Індуктор для локального нагрівання зони шва зварюваних металевих труб
Номер патенту: 28294
Опубліковано: 16.10.2000
Автори: Совгір Миколай Миколайович, Каменецький Аркадій Борисович
Формула / Реферат
Индуктор для локального нагрева зоны шва свариваемых металлических труб, содержащий соленоид из медной трубки, магнитопровод с сердечником и экраном (кожух), отличающийся тем, что внутри соленоида установлен керамический (например фарфоровый) проходной изолятор, имеющий спиральнорасположенные ребра и выполненный с возможностью ввинчивания в соленоид, при этом ребра изолятора выступают за пределы соленоида, а внутренняя полость изолятора имеет конусность с меньшим диаметром на входе, причем сердечник магнитопровода прикреплен непосредственно к тоководу проходящим через его центр немагнитным стержнем (например медным) и имеет по всей длине параллельные и равномерноpаcпpeдeленные по окружности ребра, а экран выполнен из стеклопластика, имеющего спиральные выступы, образованные косоперекрестной (дискретной) намоткой стеклонитей.
Текст
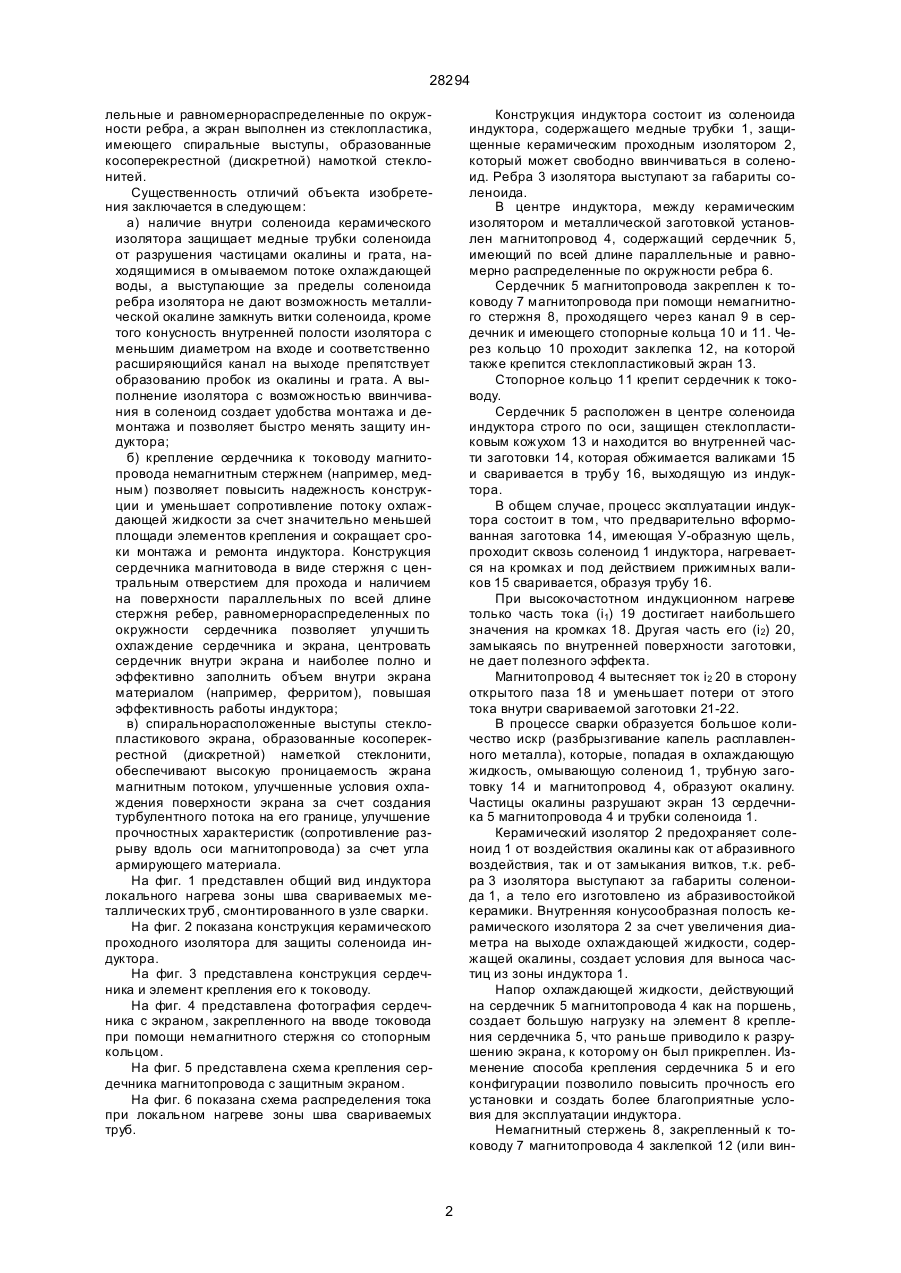
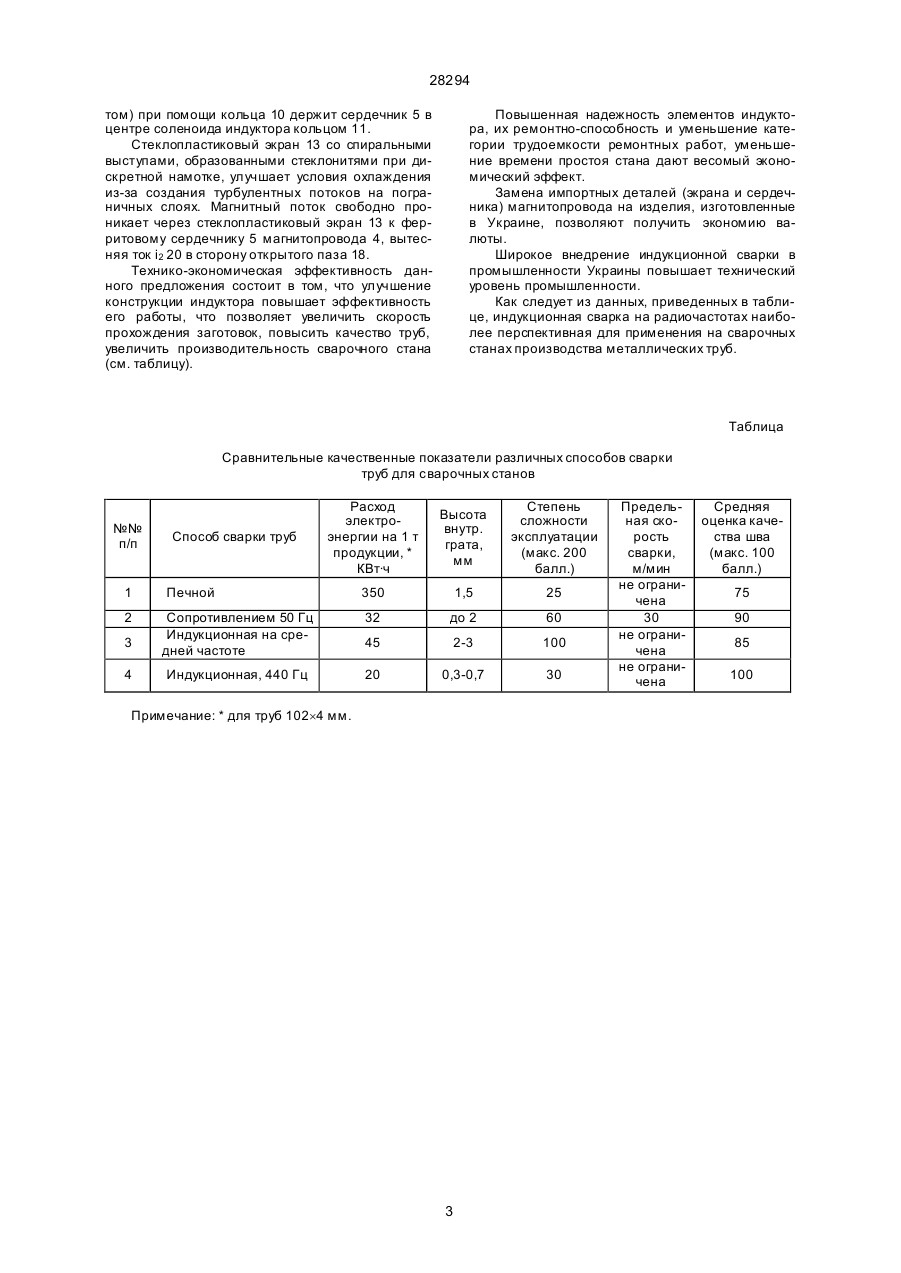
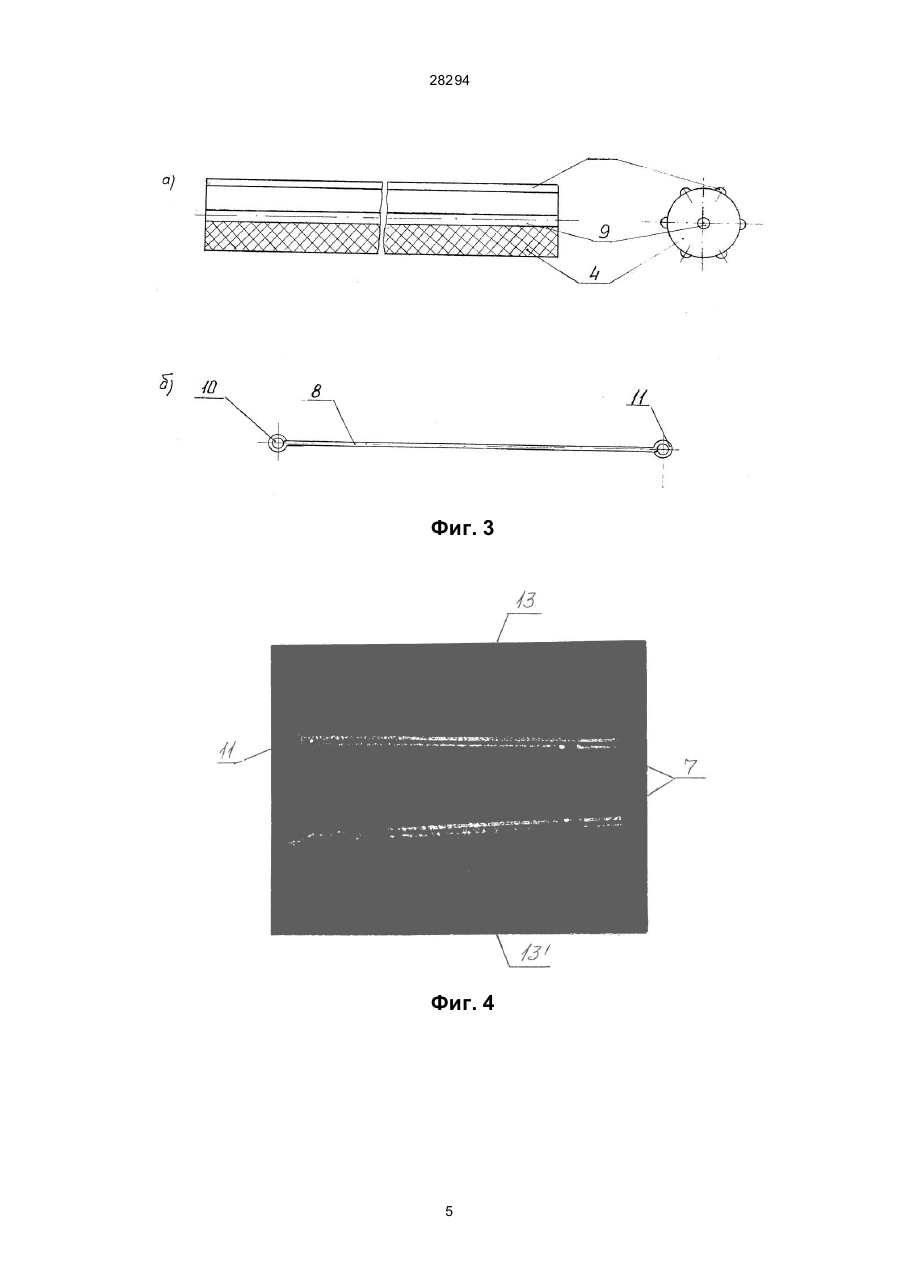
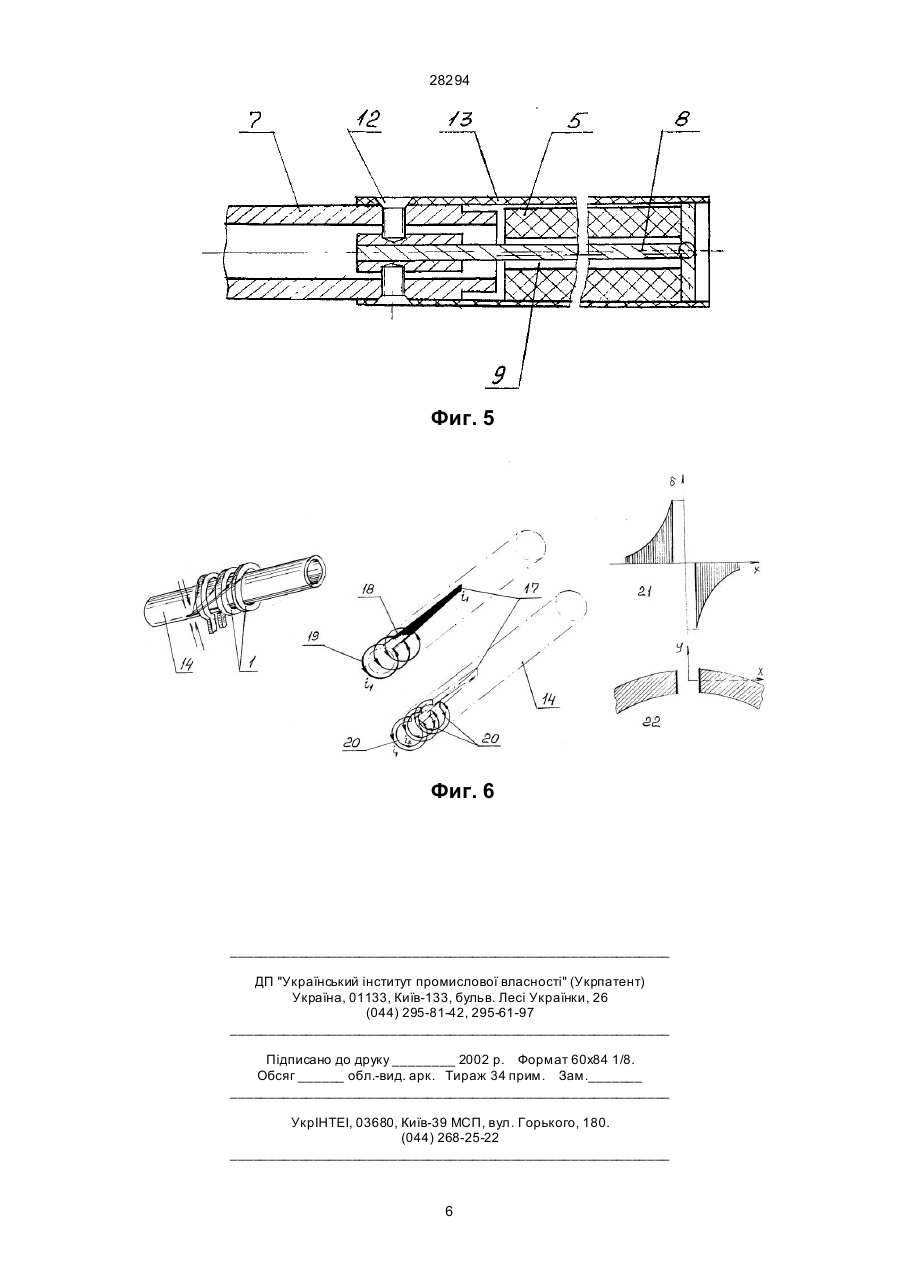
Индуктор для локального нагрева зоны шва свариваемых металлических тр уб, содержащий соленоид из медной трубки, магнитопровод с сердечником и экраном (кожух), отличающийся тем, что вн утри соленоида установлен керамический (например фарфоровый) проходной изолятор, 28294 лельные и равномернораспределенные по окружности ребра, а экран выполнен из стеклопластика, имеющего спиральные выступы, образованные