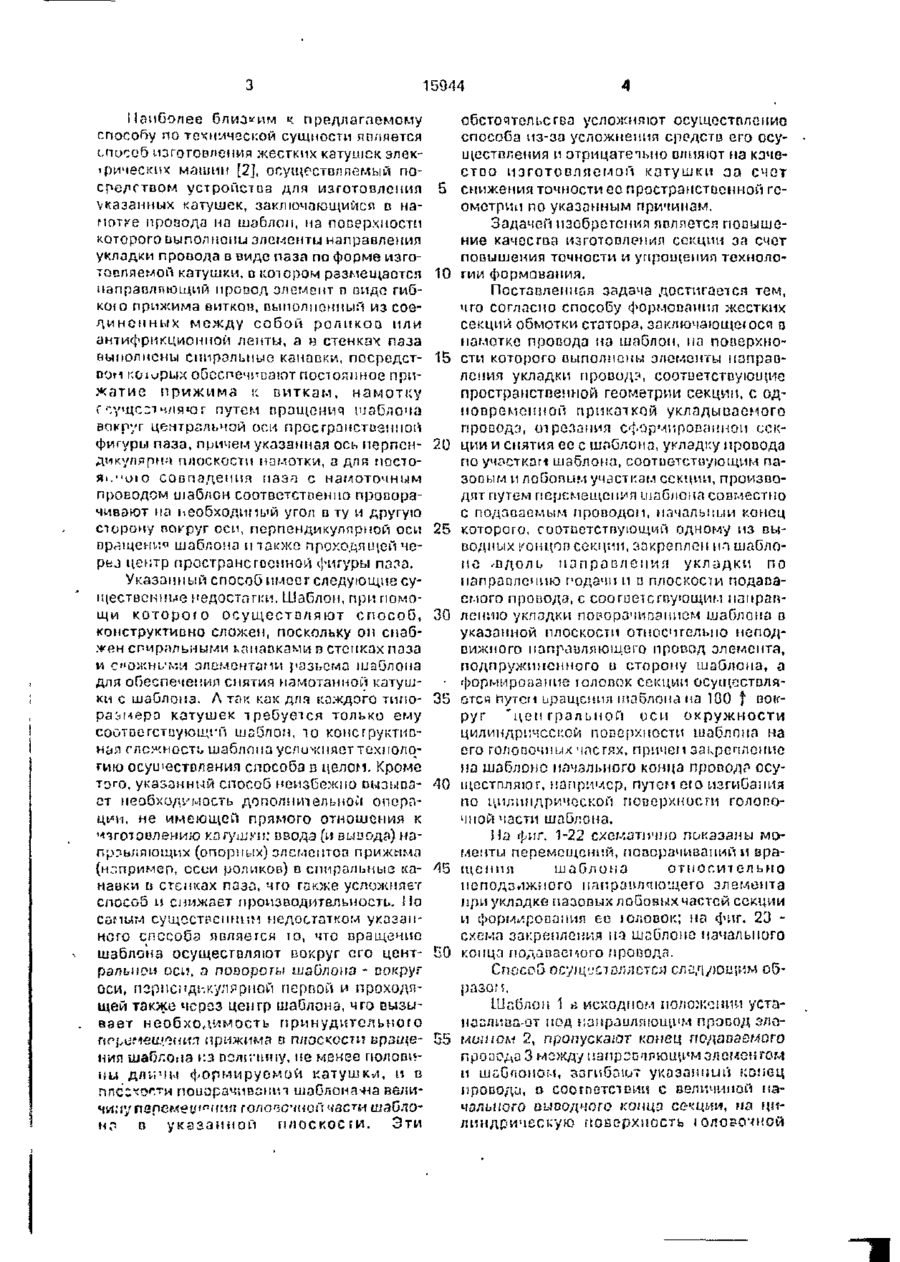
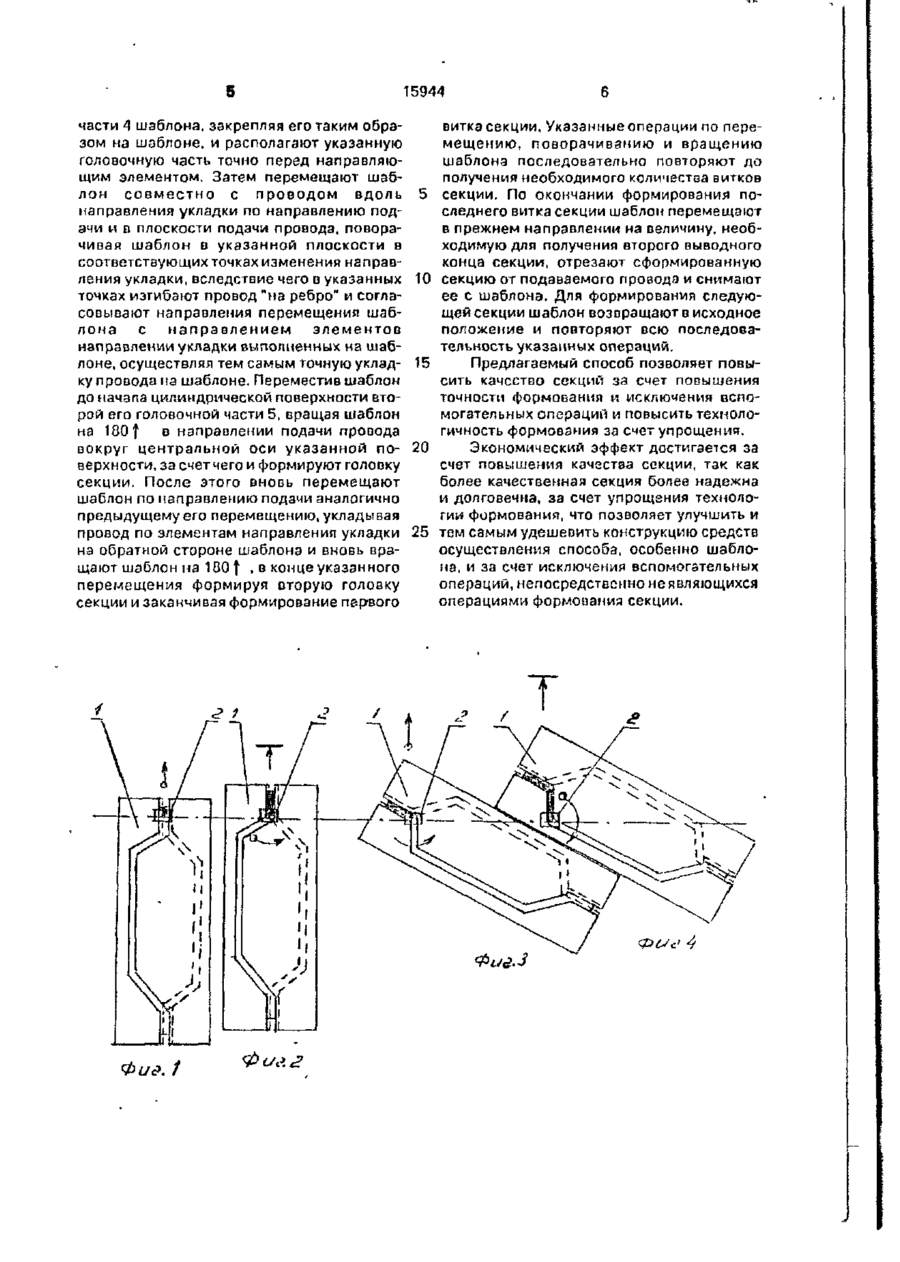
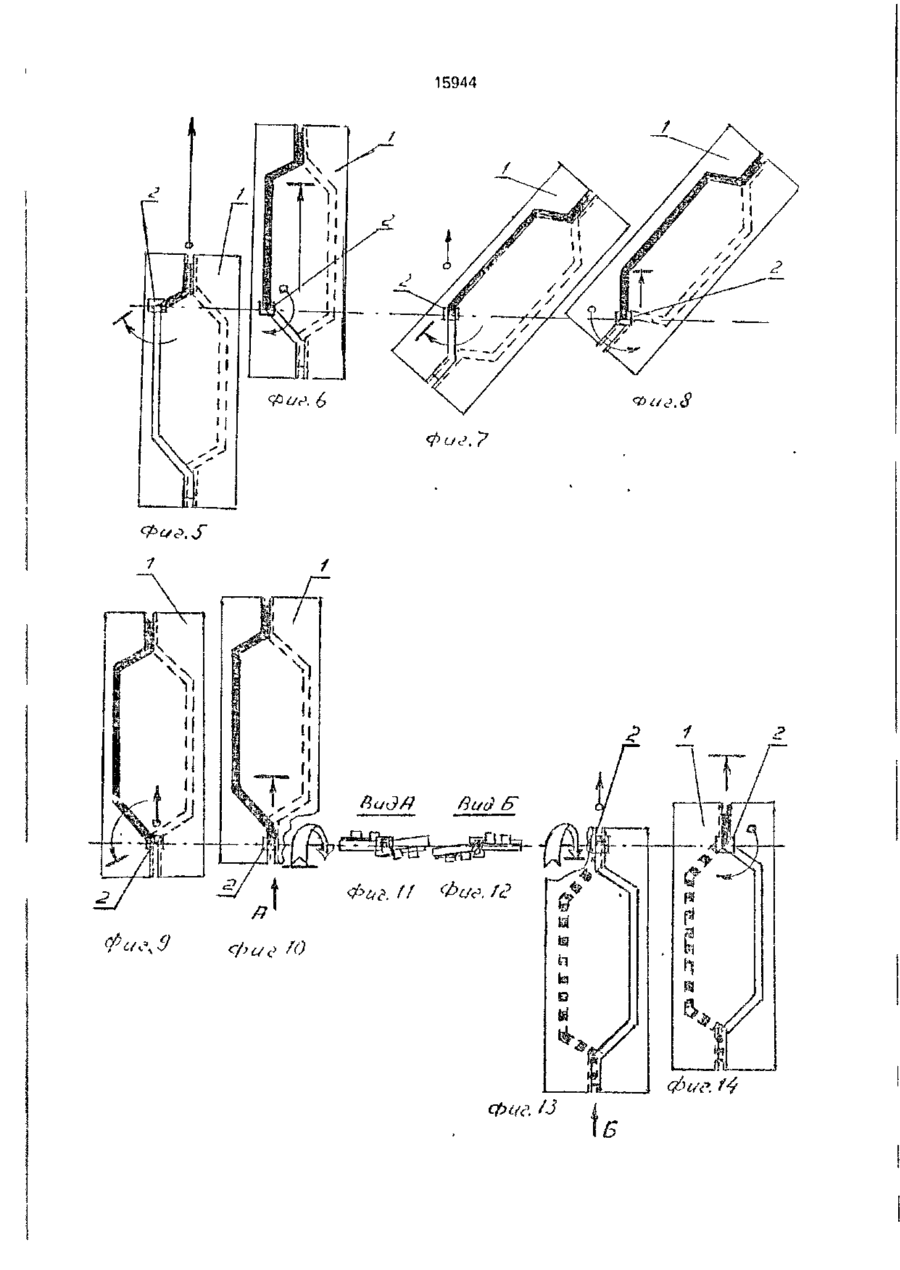
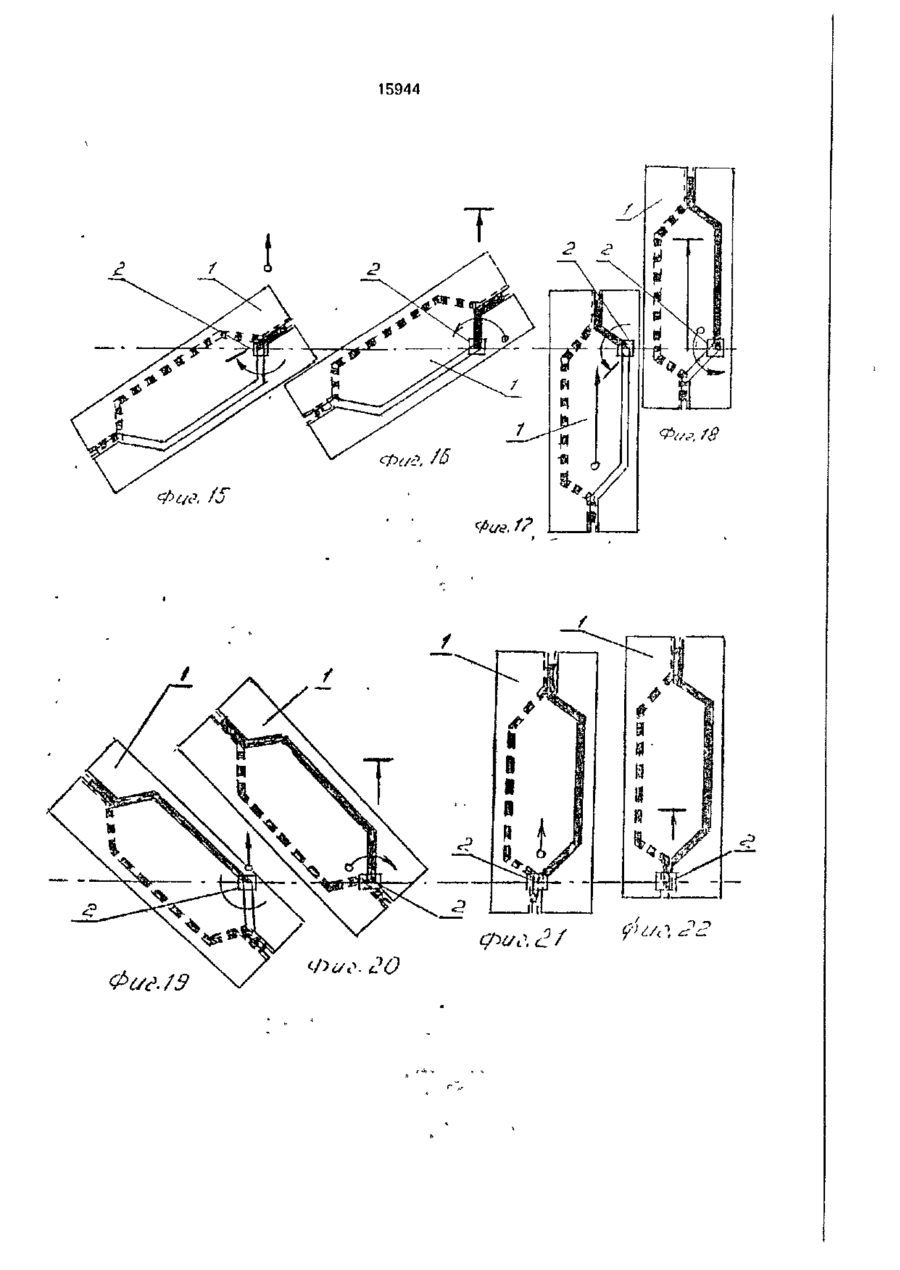
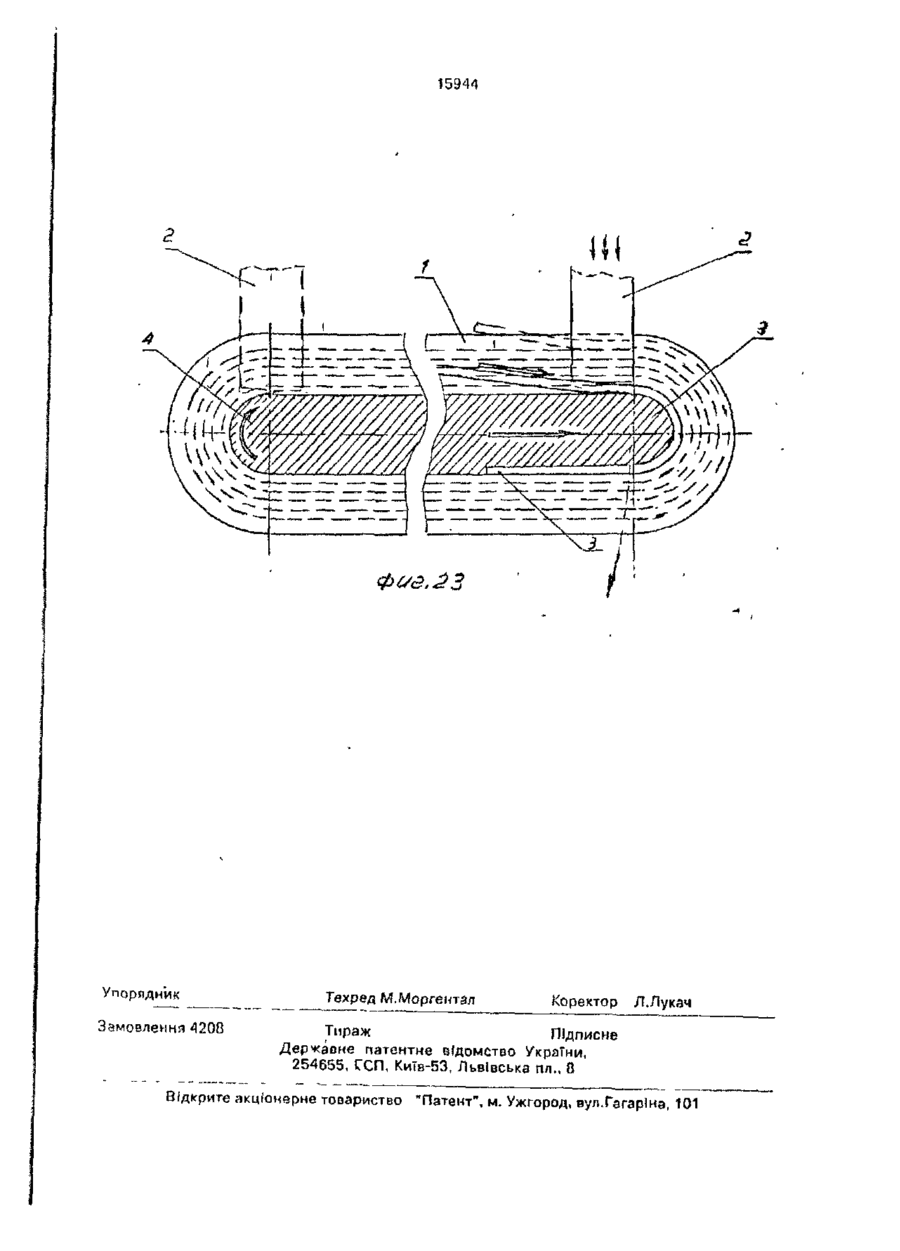
1. Способ формования жестких секций обмотки статора, согласно которому наматывают провод на шаблон, соответствующий пространственной геометрии секции, на поверхности которого выполнены элементы направления укладки провода, одновременно прикатывают укладываемый провод, отрезают сформированную секцию и снимают ее с шаблона, о т л и ч а ю щ и й с я тем, что укладку провода по участкам шаблона, соответствующим пазовым и лобовым частям секции, производят путем перем єщепия шаблона с подаваемым проводом, начальный конец которого закреплен на шаблоне вдоль направления укладки по направлению подачи и о плоскости подаваемого провода с соответствующим направлению укладки поворачиванием шаблона и указанной плоскости относительно неподвижного направляющего провод элемента, подпружиненного • сторону шаблона, а формование головок секции осуществляют путем вращения шаблона на 180° вокруг центральной оси окружности цилиндрической поверхности шаблона на его головочной части 2. Способ формования жестких секций обмотки статора по п. 1 , о т л и ч а ю щ и й с я тем, что закрепление начального конца провода на шаблоне осуществляют путем изгибания указанного конца, соответств/ющего одному из выводных концов секции, \ta цилиндрическую поверхность головочной части шаблона. Изобретение относится к способам изготовления жестких секций обмотки статора из провода прямоугольного сечения и может Быть использовано в электромашиностроении. Известен способ изготовления жестких катушек электрических машин, заключающийся в намотке провода на шаблон, углы между сторонами которого соответствуют углам между пазовой и лобовой частями катушки, последующей растяжке пазовых час тей катушки с одновременным отгибом ее лобовых частей [1] Однако при указанных способах производительность труда не высока, так как процесс изготовления расчленен на ряд непосредственно не связанных между собой операций, выполняемых последовательно одна за другой