Верстат для електроерозійного матування валків
Номер патенту: 37960
Опубліковано: 15.05.2001
Автори: Овсій Євген Юрійович, Белявцев Микола Іванович, Мельник Петро Іванович, Качкін Геннадій Євгенович, Павленко Віктор Сергійович


Текст
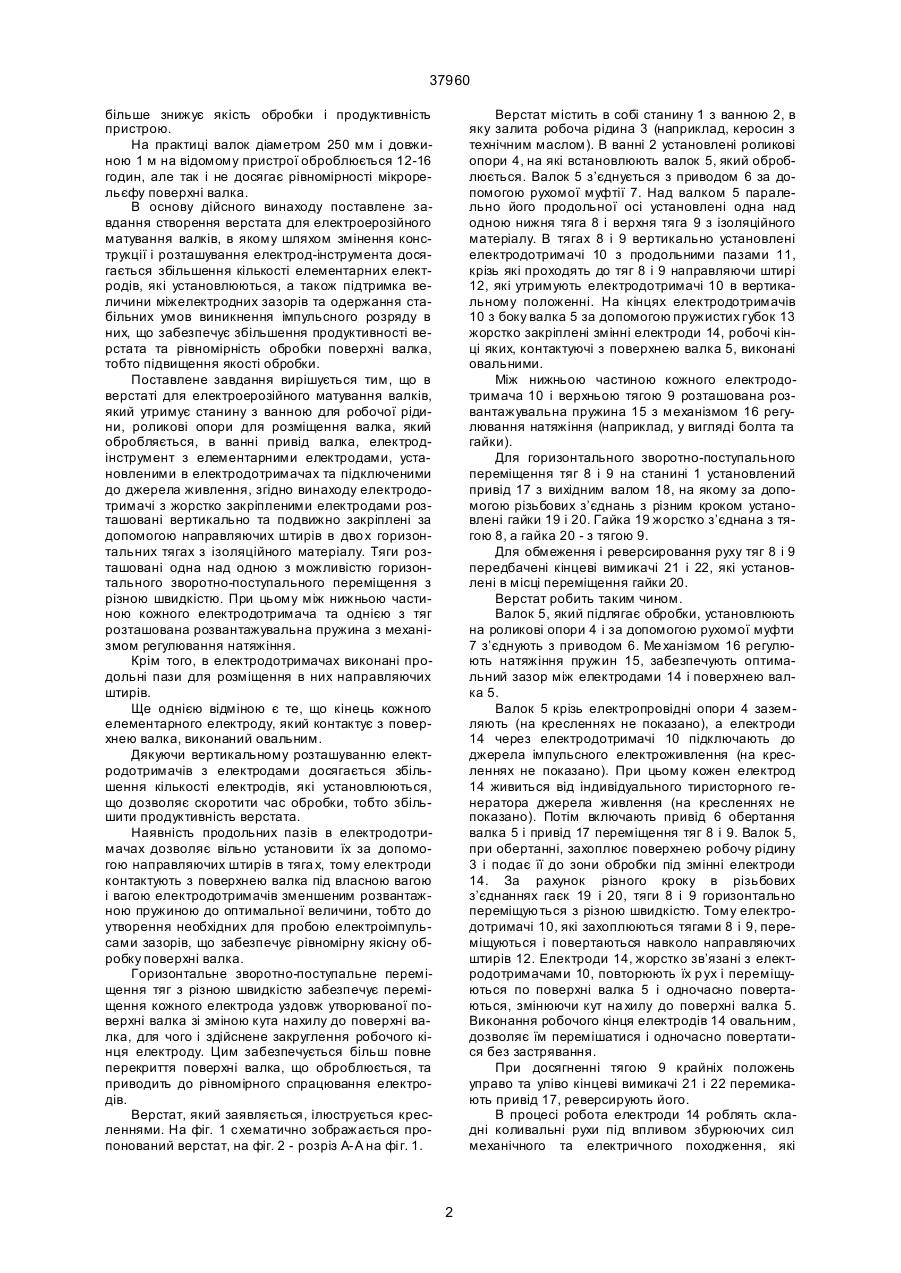
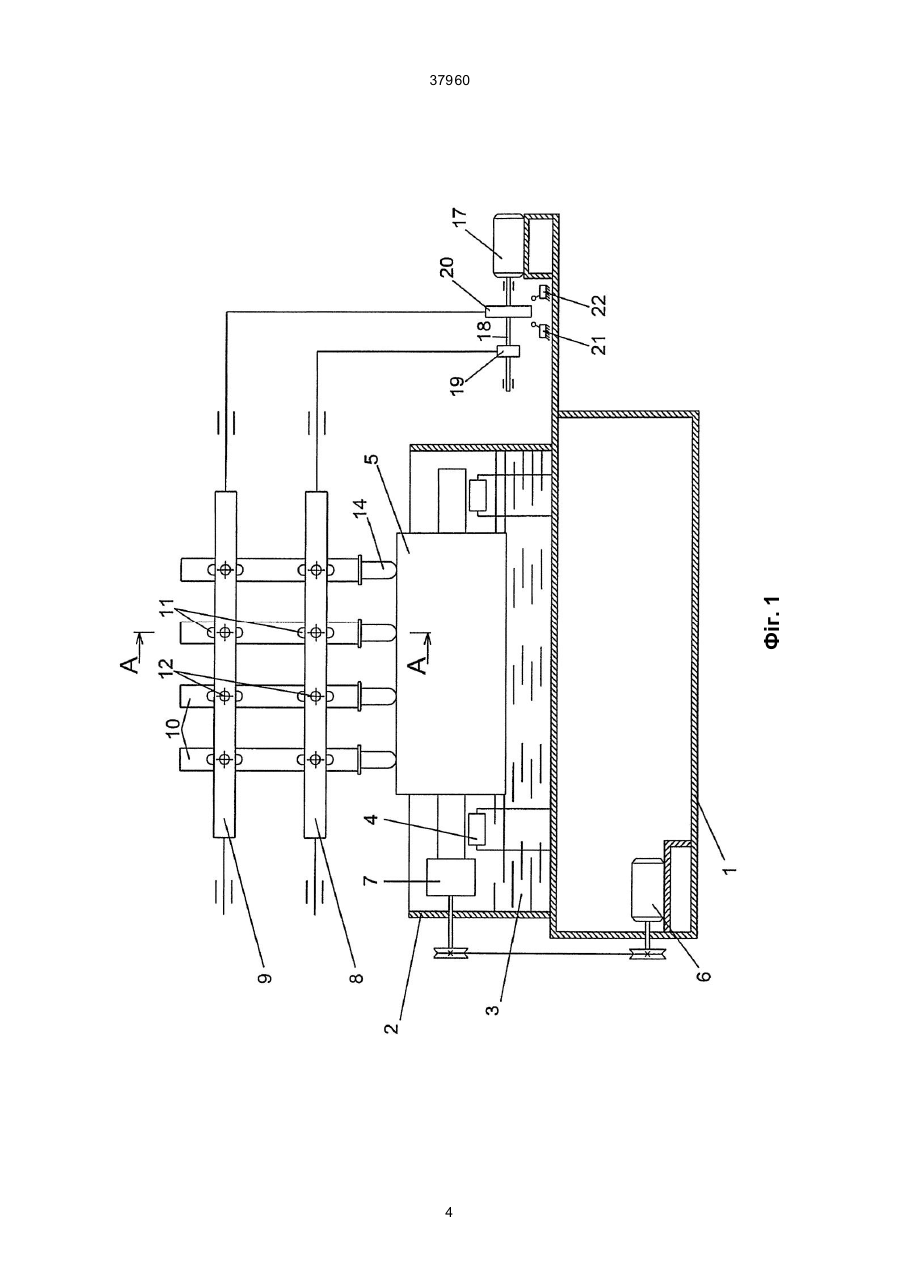
1. Верстат для електроерозійного матування валків, який містить станину з ванною для робочої рідини, роликові опори для розміщення валка в ванні, привід валка, багатоелектродний електрод інструмент з елементарними електродами, які установлені в електродотримачах і підключені до джерела живлення, який відрізняється тим, що 37960 більше знижує якість обробки і продуктивність пристрою. На практиці валок діаметром 250 мм і довжиною 1 м на відомому пристрої оброблюється 12-16 годин, але так і не досягає рівномірності мікрорельєфу поверхні валка. В основу дійсного винаходу поставлене завдання створення верстата для електроерозійного матування валків, в якому шляхом змінення конструкції і розташування електрод-інструмента досягається збільшення кількості елементарних електродів, які установлюються, а також підтримка величини міжелектродних зазорів та одержання стабільних умов виникнення імпульсного розряду в них, що забезпечує збільшення продуктивності верстата та рівномірність обробки поверхні валка, тобто підвищення якості обробки. Поставлене завдання вирішується тим, що в верстаті для електроерозійного матування валків, який утримує станину з ванною для робочої рідини, роликові опори для розміщення валка, який обробляється, в ванні привід валка, електродінструмент з елементарними електродами, установленими в електродотримачах та підключеними до джерела живлення, згідно винаходу електродотримачі з жорстко закріпленими електродами розташовані вертикально та подвижно закріплені за допомогою направляючих штирів в дво х горизонтальних тягах з ізоляційного матеріалу. Тяги розташовані одна над одною з можливістю горизонтального зворотно-поступального переміщення з різною швидкістю. При цьому між нижньою частиною кожного електродотримача та однією з тяг розташована розвантажувальна пружина з механізмом регулювання натяжіння. Крім того, в електродотримачах виконані продольні пази для розміщення в них направляючих штирів. Ще однією відміною є те, що кінець кожного елементарного електроду, який контактує з поверхнею валка, виконаний овальним. Дякуючи вертикальному розташуванню електродотримачів з електродами досягається збільшення кількості електродів, які установлюються, що дозволяє скоротити час обробки, тобто збільшити продуктивність верстата. Наявність продольних пазів в електродотримачах дозволяє вільно установити їх за допомогою направляючих штирів