косоперекрестной (дискретной) намоткой стеклонитей. Существенность отличий объекта изобретения заключается в следующем: а) наличие внутри соленоида керамического изолятора защищает медные трубки соленоида от разрушения частицами окалины и грата, находящимися в омываемом потоке охлаждающей воды, а выступающие за пределы соленоида ребра изолятора не дают возможность металлической окалине замкнуть витки соленоида, кроме того конусность внутренней полости изолятора с меньшим диаметром на входе и соответственно расширяющийся канал на выходе препятствует образованию пробок из окалины и грата. А выполнение изолятора с возможностью ввинчивания в соленоид создает удобства монтажа и демонтажа и позволяет быстро менять защиту индуктора; б) крепление сердечника к тоководу магнитопровода немагнитным стержнем (например, медным) позволяет повысить надежность конструкции и уменьшает сопротивление потоку охлаждающей жидкости за счет значительно меньшей площади элементов крепления и сокращает сроки монтажа и ремонта индуктора. Конструкция сердечника магнитовода в виде стержня с центральным отверстием для прохода и наличием на поверхности параллельных по всей длине стержня ребер, равномернораспределенных по окружности сердечника позволяет улучши ть охлаждение сердечника и экрана, центровать сердечник внутри экрана и наиболее полно и эффективно заполнить объем внутри экрана материалом (например, ферритом), повышая эффективность работы индуктора; в) спиральнорасположенные выступы стеклопластикового экрана, образованные косоперекрестной (дискретной) наметкой стеклонити, обеспечивают высокую проницаемость экрана магнитным