и требующих вспомогательных промежуточных операций, отрицательно влияющих также и на качество изготовляемых катушек 15944 Наиболее близким к предлагаемому способу по технической сущности лпляется способ изготовления жестких катушек элекірических машин [2], осуществляемый посредством устройства для изготовлении указанных катушек, заключающийся и напотке провода на шаблон, на поверхности которого выполнены элементы направления укладки провода в виде паза по форме изготовляемой катушки, а котором размещается направляющий провод олемент п вида гибкого прижима витков, выполненный из соединенных между собой роликов или антифрикционной лепты, а в стенкзч паза выполнены спиральные канавки, посредством коюрых обеспечивают постоянное прижатие прижима г. виткам, намотку с судезтиляюг путем прощения шаблона вокруг центральной оси пространственной фигуры паза, причем указанная ось перпендикулярна плоскости намотки, з для постоя>.11ою совпадения паза с намоточным проводом шаблон соответственно проворачивают на необходимый угол в ту и другую сторону поврут оси, перпендикулярной оси вращения шаблона и также проходящей через центр пространственной фигуры па^а. 5 10 15 20 25 Указанный способ имеет следующие существенные недостатки. Шаблон, при помощи которого осуществляют способ, 30 конструктивно сложен, поскольку он снабжен спиральными канапками я стопках паза и сожнь'ми элементами разьема шаблона для обеспечения снятия намотанной катуш- • ки с шаблона. Л так как для каждого типо- 35 размера катушек требуется только ему соответствующей шаблон, то конструктивная сложность шаблона усложняет технологию осуществления способа в целом. Кроме того, указанный способ неизбежно оызыоа- 40 ет необходимость дополнительной операции, не имеющей прямого отношения к "пготоолению кагуіикі»: оводз (и вывода) напр?