в тяга х, тому електроди контактують з поверхнею валка під власною вагою і вагою електродотримачів зменшеним розвантажною пружиною до оптимальної величини, тобто до утворення необхідних для пробою електроімпульсами зазорів, що забезпечує рівномірну якісну обробку поверхні валка. Горизонтальне зворотно-поступальне переміщення тяг з різною швидкістю забезпечує переміщення кожного електрода уздовж утворюваної поверхні валка зі зміною кута нахилу до поверхні валка, для чого і здійснене закруглення робочого кінця електроду. Цим забезпечується більш повне перекриття поверхні валка, що оброблюється, та приводить до рівномірного спрацювання електродів. Верстат, який заявляється, ілюструється кресленнями. На фіг. 1 схематично зображається пропонований верстат, на фіг. 2 - розріз А-А на фі г. 1. Верстат містить в собі станину 1 з ванною 2, в яку залита робоча рідина 3 (наприклад, керосин з технічним маслом). В ванні 2 установлені роликові опори 4, на які встановлюють валок 5, який оброблюється. Валок 5 з’єднується з приводом 6 за допомогою рухомої муфтії 7. Над валком 5 паралельно його продольної осі установлені одна над одною нижня тяга 8 і верхня тяга 9 з ізоляційного матеріалу. В тягах 8 і 9 вертикально установлені електродотримачі 10 з продольними пазами 11, крізь які проходять до тяг 8 і 9 направляючи штирі 12, які утримують електродотримачі 10 в вертикальному положенні. На кінцях електродотримачів 10 з боку валка 5 за допомогою пружистих губок 13 жорстко закріплені змінні електроди 14, робочі кінці яких, контактуючі з поверхнею валка 5, виконані овальними. Між нижньою частиною кожного електродотримача 10 і верхньою тягою 9 розташована розвантажувальна пружина 15 з механізмом 16 регулювання натяжіння (наприклад, у вигляді болта та гайки). Для горизонтального зворотно-поступального переміщення тяг 8 і 9 на станині 1 установлений привід 17 з вихідним валом 18, на якому за допомогою різьбових з’єднань з різним кроком установлені гайки 19 і 20. Гайка 19 жорстко з’єднана з тягою 8, а гайка 20 - з тягою 9. Для обмеження і реверсировання руху тяг 8 і 9 передбачені кінцеві вимикачі 21 і 22, які установлені в місці переміщення гайки 20. Верстат робить таким чином. Валок 5, який підлягає обробки, установлюють на роликові опори 4 і за допомогою рухомої муфти 7 з’єднують з приводом 6. Ме ханізмом 16 регулюють натяжіння пружин 15, забезпечують оптимальний зазор між електродами 14 і поверхнею валка 5. Валок 5 крізь електропровідні опори 4 заземляють (на кресленнях не показано), а електроди 14 через електродотримачі 10 підключають до джерела імпульсного електроживлення (на кресленнях не показано). При цьому кожен електрод 14 живиться від індивідуального тиристорного генератора