потоком, улучшенные условия охлаждения поверхности экрана за счет создания турбулентного потока на его границе, улучшение прочностных характеристик (сопротивление разрыву вдоль оси магнитопровода) за счет угла армирующего материала. На фиг. 1 представлен общий вид индуктора локального нагрева зоны шва свариваемых металлических труб, смонтированного в узле сварки. На фиг. 2 показана конструкция керамического проходного изолятора для защиты соленоида индуктора. На фиг. 3 представлена конструкция сердечника и элемент крепления его к тоководу. На фиг. 4 представлена фотография сердечника с экраном, закрепленного на вводе токовода при помощи немагнитного стержня со стопорным кольцом. На фиг. 5 представлена схема крепления сердечника магнитопровода с защитным экраном. На фиг. 6 показана схема распределения тока при локальном нагреве зоны шва свариваемых труб. Конструкция индуктора состоит из соленоида индуктора, содержащего медные трубки 1, защищенные керамическим проходным изолятором 2, который может свободно ввинчиваться в соленоид. Ребра 3 изолятора выступают за габариты соленоида. В центре индуктора, между керамическим изолятором и металлической заготовкой установлен магнитопровод 4, содержащий сердечник 5, имеющий по всей длине параллельные и равномерно распределенные по окружности ребра 6. Сердечник 5 магнитопровода закреплен к тоководу 7 магнитопровода при помощи немагнитного стержня 8, проходящего через канал 9 в сердечник и имеющего стопорные кольца 10 и 11. Через кольцо 10 проходит заклепка 12, на которой также крепится стеклопластиковый экран 13. Стопорное кольцо 11 крепит сердечник