-ы*яющих (опорных) элементов прижмма (например, ссии роликов) в спиральные ка- 45 навки [J стенках паза, что также усложняет способ п снижает производительность. Ио самым существенным недостатком указанного способа является ю, что вращение шаблона осуществляют вокруг его цент- G O ральной осп, а повороти шэОлоиз - оокруг оси, перпендикулярной первой и проходящей также через центр шаблона, что вызывает необходимость принудительного пгримещ'імия прижима в плоскости врзщенил шаблона кз величину, не менее полови- G5 ны Д Л І Ї Ч И формируемой катушки, и к ППСІЧОГТИ поворачивает шабланп-на величи;гупэпемеупмия голсзсшс-ґічасти шаблонр D указанной плоскости. Эти обстоятельства усложняют осуществление способа из-за усложнения средств его осуществления и отрицатепыю влияют на кзчеCTDO изготовляемой катушки зо счет снижения точности ее пространственной геометрии по указанным причинам. Задачей изобретения является повышение качества изготовления секции за счет повышения точности и упрощении технологии формования. Поставленная задача достигается тем, что согласно способу формования жестких секций обмотки статора, заключающеюся в намотке провода на шаблон, па поаерхности которого выполнены элементы направления укладки провод?, соответствующие пространственной геометрии секции, с одновременной прикаткой укладываемого провода, отрезания сформированной сокции и снятия ее с шаблона, укладку провода по участкам шаблона, соответствующим пазовым и лоОогшм участкам секции, производят путем перемещении шаблона совместно с подаваемым проводом, начальный конец которого, соответствующий одному из выводных концов секции, закреплен нп шаблоне .-вдоль направления укладки по направлению подачи и в плоскости подаваемого провода, с соответствующим мамраплению укладки поворачиванием шаблона в указанной плоскости относительно неподвижного поправляющего провод элемента, подпружиненного и сторону шаблона, а формирование голопок секции осуществляотся путем ьращения шаблона на 100 f вокруг 'центральной оси окружности цилиндрической поверхности шаблона на его головочпых частях, причем закрепление на шаблоне начального конца провод? осущестпляюг, например, путем его изгибания ПО ЦИЛИНДрИЧесКОИ ПОверХНОСГИ ГОЛОТІО чмой части шаблона. На фиг. 1-22 схематично показаны моменты перемещений, поворачиваний и враще пи я шаблона относительно неподвижного направляющего элемента при укладке пазовых лобовых частей секции и формирования єе юловок; на фиг. 