джерела живлення (на кресленнях не показано). Потім включають привід 6 обертання валка 5 і привід 17 переміщення тяг 8 і 9. Валок 5, при обертанні, захоплює поверхнею робочу рідину 3 і подає її до зони обробки під змінні електроди 14. За рахунок різного кроку в різьбових з’єднаннях гаєк 19 і 20, тяги 8 і 9 горизонтально переміщуються з різною швидкістю. Тому електродотримачі 10, які захоплюються тягами 8 і 9, переміщуються і повертаються навколо направляючих штирів 12. Електроди 14, жорстко зв’язані з електродотримачами 10, повторюють їх р ух і переміщуються по поверхні валка 5 і одночасно повертаються, змінюючи кут на хилу до поверхні валка 5. Виконання робочого кінця електродів 14 овальним, дозволяє їм перемішатися і одночасно повертатися без застрявання. При досягненні тягою 9 крайніх положень управо та уліво кінцеві вимикачі 21 і 22 перемикають привід 17, реверсирують його. В процесі робота електроди 14 роблять складні коливальні рухи під впливом збурюючих сил механічного та електричного походження, які 2 37960 сприяють утворенню оптимального зазору між валком 5 та електродами 14, необхідного для стабільного іскроутворення. На дослідному зразку верстата установлено 64 електрода товщиною 1 мм. Валок діаметром 250 мм і довжиною 1000 мм обробляється в середньому за 2,2 години з швидкістю обертання валка 50 оборотів за хвилину. Напруга на електроди становила 150 В. Струм в імпульсі досягав 120150 А. при цих параметрах обробки досягалась шорсткість 30-40 мкм рівномірно по всій поверхні валка. Таким чином, верстат, який заявляється, має продуктивність в 4-4,5 рази більше, ніж у прототипу і значно вище якість. Запропонований верстат простий у виконанні і може випускатися серійно. Верстат, що заявляється, дозволяє обробляти як невеликі, так і великогабаритні валки для різних галузей промисловості. Джерела інформації 1. Авторське свідоцтво СРСР № 405684, кл. В23Р 1/02, 1973 2. Авторське свідоцтво СРСР № 757287, кл. В23Р 1/02, 1980 - прототип 3 Фіг. 1 37960 4 37960 Фіг. 2 5 37960 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюBench for electroerosion dull finishing of rollers
Автори англійськоюBeliavtsev Mykola Ivanovych, Kachkin Hennadii Yevhenovych, Pavlenko Viktor Serhiiovych, Ovsii Yevhen Yuriiovych, Melnyk Petro Ivanovych
Назва патенту російськоюСтанок для электроэрозионного матирования валков
Автори російськоюБелявцев Николай Иванович, Качкин Геннадий Евгеньевич, Павленко Виктор Сергеевич, Овсий Евгений Юрьевич, Мельник Петр Иванович
МПК / Мітки
Мітки: електроерозійного, валків, матування, верстат
Код посилання
<a href="https://ua.patents.su/6-37960-verstat-dlya-elektroerozijjnogo-matuvannya-valkiv.html" target="_blank" rel="follow" title="База патентів України">Верстат для електроерозійного матування валків</a>