к тоководу. Сердечник 5 расположен в центре соленоида индуктора строго по оси, защищен стеклопластиковым кожухом 13 и находится во внутренней части заготовки 14, которая обжимается валиками 15 и сваривается в трубу 16, выходящую из индуктора. В общем случае, процесс эксплуатации индуктора состоит в том, что предварительно вформованная заготовка 14, имеющая У-образную щель, проходит сквозь соленоид 1 индуктора, нагревается на кромках и под действием прижимных валиков 15 сваривается, образуя трубу 16. При высокочастотном индукционном нагреве только часть тока (і1) 19 достигает наибольшего значения на кромках 18. Другая часть его (і2) 20, замыкаясь по внутренней поверхности заготовки, не дает полезного эффекта. Магнитопровод 4 вытесняет ток і2 20 в сторону открытого паза 18 и уменьшает потери от этого тока внутри свариваемой заготовки 21-22. В процессе сварки образуется большое количество искр (разбрызгивание капель расплавленного металла), которые, попадая в охлаждающую жидкость, омывающую соленоид 1, трубную заготовку 14 и магнитопровод 4, образуют окалину. Частицы окалины разрушают экран 13 сердечника 5 магнитопровода 4 и трубки соленоида 1. Керамический изолятор 2 предохраняет соленоид 1 от воздействия окалины как от абразивного воздействия, так и от замыкания витков, т.к. ребра 3 изолятора выступают за габариты соленоида 1, а тело его изготовлено из абразивостойкой керамики. Внутренняя конусообразная полость керамического изолятора 2 за счет увеличения диаметра на выходе охлаждающей жидкости, содержащей окалины, создает условия для выноса частиц из зоны индуктора 1. Напор охлаждающей