23 схема закрепления па шаСломо начального конца подаваемого провода. Способ осуш'-'£7о;;лс7сл елгд/ющим обра ЗОГЇ. Шаблон 1 & исходном положении устанасишва-от под ї;апраиляіои^(м проподэломылом 2, пропускают конец подаваемого проаоАаЗмовд/мапрзопяющим элементом и шаОпоном, ззгибгііит указанпий конец провода, в соогпетсівии с величиной начального оыоодчого конца сеч ции, на п^~ линдрическую поверхность й 15944 части А шаблона, закрепляя его таким образом на шаблоне, и располагают указанную головочную часть точно перед направляющим элементом. Затем перемещают шаблон совместно с проводом вдоль направления укладки по направлению подэчи и D плоскости подачи провода, поворачивая шаблон в указанной плоскости в соответствующих точках изменения направления укладки, вследствие чего в указанных точках изгибают провод "на ребро" и согласовывают направления перемещения шаблона с направлением элементов направлении укладки выполненных на шаблоне, осуществляя тем самым точную укладку провода па шаблоне. Переместив шаблон до начала цилиндрической поверхности второй его головочной части 5, вращая шаблон на 180 f в направлении подачи провода вокруг центральной оси указанной поверхности, за счетчего и формируют головку секции. После этого вновь перемещают шаблон по направлению подачи аналогично предыдущему его перемещению, укладывая провод по элементам направления укладки на обратной стороне шаблона и вновь вращают шаблон на 180 f , в конце указанного перемещения формируя вторую головку секции и заканчивая формирование первого 5 10 15 20 25 витка секции. Указанные операции по перемещению, поворачиванию и вращению шаблона последовательно повторяют до получения необходимого количества витков секции. По окончании формирования последнего витка секции шаблон перемещают в прежнем направлении на величину, необходимую для получения второго выводного конца секции, отрезают сформированную секцию от подаваемого провода и снимают ее с шаблона. Для формирования следующей секции шаблон возвращают в исходное положение и повторяют всю последовательность указанных операций. Предлагаемый способ позволяет повысить качество секций за