Пристрій для електрохімічного матування валків
Номер патенту: 38576
Опубліковано: 15.05.2001
Автори: Мельник Петро Іванович, Белявцев Микола Іванович, Бирдін Валерій Олександрович, Бирдін Олександр Сергійович, Павленко Віктор Сергійович
Мітки: матування, пристрій, електрохімічного, валків
Текст:
...полюсом джерела живлення (на кресленнях не показано). Для виключення проходження струму поза робочого частиною електроду 2, його неробочі три сторінки і струмопідвід 3 захищені діелектриком 4, через який проходить ось 5 кріплення електроду 2. Відстійник електроліту виконаний у вигляді конічного дна ванни з засувкою 6, під якою установлена ємність 7 з фільтром 8 для збору чистого електроліту. В ванні 1 на опорах 9 установлений...
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Пилипенко Сергій Степанович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович
МПК: B21B 27/00
Мітки: валків, прокатної, комплект, стану, листового, кліті
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Пристрій для заміни валків вертикальної прокатної кліті
Номер патенту: 12966
Опубліковано: 28.02.1997
Автори: Волченков Іван Григорович, Плугатар Віктор Семенович
МПК: B21B 31/00
Мітки: валків, пристрій, заміни, кліті, вертикальної, прокатної
Формула / Реферат:
(57) Устройство для замены валков вертикальной прокатной клети, содержащее расположенные с внешней стороны привода вертикальных валков механизм подъемавалков, включающий цилиндр подъема с обратным ходом и захватами, размещенный наконсоли приемных направляющих для вертикального валка, имеющих фиксирующие участки, взаимодействующие с Т-образными направляющими верхней м нижней подушек вертикального валка, а также механизм перемещения валка в...
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Локтіонов Петро Якович, Дорожко Іван Кирилович, Чудновець Олександр Миколайович, Хорошілов Микола Макарович, Кірієнко Анатолій Іванович, Данилович Георгій Володимирович, Скороход Микола Михайлович, Гавриленко Євген Дмитрович, Міронов Євген Костянтинович, Мирошниченко Анатолій Васильович
МПК: B21B 27/02
Формула / Реферат:
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Штехно Олег Миколайович, Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Вербицький Валерій Абрамович, Трофімов Віталій Олександрович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Мацко Сергій Володимирович
МПК: B21B 1/00
Мітки: поверхні, спосіб, зміцнення, прокатних, валків
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Попередній патент: Біогазова установка
Наступний патент: Малогабаритна установка розрідження меду у металевій тарі
Випадковий патент: Петльова сушарка