жидкости, действующий на сердечник 5 магнитопровода 4 как на поршень, создает большую нагрузку на элемент 8 крепления сердечника 5, что раньше приводило к разрушению экрана, к которому он был прикреплен. Изменение способа крепления сердечника 5 и его конфигурации позволило повысить прочность его установки и создать более благоприятные условия для эксплуатации индуктора. Немагнитный стержень 8, закрепленный к тоководу 7 магнитопровода 4 заклепкой 12 (или вин 2 28294 том) при помощи кольца 10 держит сердечник 5 в центре соленоида индуктора кольцом 11. Стеклопластиковый экран 13 со спиральными выступами, образованными стеклонитями при дискретной намотке, улучшает условия охлаждения из-за создания турбулентных потоков на пограничных слоях. Магнитный поток свободно проникает через стеклопластиковый экран 13 к ферритовому сердечнику 5 магнитопровода 4, вытесняя ток і 2 20 в сторону открытого паза 18. Технико-экономическая эффективность данного предложения состоит в том, что улучшение конструкции индуктора повышает эффективность его работы, что позволяет увеличить скорость прохождения заготовок, повысить качество труб, увеличить производительность сварочного стана (см. таблицу). Повышенная надежность элементов индуктора, их ремонтно-способность и уменьшение категории трудоемкости ремонтных работ, уменьшение времени простоя стана дают весомый экономический эффект. Замена импортных деталей (экрана и сердечника) магнитопровода на изделия, изготовленные в Украине, позволяют получить экономию валюты. Широкое внедрение индукционной сварки в промышленности Украины повышает технический уровень промышленности. Как