счет повышения точности формования и исключения вспомогательных операций и повысить технологичность формования за счет упрощения. Экономический эффект достигается за счет повышения качества секции, так как более качественная секция более надежна и долговечна, за счет упрощения технологии формования, что позволяет улучшить и тем самым удешевить конструкцию средств осуществления способа, особенно шаблона, и зз счет исключения вспомогательных операций, непосредственно не являющихся операциями формования секции. 4 15944 ytr Фиг. tf Фиг. Фиг. ІЗ Б 15944 г Фиг.?9 15944 Упорядник Замовлення 4208 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюForming method for rigid stator winding sections
Автори англійськоюZakharov Volodymyr Pavlovych, Moskaliov Eduard Petrovych, Chursin Viktor Romanovych, Shyrnin Ivan Hryhorovych
Назва патенту російськоюСпособ формирования жестких секций обмотки статора
Автори російськоюЗахаров Владимир Павлович, Москалев Эдуард Петрович, Москалёв Эдуард Петрович, Чурсин Виктор Романович, Ширнин Иван Григорьевич
МПК / Мітки
МПК: H02K 15/04
Мітки: формування, обмотки, спосіб, статора, секцій, жорстких
Код посилання
<a href="https://ua.patents.su/6-15944-sposib-formuvannya-zhorstkikh-sekcijj-obmotki-statora.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування жорстких секцій обмотки статора</a>
Спосіб укладання проводу у пази статора електричної машини
Номер патенту: 1990
Опубліковано: 20.12.1994
Автори: Ткалич Анатолій Пилипович, Вишневський Володимир Васильович, Іванова Зоя Григорівна
МПК: H02K 15/08
Мітки: пази, проводу, електричної, укладання, спосіб, статора, машини
Формула / Реферат:
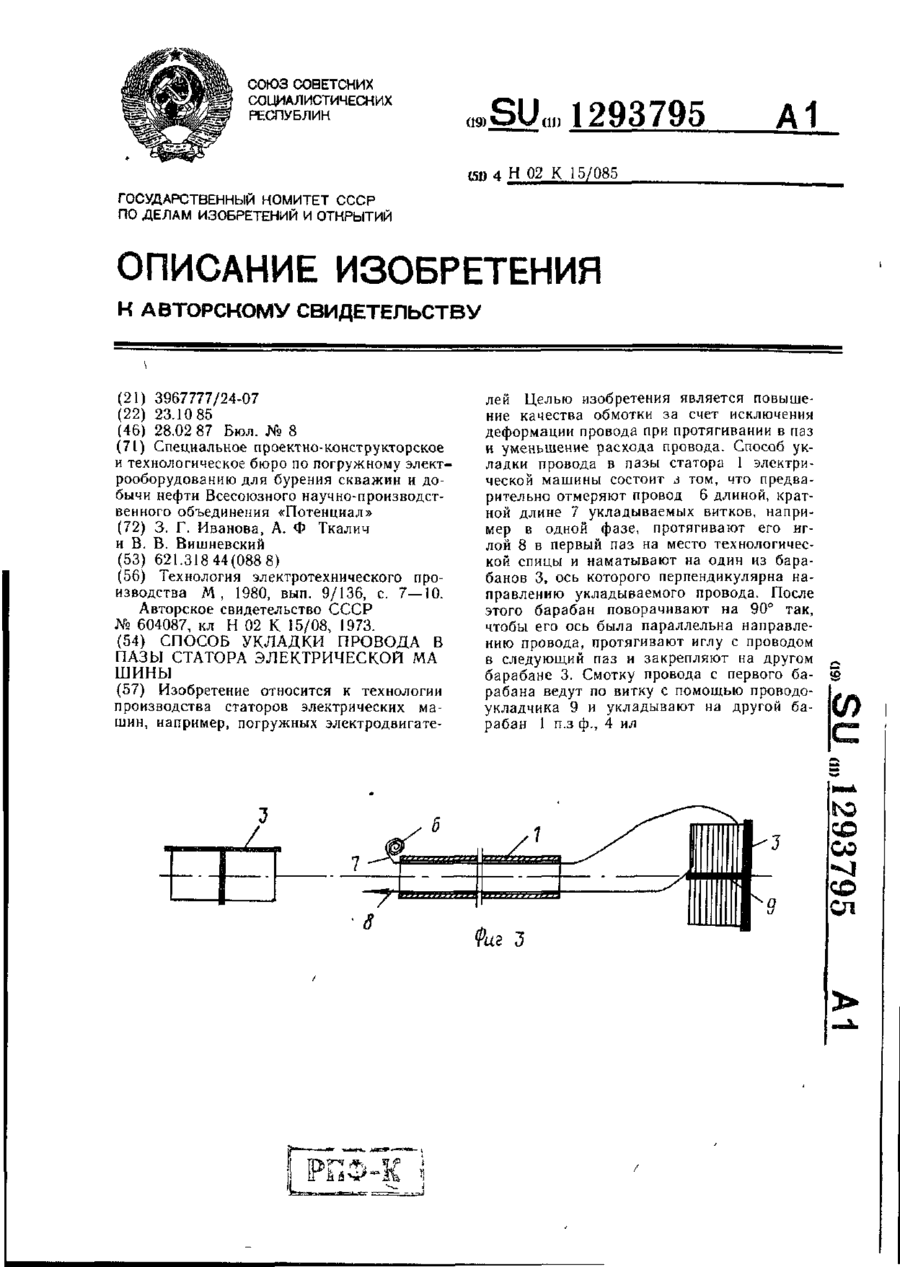
1. Способ укладки провода в пазы статора электрической машины, включающий укладку в пазы статора технологических спиц, протягивание провода, закрепленного на игле, в паз статора, промежуточную намотку его на барабаны и укладку в следующий паз, отличающийся тем, что, с целью повышения качества обмотки за счет исключения деформации провода при его протягивании в паз и уменьшения расхода провода, после протягивания иглы в паз, ее закрепляют на...