следует из данных, приведенных в таблице, индукционная сварка на радиочастотах наиболее перспективная для применения на сварочных станах производства металлических труб. Таблица Сравнительные качественные показатели различных способов сварки труб для сварочных станов №№ п/п 1 2 3 4 Расход электроэнергии на 1 т продукции, * КВт·ч Высота внутр. грата, мм Степень сложности эксплуатации (макс. 200 балл.) 350 1,5 25 Сопротивлением 50 Гц Индукционная на средней частоте 32 до 2 60 45 2-3 100 Индукционная, 440 Гц 20 0,3-0,7 30 Способ сварки труб Печной Примечание: * для труб 102´4 мм. 3 Предельная скорость сварки, м/мин не ограничена 30 не ограничена не ограничена Средняя оценка качества шва (макс. 100 балл.) 75 90 85 100 28294 Фиг. 1 Фиг. 2 4 28294 Фиг. 3 Фиг. 4 5 28294 Фиг. 5 Фиг. 6 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюInductor for local heating of welded metal pipe jointing
Автори англійськоюKamenetskyi Arkadii Borysovych, Sovhir Mykola Mykolaiovych
Назва патенту російськоюИндуктор для локального нагревания зоны шва свариваемых металлических труб
Автори російськоюКаменецкий Аркадий Борисович, Совгир Николай Николаевич
МПК / Мітки
МПК: H05B 6/36
Мітки: металевих, локального, індуктор, зони, труб, зварюваних, шва, нагрівання
Код посилання
<a href="https://ua.patents.su/6-28294-induktor-dlya-lokalnogo-nagrivannya-zoni-shva-zvaryuvanikh-metalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Індуктор для локального нагрівання зони шва зварюваних металевих труб</a>
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Пістун Ігор Павлович, Тесленко Анатолій Григорович, Хом'як Йосип Васильович, Березовецький Андрій Петрович