Спосіб виготовлення стержня обмотки статора
Номер патенту: 2030
Опубліковано: 20.12.1994
Автор: Хаймович Лев Львович
МПК: H02K 15/04
Мітки: обмотки, статора, виготовлення, спосіб, стержня
Формула / Реферат:
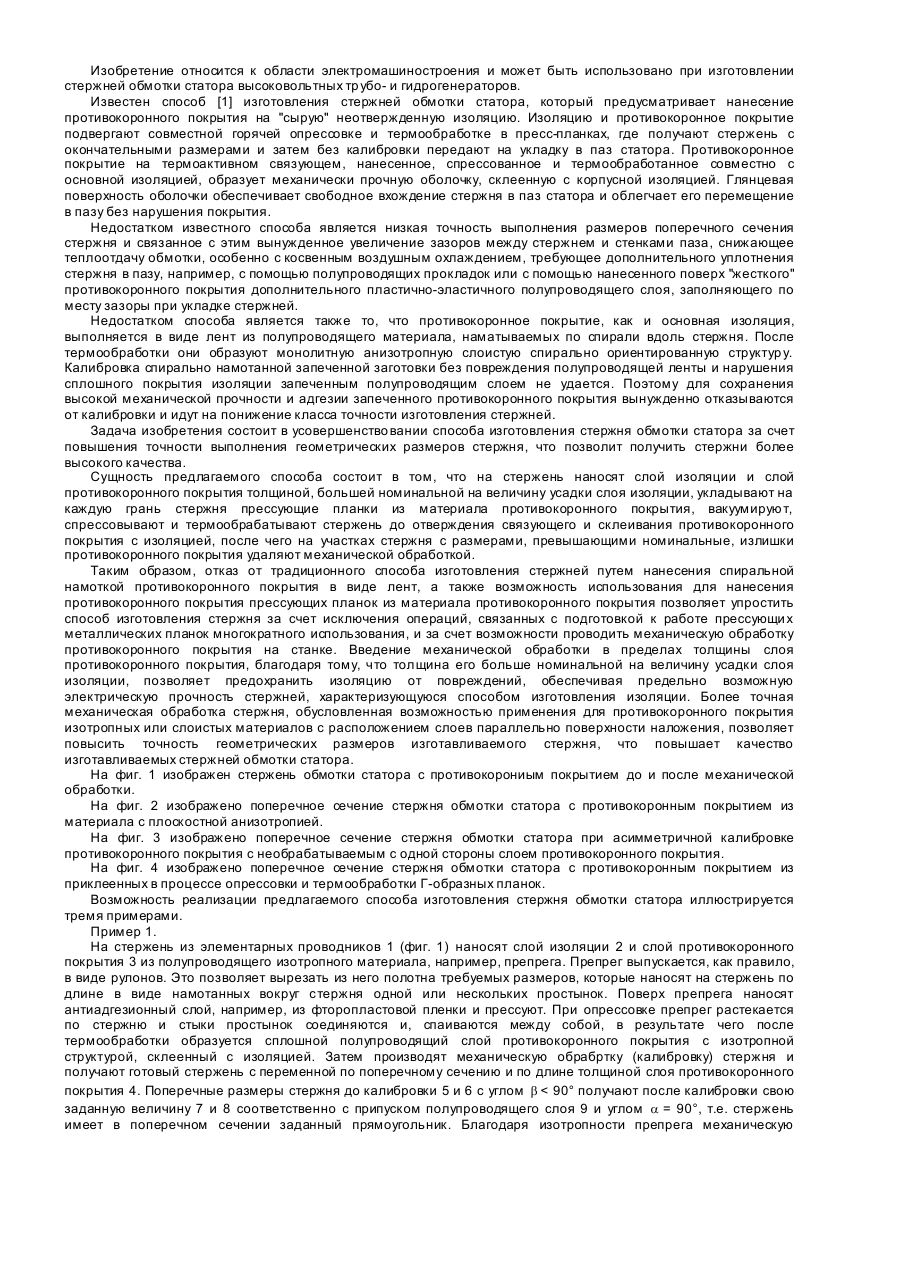
1. Способ изготовления стержня обмотки статора, согласно которому на стержень наносят слой изоляции и слой противокоронного покрытия, укладывают на стержень прессующие планки, вакуумируют, опрессовывают и термообрабатывают стержень до отверждения связующего и склеивания противокоронного покрытия с изоляцией, отличающийся тем, что слой противокоронного покрытия наносят толщиной, большей номинальной на величину усадки слоя изоляции, а на...