МПК: B21D 26/08
Мітки: зварного, металевих, спосіб, зміцнення, шва, труб
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Аркадій Семенович, Хабчик Валерій Семенович
МПК: F28F 19/00
Мітки: виготовлення, труб, металевих, спосіб, теплообмінника
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Індуктор для магнітотерапії
Номер патенту: 2219
Опубліковано: 26.12.1994
Автори: Шаргородський Вадим Семенович, Сафонов Сергій Леонідович, Соколюк Олексій Михайлович, САФОНОВ ЛЕОНІД ГРИГОРОВИЧ
МПК: A61N 2/00
Мітки: індуктор, магнітотерапії
Формула / Реферат:
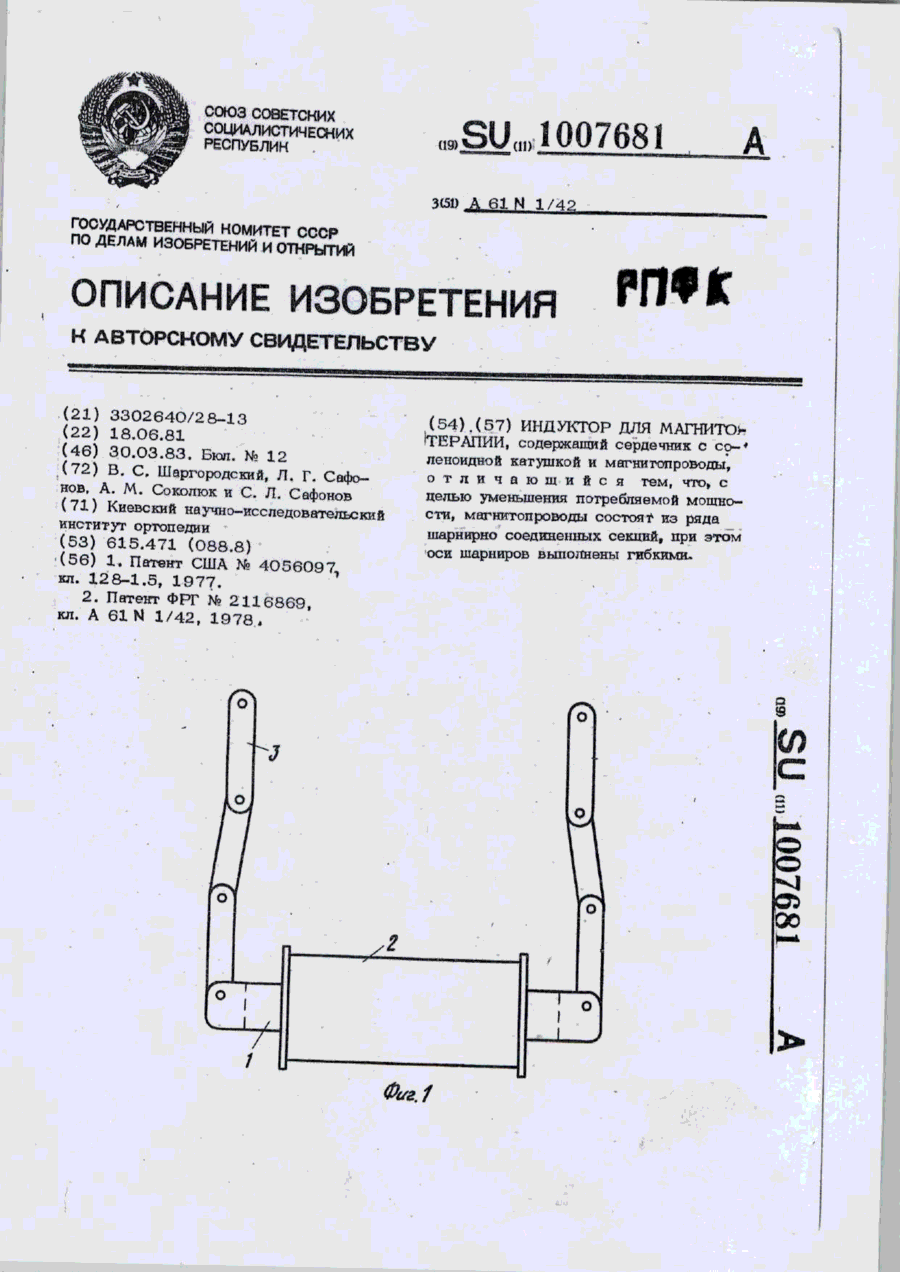
Индуктор для магнитотерапии, содержащий сердечник с соленоидной катушкой и магнитопроводы, отличающийся тем, что, с целью уменьшения потребляемой мощности, магнитопроводы состоят из ряда шарнирно соединенных секций, при этом оси шарниров выполнены гибкими.
Спосіб локалізації руйнування металевих зварних труб для магістральних трубопроводів

Номер патенту: 18777
Опубліковано: 25.12.1997
Автор: Шмуклер Йосип Срулевіч
МПК: F16L 9/00
Мітки: трубопроводів, магістральних, локалізації, труб, спосіб, зварних, руйнування, металевих
Формула / Реферат:
Способ локализации разрушения металлических сварных труб для магистральных трубопроводов, при котором на корпус трубы приваривают по спирали упрочняющий элемент, отличающийся тем, что упрочняющий элемент нагревают и навивают с натяжением по всей длине трубы, причем каждый виток упрочняющего элемента приваривают по мере очередности навивки с обеих сторон каждого продольного сварного шва трубы вне термических зон этого шва.
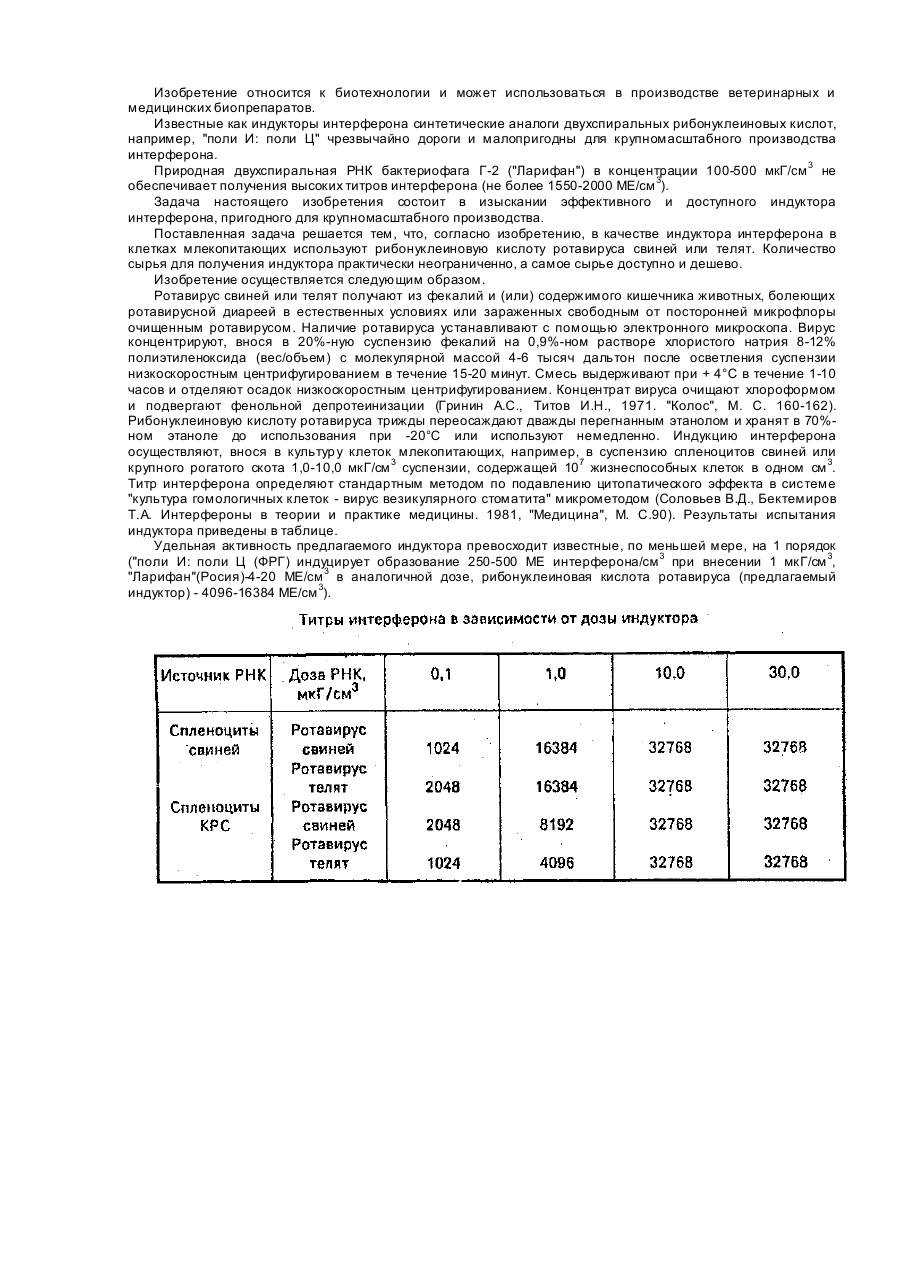
Індуктор інтерферону в клітинах ссавців, які культивуються
Номер патенту: 10461
Опубліковано: 25.12.1996
Автори: Собко Анатолій Іванович, Співак Микола Якович, Лазарєв Олексій Павлович, Карась Олег Якович, Купчинський Леонід Георгійович
МПК: A61K 38/21
Мітки: культивуються, ссавців, індуктор, інтерферону, клітинах
Формула / Реферат:
Применение рибонуклеиновой кислоты ротавируса свиней или телят в качестве индуктора интерферона в культивируемых клетках млекопитающих.
Попередній патент: Огороджувально-фільтрувальна перемичка
Наступний патент: Газовий пальник
Випадковий патент: Блок повітряного охолодження