Спосіб капсулювання обмотки статора заглибного електродвигуна
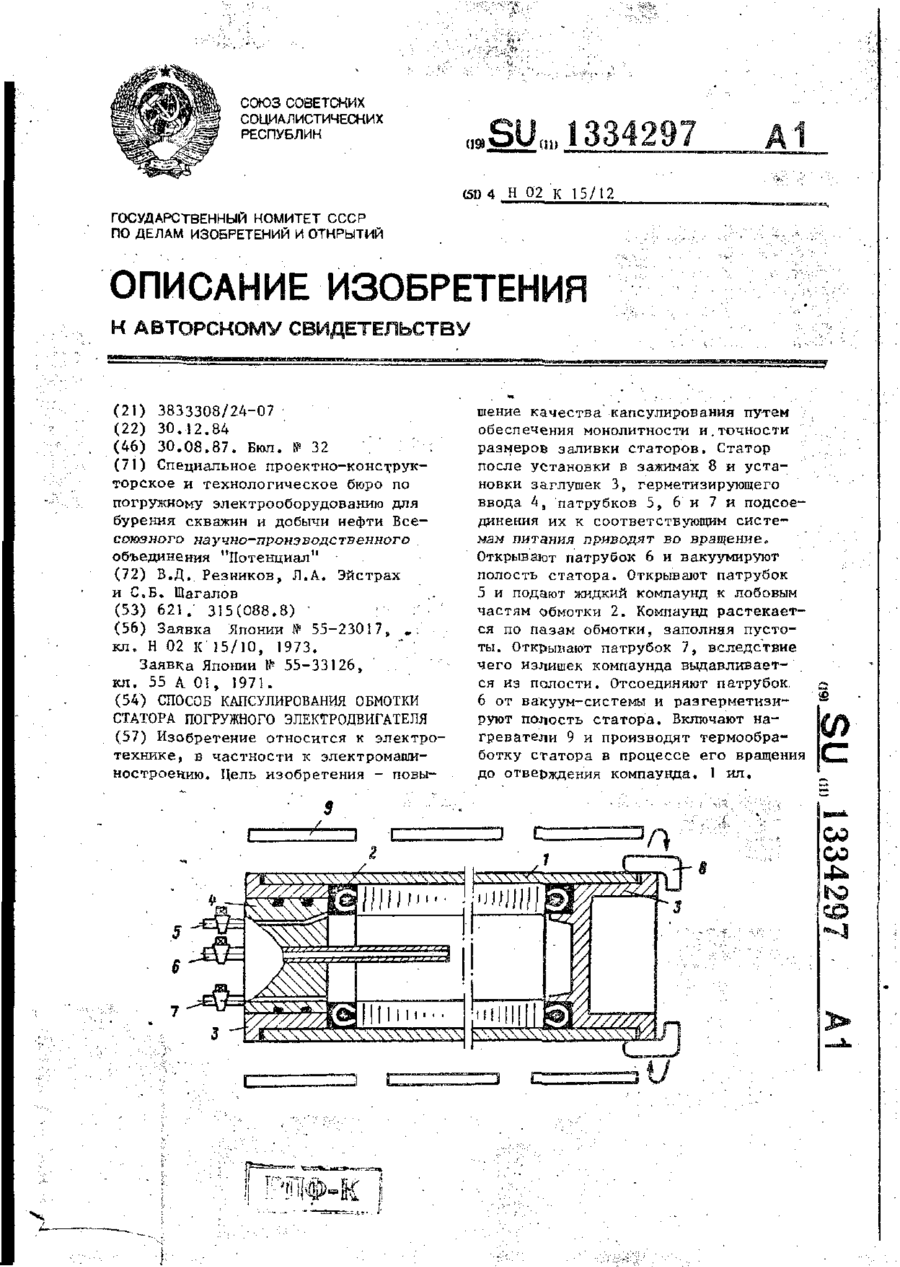
Номер патенту: 11962
Опубліковано: 25.12.1996
Автори: Ейстрах Леонід Аронович, Резніков Віктор Данилович, Шагалов Семен Борисович
МПК: H02K 15/12
Мітки: статора, електродвигуна, обмотки, капсулювання, спосіб, заглибного
Формула / Реферат:
Способ капсулиропапия обмотки статора погружного электродвигателя, включающий вращение статора относительно его оси. подачу жидкого компаунда во внутреннюю полость статора, слив излишков и последующую термообработку компаунда до его отверстия, отличающийся тем, что, с целью повышения качества капсулирования путем обеспечения монолитности и точности размеров заливки стопоров, снабженных pазмещенными на торцах средствами для остановки...
Спосіб капсулювання обмотки статора заглибного електродвигуна
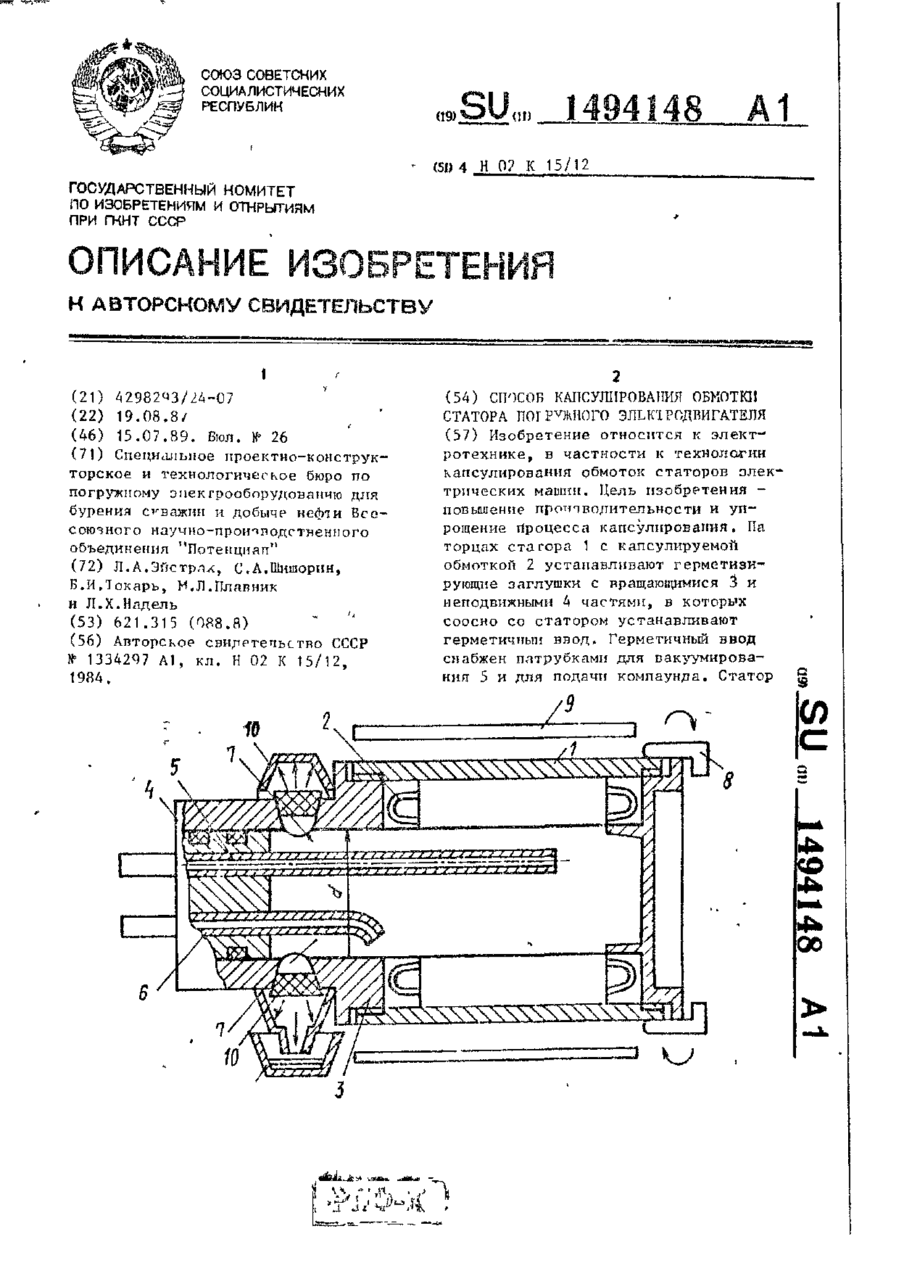
Номер патенту: 11964
Опубліковано: 25.12.1996
Автори: Ейстрах Леонід Аронович, Надель Ліон Хацкелевич, Плавник Марк Львович, Шишорін Станіслав Олександрович, Токар Борис Іванович
МПК: H02K 15/12
Мітки: заглибного, капсулювання, електродвигуна, спосіб, обмотки, статора
Формула / Реферат:
1. Способ капсулирования обмотки статора погружного электродвигателя, при котором производят установку на торцах статора вращающихся заглушек, одна из которых имеет герметизирующий ввод, вращение статора относительно его оси, вакуумирование полости статора, подачу жидкого компаунда к обмоткам статора, разгерметизацию полости статора, слив излишков компаунда и термообработку не прекращая вращения, отличающийся тем, что, с целью повышения...
Пристрій для кріплення лобових частин обмотки статора електричної машини
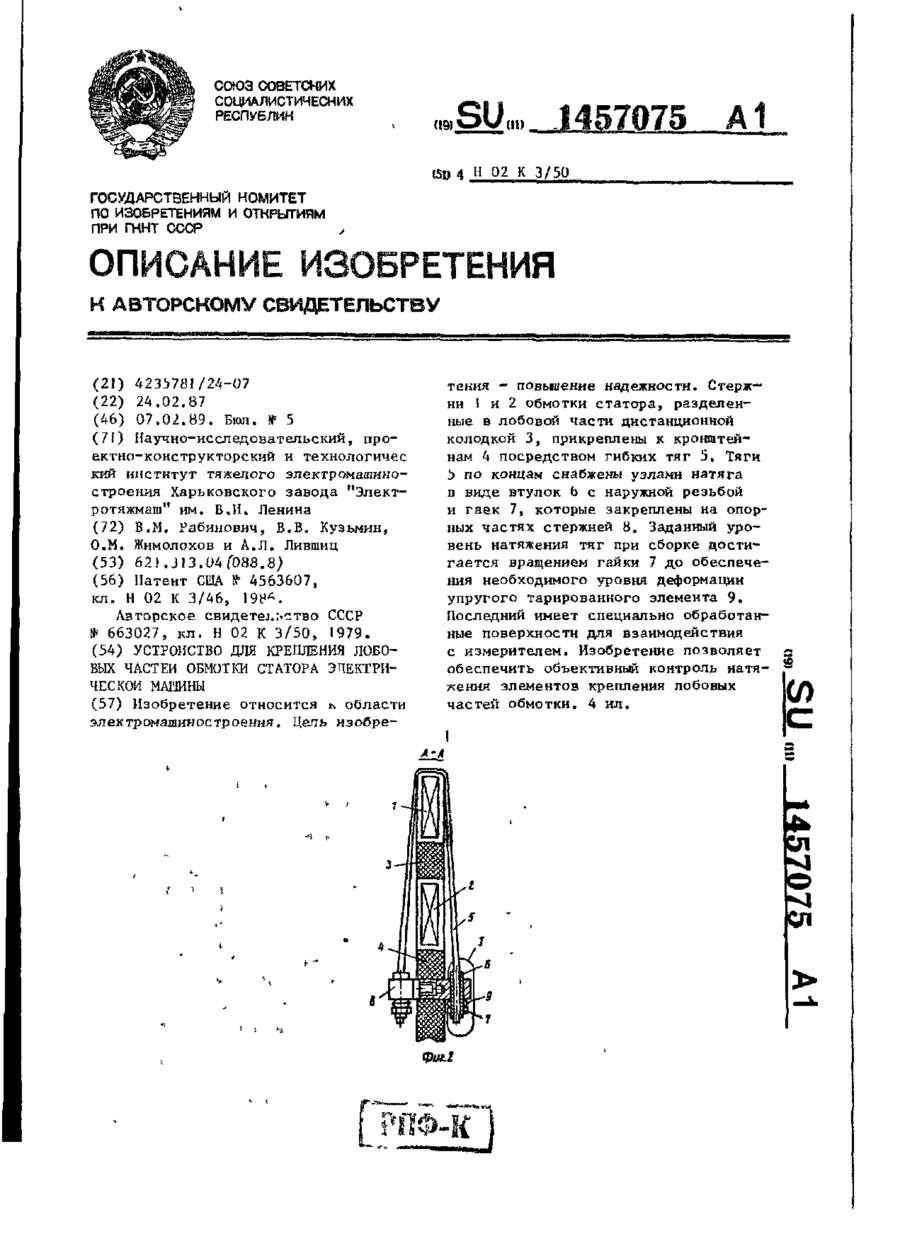
Номер патенту: 4964
Опубліковано: 28.12.1994
Автори: Лівшиць Олександр Лазаревич, Рабінович Володимир Мордохеєвич, Жимолохов Олег Михайлович, Кузьмін Віктор Володимирович
МПК: H02K 3/50
Мітки: електричної, лобових, обмотки, пристрій, статора, частин, машини, кріплення
Формула / Реферат:
Устройство для крепления лобовых частей обмотки статора электрической машины, содержащее стержни, установленные в отверстиях кронштейнов, и гибкие тяги, снабженные по концам узлами натяга, состоящими из втулок и гаек, отличающееся тем, что, с целью повышения надежности, оно снабжено тарированными упругими элементами, установленными между гайками и стержнями, и имеющими поверхности для взаимодействия с измерителем.
Попередній патент: Пасова зубчаста передача
Наступний патент: Подрібнювач кормів
Випадковий патент: Багаторядний радіатор з можливістю регулювання потоку теплоносія